
Conservation Environments’ Effect on the Compressive Strength Behaviour of Wood–Concrete Composites

 , , ,
, , ,  , ,
, ,  and
and
Abstract
:1. Introduction
- How does ordinary concrete compressive strength behave in storage environments?
- What effects do treated/untreated wood chips have on this behaviour?
- Does the type of wood influence this behaviour?
- How does the chemical composition of the cement used in wood-chip treatments contribute to the composite’s resistance to various storage conditions?
2. Materials and Methods
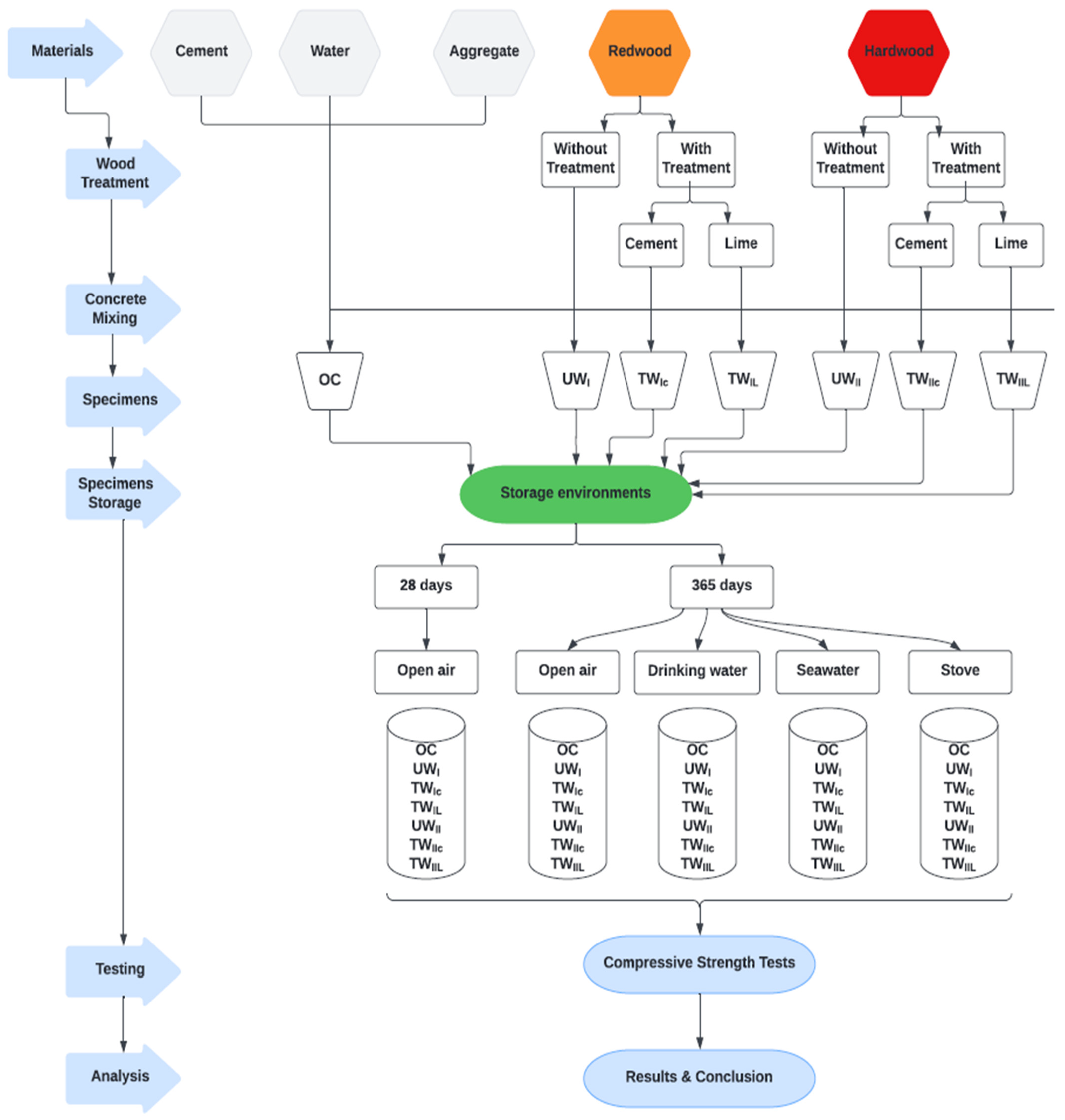
2.1. Research Methodology
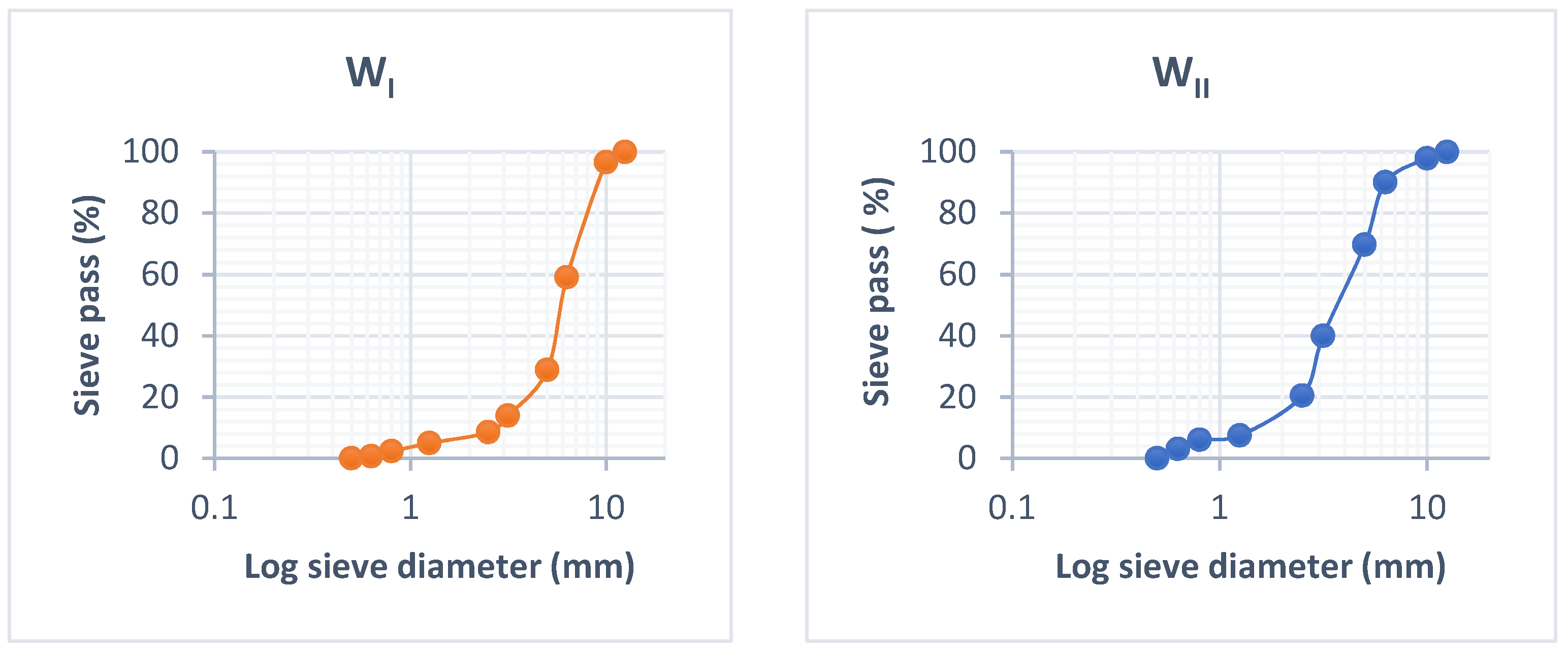
2.2. Materials
2.3. Preparation and Conditioning of Test Specimens
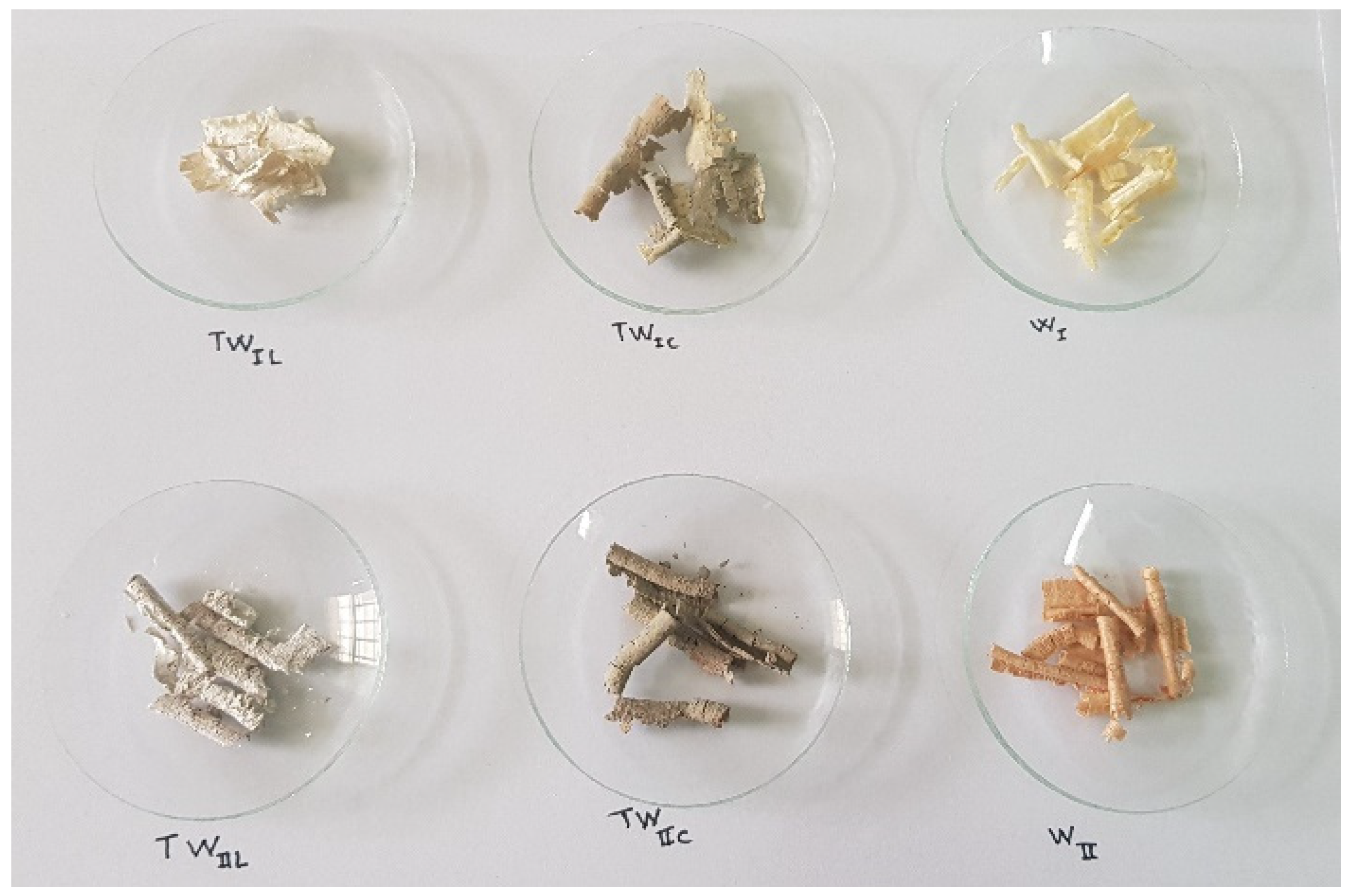
2.3.1. Wood Chip Treatment
- OC: Ordinary concrete,
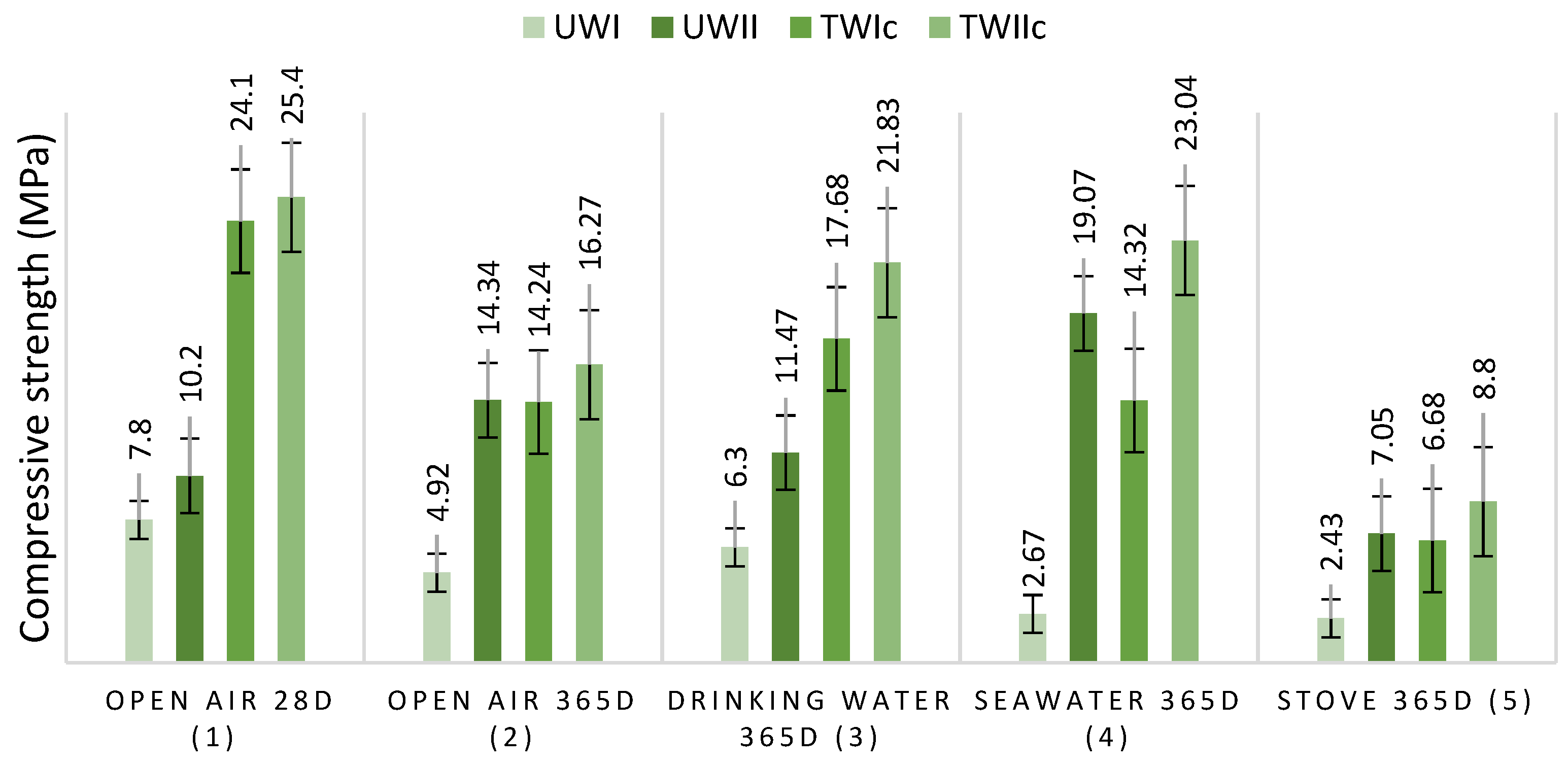
- UWI: Untreated redwood–cement concrete,
- UWII: Untreated hardwood–cement concrete,
- TWIc: Treated redwood–cement concrete (with cement),
- TWIIc: Treated hardwood–cement concrete (with cement),
- TWIL: Treated redwood–cement concrete (with lime),
- TWIIL: Treated hardwood–cement concrete (with lime).
2.3.2. Formulation of Concrete
2.3.3. Concrete Mixing
2.3.4. Preparation of Specimens
2.4. Specimen Storage
- Seawater (conditions: T = 25 °C, RH 100%, pH 7–9),
- Drinking-water (conditions: T = 25 °C, RH 100%, pH 6–7),
- Open-air (conditions: T= 25 °C, RH 55%, pH 12–14),
- Oven (conditions: T = 75 °C, RH < 50%, pH 12–14).
2.5. Experimental Methodology of Compressive Strength Test
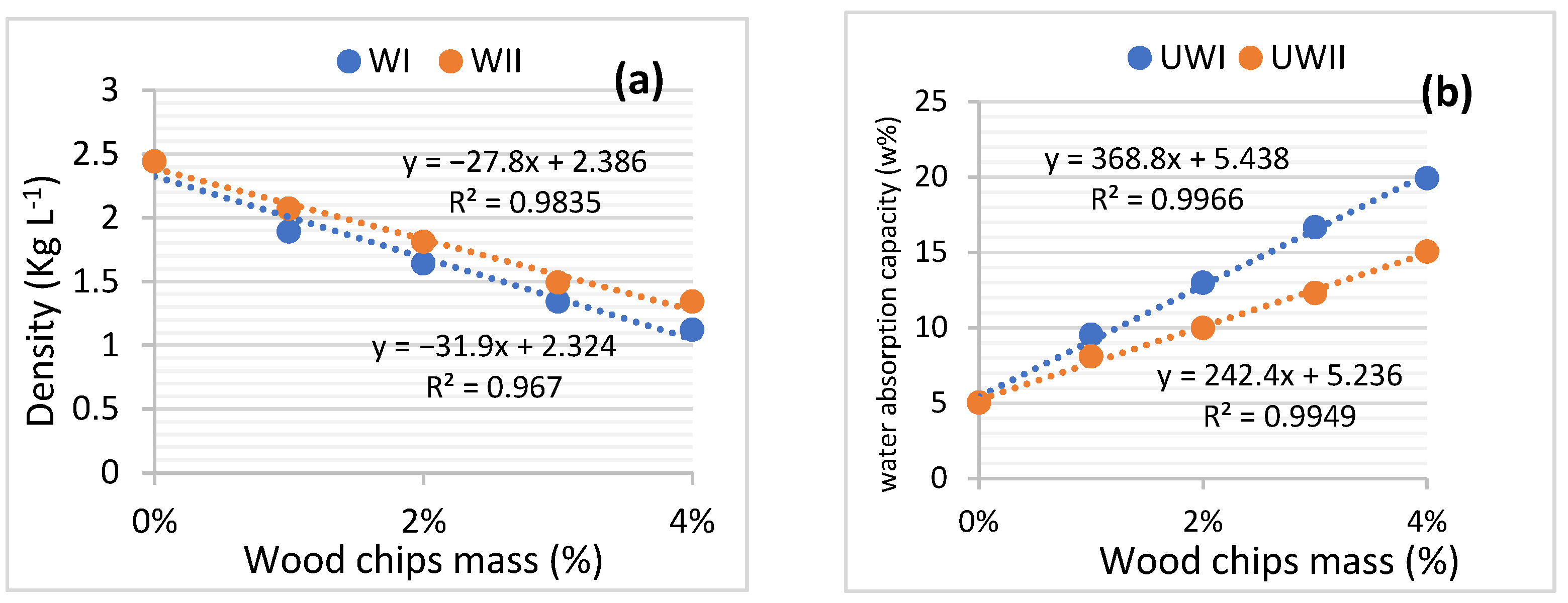
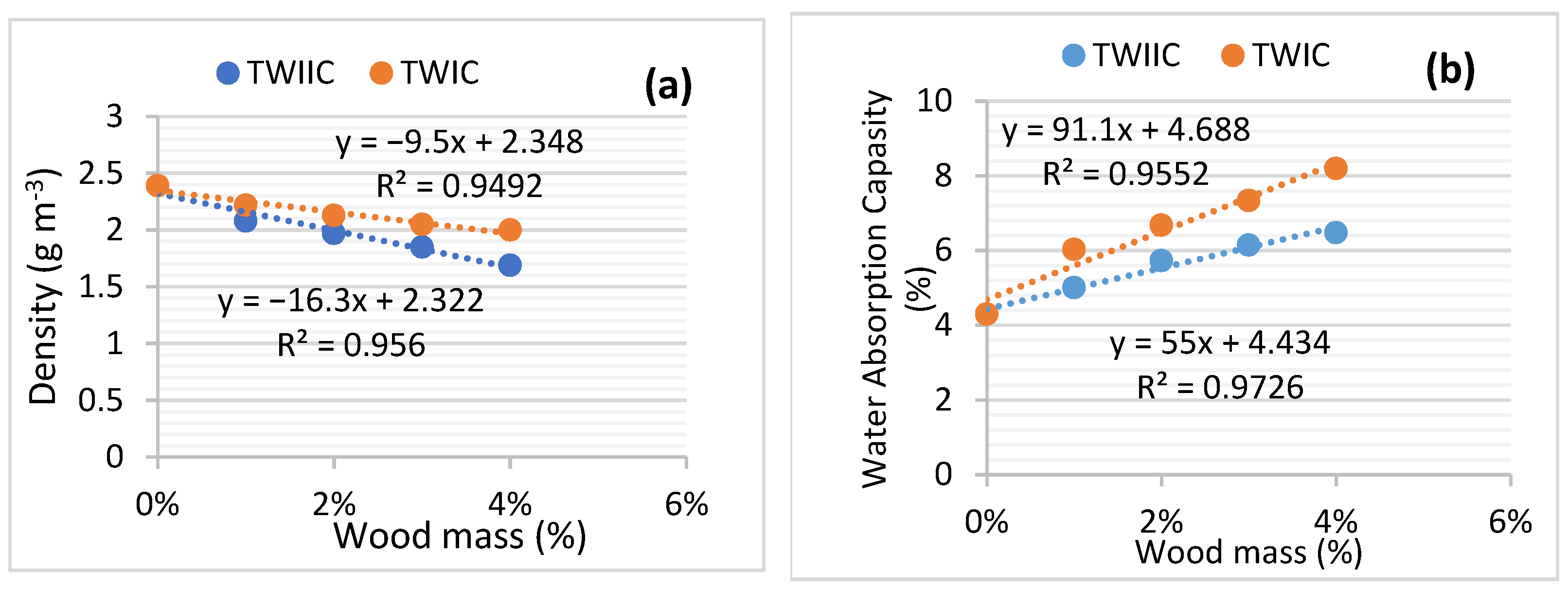
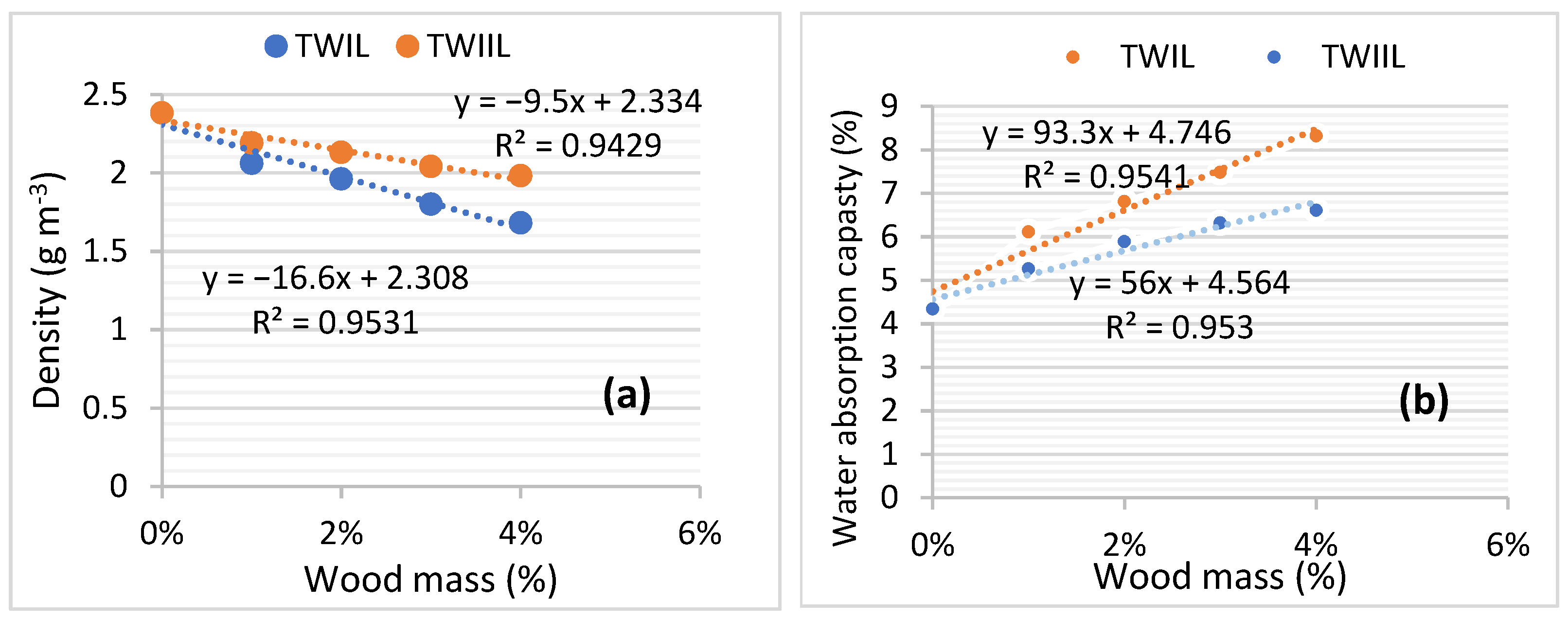
2.6. Density Determination
2.7. Water Absorption Capacity Measurement
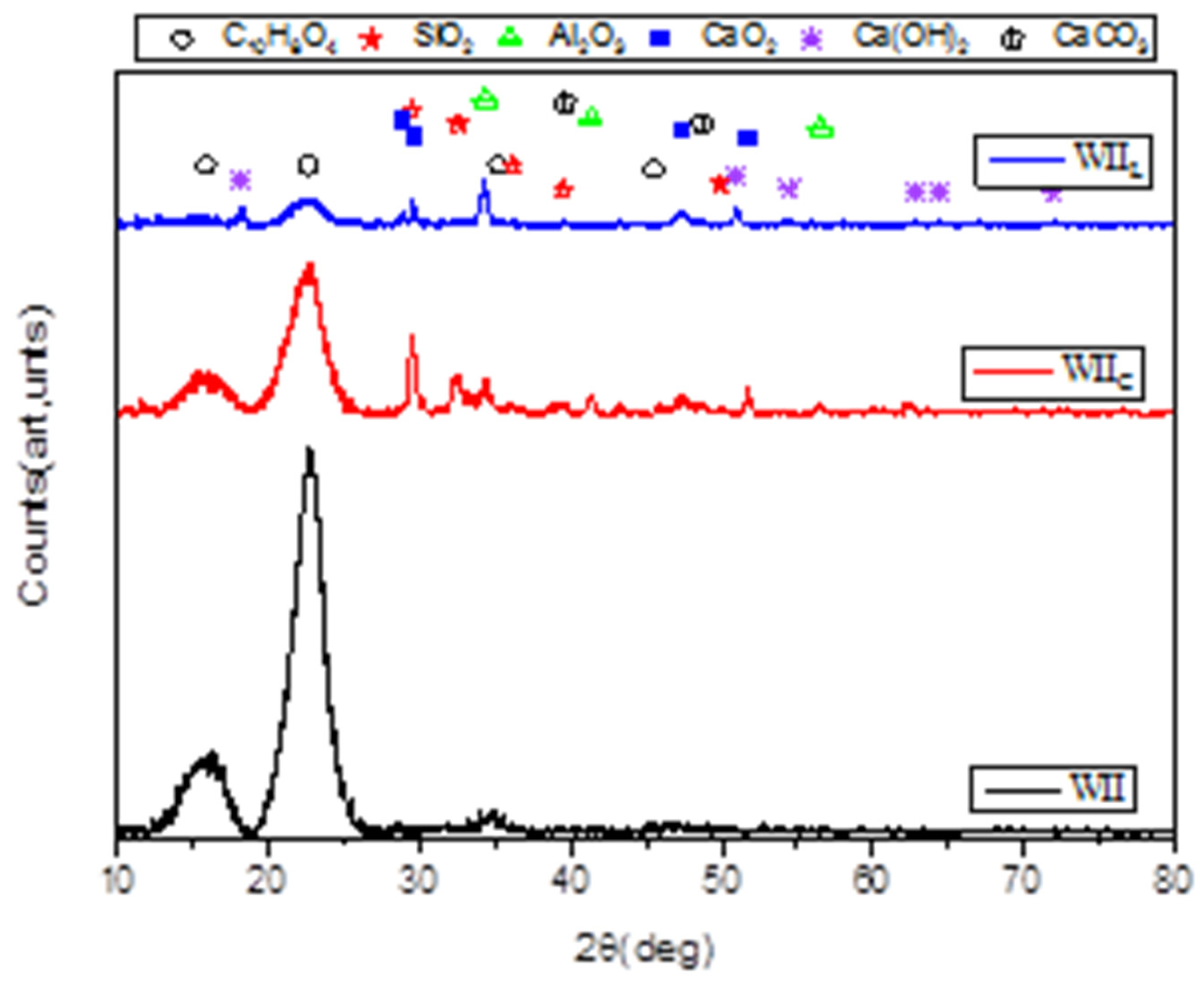
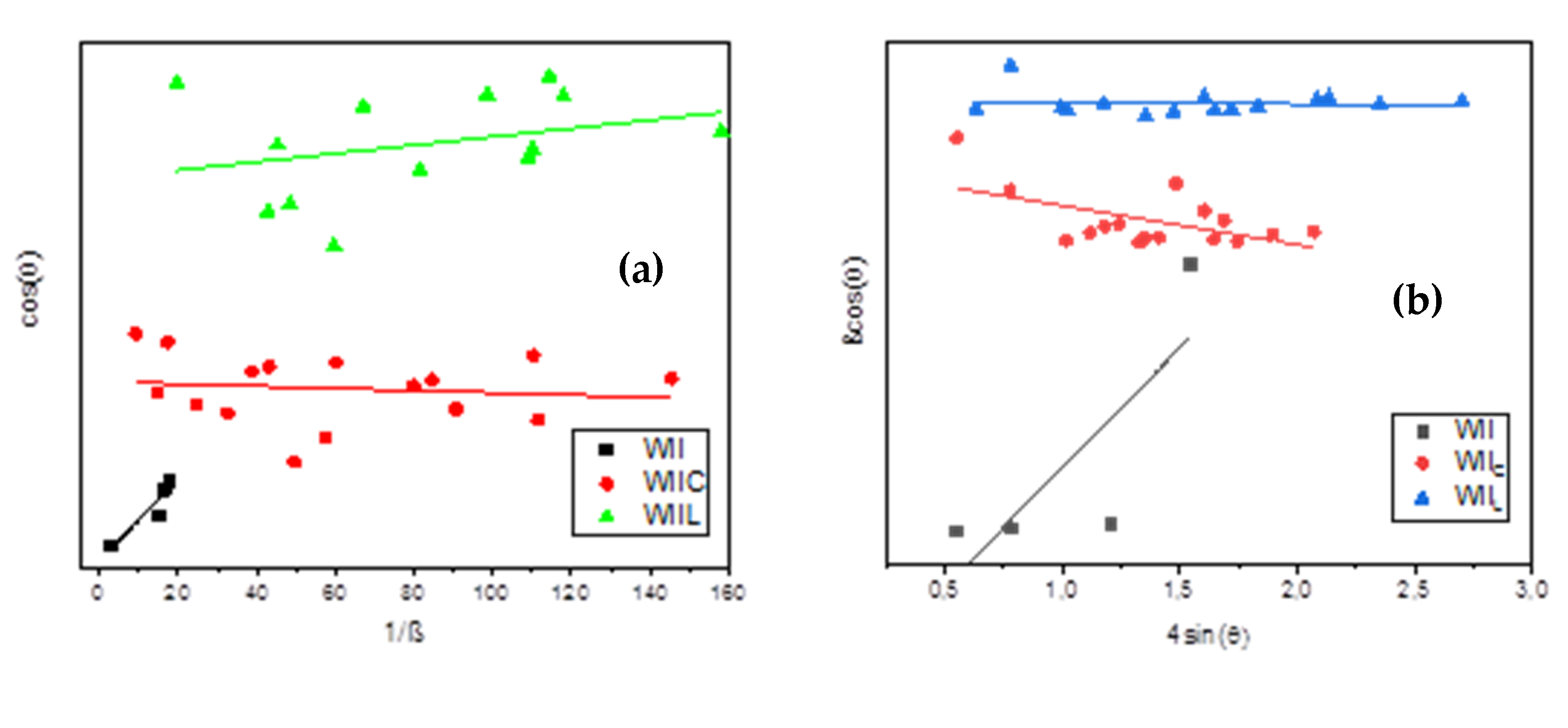
2.8. XRD Characterization
3. Results and Discussions
3.1. Ordinary Concrete
3.2. Wood–Cement Composite
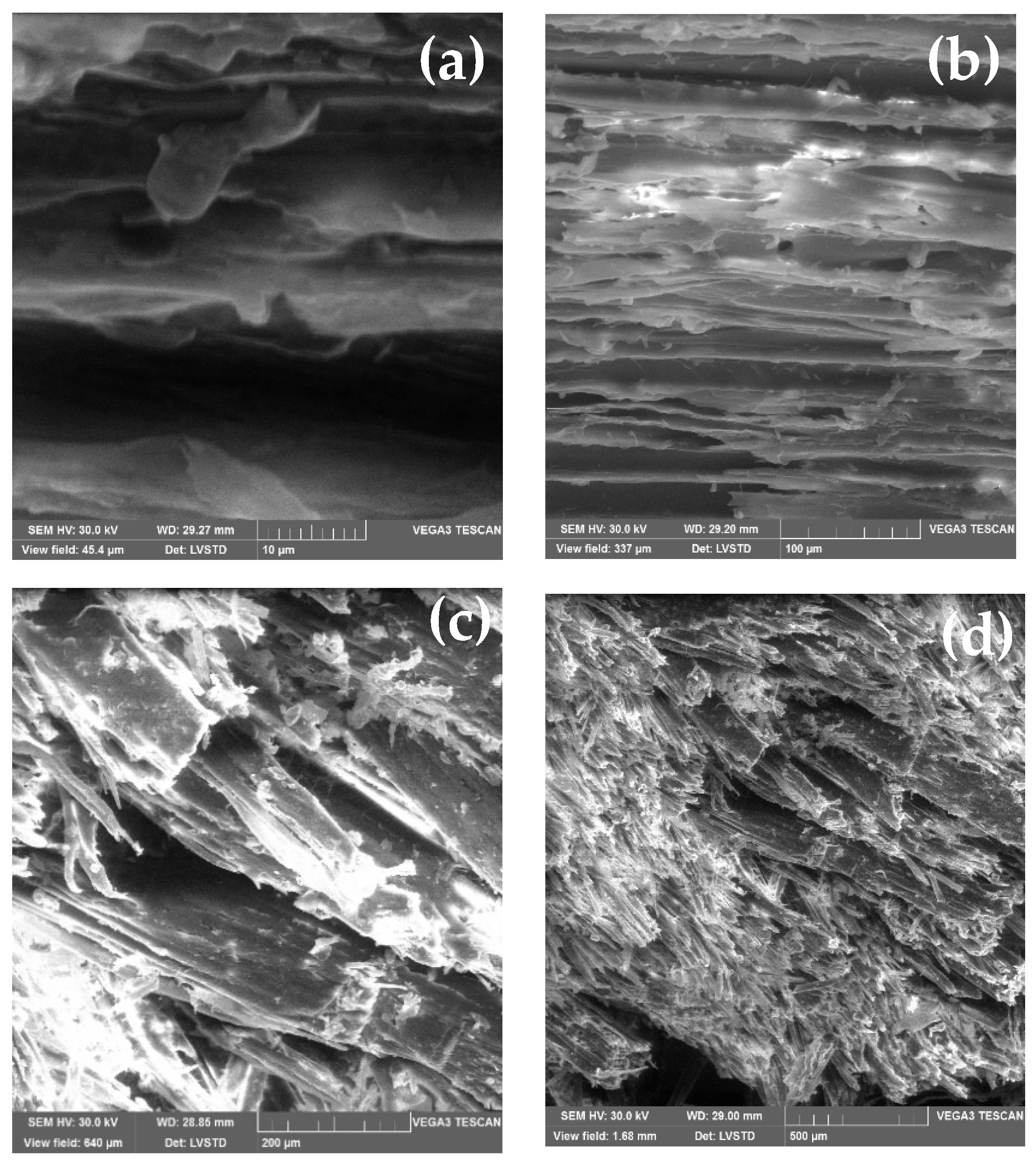
3.2.1. Untreated Redwood–Cement Concrete
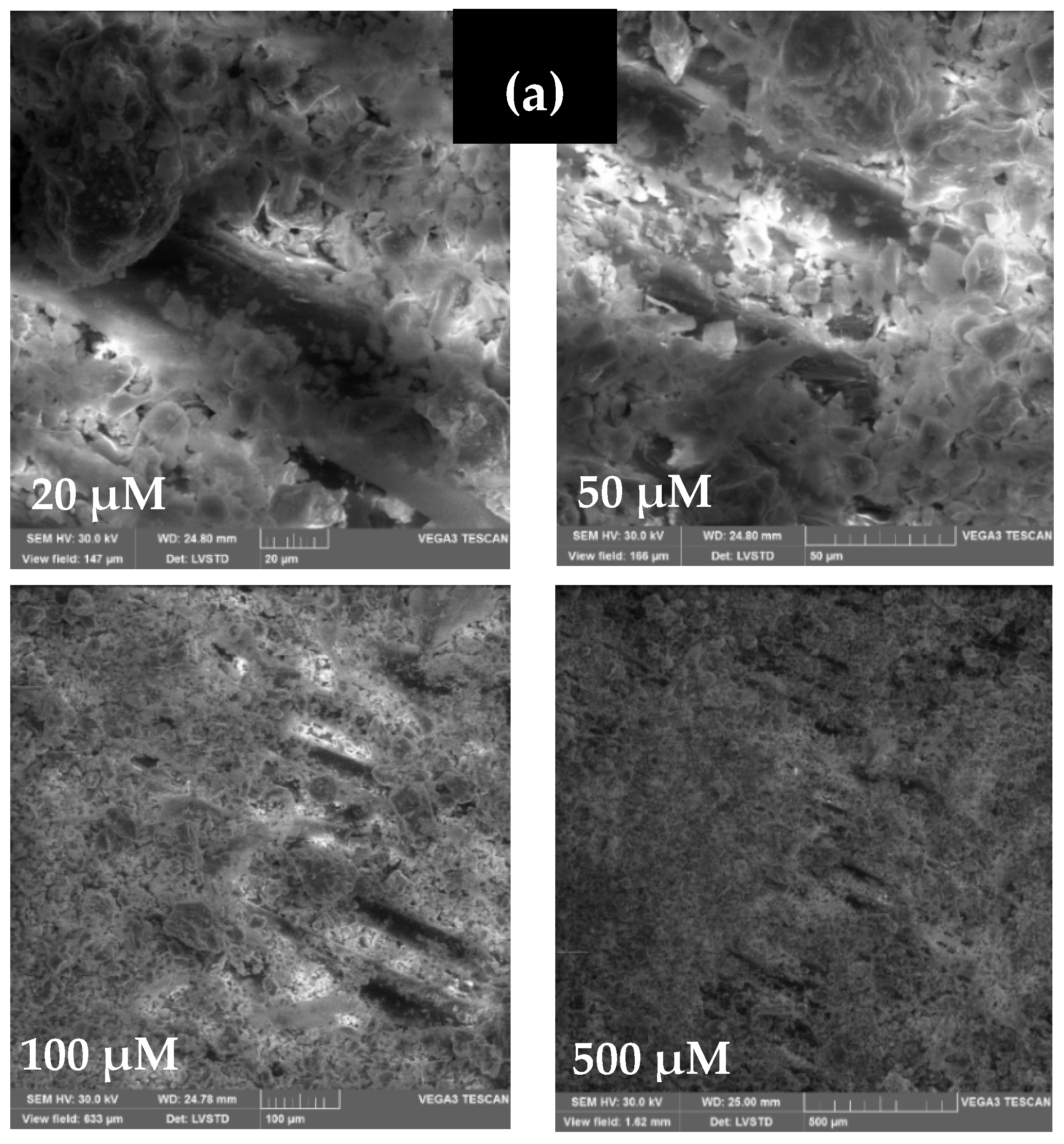
- Debonding of the plant particle/matrix interfaces because of wood–water swelling.
- The degradation of plant particles is promoted by progressive alkali hydrolysis.
- Mineralization of plant particles is caused by the deposition of cement hydration products, primarily calcium hydroxide, onto the plant particle surface. On the other hand, the adhesion problem can be enhanced by modifying the particle surface.
3.2.2. Untreated Hardwood–Cement Concrete
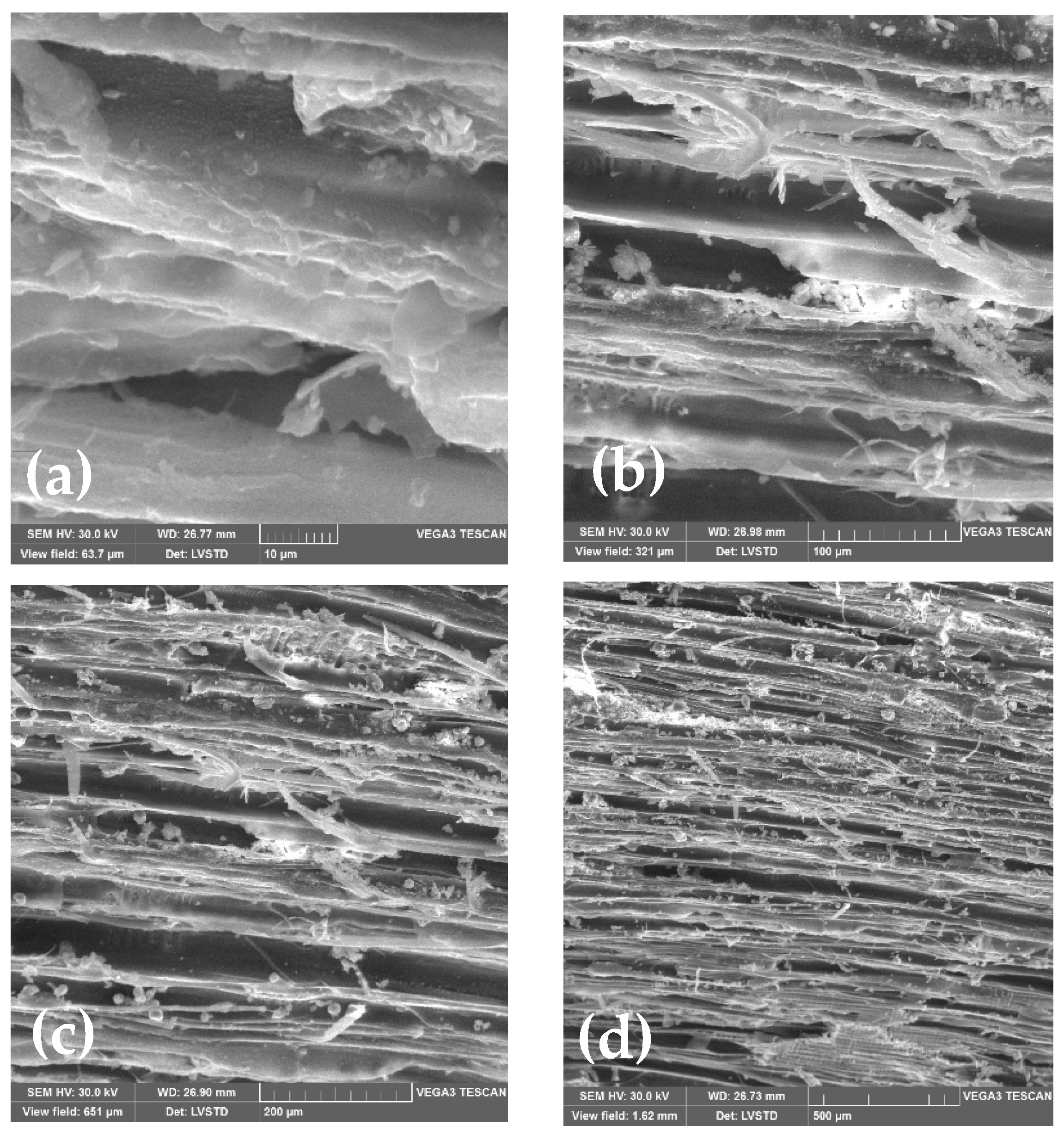
3.3. Treated Wood-Containing Concrete
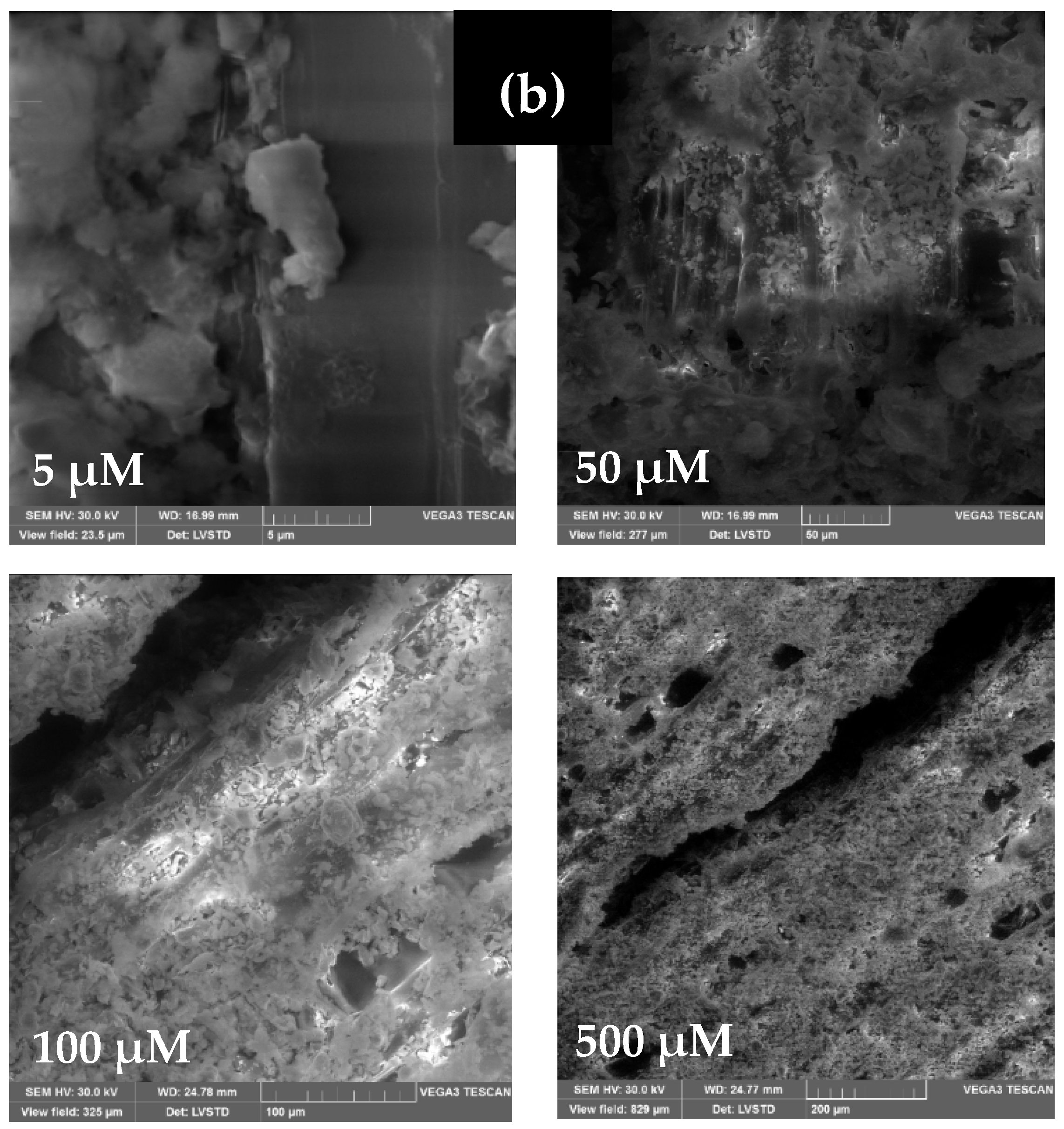
3.3.1. Cement Treatment of Wood
3.3.2. Mechanism of Cement–Wood Treatment
4. Conclusions and Limitations
- -
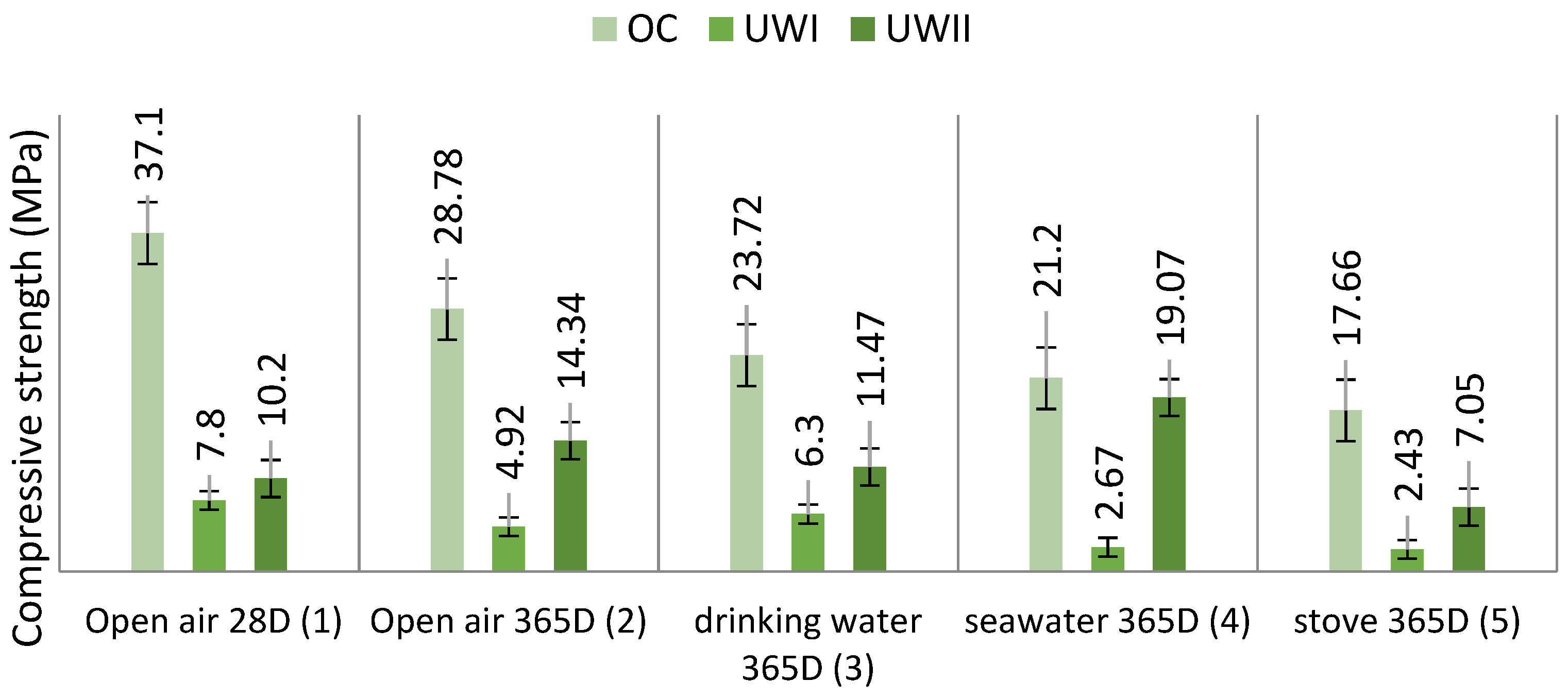
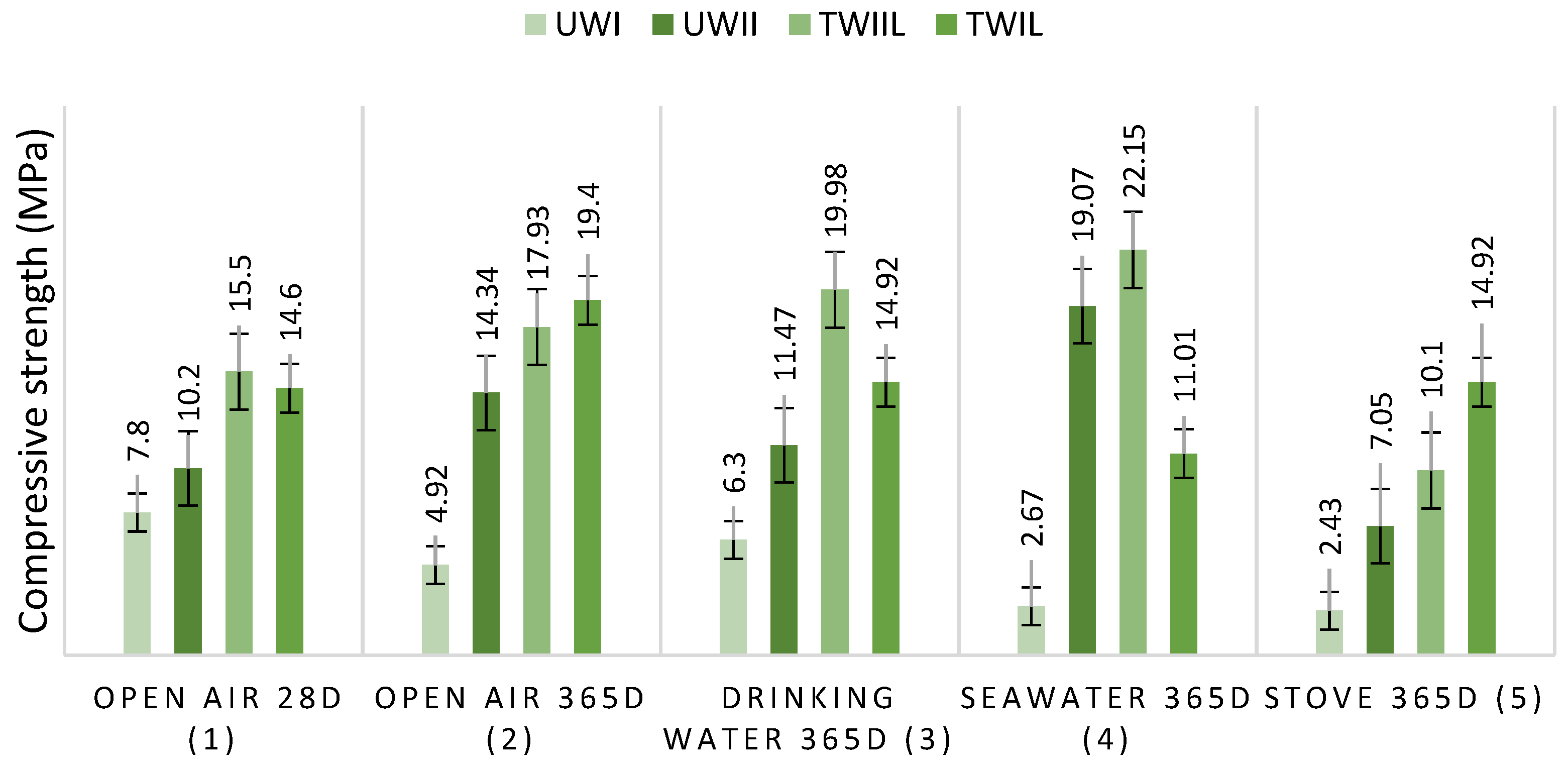
- Ordinary concrete strength diminishes after 365 days of storage in every medium investigated compared to its strength after 28 days. Depending on the environment studied, this decrease is significant.
- -
- In all conditions investigated, the addition of wood (redwood or hardwood) to the concrete reduces its resistance. The low mechanical resistance of vegetable concretes is partly due to the high water-absorption of wood chips and the poor wood–matrix adhesion.
- -
- Concrete made of untreated hardwood is more resistant, in all preservation media, than concrete made of redwood due to its high apparent density.
- -
- Seawater enhances the strength of hardwood-based concrete. Indeed, compressive strength results for ordinary concrete and hardwood-based concrete are comparable.
- -
- The treatment of wood enhances the compressive strength after 365 days in all conservation media. The lime in cement acts on wood chips by (i) coating the surface of the wood, which lowers the porosity subtract of wood-based concrete, (ii) and reinforces the wood–matrix adhesion. The other cement constituents are only involved during the curing step (the first 28 days).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Woo, Y.-E.; Cho, G.-H. Impact of the Surrounding Built Environment on Energy Consumption in Mixed-Use Building. Sustainability 2018, 10, 832. [Google Scholar] [CrossRef] [Green Version]
- Santamouris, M.; Vasilakopoulou, K. Present and Future Energy Consumption of Buildings: Challenges and Opportunities towards Decarbonisation. E-Prime 2021, 1, 100002. [Google Scholar] [CrossRef]
- Haddad, S.; Barker, A.; Yang, J.; Kumar, D.I.M.; Garshasbi, S.; Paolini, R.; Santamouris, M. On the Potential of Building Adaptation Measures to Counterbalance the Impact of Climatic Change in the Tropics. Energy Build. 2020, 229, 110494. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef] [Green Version]
- Immonen, K.; Lyytikäinen, J.; Keränen, J.; Eiroma, K.; Suhonen, M.; Vikman, M.; Leminen, V.; Välimäki, M.; Hakola, L. Potential of Commercial Wood-Based Materials as PCB Substrate. Materials 2022, 15, 2679. [Google Scholar] [CrossRef] [PubMed]
- Tariq, H.; Siddique, R.M.A.; Shah, S.A.R.; Azab, M.; Attiq-Ur-Rehman; Qadeer, R.; Ullah, M.K.; Iqbal, F. Mechanical Performance of Polymeric ARGF-Based Fly Ash-Concrete Composites: A Study for Eco-Friendly Circular Economy Application. Polymers 2022, 14, 1774. [Google Scholar] [CrossRef] [PubMed]
- Ghafoor, S.; Hameed, A.; Shah, S.A.R.; Azab, M.; Faheem, H.; Nawaz, M.F.; Iqbal, F. Development of Construction Material Using Wastewater: An Application of Circular Economy for Mass Production of Bricks. Materials 2022, 15, 2256. [Google Scholar] [CrossRef]
- Implementing Sustainable Development in the Construction Industry: Constructors’ Perspectives in the US and Korea-Son-2011-Sustainable Development-Wiley Online Library. Available online: https://onlinelibrary.wiley.com/doi/10.1002/sd.442 (accessed on 7 April 2022).
- Kumar, P.R.; Sreelekshmi, K.S.; Babu Anjana, S.; Harikrishnan, S.; Nath Santhanu, G.; Leena, V.P. Role of Agricultural Wastes in Construction Industry. Int. J. Eng. Res. 2020, 9, 66–69. [Google Scholar] [CrossRef]
- Wi, K.; Lee, H.-S.; Lim, S.; Song, H.; Hussin, M.W.; Ismail, M.A. Use of an Agricultural By-Product, Nano Sized Palm Oil Fuel Ash as a Supplementary Cementitious Material. Constr. Build. Mater. 2018, 183, 139–149. [Google Scholar] [CrossRef]
- Maraveas, C. Production of Sustainable Construction Materials Using Agro-Wastes. Materials 2020, 13, 262. [Google Scholar] [CrossRef] [Green Version]
- He, J.; Kawasaki, S.; Achal, V. The Utilization of Agricultural Waste as Agro-Cement in Concrete: A Review. Sustainability 2020, 12, 6971. [Google Scholar] [CrossRef]
- Mayer-Laigle, C.; Ibarra, L.H.; Breysse, A.; Palumbo, M.; Mabille, F.; Palacio, A.M.L.; Barron, C. Preserving the Cellular Tissue Structure of Maize Pith Though Dry Fractionation Processes: A Key Point to Use as Insulating Agro-Materials. Materials 2021, 14, 5350. [Google Scholar] [CrossRef] [PubMed]
- Madrid, M.; Orbe, A.; Rojí, E.; Cuadrado, J. The Effects of By-Products Incorporated in Low-Strength Concrete for Concrete Masonry Units. Constr. Build. Mater. 2017, 153, 117–128. [Google Scholar] [CrossRef]
- Figaredo, A.T.; Dhanya, M. Development of Sustainable Brick Materials Incorporating Agro-Wastes: An Overview. Development 2018, 5, 721–726. [Google Scholar]
- Helepciuc (Gradinaru), C.M.; Barbuta, M.; Serbanoiu, A.A. Characterization of a Lightweight Concrete with Sunflower Aggregates. Procedia Manuf. 2018, 22, 154–159. [Google Scholar] [CrossRef]
- Ledhem, A. Contribution à l’étude d’un Béton de Bois. Mise Au Point d’un Procédé de Minimisation Des Variations Dimensionnelles d’un Composite Argile-Ciment-Bois. Doctoral Dissertation, INSA, Lyon, France, 1997. [Google Scholar]
- Singh, H.; Gupta, R. Influence of Cellulose Fiber Addition on Self-Healing and Water Permeability of Concrete. Case Stud. Constr. Mater. 2020, 12, e00324. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.K.; Raza, A.; Hussain, U.; Rahman, M.L.; Nazari, S.; Chandan, V.; Muller, M.; Choteborsky, R. Natural Cellulosic Fiber Reinforced Concrete: Influence of Fiber Type and Loading Percentage on Mechanical and Water Absorption Performance. Materials 2022, 15, 874. [Google Scholar] [CrossRef]
- Sajjala, K. A Review on Natural Fibres in the Concrete. Int. J. Adv. Technol. Eng. Explor. 2017, 1, 32–35. [Google Scholar]
- Liu, J.; Lv, C. Research Progress on Durability of Cellulose Fiber-Reinforced Cement-Based Composites. Int. J. Polym. Sci. 2021, 2021, 1014531. [Google Scholar] [CrossRef]
- Janne Pauline, S.N.; Michael Angelo, B.P. Development of Abaca Fiber-Reinforced Foamed Fly Ash Geopolymer. MATEC Web Conf. 2018, 156, 05018. [Google Scholar] [CrossRef]
- Younes, M.M.; Abdel-Rahman, H.A.; Khattab, M.M. Utilization of Rice Husk Ash and Waste Glass in the Production of Ternary Blended Cement Mortar Composites. J. Build. Eng. 2018, 20, 42–50. [Google Scholar] [CrossRef]
- Zareei, S.A.; Ameri, F.; Bahrami, N. Microstructure, Strength, and Durability of Eco-Friendly Concretes Containing Sugarcane Bagasse Ash. Constr. Build. Mater. 2018, 184, 258–268. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and Properties of Natural Fiber Polymer Composites: A Comprehensive Review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Liu, J.; Lv, C. Durability of Cellulosic-Fiber-Reinforced Geopolymers: A Review. Molecules 2022, 27, 796. [Google Scholar] [CrossRef] [PubMed]
- Mayer, A.K.; Kuqo, A.; Koddenberg, T.; Mai, C. Seagrass- and Wood-Based Cement Boards: A Comparative Study in Terms of Physico-Mechanical and Structural Properties. Compos. Part Appl. Sci. Manuf. 2022, 156, 106864. [Google Scholar] [CrossRef]
- Bederina, M.; Laidoudi, B.; Goullieux, A.; Khenfer, M.M.; Bali, A.; Quéneudec, M. Effect of the Treatment of Wood Shavings on the Physico-Mechanical Characteristics of Wood Sand Concretes. Constr. Build. Mater. 2009, 23, 1311–1315. [Google Scholar] [CrossRef]
- Koohestani, B.; Koubaa, A.; Belem, T.; Bussière, B.; Bouzahzah, H. Experimental Investigation of Mechanical and Microstructural Properties of Cemented Paste Backfill Containing Maple-Wood Filler. Constr. Build. Mater. 2016, 121, 222–228. [Google Scholar] [CrossRef]
- Anh, L.D.H.; Pásztory, Z. An Overview of Factors Influencing Thermal Conductivity of Building Insulation Materials. J. Build. Eng. 2021, 44, 102604. [Google Scholar] [CrossRef]
- Li, M.; Khelifa, M.; Ganaoui, M.E. Mechanical Characterization of Concrete Containing Wood Shavings as Aggregates. Int. J. Sustain. Built Environ. 2017, 6, 587–596. [Google Scholar] [CrossRef]
- Mathis, D.; Blanchet, P.; Lagière, P.; Landry, V. Performance of Wood-Based Panels Integrated with a Bio-Based Phase Change Material: A Full-Scale Experiment in a Cold Climate with Timber-Frame Huts. Energies 2018, 11, 3093. [Google Scholar] [CrossRef] [Green Version]
- Fadhel, A.; Sabrine, A. Preparation and Evaluation of the Influence of Modified Fiber Flour Wood on the Properties of the Fresh Condition of Cement-Based Mortars. Int. J. Ind. Chem. 2018, 9, 265–276. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Tang, X.; Ma, L.; Sun, Y. Sound Insulation Performance of Structural Wood Wall Integrated with Wood Plastic Composite. J. Bioresour. Bioprod. 2019, 4, 111–118. [Google Scholar] [CrossRef]
- Ribeiro, R.S.; de Sousa, R.P.; Amarilla, R.S.D.; Sant’Ana, L.H.; Avelar, M.; Catai, R.E.; Matoski, A. Sound Insulation of a Hollow Concrete Blocks Wall Made with Construction and Demolition Waste and Wood-Based Panels as Linings. Build. Acoust. 2021, 28, 423–442. [Google Scholar] [CrossRef]
- GUNDUZ, L.; KALKAN, S.O.; ISKER, A.M. Effects of Using Cement-Bonded Particle Boards with a Composite Component in Terms of Acoustic Performance in Outdoor Noise Barriers. Eurasia Proc. Sci. Technol. Eng. Math. 2018, 4, 246–255. [Google Scholar]
- Sarı, A.; Hekimoğlu, G.; Tyagi, V.V. Low Cost and Eco-Friendly Wood Fiber-Based Composite Phase Change Material: Development, Characterization and Lab-Scale Thermoregulation Performance for Thermal Energy Storage. Energy 2020, 195, 116983. [Google Scholar] [CrossRef]
- Petrella, A.; Gisi, S.D.; Clemente, M.E.D.; Todaro, F.; Ayr, U.; Liuzzi, S.; Dobiszewska, M.; Notarnicola, M. Experimental Investigation on Environmentally Sustainable Cement Composites Based on Wheat Straw and Perlite. Materials 2022, 15, 453. [Google Scholar] [CrossRef] [PubMed]
- Usman, M.; Khan, A.Y.; Farooq, S.H.; Hanif, A.; Tang, S.; Khushnood, R.A.; Rizwan, S.A. Eco-Friendly Self-Compacting Cement Pastes Incorporating Wood Waste as Cement Replacement: A Feasibility Study. J. Clean. Prod. 2018, 190, 679–688. [Google Scholar] [CrossRef]
- ALmusawi, A.M.; ALzaidi, Z.A.; Qasim, T.A. Effects of Soluble Lignocellulose Substances of Wood Particles on the Mechanical Properties of Lightweight Concrete. Int. J. Eng. Technol. 2018, 7, 377. [Google Scholar] [CrossRef]
- Camargo, M.; Taye, E.A.; Roether, J.; Redda, D.T.; Boccaccini, A. A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites. Materials 2020, 13, 4603. [Google Scholar] [CrossRef]
- Rihia, C.; Hebhoub, H.; Kherraf, L.; Djebien, R.; Abdelouahed, A. Valorization of Waste in Sand Concrete Based on Plant Fibres. Civ. Environ. Eng. Rep. 2019, 29, 41–61. [Google Scholar] [CrossRef] [Green Version]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the Interface Structure and Bonding Mechanism of Coupling Agent Treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef] [Green Version]
- Ballesteros, J.E.M.; Santos, S.F.; Mármol, G.; Savastano, H.; Fiorelli, J. Evaluation of Cellulosic Pulps Treated by Hornification as Reinforcement of Cementitious Composites. Constr. Build. Mater. 2015, 100, 83–90. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, S.R.; de Andrade Silva, F.; Lima, P.R.L.; Filho, R.D.T. Effect of Hornification on the Structure, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Cement Based Composite Systems. Constr. Build. Mater. 2017, 139, 551–561. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of Raw and Alkali Treated New Natural Cellulosic Fiber from Coccinia Grandis.L. Carbohydr. Polym. 2018, 186, 332–343. [Google Scholar] [CrossRef] [PubMed]
- George, M.; Mussone, P.G.; Alemaskin, K.; Chae, M.; Wolodko, J.; Bressler, D.C. Enzymatically Treated Natural Fibres as Reinforcing Agents for Biocomposite Material: Mechanical, Thermal, and Moisture Absorption Characterization. J. Mater. Sci. 2016, 51, 2677–2686. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Celli, A.; Kiechel, M.A.; Schauer, C.L. Surface Modification of Plant Fibers Using Environment Friendly Methods for Their Application in Polymer Composites, Textile Industry and Antimicrobial Activities: A Review. J. Environ. Chem. Eng. 2013, 1, 97–112. [Google Scholar] [CrossRef]
- Khelifi, W.; Belouettar, R.; Zeghina, S.I.; Chenia, M.; Daouadji, A.; Azari, Z.; Belouettar, S. Physico-Mechanical Study of an Ordinary Concrete Based On Wood Chips. J. Mater. Environ. Sci. 2016, 7, 4489–4501. [Google Scholar]
- SCHS. Available online: http://www.schs.dz/ (accessed on 4 May 2022).
- Bogue Calculation. Available online: https://www.understanding-cement.com/bogue.html (accessed on 21 April 2022).
- Crumbie, A.; Walenta, G.; Füllmann, T. Where Is the Iron? Clinker Microanalysis with XRD Rietveld, Optical Microscopy/Point Counting, Bogue and SEM-EDS Techniques. Cem. Concr. Res. 2006, 36, 1542–1547. [Google Scholar] [CrossRef]
- Labidi, I.; Boughanmi, S.; Tiss, H.; Megriche, A. Critical Research Study of Quantification Methods of Mineralogical Phases in Cementitious Materials. J. Aust. Ceram. Soc. 2019, 55, 1127–1137. [Google Scholar] [CrossRef]
- Shim, S.-H.; Lee, T.-H.; Yang, S.-J.; Noor, N.B.M.; Kim, J.-H.-J. Calculation of Cement Composition Using a New Model Compared to the Bogue Model. Materials 2021, 14, 4663. [Google Scholar] [CrossRef]
- Coussy, S.; Benzaazoua, M.; Blanc, D.; Moszkowicz, P.; Bussière, B. Arsenic Stability in Arsenopyrite-Rich Cemented Paste Backfills: A Leaching Test-Based Assessment. J. Hazard. Mater. 2011, 185, 1467–1476. [Google Scholar] [CrossRef]
- Deschamps, T.; Benzaazoua, M.; Bussière, B.; Aubertin, M.; Belem, T. Microstructural and Geochemical Evolution of Paste Tailings in Surface Disposal Conditions. Miner. Eng. 2008, 21, 341–353. [Google Scholar] [CrossRef]
- Pehanich, J.L.; Blankenhorn, P.R.; Silsbee, M.R. Wood Fiber Surface Treatment Level Effects on Selected Mechanical Properties of Wood Fiber–Cement Composites. Cem. Concr. Res. 2004, 34, 59–65. [Google Scholar] [CrossRef]
- Bédérina, M.; Khenfer, M.M.; Dheilly, R.M.; Quéneudec, M. Reuse of Local Sand: Effect of Limestone Filler Proportion on the Rheological and Mechanical Properties of Different Sand Concretes. Cem. Concr. Res. 2005, 35, 1172–1179. [Google Scholar] [CrossRef]
- Aouissi, H.A.; Ababsa, M.; Gaagai, A.; Bouslama, Z.; Farhi, Y.; Chenchouni, H. Does melanin-based plumage coloration reflect health status of free-living birds in urban environments? Avian Res. 2021, 12, 45. [Google Scholar] [CrossRef]
- Gotteicha, M. Caractérisation Des Bétons de Sable à Base de Copeaux de Bois Traités. Doctoral Dissertation, Centre Universitaire Amar Telidji. Faculté des Sciences et de L’ingenieurie, Laghouat, Algeria, 2005. [Google Scholar]
- Lisboa, F.J.N.; Scatolino, M.V.; de Paula Protásio, T.; Júnior, J.B.G.; Marconcini, J.M.; Mendes, L.M. Lignocellulosic Materials for Production of Cement Composites: Valorization of the Alkali Treated Soybean Pod and Eucalyptus Wood Particles to Obtain Higher Value-Added Products. Waste Biomass Valorization 2020, 11, 2235–2245. [Google Scholar] [CrossRef]
- Schaefer, V.R.; Abramson, L.W.; Drumheller, J.C.; Sharp, K.D. Ground Improvement, Ground Reinforcement and Ground Treatment: Developments 1987–1997; ASCE: Reston, VA, USA, 1997. [Google Scholar]
- Chen, Q.Y.; Tyrer, M.; Hills, C.D.; Yang, X.M.; Carey, P. Immobilisation of Heavy Metal in Cement-Based Solidification/Stabilisation: A Review. Waste Manag. 2009, 29, 390–403. [Google Scholar] [CrossRef]
- You, X.; Hu, X.; He, P.; Liu, J.; Shi, C. A Review on the Modelling of Carbonation of Hardened and Fresh Cement-Based Materials. Cem. Concr. Compos. 2022, 125, 104315. [Google Scholar] [CrossRef]
- Mahmood, W.; Khan, A.-R.; Ayub, T. Carbonation Resistance in Ordinary Portland Cement Concrete with and without Recycled Coarse Aggregate in Natural and Simulated Environment. Sustainability 2022, 14, 437. [Google Scholar] [CrossRef]
- Peter, M.A.; Muntean, A.; Meier, S.A.; Böhm, M. Competition of Several Carbonation Reactions in Concrete: A Parametric Study. Cem. Concr. Res. 2008, 38, 1385–1393. [Google Scholar] [CrossRef] [Green Version]
- Elsalamawy, M.; Mohamed, A.R.; Kamal, E.M. The Role of Relative Humidity and Cement Type on Carbonation Resistance of Concrete. Alex. Eng. J. 2019, 58, 1257–1264. [Google Scholar] [CrossRef]
- Metalssi, O.O.; Aït-Mokhtar, A.; Turcry, P. A Proposed Modelling of Coupling Carbonation-Porosity-Moisture Transfer in Concrete Based on Mass Balance Equilibrium. Constr. Build. Mater. 2020, 230, 116997. [Google Scholar] [CrossRef]
- Chen, X.; Sun, Z.; Pang, J. Effects of Various Corrosive Ions on Metakaolin Concrete. Crystals 2021, 11, 1108. [Google Scholar] [CrossRef]
- Hime, W.G.; Martinek, R.A.; Backus, L.A.; Marusin, S.L. Salt Hydration Distress. Concr. Int. 2001, 23, 43–50. [Google Scholar]
- Feng, P.; Miao, C.; Bullard, J.W. A Model of Phase Stability, Microstructure and Properties during Leaching of Portland Cement Binders. Cem. Concr. Compos. 2014, 49, 9–19. [Google Scholar] [CrossRef]
- Ouyang, W.; Chen, J.; Jiang, M. Evolution of Surface Hardness of Concrete under Sulfate Attack. Constr. Build. Mater. 2014, 53, 419–424. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.M.; Bassuoni, M.T. Thaumasite Sulfate Attack on Concrete: Mechanisms, Influential Factors and Mitigation. Constr. Build. Mater. 2014, 73, 652–662. [Google Scholar] [CrossRef]
- Tang, S.W.; Yao, Y.; Andrade, C.; Li, Z.J. Recent Durability Studies on Concrete Structure. Cem. Concr. Res. 2015, 78, 143–154. [Google Scholar] [CrossRef]
- Lee, S.T.; Moon, H.Y.; Hooton, R.D.; Kim, J.P. Effect of Solution Concentrations and Replacement Levels of Metakaolin on the Resistance of Mortars Exposed to Magnesium Sulfate Solutions. Cem. Concr. Res. 2005, 35, 1314–1323. [Google Scholar] [CrossRef]
- De Weerdt, K.; Justnes, H. The Effect of Sea Water on the Phase Assemblage of Hydrated Cement Paste. Cem. Concr. Compos. 2015, 55, 215–222. [Google Scholar] [CrossRef]
- Dehwah, H.A.F. Effect of Sulfate Concentration and Associated Cation Type on Concrete Deterioration and Morphological Changes in Cement Hydrates. Constr. Build. Mater. 2007, 21, 29–39. [Google Scholar] [CrossRef]
- Shen, J.; Xu, Q. Effect of Elevated Temperatures on Compressive Strength of Concrete. Constr. Build. Mater. 2019, 229, 116846. [Google Scholar] [CrossRef]
- Araldi, P.; Balestra, C.; Savaris, G. Influence of Multiple Methods and Curing Temperatures on the Concrete Compressive Strength. J. Eng. Proj. Prod. Manag. 2019, 9, 66. [Google Scholar] [CrossRef] [Green Version]
- Ortiz, J.; Aguado, A.; Agulló, L.; García, T. Influence of Environmental Temperatures on the Concrete Compressive Strength: Simulation of Hot and Cold Weather Conditions. Cem. Concr. Res. 2005, 35, 1970–1979. [Google Scholar] [CrossRef] [Green Version]
- El-Zohairy, A.; Hammontree, H.; Oh, E.; Moler, P. Temperature Effect on the Compressive Behavior and Constitutive Model of Plain Hardened Concrete. Materials 2020, 13, 2801. [Google Scholar] [CrossRef]
- Kottititum, B.; Phung, Q.T.; Maes, N.; Prakaypan, W.; Srinophakun, T. Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation. Appl. Sci. 2018, 8, 190. [Google Scholar] [CrossRef] [Green Version]
- Ban, Y.; Zhi, W.; Fei, M.; Liu, W.; Yu, D.; Fu, T.; Qiu, R. Preparation and Performance of Cement Mortar Reinforced by Modified Bamboo Fibers. Polymers 2020, 12, 2650. [Google Scholar] [CrossRef] [PubMed]
- AL-Zubaidi, A.B. Effect of Natural Fibers on Mechanical Properties of Green Cement Mortar. AIP Conf. Proc. 2018, 1968, 020003. [Google Scholar] [CrossRef]
- Futami, E.; Shafigh, P.; Katman, H.Y.B.; Ibrahim, Z. Recent Progress in the Application of Coconut and Palm Oil Fibres in Cement-Based Materials. Sustainability 2021, 13, 12865. [Google Scholar] [CrossRef]
- Cho, J.; Waetzig, G.R.; Udayakantha, M.; Hong, C.Y.; Banerjee, S. Incorporation of Hydroxyethylcellulose-Functionalized Halloysite as a Means of Decreasing the Thermal Conductivity of Oilwell Cement. Sci. Rep. 2018, 8, 16149. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Filho, U.P.R.; Savastano, H.; Bras, J.; Belgacem, M.N.; Lahr, F.A.R. Cellulose Modified Fibres in Cement Based Composites. Compos. Part Appl. Sci. Manuf. 2009, 40, 2046–2053. [Google Scholar] [CrossRef]
- Malenab, R.; Ngo, J.; Promentilla, M. Chemical Treatment of Waste Abaca for Natural Fiber-Reinforced Geopolymer Composite. Materials 2017, 10, 579. [Google Scholar] [CrossRef] [Green Version]
- Mohr, B.J.; Nanko, H.; Kurtis, K.E. Durability of Kraft Pulp Fiber–Cement Composites to Wet/Dry Cycling. Cem. Concr. Compos. 2005, 27, 435–448. [Google Scholar] [CrossRef]
- Yang, T.; Ma, E.; Cao, J. Effects of Lignin in Wood on Moisture Sorption and Hygroexpansion Tested under Dynamic Conditions. Holzforschung 2018, 72, 943–950. [Google Scholar] [CrossRef]
- Szewczyk, P.K.; Stachewicz, U. The Impact of Relative Humidity on Electrospun Polymer Fibers: From Structural Changes to Fiber Morphology. Adv. Colloid Interface Sci. 2020, 286, 102315. [Google Scholar] [CrossRef]
- De Abreu Neto, R.; Lima, J.T.; Takarada, L.M.; Trugilho, P.F. Effect of Thermal Treatment on Fiber Morphology in Wood Pyrolysis. Wood Sci. Technol. 2021, 55, 95–108. [Google Scholar] [CrossRef]
- Nayeri, M.D. Effects of Temperature and Time on the Morphology, PH, and Buffering Capacity of Bast and Core Kenaf Fibres. BioResources 2013, 8, 1801–1812. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Khatana, S. A Review on the Use of Fibers in Reinforced Cementitious Concrete. J. Ind. Text. 2015, 45, 239–264. [Google Scholar] [CrossRef]
- Jiang, S.; Huang, L.; Nguyen, T.A.H.; Ok, Y.S.; Rudolph, V.; Yang, H.; Zhang, D. Copper and Zinc Adsorption by Softwood and Hardwood Biochars under Elevated Sulphate-Induced Salinity and Acidic PH Conditions. Chemosphere 2016, 142, 64–71. [Google Scholar] [CrossRef] [PubMed]
- Bencedira, S.; Bechiri, O. Degradation of Fuchsine Acid Using the HP2W15Mo3Co2.5O62, 20H2O/H2O2 System: Effect of Organic and Inorganic Additives. Euro-Mediterr. J. Environ. Integr. 2021, 6, 60. [Google Scholar] [CrossRef]
- Mold, P.; Godbey, R. Limewash: Compatible coverings for masonry and stucco. In Proceedings of the International Building Lime Symposium, Orlando, FL, USA, 9–11 March 2005. [Google Scholar]
- Li, S.; Takasu, C.; Lau, H.; Robles, L.; Vo, K.; Farzaneh, T.; Vaziri, N.D.; Stamos, M.J.; Ichii, H. Dimethyl Fumarate Alleviates Dextran Sulfate Sodium-Induced Colitis, through the Activation of Nrf2-Mediated Antioxidant and Anti-Inflammatory Pathways. Antioxidants 2020, 9, 354. [Google Scholar] [CrossRef]
- Phadagi, R.; Singh, S.; Hashemi, H.; Kaya, S.; Venkatesu, P.; Ramjugernath, D.; Ebenso, E.E.; Bahadur, I. Understanding the Role of Dimethylformamide as Co-Solvents in the Dissolution of Cellulose in Ionic Liquids: Experimental and Theoretical Approach. J. Mol. Liq. 2021, 328, 115392. [Google Scholar] [CrossRef]
- Bao, W.; Jia, Z.; Cai, L.; Liang, D.; Li, J. Fabrication of a Superamphiphobic Surface on the Bamboo Substrate. Eur. J. Wood Wood Prod. 2018, 76, 1595–1603. [Google Scholar] [CrossRef]
- Guerzou, M.; Aouissi, H.A.; Guerzou, A.; Burlakovs, J.; Doumandji, S.; Krauklis, A.E. From the Beehives: Identification and Comparison of Physicochemical Properties of Algerian Honey. Resources 2021, 10, 94. [Google Scholar] [CrossRef]
- Okeyinka, O.M.; Oladejo, O. The Influence of Calcium Carbonate as an Admixture on the Properties of Wood Ash Cement Concrete. Int. J. Emerg. Technol. Adv. Eng. 2014, 4, 432–437. [Google Scholar]
- Merk, V.; Chanana, M.; Gaan, S.; Burgert, I. Mineralization of Wood by Calcium Carbonate Insertion for Improved Flame Retardancy. Holzforschung 2016, 70, 867–876. [Google Scholar] [CrossRef] [Green Version]
- Mejri, W.; Korchef, A.; Tlili, M.; Ben Amor, M. Effects of Temperature on Precipitation Kinetics and Microstructure of Calcium Carbonate in the Presence of Magnesium and Sulphate Ions. Desalination Water Treat. 2014, 52, 4863–4870. [Google Scholar] [CrossRef]
- Bencedira, S.; Bechiri, O.; Djenouhat, M.; Boulkra, M. Cobalt-Substituted Heteropolyanion: Synthesis, Characterization, and Application to Oxidation of an Organic Dye in an Aqueous Medium. Arab. J. Sci. Eng. 2020, 45, 4669–4681. [Google Scholar] [CrossRef]
- Pondelak, A.; Rosi, F.; Maurich, C.; Miliani, C.; Škapin, S.D.; Sever Škapin, A. The Role of Relative Humidity on Crystallization of Calcium Carbonate from Calcium Acetoacetate Precursor. Appl. Surf. Sci. 2020, 506, 144768. [Google Scholar] [CrossRef]
- Graine, R.; Bedoud, K.; Sehab, N.; Zelmati, D. Influence of the substrate temperature on tio2 thin layers deposited by the direct current magnetron sputtering technology. Surf. Rev. Lett. SRL 2021, 28, 2050054. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Ren, H.; Jiang, Z. Wood Density and Wood Shrinkage in Relation to Initial Spacing and Tree Growth in Black Spruce (Picea Mariana). J. Wood Sci. 2021, 67, 30. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Methods | Advantage | Techniques | References |
|---|---|---|---|
| Thermal | Thermal modifications are the chemical and physical changes that occur in natural fibres because of temperature applications, where different process factors substantially impact fibre qualities. | Hornification Heat Hydrothermal | [44,45] |
| Chemical | These treatments eliminate contaminants from the surface of natural fibres, enhancing fibre–matrix adhesion. | Alkali Saline Formaldehyde | [25,46] |
| Coating | This reduces the impact of soluble compounds while increasing volume stability and surface roughness. | Linseed oil Cement Lime | [47] |
| Biological | Environmentally friendly fibre modification approaches, low-energy processing, softer reaction conditions, the ability to deploy recycling systems, and enhanced fibre characteristics were accomplished. | Enzymes Fungi Bacteria | [47,48] |
| Elements | CaO | SiO2 | Al2O3 | Fe2O3 | SO3 | MgO |
|---|---|---|---|---|---|---|
| (%) | 60.41 | 21.91 | 5.19 | 2.94 | 1.6 | 2.19 |
| Elements | C3S | C2S | C3A | C4AF |
|---|---|---|---|---|
| (%) | 58.2 | 18.5 | 9.3 | 8.2 |
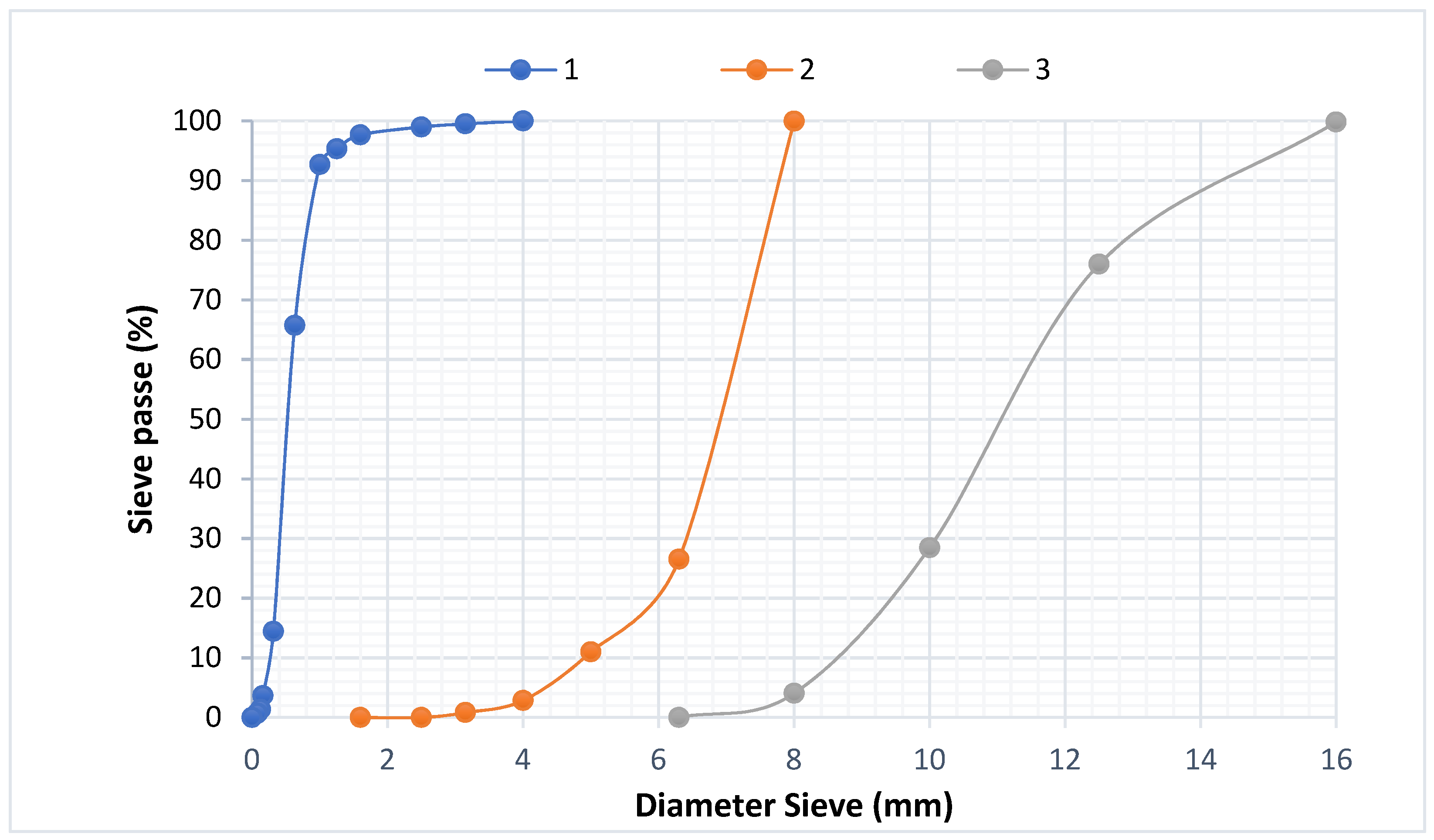
| Properties | (1) | (2) | (3) | Standard |
|---|---|---|---|---|
| Apparent density (Kg m−3) | 1380 | 1390 | 1360 | NF P 18-554 et 18-555. |
| Absolute density (Kg m−3) | 2600 | 2450 | 2450 | NF EN 1097-3 |
| Finesses Modulus | 2.21 | - | - | NF 18-540 |
| Visual sand equivalent (%) | 84.72 | - | - | NF EN 933-8 |
| d/D | 0/5 | 3/8 | 8/16 | - |
| Fragmentation resistance (%) | - | 23 | 23 | NF P 18-573 |
| Wear resistance (%) | - | 16 | 16 | |
| Kurtosis (%) | - | 8 | 8 | NF P 18-561 |
| Water Absorption (%) | - | 0.2 | 0.2 | NF P 18-554 et 18-555 |
| Elements | CaO | SiO2 | Al2O3 | Fe | MgO | PF |
|---|---|---|---|---|---|---|
| (%) | 54.70 | 0.11 | 0.45 | 0.12 | null | 43.74 |
| Concrete | Cement (Kg m−3) | Water (Kg m−3) | E/C | (1) (Kg m−3) | (2) (Kg m−3) | (3) (Kg m−3) | Chips (Kg m−3) | Chips % |
|---|---|---|---|---|---|---|---|---|
| OC | 400 | 208 | 0.55 | 626.53 | 168.68 | 927.25 | - | 0 |
| UW | 400 | 208 | 0.55 | 614 | 165.30 | 909.2 | 34.45 | 2 |
| TW | 400 | 208 | 0.55 | 614 | 165.30 | 909.2 | 34.45 | 2 |
| Environment | TWIL | TWIIL |
|---|---|---|
| 28 days | 0 | 0 |
| Open air | 32.88 | 40.59 |
| Drinking Water | 2.19 | 12.45 |
| Seawater | −24.59 | 86.96 |
| Oven | 2.19 | −30.88 |
| Wood Samples | Chemical Structure | JCPDS Card No | D (nm) | ε (µm) | |
|---|---|---|---|---|---|
| Scherrer Method | W–H Method | ||||
| WI | C10H8O4 | 27-1905 | 1.83 | 1.30 | 5.73 × 10−2 |
| WIC | Al2O3 | 42-1468 | 21.55 | 8.40 | 5.60 × 10−4 |
| SiO2 | 82-1232 | ||||
| CaO2 | 03-0865 | ||||
| WIL | CaCO3 | 01-0837 | 11.83 | 7.55 | 6.43 × 10−4 |
| Ca(OH)2 | 89-2779 | ||||
| CaO2 | 85-0514 | ||||
| Wood Samples | Chemical Structure | JCPDS Card No | D (nm) | ε (µm) | |
|---|---|---|---|---|---|
| Scherrer Method | W–H Method | ||||
| WII | C10H8O4 | 27-1905 | 1.83 | 1.30 | 5.73 × 10−2 |
| WIIC | Al2O3 | 42-1468 | 8.168 | 1.82 | 9.36 × 10−3 |
| SiO2 | 82-1232 | ||||
| CaO2 | 03-0865 | ||||
| WIIL | CaCO3 | 01-0837 | 15.77 | 8.34 | 5.15 × 10−4 |
| Ca(OH)2 | 89-2779 | ||||
| CaO2 | 85-0514 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khelifi, W.; Bencedira, S.; Azab, M.; Riaz, M.S.; Abdallah, M.; Abdel Baki, Z.; Krauklis, A.E.; Aouissi, H.A. Conservation Environments’ Effect on the Compressive Strength Behaviour of Wood–Concrete Composites. Materials 2022, 15, 3572. https://doi.org/10.3390/ma15103572
Khelifi W, Bencedira S, Azab M, Riaz MS, Abdallah M, Abdel Baki Z, Krauklis AE, Aouissi HA. Conservation Environments’ Effect on the Compressive Strength Behaviour of Wood–Concrete Composites. Materials. 2022; 15(10):3572. https://doi.org/10.3390/ma15103572
Chicago/Turabian StyleKhelifi, Walid, Selma Bencedira, Marc Azab, Malik Sarmad Riaz, Mirvat Abdallah, Zaher Abdel Baki, Andrey E. Krauklis, and Hani Amir Aouissi. 2022. "Conservation Environments’ Effect on the Compressive Strength Behaviour of Wood–Concrete Composites" Materials 15, no. 10: 3572. https://doi.org/10.3390/ma15103572