
Application of Waterborne Acrylic and Solvent-Borne Polyester Coatings on Plasma-Treated Fir (Abies alba M.) Wood


Abstract
:1. Introduction
2. Materials and Methods
2.1. Wood Sample
2.2. Plasma Treatment and Coatings
2.3. Artificial Weathering
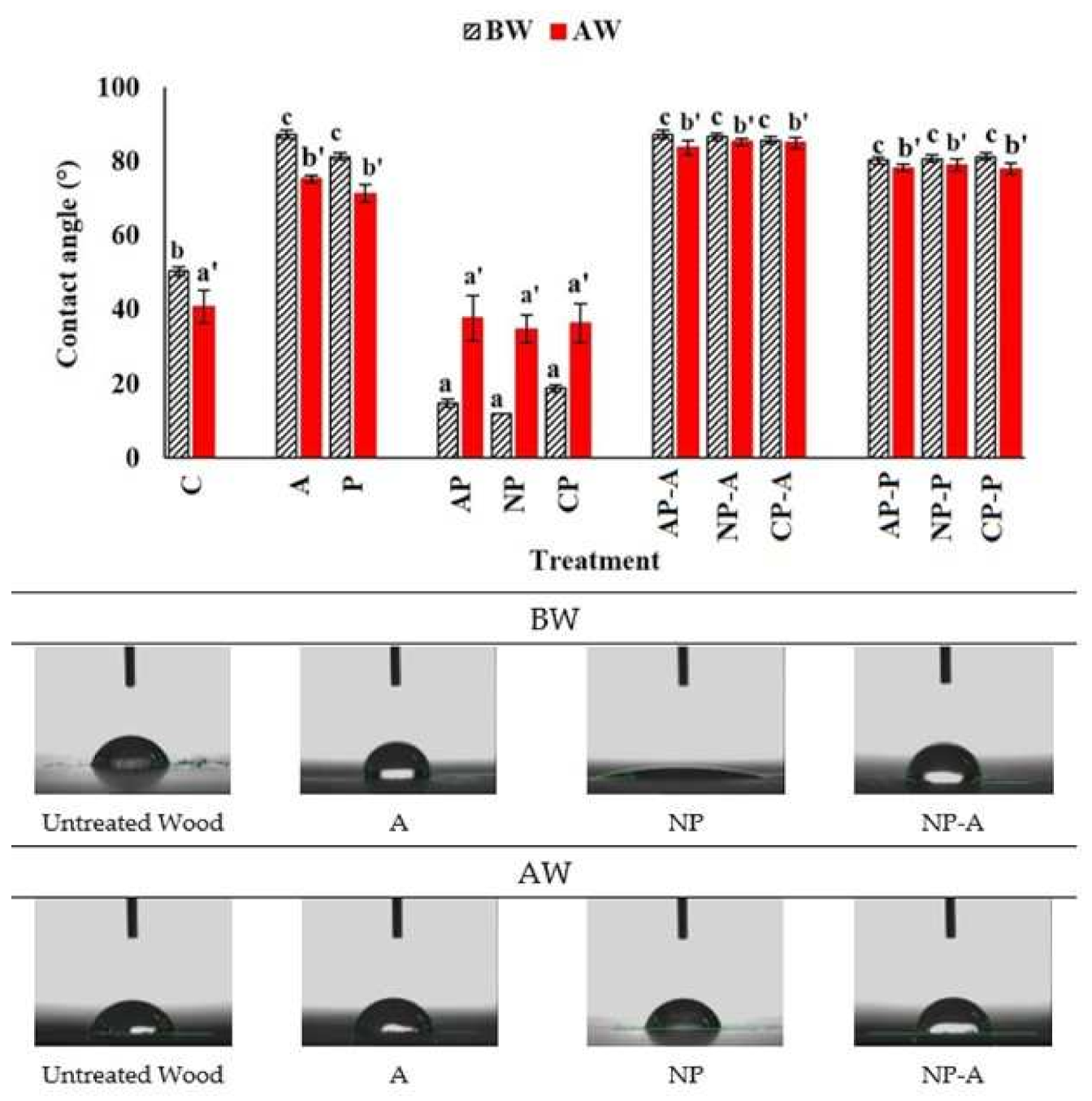
2.4. Contact Angle
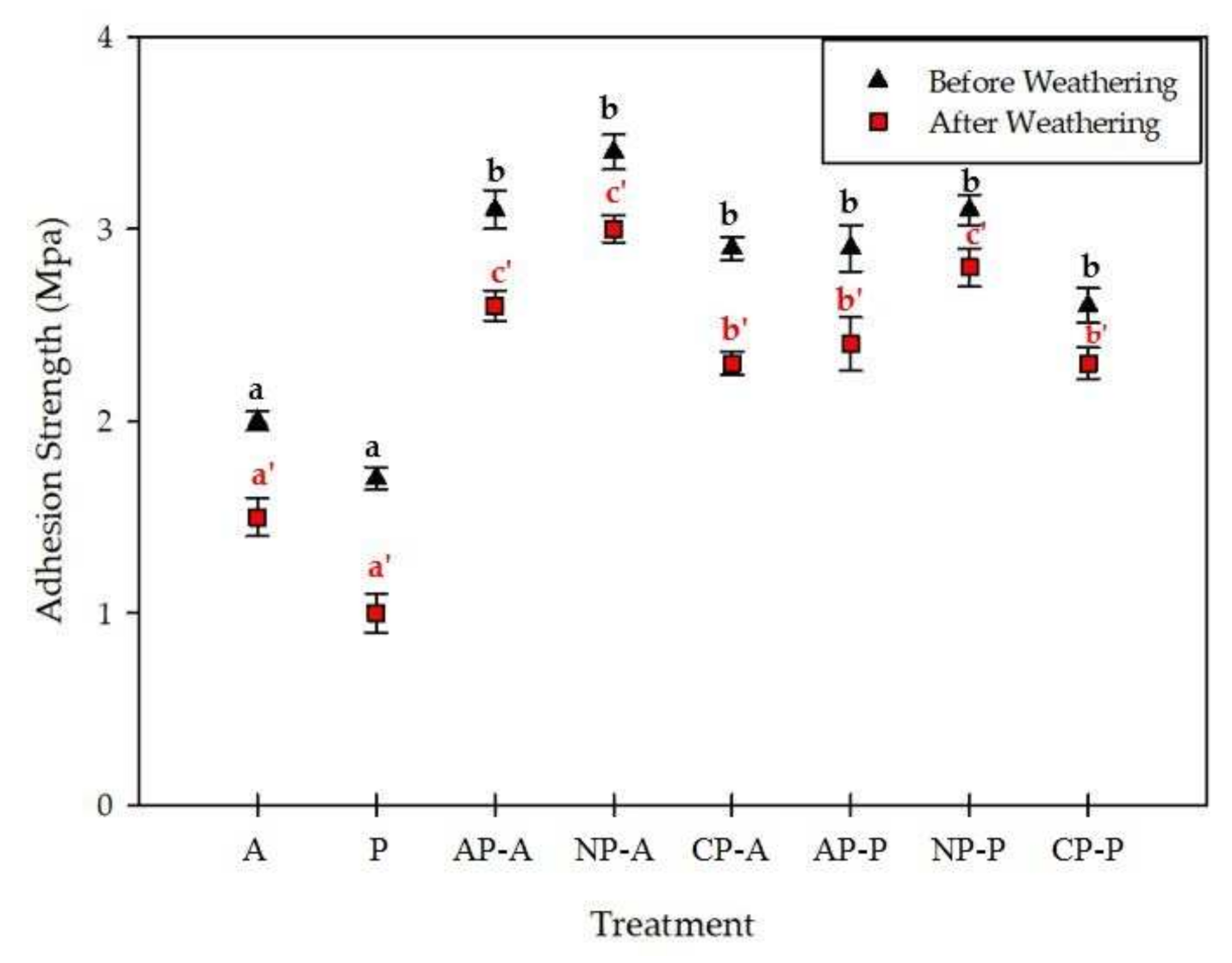
2.5. Adhesion Strength
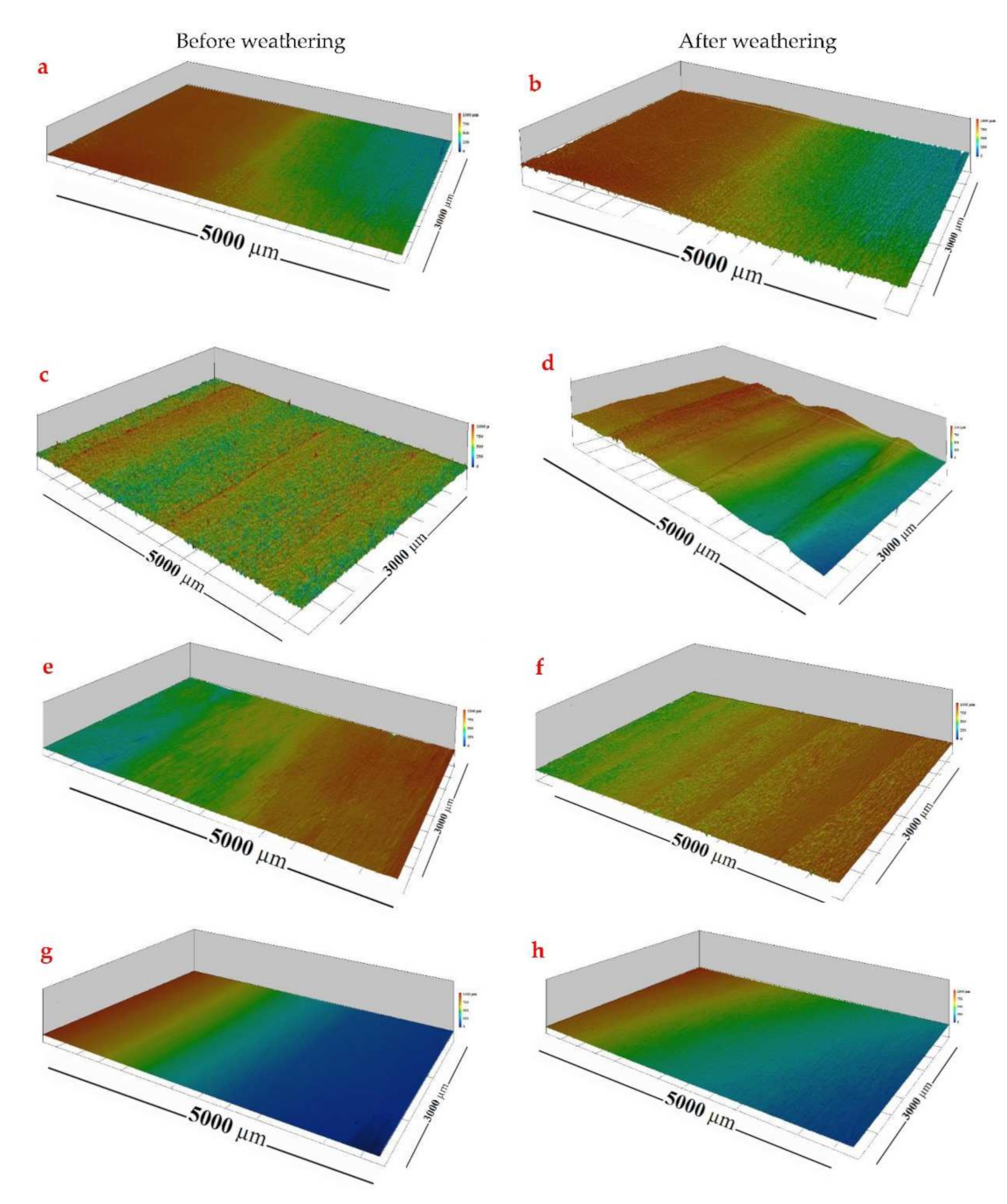
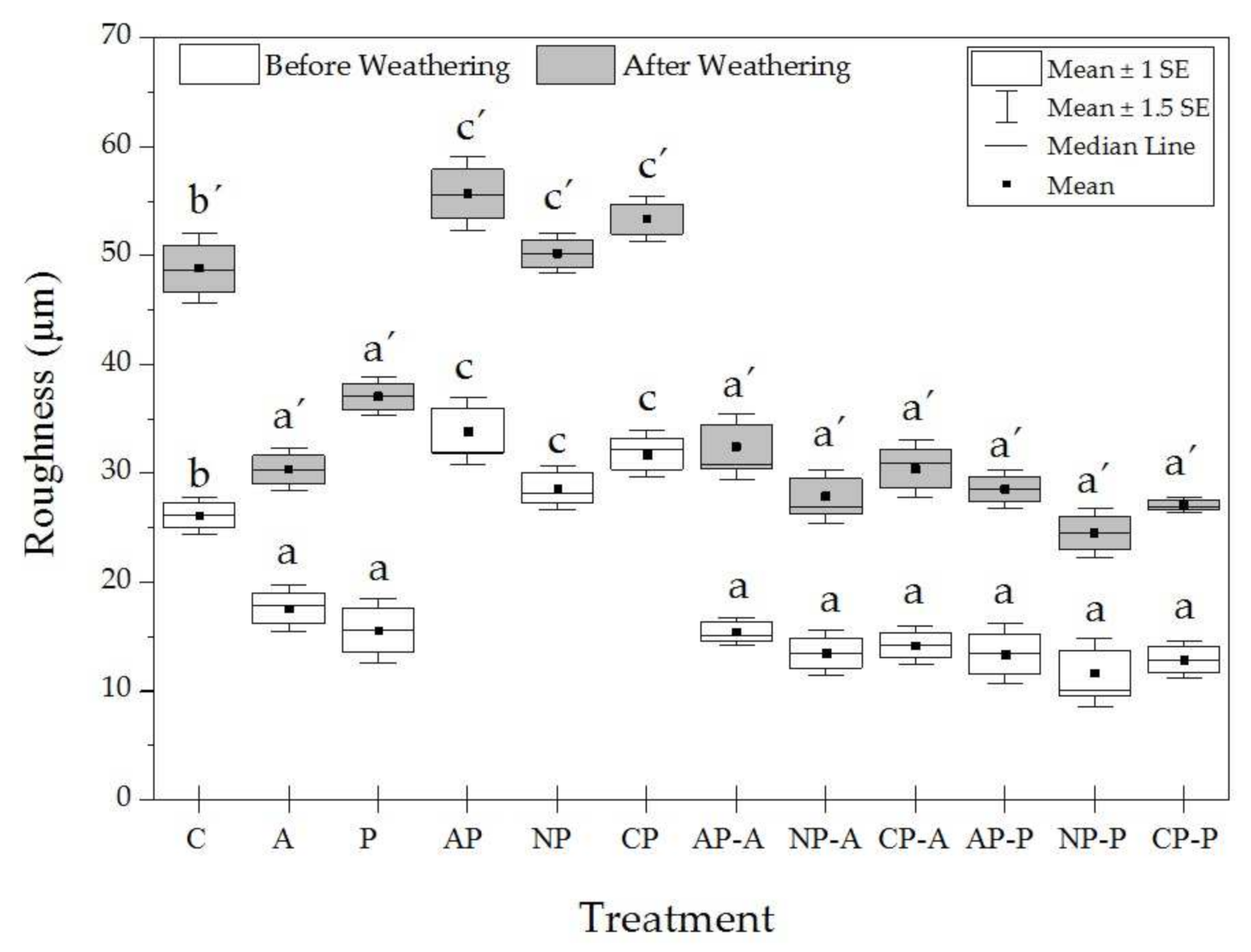
2.6. Surface Evaluation
2.7. Abrasion Resistance
2.8. Statistical Test
3. Results and Discussion
3.1. Surface Hydrophobization
3.2. Adhesion Quality
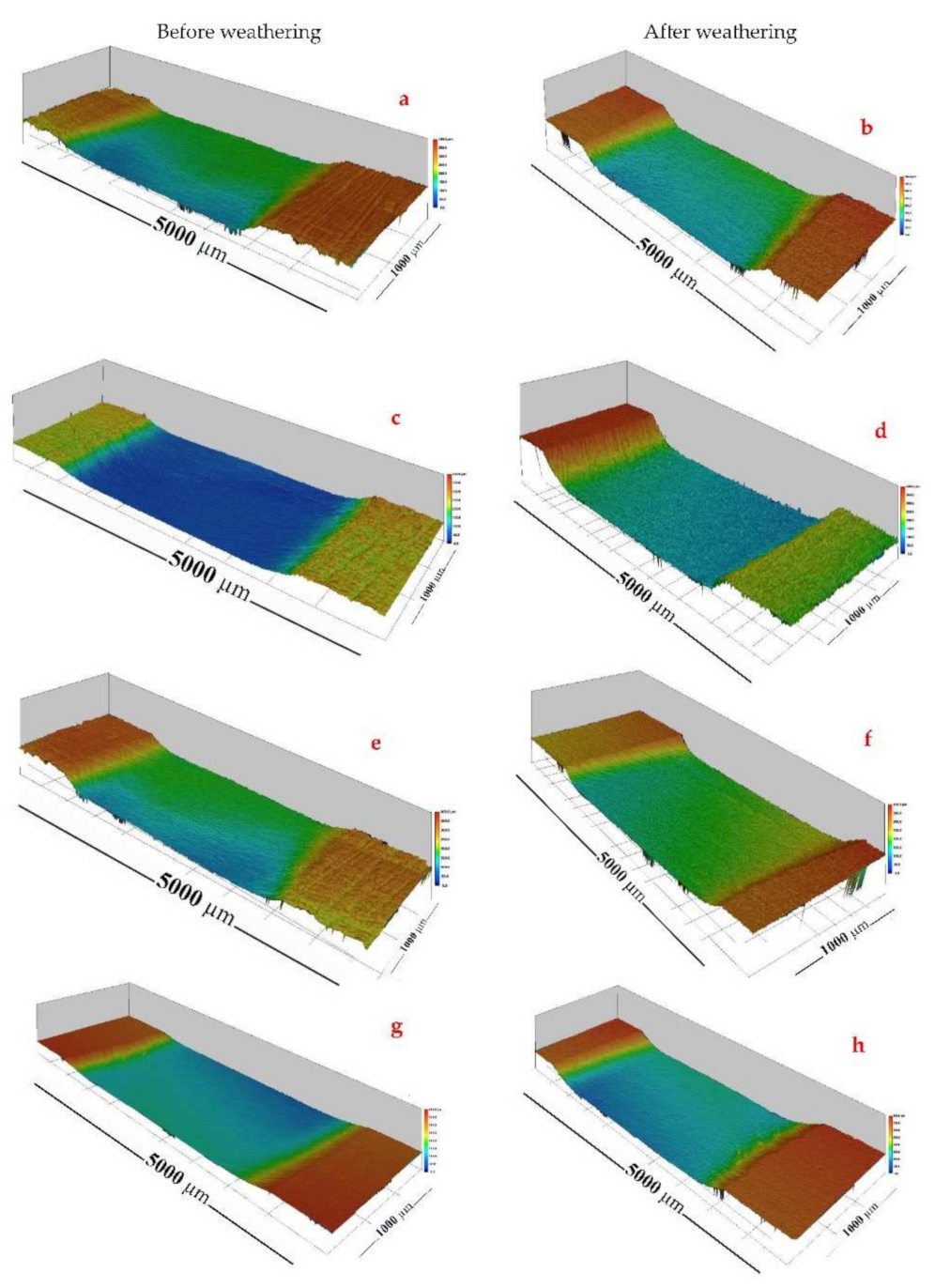
3.3. Surface Roughness
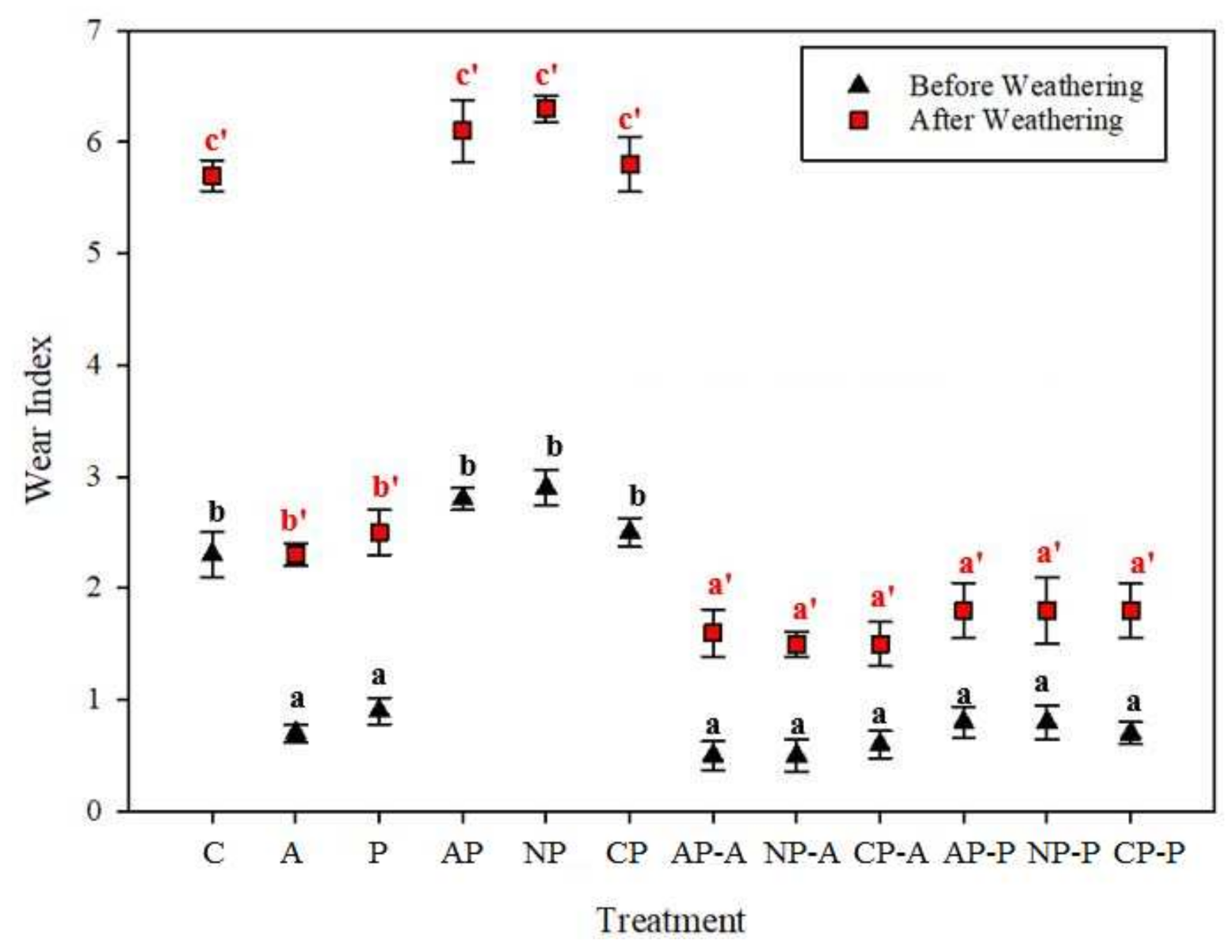
3.4. Abrasion Resistance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Žigon, J.; Kovač, J.; Saražin, J.; Šernek, M.; Petrič, M.; Dahle, S. Enhancement of strength of adhesive bond between wood and metal using atmospheric plasma treatment. Cellulose 2020, 27, 6411–6424. [Google Scholar] [CrossRef]
- Cogulet, P.; Blanchet, V.; Landry and, P. Morris, Weathering of wood coated with semi-clear coating: Study of interactions between photo and biodegradation. Int. Biodeterior. Biodegrad. 2018, 129, 33–41. [Google Scholar] [CrossRef]
- Xie, L.; Tang, Z.; Jiang, L.; Breedveld, V.; Hess, D.W. Creation of superhydrophobic wood surfaces by plasma etching and thin-film deposition. Surf. Coat. Technol. 2015, 281, 125–132. [Google Scholar] [CrossRef]
- De Cademartori, P.H.G.; Stafford, L.; Blanchet, P.; Magalhães, W.L.E.; de Muniz, G.I.B. Enhancing the water repellency of wood surfaces by atmospheric pressure cold plasma deposition of fluorocarbon film. RSC Adv. 2017, 7, 29159–29169. [Google Scholar] [CrossRef] [Green Version]
- Haase, J.G.; Leung, L.H.; Evans, P.D. Plasma pre-treatments to improve the weather resistance of polyurethane coatings on black spruce wood. Coatings 2019, 9, 8. [Google Scholar] [CrossRef] [Green Version]
- Sauerbier, P.; Anderson, J.; Gardner, D.J. Surface Preparation and Treatment for Large-Scale 3D-Printed Composite Tooling Coating Adhesion. Coatings 2018, 8, 457. [Google Scholar] [CrossRef] [Green Version]
- Evans, P.; Thay, P.D.; Schmalzl, K. Degradation of wood surfaces during natural weathering. Effects on lignin and cellulose and on the adhesion of acrylic latex primers. Wood Sci. Technol. 1996, 30, 411–422. [Google Scholar] [CrossRef]
- McNally, A.; Moody, E.; McNeill, K. Kinetics and mechanism of the sensitized photodegradation of lignin model compounds. Photochem. Photobiol. Sci. 2005, 4, 268–274. [Google Scholar] [CrossRef]
- Cogulet, A.; Blanchet, P.; Landry, V. Wood degradation under UV irradiation: A lignin characterization. J. Photochem. Photobiol. 2016, 158, 184–191. [Google Scholar] [CrossRef]
- Kielmann, B.; Butter, K.; Mai, C. Modification of wood with formulations of phenolic resin and iron-tannin-complexes to improve material properties and expand colour variety. Eur. J. Wood Wood Prod. 2017, 76, 259–267. [Google Scholar] [CrossRef]
- Yamamoto, A.; Kymäläinen, M.; Lindroos, T.; Rohumaa, A.; Sokka, K.; Rautkari, L. Surface activation of wood by corona treatment and NaOH soaking for improved bond performance in plywood. BioResources 2017, 12, 9198–9211. [Google Scholar]
- Chen, W.; Zhou, X.; Zhang, X.; Bian, J.; Shi, S.; Nguyen, T.; Chen, M.; Wan, J. Fast enhancement on hydrophobicity of poplar wood surface using low-pressure dielectric barrier discharges (DBD) plasma. Appl. Surf. Sci. 2017, 407, 412–417. [Google Scholar] [CrossRef]
- Hon, D.N.S. Weathering and Photochemistry of Wood. In Wood and Cellulose Chemistry; Hon, D.N.S., Shiraishi, N., Eds.; Marcel Dekker: New York, NY, USA, 2001; pp. 512–546. [Google Scholar]
- Youssefi, R.; Maier, J.; Scheffknecht, G. Experimental investigations on plasma-assisted wood pellet ignition for the start-up of biomass-fired power stations. Renew. Sust. Energy Rev. 2020, 138, 110522. [Google Scholar] [CrossRef]
- Gascón-Garrido, P.; Thévenon, M.F.; Mainusch, N.; Militz, H.; Viöl, W.; Mai, C. Siloxane-treated and copper-plasma-coated wood: Resistance to the blue stain fungus Aureobasidium pullulans and the termite Reticulitermes flavipes. Int. Biodeterior. 2017, 120, 84–90. [Google Scholar] [CrossRef]
- Yasuda, H. Plasma Polymerization; Academic Press Inc.: Orlando, FL, USA, 1985. [Google Scholar]
- Becker, K.H.; Belkind, A. Introduction to Plasmas. Vac. Technol. Coat. 2003, 5, 31–36. [Google Scholar]
- Ren, C.S.; Wang, K.; Nie, Q.Y.; Wang, D.-Z.; Guo, S.-H. Surface modification of PE film by DBD plasma in air. Appl. Surf. Sci. 2008, 255, 3421–3425. [Google Scholar] [CrossRef]
- Feddes, B.; Wolke, J.G.C.; Vredenberg, A.M.; Jansen, J.A. Adhesion of calcium phosphate ceramic on polyethylene (PE) and polytetrafluoroethylene (PTFE). Surf. Coat. Technol. 2004, 184, 247–254. [Google Scholar] [CrossRef]
- Noeske, M.; Degenhardt, J.; Strudthoff, S.; Lommatzsch, U. Plasma jet treatment of five polymers at atmospheric pressure: Surface modifications and the relevance for adhesion. Int. J. Adhes. 2004, 24, 171–177. [Google Scholar] [CrossRef]
- Lehocký, M.; Drnovská, H.; Lapčíková, B.; Barros-Timmons, A.M.; Trindade, T.; Zembala, M.; Lapčík, L., Jr. Plasma surface modification of polyethylene. Colloids Surf. A Physicochem. Eng. Asp. 2003, 222, 125–131. [Google Scholar] [CrossRef]
- Hazir, E.; Seker, S.; Koc, K.H.; Dilik, T.; Erdinler, E.S.; Ozturk, E. Optimization of plasma treatment parameters to improve the wood-coating adhesion strength using Taguchi integrated desirability function approach. J. Adhes. Sci. Technol. 2021, 35, 451–467. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPCs) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Busnel, F.; Blanchard, B.; Prégent, J.; Stafford, L.; Riedl, B.; Blanchet, P.; Sarkissian, A. Modification of sugar maple (Acer saccharum) and black spruce (Picea mariana) wood surfaces in a dielectric barrier discharge (DBD) at atmospheric pressure. J. Adhes. Sci. Technol. 2010, 24, 1401–1413. [Google Scholar] [CrossRef]
- Riedl, B.; Angel, C.; Prégent, J.; Blanchet, P.; Stafford, L. Effect of wood surface modification by atmospheric-pressure plasma on waterborne coating adhesion. BioResources 2014, 9, 4908–4923. [Google Scholar] [CrossRef] [Green Version]
- Klarhöfer, L.; Viöl, W.; Maus-Friedrichs, W. Electron spectroscopy on plasma treated lignin and cellulose. Holzforschung 2010, 64, 331–336. [Google Scholar] [CrossRef]
- Blanchard, V.; Blanchet, P.; Riedl, B. Surface energy modification by radiofrequency inductive and capacitive plasma at low pressures on sugar maple: An exploratory study. Wood Fiber Sci. 2009, 41, 245–254. [Google Scholar]
- Blanchard, V.; Stirling, R. Plasma pre-treatment enhances field performance of exterior wood coatings. Wood Fiber Sci. 2013, 45, 228–231. [Google Scholar]
- Van den Bulcke, J.; Van Acker, J.; Stevens, M. Experimental and theoretical behavior of exterior wood coatings subjected to artificial weathering. J. Coat. Technol. Res. 2008, 5, 221–231. [Google Scholar] [CrossRef]
- Rijckaert, V.; Stevens, M.; Van Acker, J. Effect of some formulation parameters on the penetration and adhesion of water-borne primers into wood. Eur. J. Wood Wood Prod. 2001, 59, 344–350. [Google Scholar] [CrossRef]
- Kielmann, B.C.; Mai, C. Application and artificial weathering performance of translucent coatings on resin-treated and dye-stained beech-wood. Prog. Org. Coat. 2016, 95, 54–63. [Google Scholar] [CrossRef]
- Nejad, M.; Shafaghi, R.; Ali, H.; Cooper, P. Coating performance on oil-heat treated wood for flooring. BioResources 2013, 8, 1881–1892. [Google Scholar] [CrossRef] [Green Version]
- Hosseinpourpia, R.; Adamopoulos, S.; Walther, T.; Naydenov, V. Hydrophobic formulations based on tall oil distillation products for high-density fiberboards. Materials 2020, 13, 4025. [Google Scholar] [CrossRef]
- Molnár, Z.; Magoss, E.; Fuchs, I.; Csiha, C. Stability of thermosmoothed and precision planed solid wood surfaces. Eur. J. Wood Prod. 2018, 76, 243–249. [Google Scholar] [CrossRef]
- Jankowska, A.; Zbieć, M.; Kozakiewicz, P.; Koczan, G.; Oleńska, S.; Beer, P. The wettability and surface free energy of sawn, sliced and sanded European oak wood. Maderas Cienc. Tecnol. 2018, 20, 443–454. [Google Scholar] [CrossRef] [Green Version]
- Sakata, I.; Morita, M.; Tsuruta, N.; Morita, K. Activation of wood surface by corona treatment to improve adhesive bonding. J. Appl. Polym. Sci. 1993, 49, 1251–1258. [Google Scholar] [CrossRef]
- Avramidis, G.; Klarhöfer, L.; Maus-Friedrichs, W.; Militz, H.; Viöl, W. Influence of air plasma treatment at atmospheric pressure on wood extractives. Polym. Degrad. Stab. 2012, 97, 469–471. [Google Scholar] [CrossRef]
- Gholamiyan, H. Plasma Modification to Improve the Adhesion Resistance of the Wood Coating. JSCT 2020, 14, 41–47. [Google Scholar]
- Peng, X.R.; Zhang, Z.K. Improvement of paint adhesion of environmentally friendly paint film on wood surface by plasma treatment. Prog. Org. Coat. 2019, 134, 255–263. [Google Scholar] [CrossRef]
- Sauerbier, P.; Köhler, R.; Renner, G.; Militz, H. Plasma Treatment of Polypropylene-Based Wood–Plastic Composites (WPC): Influences of Working Gas. Polymers 2020, 12, 1933. [Google Scholar] [CrossRef]
- Bahners, T.; Gutmann, J.S. Photo-initiated lamination of polyethylene (PE) and poly (ethylene terephthalate) (PET). J. Adhes. Sci. Technol. 2012, 26, 121–130. [Google Scholar]
- Švorčík, V.; Kolářová, K.; Slepička, P.; Macková, A.; Novotná, M.; Hnatowicz, V. Modification of surface properties of high and low density polyethylene by Ar plasma discharge. Polym. Degrad. Stab. 2006, 91, 1219–1225. [Google Scholar] [CrossRef]
- Bezák, T.; Kusý, M.; Eliáš, M.; Kopček, M. Surface roughness determination using laser scanning confocal microscope Zeiss LSM 700, METAL 2013. In Proceedings of the 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013. [Google Scholar]
- Pavlic, M.; Petric, M.; Žigon, J. Interactions of Coating and Wood Flooring Surface System Properties. Coatings 2021, 11, 1–13. [Google Scholar] [CrossRef]
- Žigon, J.; Dahle, S.; Petrič, M.; Pavlič, M. Enhanced Abrasion Resistance of Coated Particleboard Pre-Treated with Atmospheric Plasma. Drv. Ind. Znan. Čas. Pitanja Drvne Tehnol. 2020, 71, 129–137. [Google Scholar] [CrossRef]
- Jnido, G.; Ohms, G.; Viöl, W. One-Step Deposition of Polyester/TiO2 Coatings by Atmospheric Pressure Plasma Jet on Wood Surfaces for UV and Moisture Protection. Coatings 2020, 10, 184. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Formulation | Plasma Environment | Sample Code |
|---|---|---|
| - | - | C |
| Acrylic | - | A |
| Polyester | - | P |
| - | Air | AP |
| - | Nitrogen | NP |
| - | CO2 | CP |
| Acrylic | Air | AP-A |
| Acrylic | Nitrogen | NP-A |
| Acrylic | CO2 | CP-A |
| Polyester | Air | AP-P |
| Polyester | Nitrogen | NP-P |
| Polyester | CO2 | CP-P |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gholamiyan, H.; Gholampoor, B.; Hosseinpourpia, R. Application of Waterborne Acrylic and Solvent-Borne Polyester Coatings on Plasma-Treated Fir (Abies alba M.) Wood. Materials 2022, 15, 370. https://doi.org/10.3390/ma15010370
Gholamiyan H, Gholampoor B, Hosseinpourpia R. Application of Waterborne Acrylic and Solvent-Borne Polyester Coatings on Plasma-Treated Fir (Abies alba M.) Wood. Materials. 2022; 15(1):370. https://doi.org/10.3390/ma15010370
Chicago/Turabian StyleGholamiyan, Hadi, Behnam Gholampoor, and Reza Hosseinpourpia. 2022. "Application of Waterborne Acrylic and Solvent-Borne Polyester Coatings on Plasma-Treated Fir (Abies alba M.) Wood" Materials 15, no. 1: 370. https://doi.org/10.3390/ma15010370