
Finite Element Simplifications and Simulation Reliability in Single Point Incremental Forming


Abstract
:1. Introduction
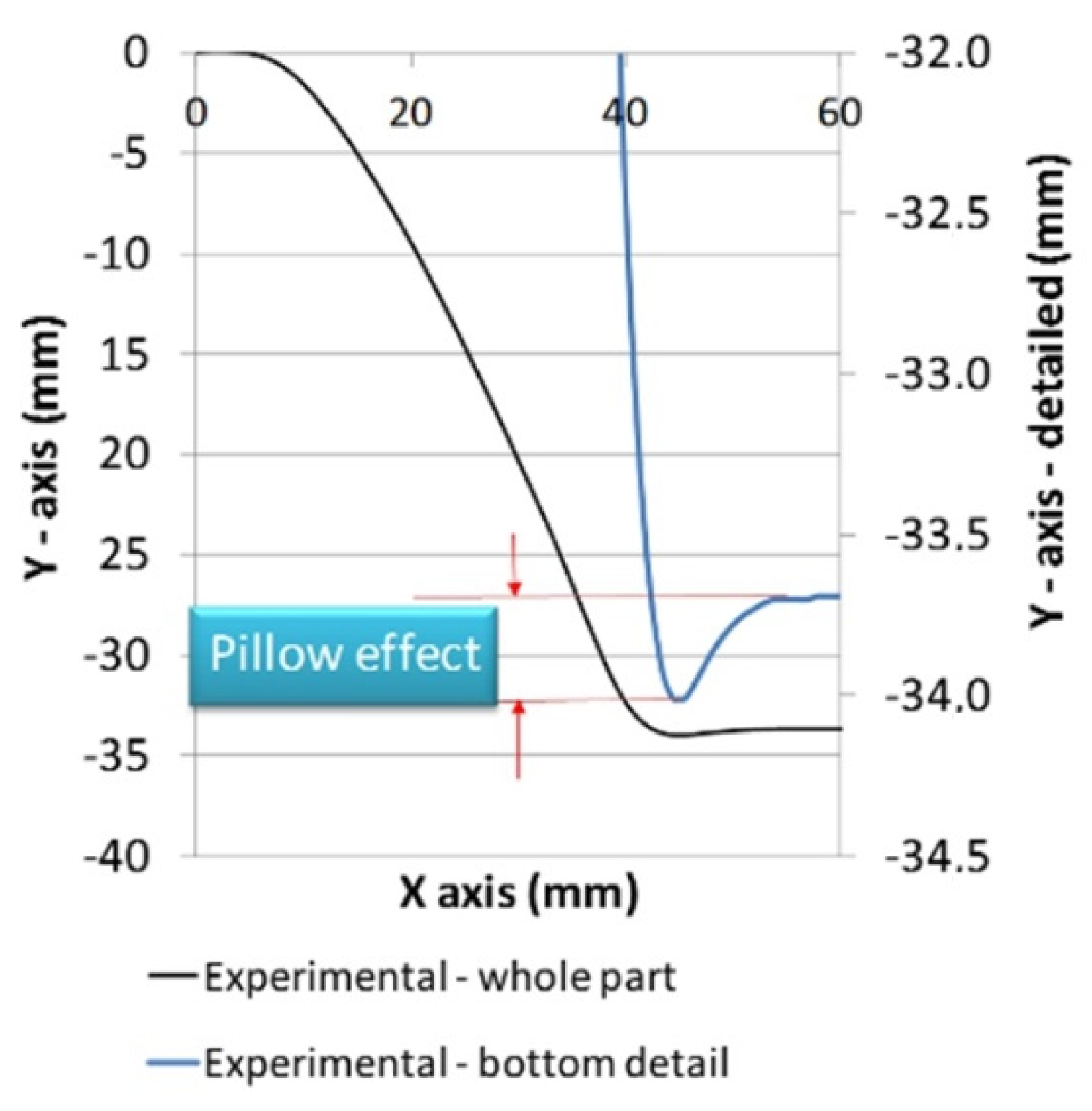
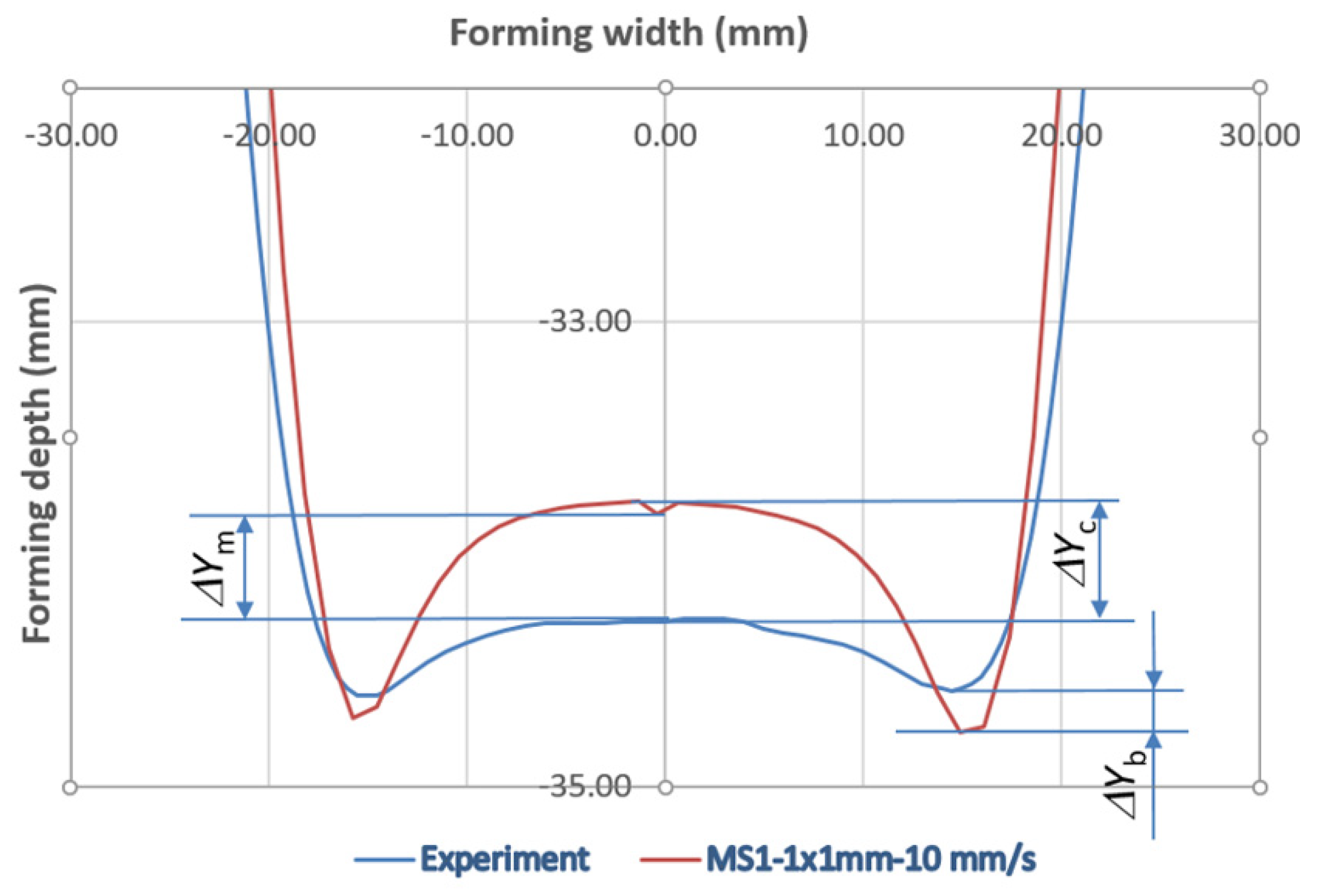
2. Accuracy of the SPIF Process
3. Materials and Methods
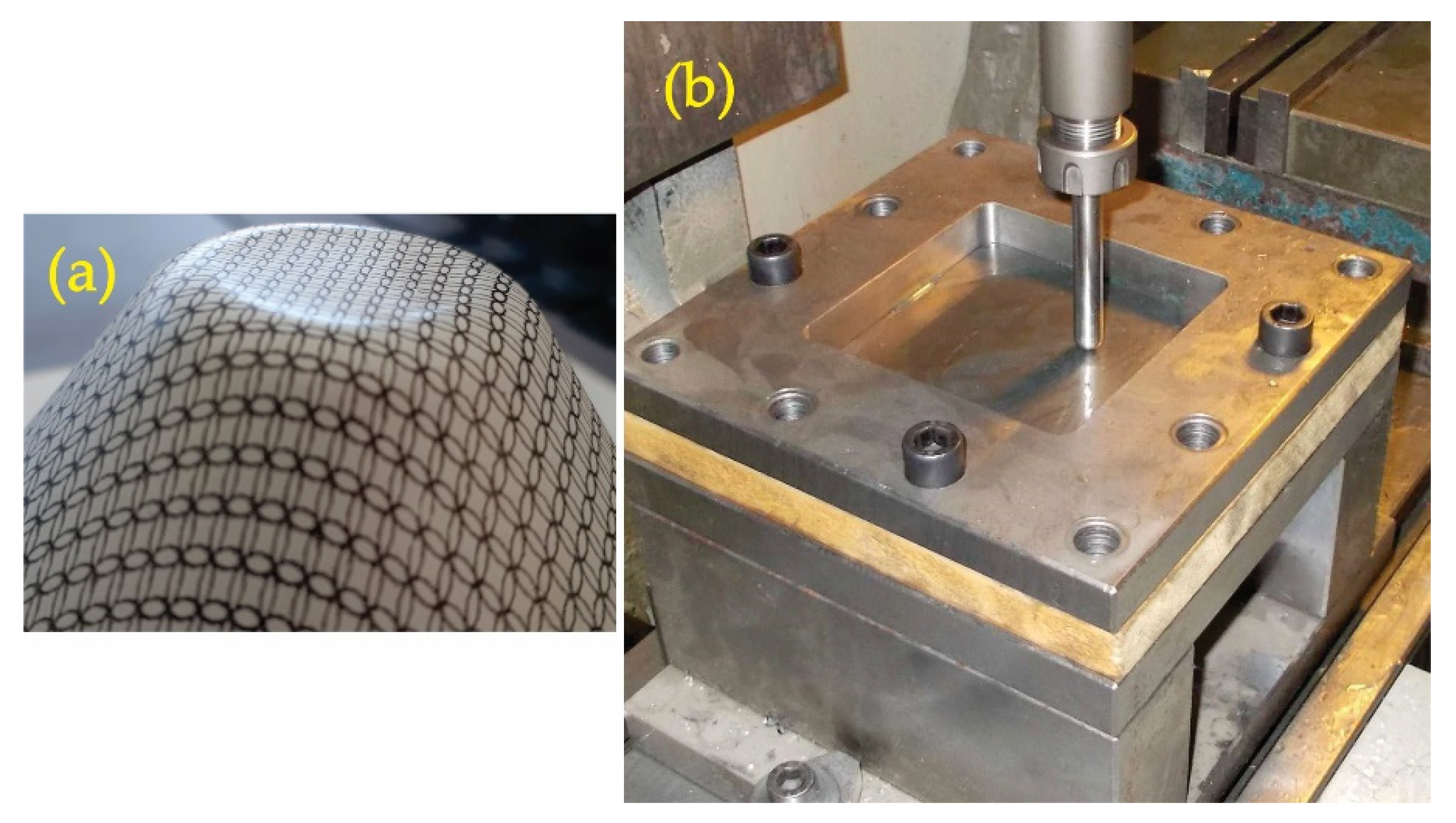
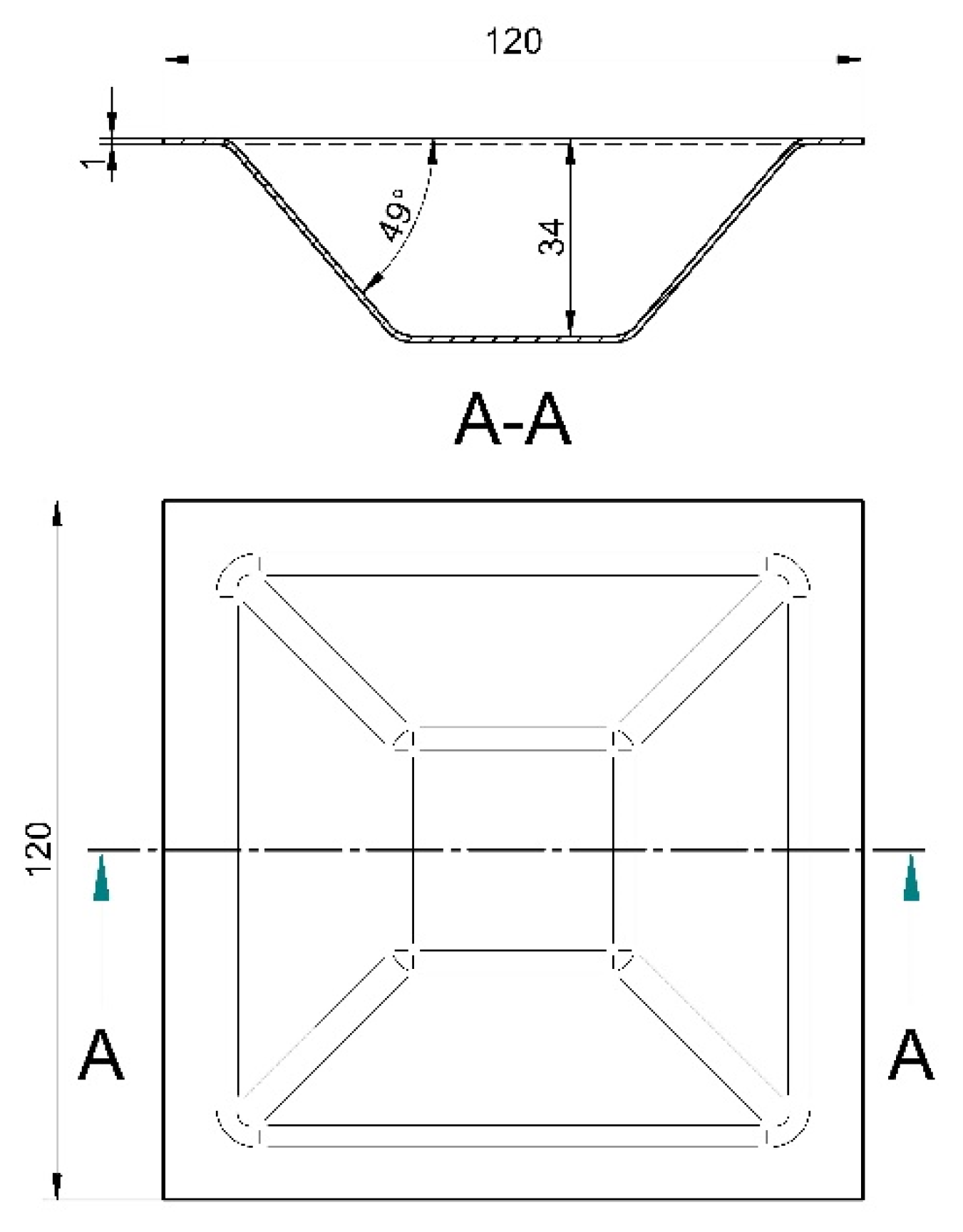
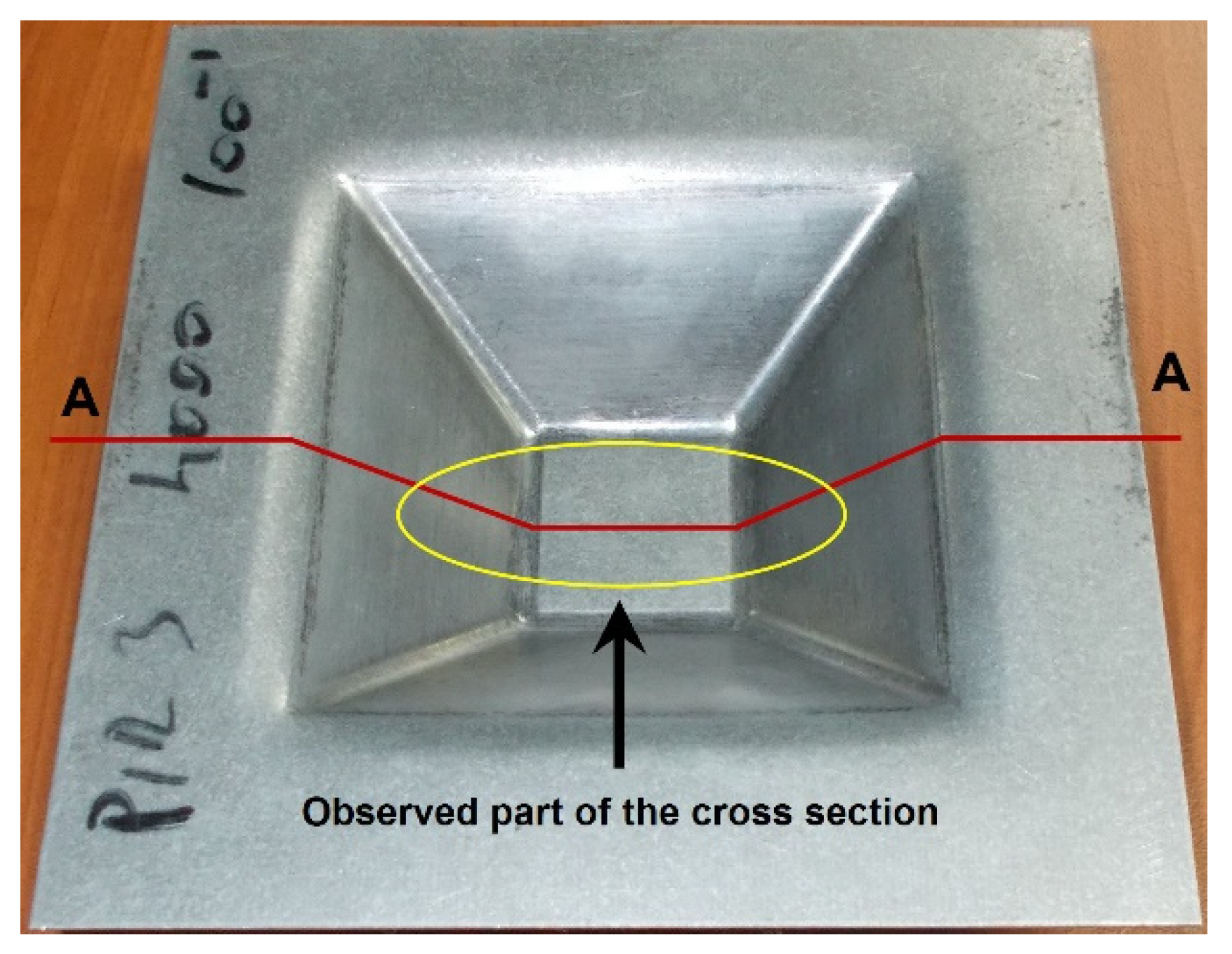
3.1. Experimental Setup
3.2. Finite Element Analysis
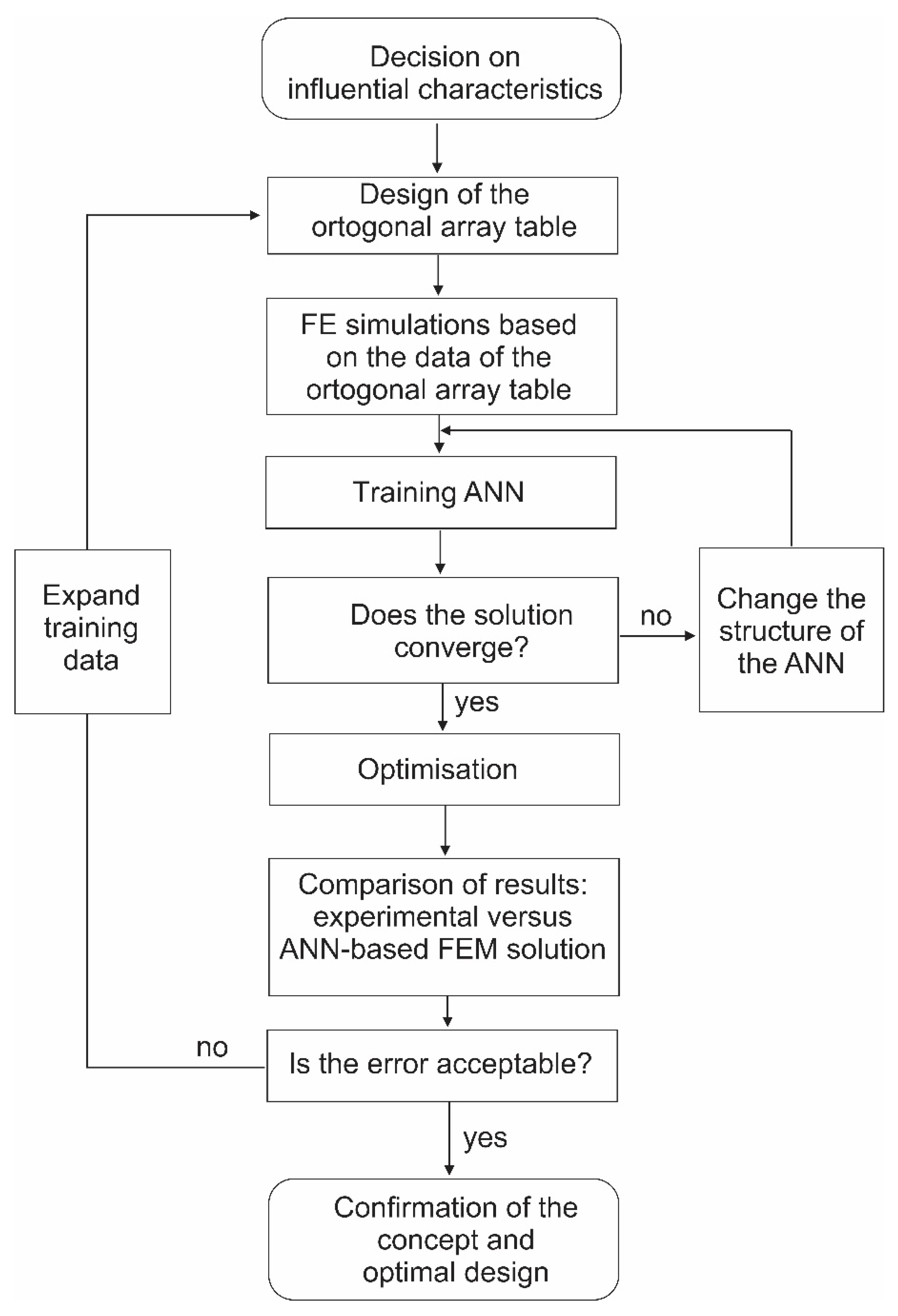
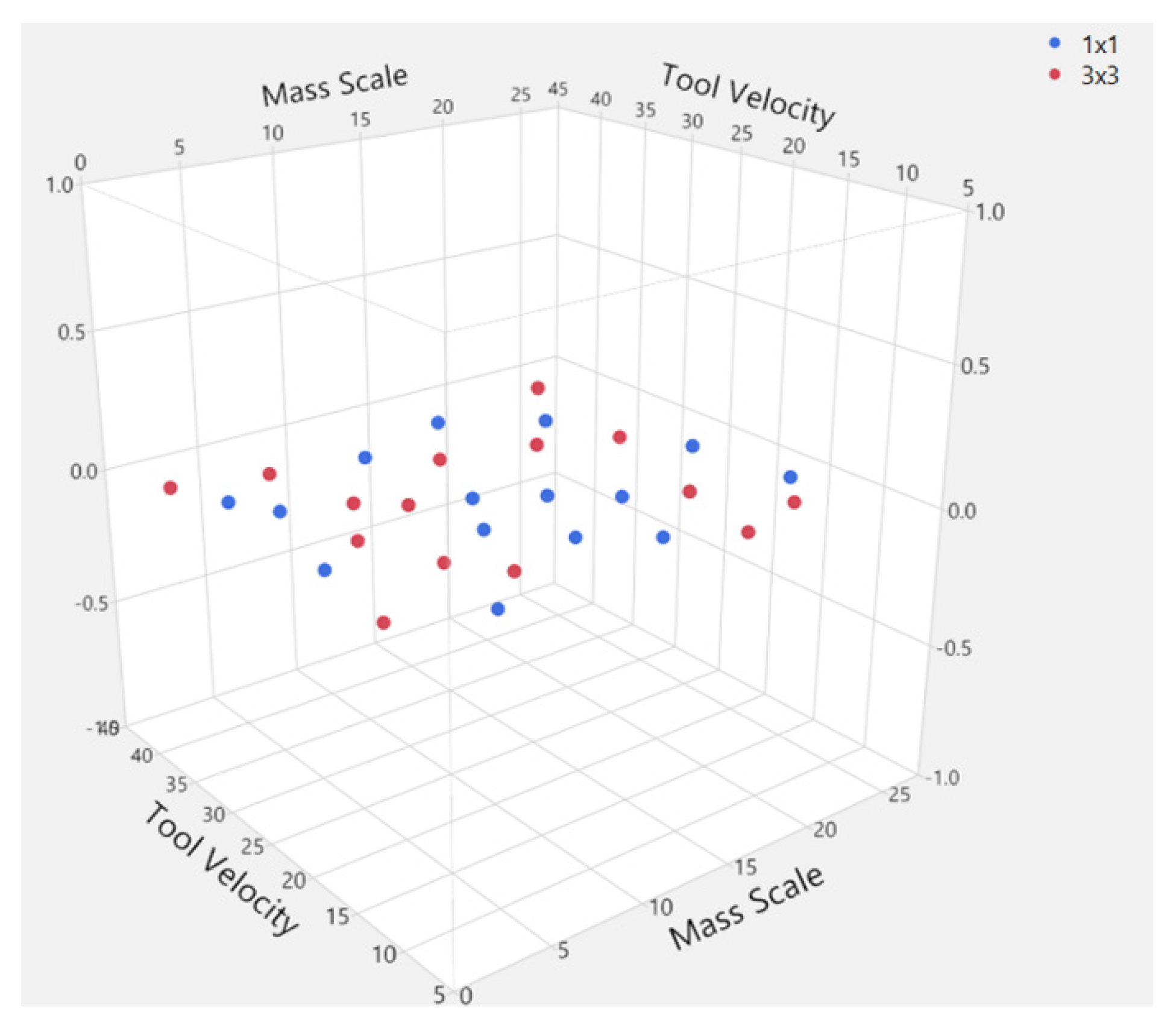
3.3. Design of Experiment
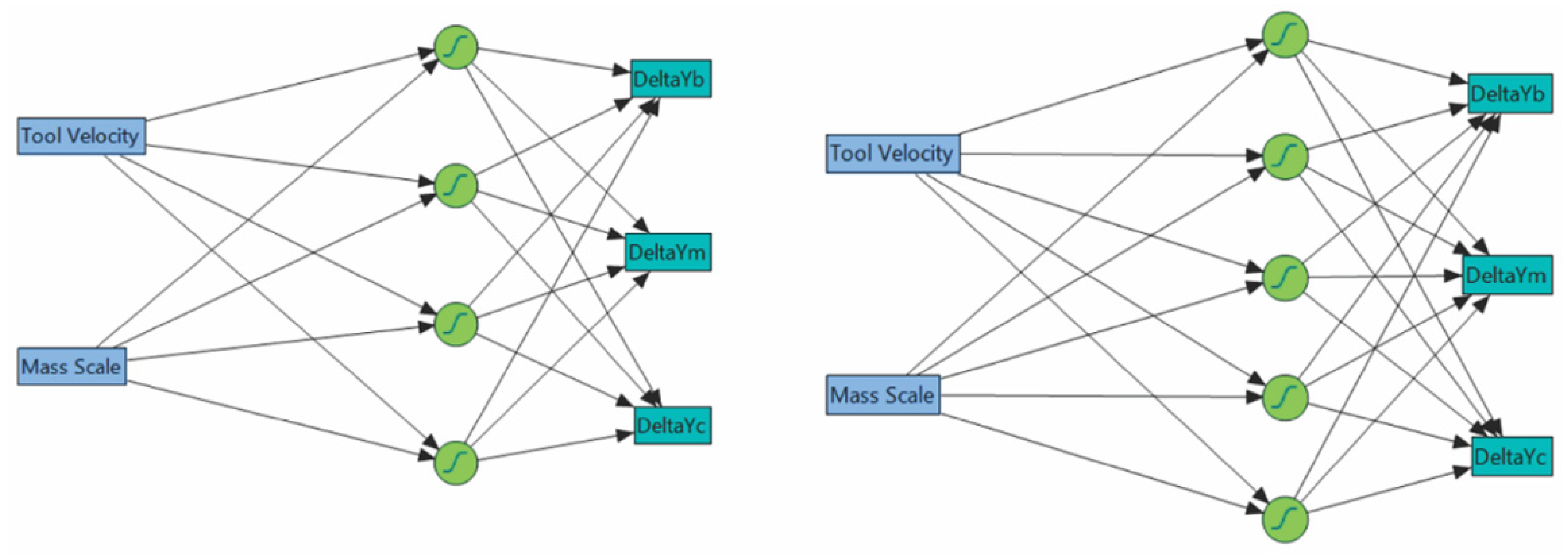
3.4. Neural Network Architecture
4. Results and Discussion
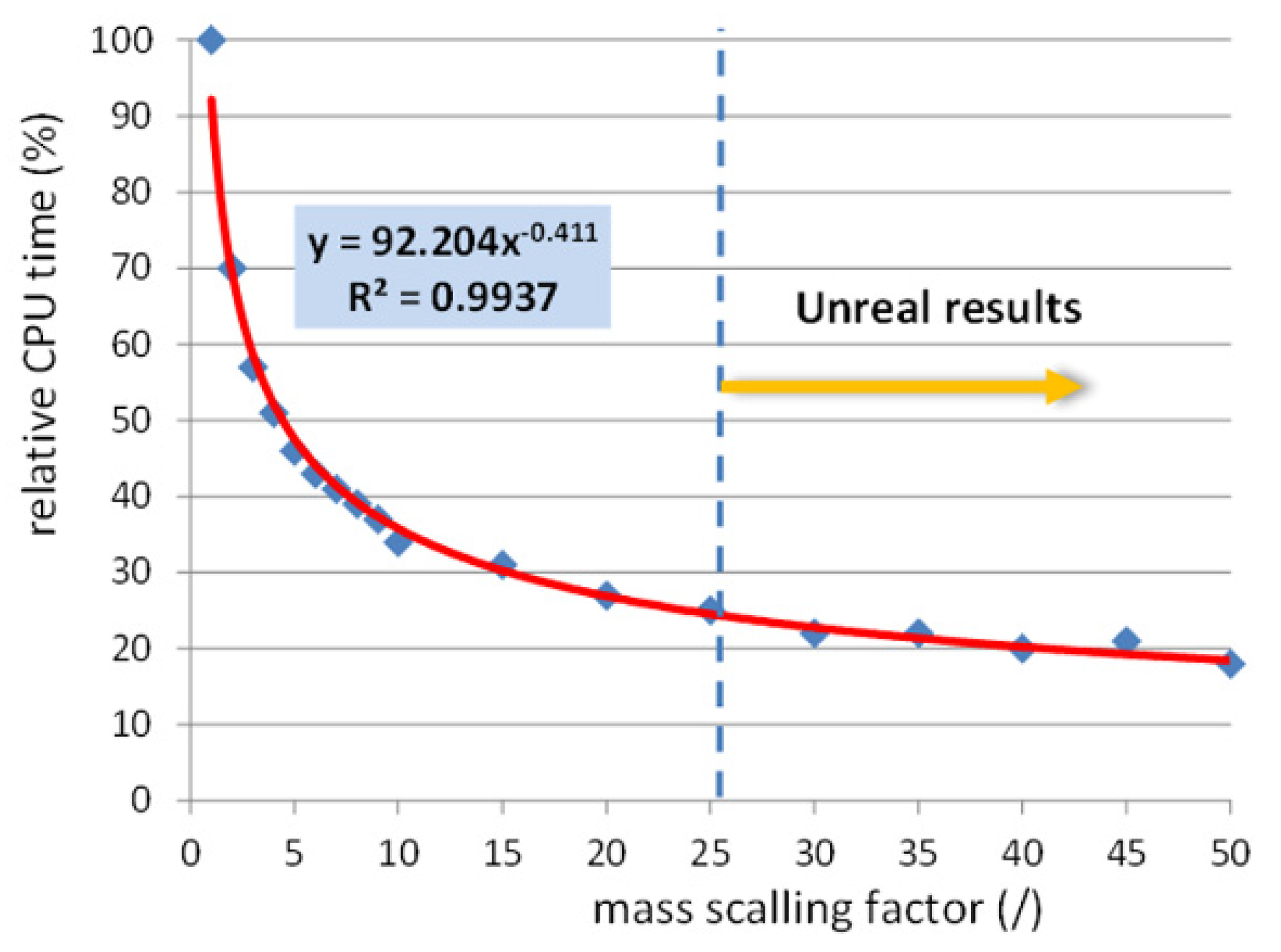
4.1. Effects of Mass Scaling (MS) of the Simulation
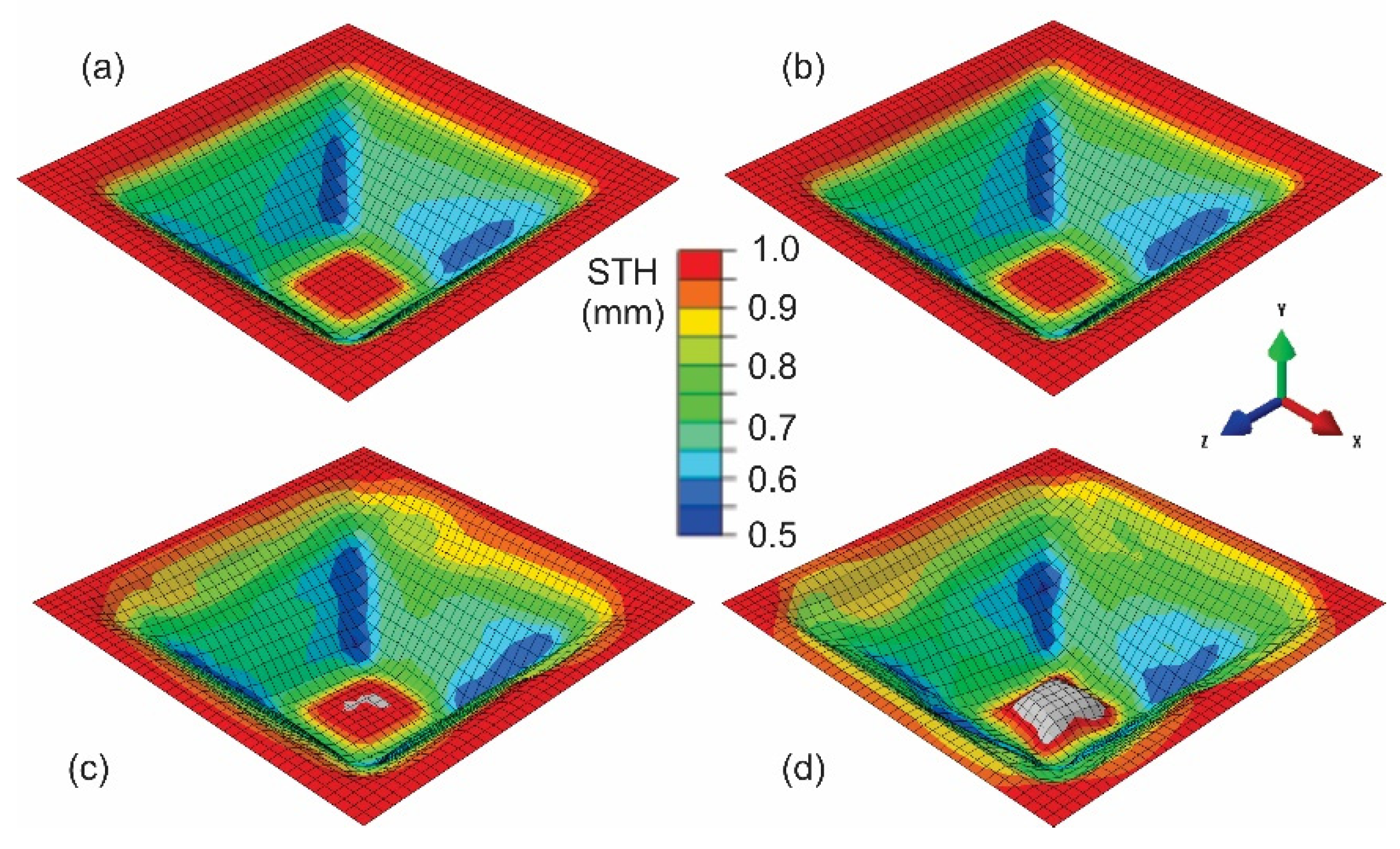
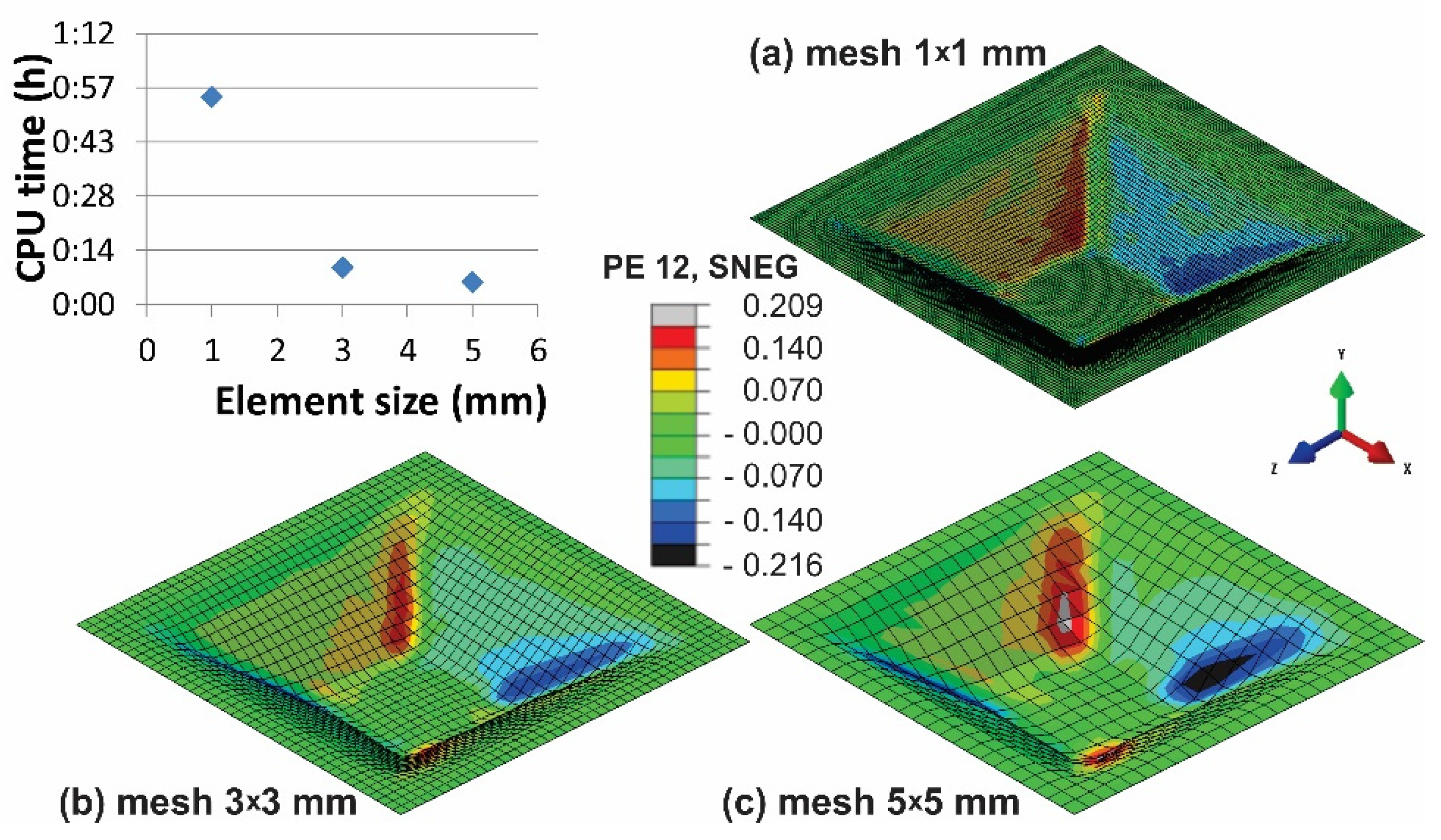
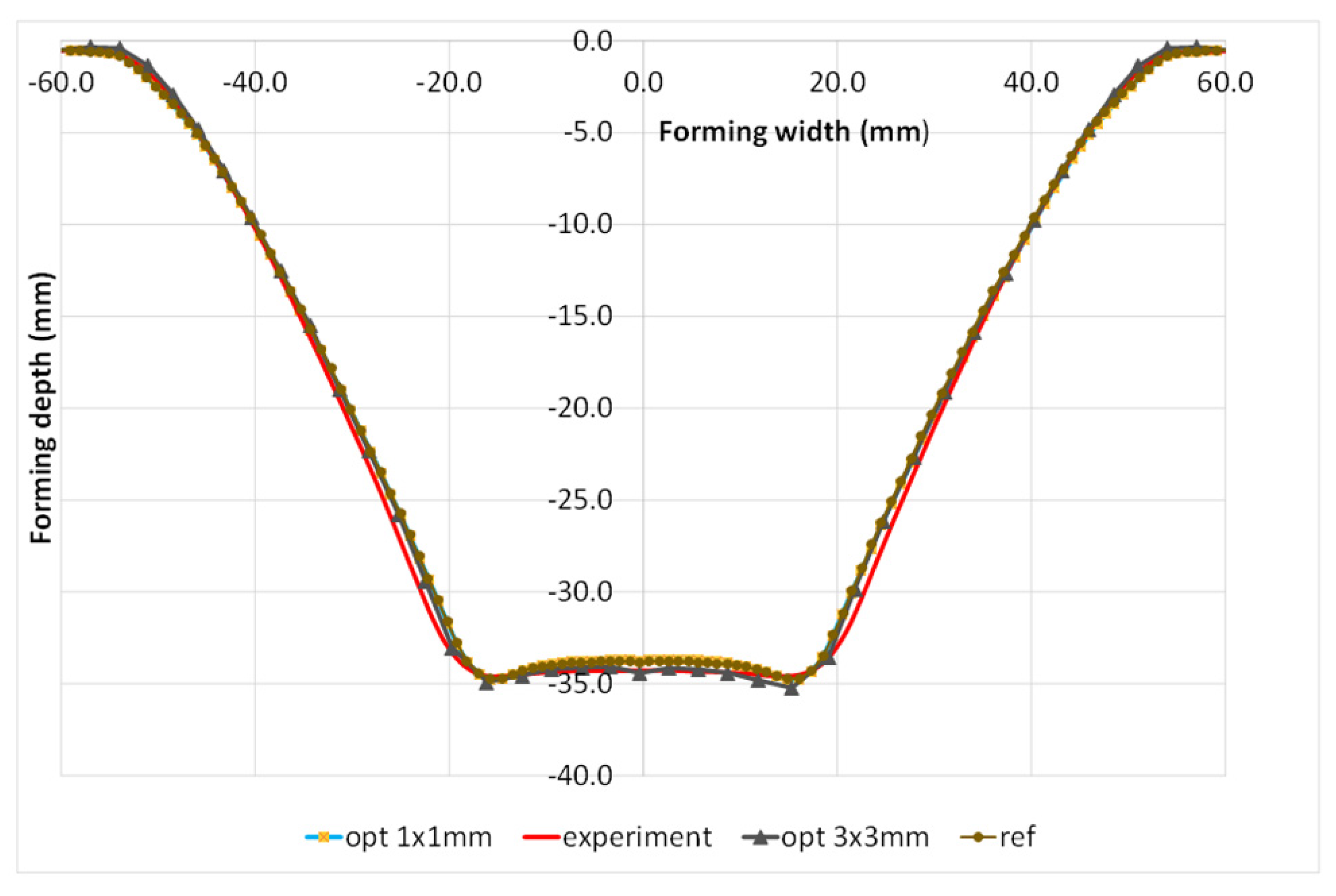
4.2. Effects of the Mesh Element Size
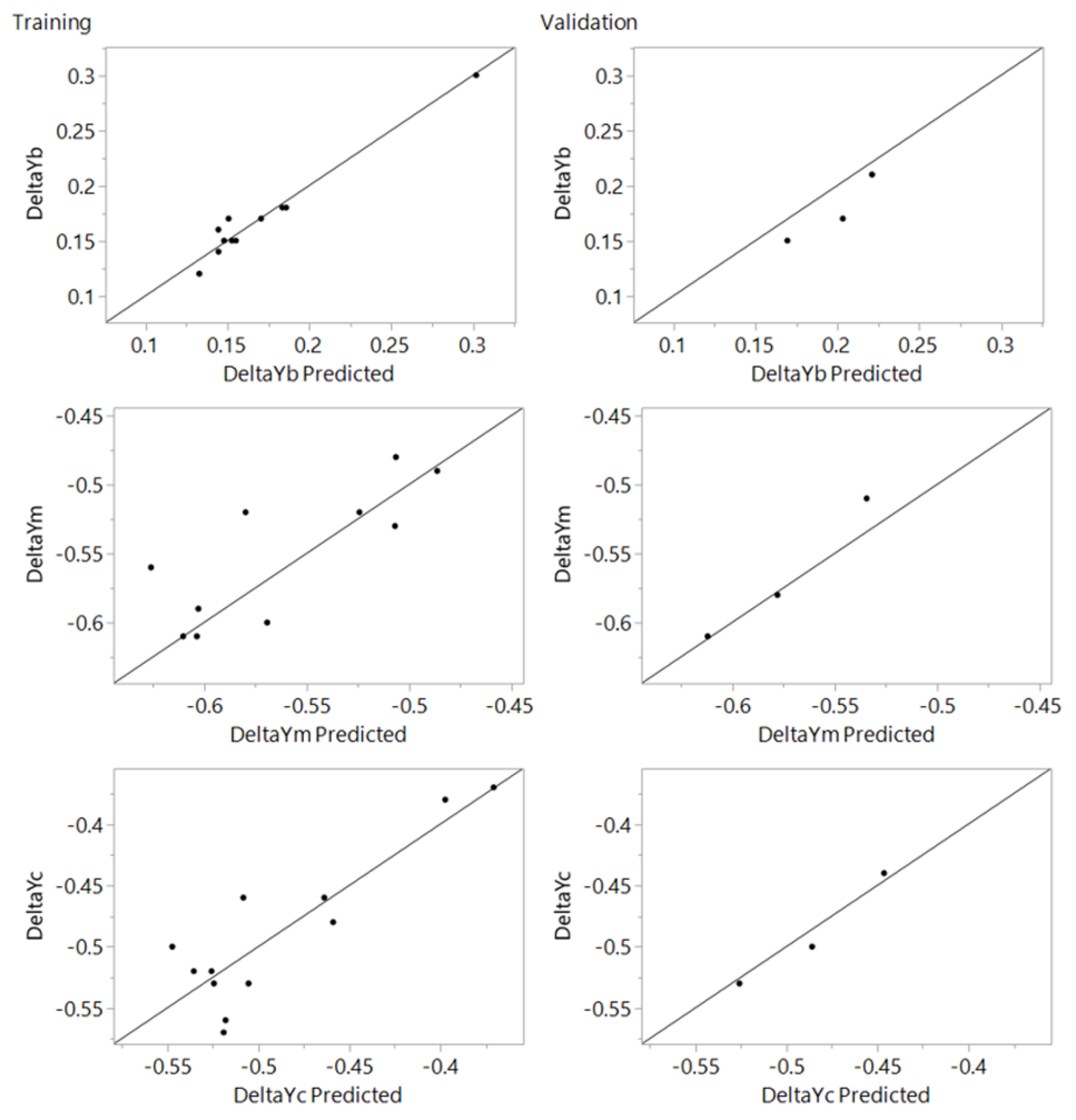
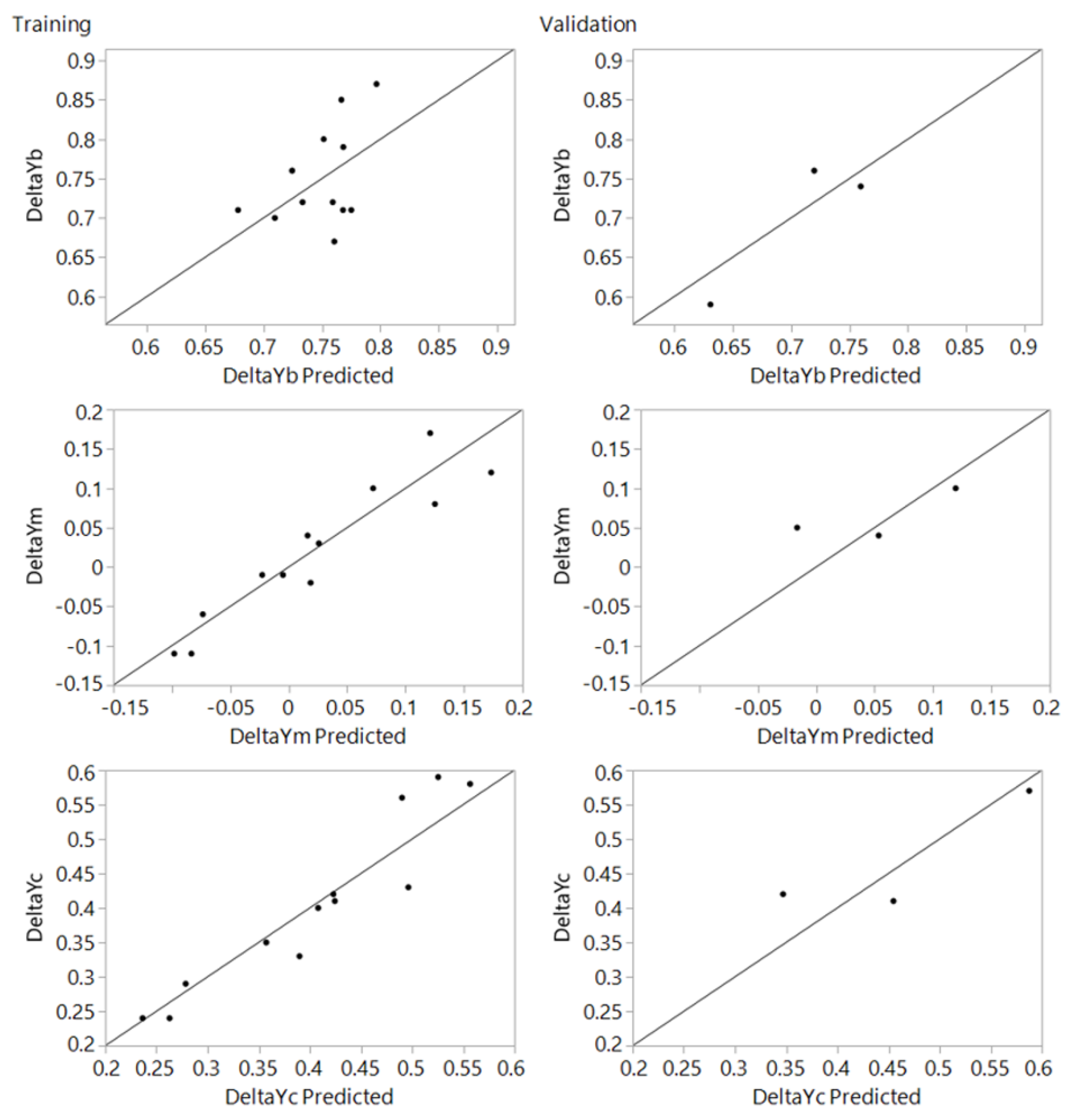
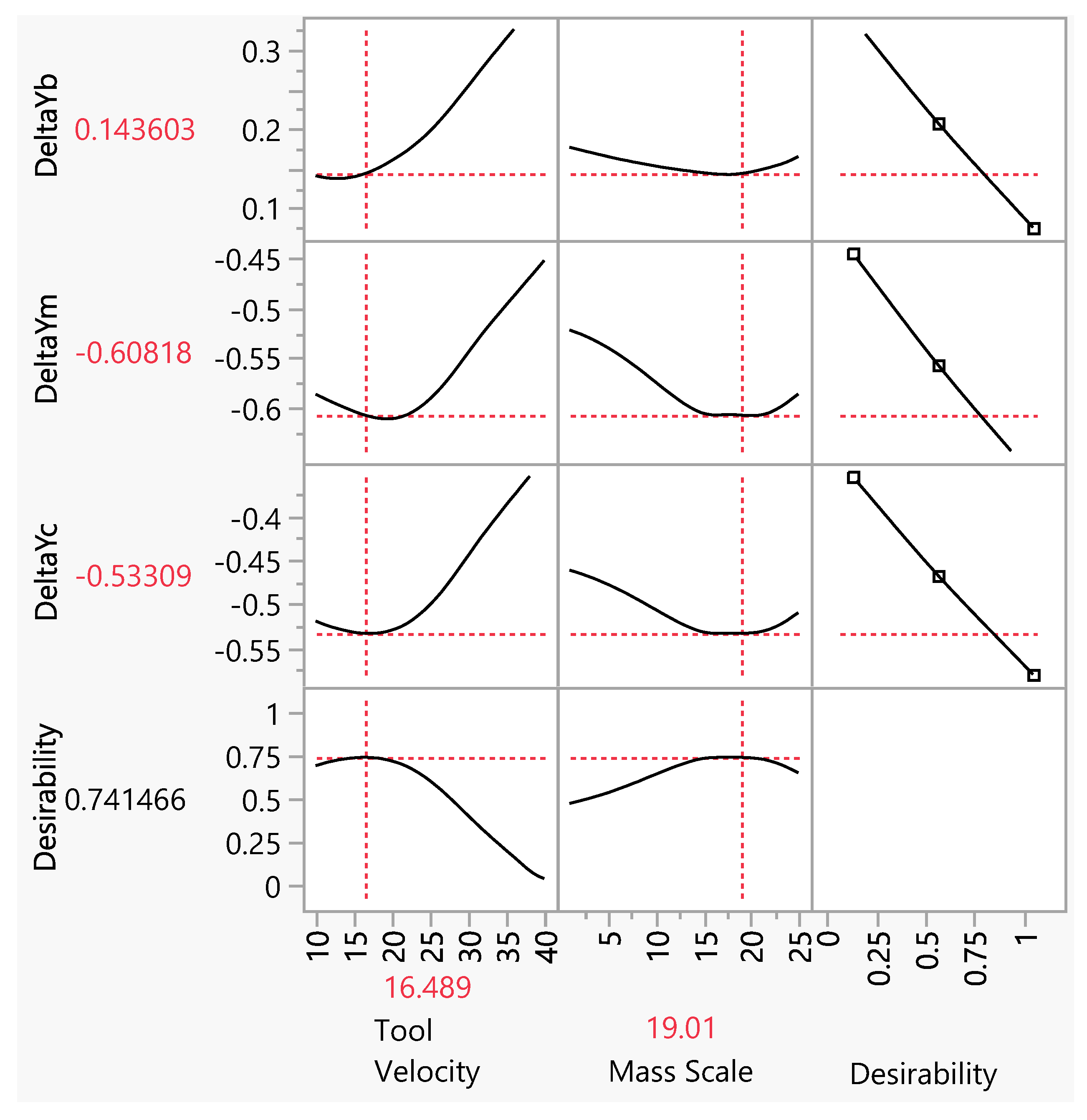
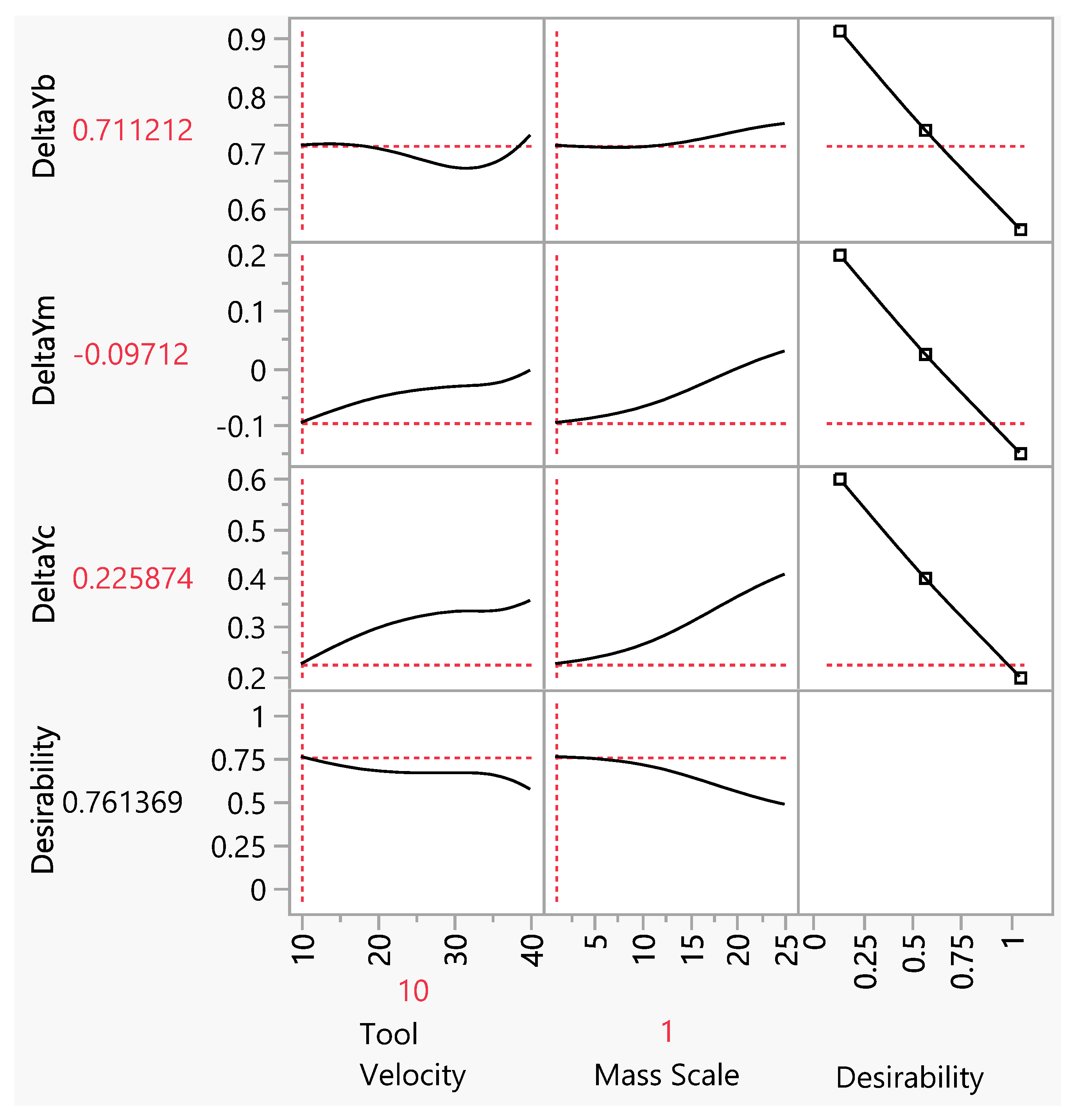
4.3. Setup of Design of Experiment and Neural Network Training
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Esmaeilpour, M.R. Finite Element Simulation of Single Point Incremental Sheet Forming with Barlat 2004 Yield Function; CPFEM, and 3D RVE. Ph.D. Dissertation, The Ohio State University, Columbus, OH, USA, 2018. [Google Scholar]
- Li, Y.; Chen, X.; Liu, Z.; Sun, J.; Li, F.; Li, J.; Zhao, G. A review on the recent development of incremental sheet-forming process. Int. J. Adv. Manuf. Technol. 2017, 92, 2439–2462. [Google Scholar] [CrossRef]
- Ambrogio, G.; De Napoli, L.; Filice, L.; Gagliardi, F.; Muzzupappa, M. Application of Incremental Forming process for high customised medical product manufacturing. J. Mater Process Technol. 2005, 162–163, 156–162. [Google Scholar] [CrossRef]
- Milutinović, M.; Lendjel, R.; Baloš, S.; Zlatanović, D.L.; Sevšek, L.; Pepelnjak, T. Characterisation of geometrical and physical properties of a stainless steel denture framework manufactured by single-point incremental forming. J. Mater Res. Technol. 2021, 10, 605–623. [Google Scholar] [CrossRef]
- Afonso, D.; Alves de Sousa, R.; Torcato, R. Integration of design rules and process modelling within SPIF technology-a review on the industrial dissemination of single point incremental forming. Int. J. Adv. Manuf. Technol. 2018, 94, 4387–4399. [Google Scholar] [CrossRef]
- Duflou, J.R.; Habraken, A.M.; Cao, J.; Malhotra, R.; Bambach, M.; Adams, D.; Vanhove, H.; Mohammadi, A.; Jeswiet, J. Single point incremental forming: State-of-the-art and prospects. Int. J. Mater Form. 2018, 11, 743–773. [Google Scholar] [CrossRef]
- Najm, S.M.; Paniti, I.; Trzepieciński, T.; Nama, S.A.; Viharos, Z.J.; Jacso, A. Parametric Effects of Single Point Incremental Forming on Hardness of AA1100 Aluminium Alloy Sheets. Materials 2021, 14, 7263. [Google Scholar] [CrossRef]
- Oleksik, V.; Trzepieciński, T.; Szpunar, M.; Chodoła, Ł.; Ficek, D.; Szczęsny, I. Single-Point Incremental Forming of Titanium and Titanium Alloy Sheets. Materials 2021, 14, 6372. [Google Scholar] [CrossRef]
- Zhu, H.; Ou, H.; Popov, A. Incremental sheet forming of thermoplastics: A review. Int. J. Adv. Manuf. Technol. 2020, 111, 565–587. [Google Scholar] [CrossRef]
- Petek, A.; Podgornik, B.; Kuzman, K.; Čekada, M.; Waldhauser, W.; Vižintin, J. The analysis of complex tribological system of single point incremental sheet metal forming—SPIF. Stroj. Vestn. J. Mech Eng. 2008, 54, 266–273. [Google Scholar]
- Pepelnjak, T.; Petek, A.; Kuzman, K. Selection of Manufacturing Concepts for Small Batch Sheet Metal Forming Operations. J. Technol. Plast. 2008, 33, 91–100. [Google Scholar]
- Nakagawa, T. Advances in prototype and low volume sheet forming and tooling. J. Mater. Processing Technol. 2000, 98, 244–250. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging trends in single point incremental sheet forming of lightweight metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Kumar, V.; Singh, H. Optimization of rotary ultrasonic drilling of optical glass using Taguchi method and utility approach. Eng. Sci. Technol. Int. J. 2019, 22, 956–965. [Google Scholar] [CrossRef]
- Micari, F.; Ambrogio, G.; Filice, L. Shape and dimensional accuracy in Single Point Incremental Forming: State of the art and future trends. J. Mater Processing Technol. 2007, 191, 390–395. [Google Scholar] [CrossRef]
- Ambrogio, G.; Cozza, V.; Filice, L.; Micari, F. An analytical model for improving precision in single point incremental forming. J. Mater Processing Technol. 2007, 191, 92–95. [Google Scholar] [CrossRef]
- Nasulea, D.; Oancea, G. Integrating a New Software Tool Used for Tool Path Generation in the Numerical Simulation of Incremental Forming Processes. Stroj. Vestn. J. Mech. Eng. 2018, 64, 643–651. [Google Scholar] [CrossRef]
- Trzepieciński, T. Recent Developments and Trends in Sheet Metal Forming. Metals 2020, 10, 779. [Google Scholar] [CrossRef]
- Starman, B.; Cafuta, G.; Mole, N. A Method for Simultaneous Optimization of Blank Shape and Forming Tool Geometry in Sheet Metal Forming Simulations. Metals 2021, 11, 544. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, L.; Zhang, H.; Gu, Y.; Ye, Y. A Novel Algorithm for Thickness Prediction in Incremental Sheet Metal Forming. Materials 2022, 15, 1201. [Google Scholar] [CrossRef]
- Yan, Z.; Hassanin, H.; El-Sayed, M.A.; Eldessouky, H.M.; Djuansjah, J.A.; Alsaleh, N.; Essa, K.; Ahmadein, M. Multistage Tool Path Optimisation of Single-Point Incremental Forming Process. Materials 2021, 14, 6794. [Google Scholar] [CrossRef]
- Zhu, H.; Cheng, G.; Jung, D. Toolpath Planning and Generation for Multi-Stage Incremental Forming Based on Stretching Angle. Materials 2021, 14, 4818. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.H.; Lu, B.; Chen, J.; Long, H.; Ou, H. Selective element fission approach for fast FEM simulation of incremental sheet forming based on dual-mesh system. Int. J. Adv. Manuf. Technol. 2015, 78, 1147–1160. [Google Scholar] [CrossRef] [Green Version]
- Naranjo, J.A.; Miguel, V.; Martínez, A.; Coello, J.; Manjabacas, M.C. Evaluation of the formability and dimensional accuracy improvement of Ti6AL4V in warm SPIF processes. Metals 2019, 9, 272. [Google Scholar] [CrossRef] [Green Version]
- Robert, C.; Dal Santo, P.; Delamézière, A.; Potiron, A.; Batoz, J.L. On some computational aspects for incremental sheet metal forming simulations. Int. J. Mater Form. 2008, 1, 1195–1198. [Google Scholar] [CrossRef]
- Robert, C.; Ayed, L.B.; Delamézière, A.; Santo, P.D.; Batoz, J.L. On a Simplified Model for the Tool and the Sheet Contact Conditions for the SPIF Process Simulation. Key Eng. Mater 2009, 410–411, 373–379. [Google Scholar] [CrossRef]
- Hadoush, A.; van den Boogaard, A.H. Time reduction in implicit single point incremental sheet forming simulation by refinement—Derefinement. Int. J. Mater Form. 2008, 1, 1167–1170. [Google Scholar] [CrossRef] [Green Version]
- Muresan, I.; Brosius, A.; Homberg, W.; Kleiner, M. Finite element analysis of incremental sheet metal forming. In Proceedings of the 8th ESAFORM Conference on Material Forming, Cluj-Napoca, Romania, 27–29 April 2005; pp. 105–108. [Google Scholar]
- Sebastiani, G.; Brosius, A.; Tekkaya, A.E.; Homberg, W.; Kleiner, M. Decoupled Simulation Method For Incremental Sheet Metal Forming. AIP Conf. Proc. 2007, 908, 1501–1506. [Google Scholar] [CrossRef]
- Hadoush, A.; van den Boogaard, A.H. Efficient implicit simulation of incremental sheet forming. Int. J. Numer. Methods Eng. 2012, 90, 597–612. [Google Scholar] [CrossRef]
- Bambach, M. Fast simulation of incremental sheet metal forming by adaptive remeshing and subcycling. Int. J. Mater Form. 2016, 9, 353–360. [Google Scholar] [CrossRef]
- Sena, J.I.V.; Lequesne, C.; Duchene, L.; Habraken, A.M.; Valente, R.A.F.; De Sousa, R.J.A. Single point incremental forming simulation with adaptive remeshing technique using solid-shell elements. Eng. Comput. 2016, 33, 1388–1421. [Google Scholar] [CrossRef]
- Ko, D.-C.; Kim, D.-H.; Kim, B.-M. Application of artificial neural network and Taguchi method to preform design in metal forming considering workability. Int. J. Mach. Tools Manuf. 1999, 39, 771–785. [Google Scholar] [CrossRef]
- Forcellese, A.; Gabrielli, F.; Ruffini, R. Effect of the training set size on springback control by neural network in an air bending process. J. Mat. Proc. Technol. 1998, 80–81, 493–500. [Google Scholar] [CrossRef]
- Pattanaik, L.N. Applications of soft computing tools in metal forming: A state-of-art review. J. Mach. Form Technol. 2013, 5, 29–44. [Google Scholar]
- Trzepieciński, T.; Kubit, A.; Fejkiel, R.; Chodoła, Ł.; Ficek, D.; Szczęsny, I. Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming. Materials 2021, 14, 5887. [Google Scholar] [CrossRef]
- Mirandola, I.; Berti, G.A.; Caracciolo, R.; Lee, S.; Kim, N.; Quagliato, L. Machine Learning-Based Models for the Estimation of the Energy Consumption in Metal Forming Processes. Metals 2021, 11, 833. [Google Scholar] [CrossRef]
- Woo, M.-A.; Moon, Y.-H.; Song, W.-J.; Kang, B.-S.; Kim, J. Acquisition of Dynamic Material Properties in the Electrohydraulic Forming Process Using Artificial Neural Network. Materials 2019, 12, 3544. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Lemu, H.G. Improving Prediction of Springback in Sheet Metal Forming Using Multilayer Perceptron-Based Genetic Algorithm. Materials 2020, 13, 3129. [Google Scholar] [CrossRef]
- Froitzheim, P.; Stoltmann, M.; Fuchs, N.; Woernle, C.; Flügge, W. Prediction of metal sheet forming based on a geometrical model approach. Int. J. Mater 2020, 13, 829–839. [Google Scholar] [CrossRef]
- Oraon, M.; Sharma, V. Application of Artificial Neural Network: A Case of Single Point Incremental Forming (SPIF) of Cu67Zn33 Alloy. Manag. Prod. Eng. Rev. 2021, 12, 7–23. [Google Scholar] [CrossRef]
- Hamouche, E.G.; Loukaides, E.G. Classification and selection of sheet forming processes with machine learning. Int. J. Comp. Integ. Manuf. 2018, 31, 921–932. [Google Scholar] [CrossRef]
- Zuperl, U.; Čuš, F. A Cyber-Physical System for Surface Roughness Monitoring in End-Milling. Stroj. Vest. J. Mech. Eng. 2019, 65, 67–77. [Google Scholar] [CrossRef]
- Hegedüs, F.; Bécsi, T.; Aradi, S.; Gáspár, P. Motion Planning for Highly Automated Road Vehicles with a Hybrid Approach Using Nonlinear Optimization and Artificial Neural Networks. Stroj. Vest. J. Mech. Eng. 2019, 65, 148–160. [Google Scholar] [CrossRef]
- Spaic, O.; Krivokapic, Z.; Kramar, D. Development of family of artificial neural networks for the prediction of cutting tool condition. Adv. Prod. Eng. Manag. 2020, 15, 164–178. [Google Scholar] [CrossRef]
- Zuperl, U.; Čus, F.; Zawada-Tomkiewicz, A.; Stepien, K. Neuro-mechanistic model for cutting force prediction in helical end milling of metal materials layered in multiple directions. Adv. Prod. Eng. Manag. 2020, 15, 5–17. [Google Scholar] [CrossRef] [Green Version]
- Petkar, P.M.; Gaitonde, V.N.; Karnik, S.R.; Kulkarni, V.N.; Raju, T.K.G.; Davim, J.P. Analysis of Forming Behavior in Cold Forging of AISI 1010 Steel Using Artificial Neural Network. Metals 2020, 10, 1431. [Google Scholar] [CrossRef]
- Merayo, D.; Rodríguez-Prieto, A.; Camacho, A.M. Topological Optimization of Artificial Neural Networks to Estimate Mechanical Properties in Metal Forming Using Machine Learning. Metals 2021, 11, 1289. [Google Scholar] [CrossRef]
- Merayo, D.; Rodríguez-Prieto, A.; Camacho, A.M. Prediction of Mechanical Properties by Artificial Neural Networks to Characterize the Plastic Behavior of Aluminum Alloys. Materials 2020, 13, 5227. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Szpunar, M.; Kaščák, Ľ. Modeling of Friction Phenomena of Ti-6Al-4V Sheets Based on Backward Elimination Regression and Multi-Layer Artificial Neural Networks. Materials 2021, 14, 2570. [Google Scholar] [CrossRef]
- Xiao, X.; Kim, J.; Hong, M.; Yang, S.; Kim, Y. RSM and BPNN Modeling in Incremental Sheet Forming Process for AA5052 Sheet: Multi-Objective Optimization Using Genetic Algorithm. Metals 2020, 10, 1003. [Google Scholar] [CrossRef]
- Hartmann, C.; Opritescu, D.; Volk, W. An artificial neural network approach for tool path generation in incremental sheet metal free-forming. J. Intell. Manuf. 2019, 30, 757–770. [Google Scholar] [CrossRef]
- Pratheesh Kumar, S.; Elangovan, S.; Mohanraj, R.; Boopathi, S. Real-time applications and novel manufacturing strategies of incremental forming: An industrial perspective. Mater. Today Proc. 2021, 46, 8153–8164. [Google Scholar] [CrossRef]
- Taherkhani, A.; Basti, A.; Nariman-Zadeh, N.; Jamali, A. Achieving maximum dimensional accuracy and surface quality at the shortest possible time in single-point incremental forming via multi-objective optimization. Proc. of the Institution of Mechanical Engineers. Part B Jof. Eng. Manuf. 2019, 233, 900–913. [Google Scholar] [CrossRef]
- Du Bois, J.G.; Du Bois, P. A Study in Mass Scaling for Sheet Metal Forming with LS-DYNA ®. In Proceedings of the 15th International LS-DYNA Users Conference, Detroit, MI, USA, 10–12 June 2018. [Google Scholar]
- Isidore, B.B.L.; Hussain, G.; Shamchi, S.P.; Khan, W.A. Prediction and control of pillow defect in single point incremental forming using numerical simulations. J. Mech. Sci. Technol. 2016, 30, 2151–2161. [Google Scholar] [CrossRef]
- Suresh, K.; Regalla, S.P. Effect of Mesh Parameters in Finite Element Simulation of Single Point Incremental Sheet Forming Process. Procedia Mater Sci. 2014, 6, 376–382. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, T.; Martinsen, K. Generalized approach for multi-response machining process optimization using machine learning and evolutionary algorithms. Eng. Sci. Technol. Int. J. 2020, 23, 650–663. [Google Scholar] [CrossRef]
- Lužanin, O.; Plančak, M. Enhancing Gesture Dictionary of a Commercial Data Glove Using Complex Static Gestures and an MLP Ensemble. Stroj. Vest. J. Mech. Eng. 2009, 55, 230–236. [Google Scholar]
- Joseph, V.R.; Gul, E.; Ba, S. Maximum projection designs for computer experiments. Biometrika 2015, 102, 371–380. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nr. of Run | Mass Scale | Tool Velocity | Mesh Size | Nr. of Run | Mass Scale | Tool Velocity | Mesh Size |
|---|---|---|---|---|---|---|---|
| 1 | 18.8 | 10.0 | 3 × 3 | 16 | 9.8 | 20.7 | 1 × 1 |
| 2 | 15.5 | 12.8 | 1 × 1 | 17 | 8.8 | 27.0 | 3 × 3 |
| 3 | 24.9 | 15.1 | 1 × 1 | 18 | 11.6 | 25.4 | 1 × 1 |
| 4 | 22.8 | 11.7 | 3 × 3 | 19 | 2.0 | 21.8 | 1 × 1 |
| 5 | 18.2 | 30.5 | 3 × 3 | 20 | 4.8 | 24.2 | 3 × 3 |
| 6 | 14.5 | 22.7 | 1 × 1 | 21 | 23.4 | 39.9 | 3 × 3 |
| 7 | 20.0 | 17.4 | 3 × 3 | 22 | 20.6 | 33.9 | 1 × 1 |
| 8 | 17.1 | 19.5 | 1 × 1 | 23 | 16.2 | 38.5 | 1 × 1 |
| 9 | 24.0 | 23.5 | 1 × 1 | 24 | 13.3 | 32.4 | 3 × 3 |
| 10 | 22.1 | 28.1 | 3 × 3 | 25 | 1.3 | 39.4 | 3 × 3 |
| 11 | 8.2 | 14.5 | 3 × 3 | 26 | 2.6 | 34.8 | 1 × 1 |
| 12 | 12.5 | 16.2 | 1 × 1 | 27 | 5.9 | 37.4 | 3 × 3 |
| 13 | 5.4 | 10.9 | 1 × 1 | 28 | 10.6 | 35.9 | 1 × 1 |
| 14 | 1.1 | 13.5 | 3 × 3 | 29 | 7.0 | 29.5 | 3 × 3 |
| 15 | 6.4 | 18.2 | 3 × 3 | 30 | 3.8 | 31.3 | 1 × 1 |
| Measure | Training | Validation | ||
|---|---|---|---|---|
| 1 × 1 mm | 3 × 3 mm | 1 × 1 mm | 3 × 3 mm | |
| R2 | 0.96333 | 0.8329518 | 0.85133 | 0.9829743 |
| RMSE | 0.01215 | 0.0240331 | 0.00962 | 0.0118796 |
| Mean Abs Dev | 0.01029 | 0.0185957 | 0.00934 | 0.0116857 |
| Log-Likelihood | −35.89955 | −27.71259 | −9.67549 | −9.041989 |
| SSE | 0.00177 | 0.0069311 | 0.00027 | 0.0004234 |
| Sum. Freq. | 12 | 12 | 3 | 3 |
| Measure | Training | Validation | ||
|---|---|---|---|---|
| 1 × 1 mm | 3 × 3 mm | 1 × 1 mm | 3 × 3 mm | |
| R2 | 0.76554 | 0.6807336 | 0.85159 | 0.9957846 |
| RMSE | 0.02925 | 0.0464511 | 0.01614 | 0.0021425 |
| Mean Abs Dev | 0.02146 | 0.0413569 | 0.01357 | 0.0020838 |
| Log-Likelihood | −25.35384 | −19.80499 | −8.12227 | −14.18058 |
| SSE | 0.01027 | 0.0258925 | 0.00078 | 1.377 × 10−5 |
| Sum. Freq. | 12 | 12 | 3 | 3 |
| Measure | Training | Validation | ||
|---|---|---|---|---|
| 1 × 1 mm | 3 × 3 mm | 1 × 1 mm | 3 × 3 mm | |
| R2 | 0.86605 | 0.7816902 | 0.95222 | 0.8552495 |
| RMSE | 0.01326 | 0.0505438 | 0.00818 | 0.0296336 |
| Mean Abs Dev | 0.00834 | 0.038575 | 0.00689 | 0.0213712 |
| Log-Likelihood | −34.8498 | −18.79171 | −10.16188 | −6.299719 |
| SSE | 0.00210 | 0.0306561 | 0.00020 | 0.0026345 |
| Sum. Freq. | 12 | 12 | 3 | 3 |
| Test No. | Time Factor (%) | ΔYb (mm) | ΔYm (mm) | ΔYc (mm) | ΔYp,exp (mm) | ΔYp,sim (mm) |
|---|---|---|---|---|---|---|
| Ref. values | 100 | 0.13 | −0.46 | −0.51 | 0.32 | 0.96 |
| 1 | 3.8 | 0.72 | −0.06 | 0.29 | 0.75 | |
| 2 | 19.5 | 0.14 | −0.56 | −0.50 | 0.96 | |
| 3 | 13.6 | 0.15 | −0.61 | −0.53 | 1.00 | |
| 4 | 3.1 | 0.76 | 0.03 | 0.40 | 0.68 | |
| 5 | 1.6 | 0.85 | 0.17 | 0.59 | 0.58 | |
| 6 | 11.7 | 0.18 | −0.67 | −0.57 | 1.07 | |
| 7 | 1.9 | 0.71 | 0.08 | 0.43 | 0.60 | |
| 8 | 13.1 | 0.15 | −0.61 | −0.53 | 1.00 | |
| 9 | 8.9 | 0.21 | −0.51 | −0.44 | 0.97 | |
| 10 | 1.3 | 0.87 | 0.12 | 0.58 | 0.61 | |
| 11 | 3.7 | 0.72 | −0.11 | 0.24 | 0.80 | |
| 12 | 17.2 | 0.16 | −0.61 | −0.52 | 1.01 | |
| 13 | 37.4 | 0.15 | −0.53 | −0.48 | 0.94 | |
| 14 | 9.0 | 0.71 | −0.11 | 0.24 | 0.79 | |
| 15 | 3.5 | 0.76 | 0.05 | 0.42 | 0.66 | |
| 16 | 15.3 | 0.15 | −0.59 | −0.52 | 0.99 | |
| 17 | 1.9 | 0.74 | 0.04 | 0.41 | 0.65 | |
| 18 | 11.5 | 0.18 | −0.66 | −0.56 | 1.07 | |
| 19 | 30.9 | 0.17 | −0.52 | −0.46 | 0.95 | |
| 20 | 1.5 | 0.70 | 0.04 | 0.41 | 0.61 | |
| 21 | 1.0 | 0.59 | 0.10 | 0.57 | 0.34 | |
| 22 | 7.0 | 0.34 | −0.49 | −0.37 | 1.04 | |
| 23 | 7.3 | 0.30 | −0.48 | −0.38 | 1.00 | |
| 24 | 1.6 | 0.80 | 0.10 | 0.56 | 0.56 | |
| 25 | 3.3 | 0.71 | −0.01 | 0.35 | 0.68 | |
| 26 | 16.0 | 0.12 | −0.60 | −0.53 | 0.97 | |
| 27 | 1.8 | 0.79 | −0.01 | 0.33 | 0.78 | |
| 28 | 9.1 | 0.17 | −0.58 | −0.50 | 0.99 | |
| 29 | 2.0 | 0.67 | −0.02 | 0.42 | 0.57 | |
| 30 | 31.7 | 0.17 | −0.52 | −0.46 | 0.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pepelnjak, T.; Sevšek, L.; Lužanin, O.; Milutinović, M. Finite Element Simplifications and Simulation Reliability in Single Point Incremental Forming. Materials 2022, 15, 3707. https://doi.org/10.3390/ma15103707
Pepelnjak T, Sevšek L, Lužanin O, Milutinović M. Finite Element Simplifications and Simulation Reliability in Single Point Incremental Forming. Materials. 2022; 15(10):3707. https://doi.org/10.3390/ma15103707
Chicago/Turabian StylePepelnjak, Tomaž, Luka Sevšek, Ognjan Lužanin, and Mladomir Milutinović. 2022. "Finite Element Simplifications and Simulation Reliability in Single Point Incremental Forming" Materials 15, no. 10: 3707. https://doi.org/10.3390/ma15103707