
Experimental Analysis of the Enzymatic Degradation of Polycaprolactone: Microcrystalline Cellulose Composites and Numerical Method for the Prediction of the Degraded Geometry

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Tests
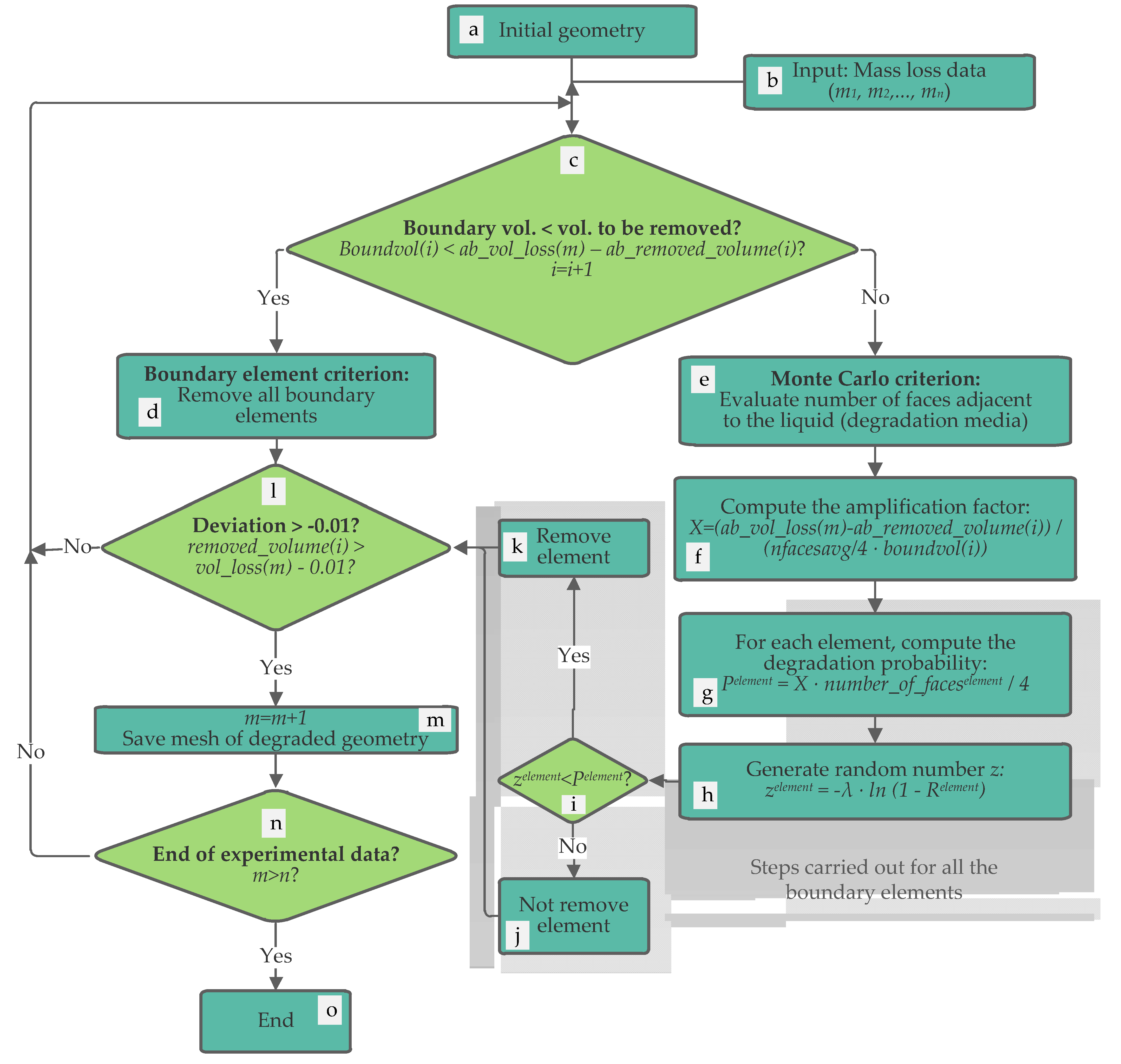
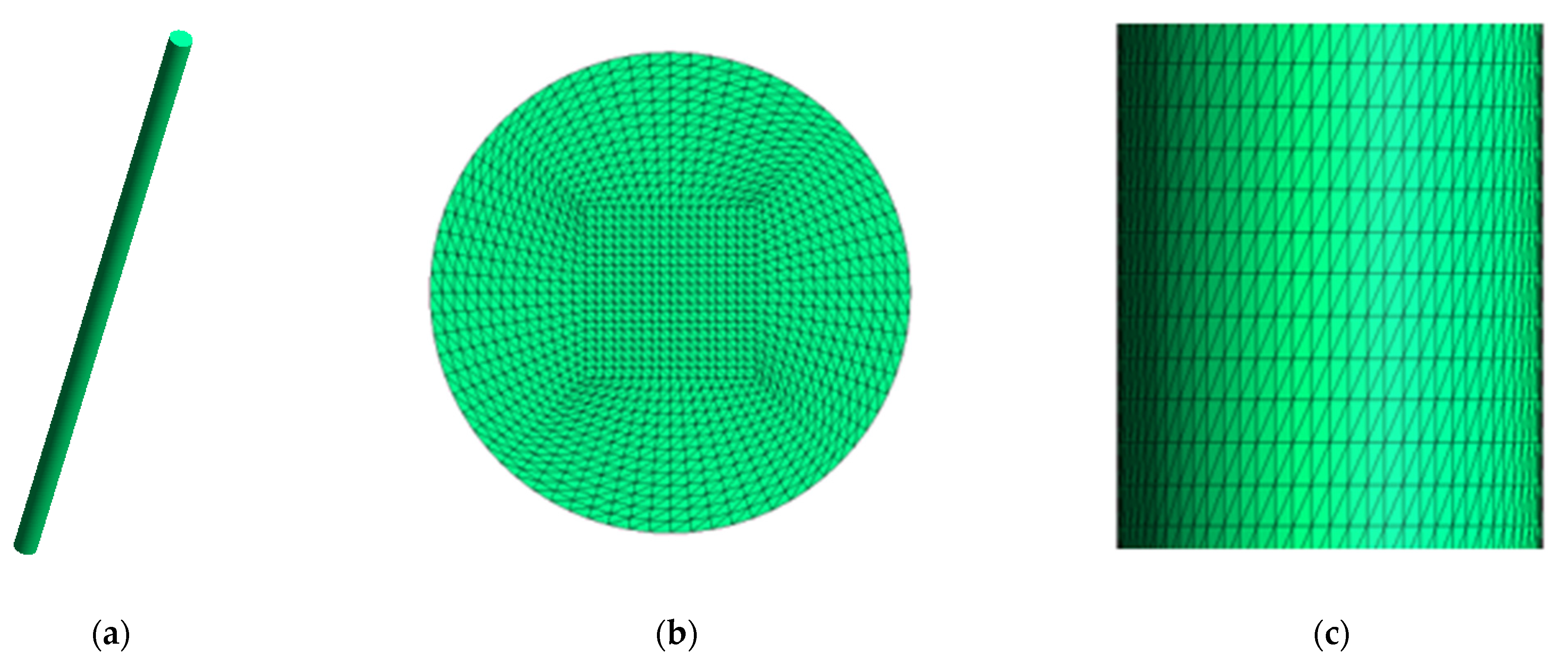
2.2. Numerical Method for the Prediction of the Degraded Geometry
- -
- A total of 2 Intel Xeon E5645 Westmere-EP processors, with 6 cores for each one.
- -
- A total of 48 GB of RAM.
- -
- A 500 GB hard drive
- -
- Infiniband interface at 40 Gbs.
3. Results
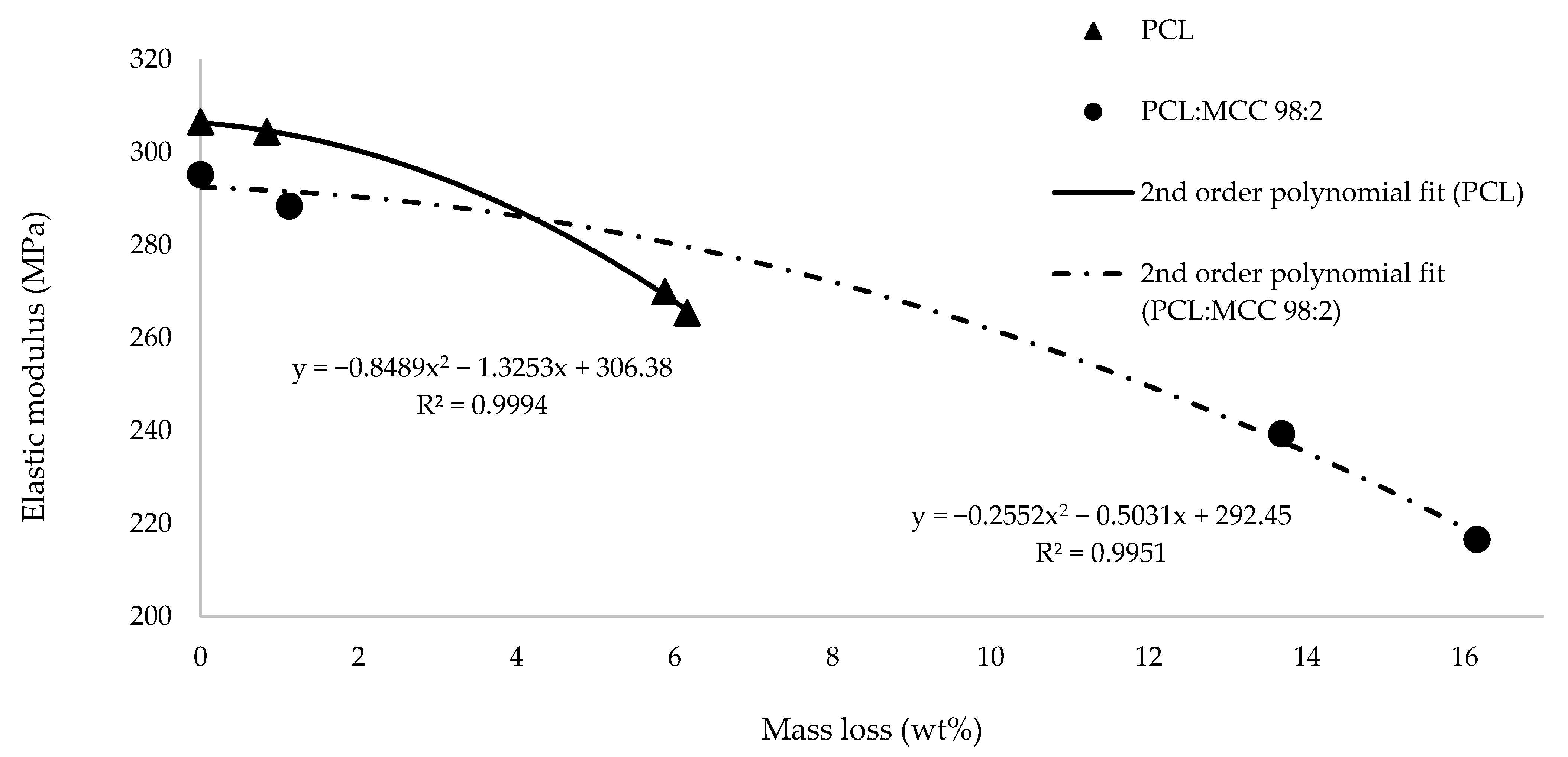
3.1. Mass Loss and Mechanical Properties
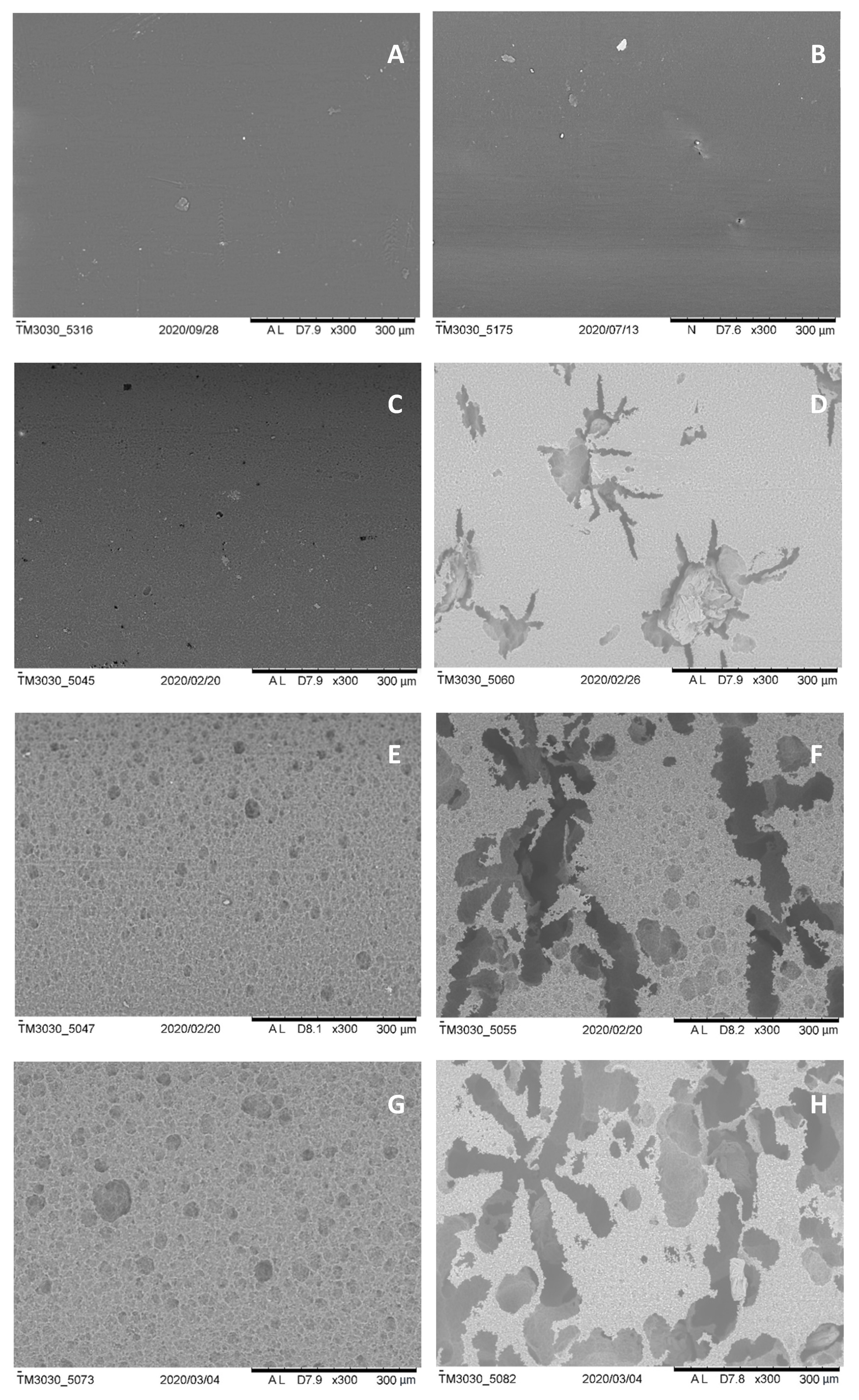
3.2. SEM Observation
3.3. FTIR Spectra
3.4. Numerical Method
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prasad, A.; Kandasubramanian, B. Fused deposition processing polycaprolactone of composites for biomedical applications. Polym. Technol. Mater. 2019, 58, 1365–1398. [Google Scholar] [CrossRef]
- Hutmacher, D.W.; Schantz, T.; Zein, I.; Ng, K.W.; Teoh, S.H.; Tan, K.C. Mechanical properties and cell cultural response of polycaprolactone scaffolds designed and fabricated via fused deposition modeling. J. Biomed. Mater. Res. 2001, 55, 203–216. [Google Scholar] [CrossRef]
- Bartnikowski, M.; Dargaville, T.R.; Ivanovski, S.; Hutmacher, D.W. Degradation mechanisms of polycaprolactone in the context of chemistry, geometry and environment. Prog. Polym. Sci. 2019, 96, 1–20. [Google Scholar] [CrossRef]
- Zhong, Y.; Godwin, P.; Jin, Y.; Xiao, H. Biodegradable polymers and green-based antimicrobial packaging materials: A mini-review. Adv. Ind. Eng. Polym. Res. 2020, 3, 27–35. [Google Scholar] [CrossRef]
- Shi, R.; Xue, J.; He, M.; Chen, D.; Zhang, L.; Tian, W. Structure, physical properties, biocompatibility and in vitro/vivo degradation behavior of anti-infective polycaprolactone-based electrospun membranes for guided tissue/bone regeneration. Polym. Degrad. Stab. 2014, 109, 293–306. [Google Scholar] [CrossRef]
- Huang, M.-H.; Li, S.; Hutmacher, D.W.; Coudane, J.; Vert, M. Degradation characteristics of poly(ε-caprolactone)-based copolymers and blends. J. Appl. Polym. Sci. 2006, 102, 1681–1687. [Google Scholar] [CrossRef]
- Woodard, L.N.; Grunlan, M.A. Hydrolytic Degradation and Erosion of Polyester Biomaterials. ACS Macro Lett. 2018, 7, 976–982. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lam, C.X.F.; Hutmacher, D.W.; Schantz, J.T.; Woodruff, M.A.; Teoh, S.H. Evaluation of polycaprolactone scaffold degradation for 6 months in vitro and in vivo. J. Biomed. Mater. Res. A 2009, 90, 906–919. [Google Scholar] [CrossRef] [PubMed]
- Göpferich, A. Mechanisms of polymer degradation and erosion. Biomaterials 1996, 17, 103–114. [Google Scholar] [CrossRef]
- Jenkins, M.J.; Harrison, K.L. The effect of crystalline morphology on the degradation of polycaprolactone in a solution of phosphate buffer and lipase. Polym. Adv. Technol. 2008, 19, 1901–1906. [Google Scholar] [CrossRef]
- Martínez-Ramón, V.; Castilla-Cortázar, I.; Vidaurre, A.; Campillo-Fernández, A.J. Production and enzymatic degradation of poly(ε-caprolactone)/graphene oxide composites. Mater. Express 2020, 10, 866–876. [Google Scholar] [CrossRef]
- Ma, Q.; Shi, K.; Su, T.; Wang, Z. Biodegradation of Polycaprolactone (PCL) with Different Molecular Weights by Candida antarctica Lipase. J. Polym. Environ. 2020, 28, 1–9. [Google Scholar] [CrossRef]
- Khan, I.; Dutta, J.R.; Ganesan, R. Lactobacillus sps. lipase mediated poly (ε-caprolactone) degradation. Int. J. Biol. Macromol. 2017, 95, 126–131. [Google Scholar] [CrossRef] [PubMed]
- Al Hosni, A.S.; Pittman, J.K.; Robson, G.D. Microbial degradation of four biodegradable polymers in soil and compost demonstrating polycaprolactone as an ideal compostable plastic. Waste Manag. 2019, 97, 105–114. [Google Scholar] [CrossRef]
- Laycock, B.; Nikolić, M.; Colwell, J.M.; Gauthier, E.; Halley, P.; Bottle, S.; George, G. Lifetime prediction of biodegradable polymers. Prog. Polym. Sci. 2017, 71, 144–189. [Google Scholar] [CrossRef] [Green Version]
- Gopferich, A.; Langer, R. Modeling of polymer erosion. Macromol. 1993, 26, 4105–4112. [Google Scholar] [CrossRef]
- Rezwan, K.; Chen, Q.Z.; Blaker, J.J.; Boccaccini, A.R. Biodegradable and bioactive porous polymer/inorganic composite scaffolds for bone tissue engineering. Biomaterials 2006, 27, 3413–3431. [Google Scholar] [CrossRef]
- Petit, M.G.; Correa, Z.; Sabino, M.A. Degradation of a Polycaprolactone/Eggshell Biocomposite in a Bioreactor. J. Polym. Environ. 2014, 23, 11–20. [Google Scholar] [CrossRef]
- Gopinathan, J.; Quigley, A.F.; Bhattacharyya, A.; Padhye, R.; Kapsa, R.M.I.; Nayak, R.; Shanks, R.A.; Houshyar, S. Preparation, characterisation, and in vitro evaluation of electrically conducting poly(ε-caprolactone)-based nanocomposite scaffolds using PC12 cells. J. Biomed. Mater. Res. Part A 2016, 104, 853–865. [Google Scholar] [CrossRef]
- Yin, H.-M.; Li, X.; Wang, P.; Ren, Y.; Liu, W.; Xu, J.-Z.; Li, J.-H.; Li, Z.-M. Role of HA and BG in engineering poly(ε-caprolactone) porous scaffolds for accelerating cranial bone regeneration. J. Biomed. Mater. Res. Part A 2018, 107, 654–662. [Google Scholar] [CrossRef]
- Vyas, C.; Zhang, J.; Øvrebø, Ø.; Huang, B.; Roberts, I.; Setty, M.; Allardyce, B.; Haugen, H.; Rajkhowa, R.; Bartolo, P. 3D printing of silk microparticle reinforced polycaprolactone scaffolds for tissue engineering applications. Mater. Sci. Eng. C 2021, 118, 111433. [Google Scholar] [CrossRef]
- Nerantzaki, M.; Papageorgiou, G.Z.; Bikiaris, D.N. Effect of nanofiller’s type on the thermal properties and enzymatic degradation of poly(ε-caprolactone). Polym. Degrad. Stab. 2014, 108, 257–268. [Google Scholar] [CrossRef]
- Alemán-Domínguez, M.E.; Giusto, E.; Ortega, Z.; Tamaddon, M.; Benítez, A.N.; Liu, C. Three-dimensional printed polycaprolactone-microcrystalline cellulose scaffolds. J. Biomed. Mater. Res. Part B Appl. Biomater. 2019, 107, 521–528. [Google Scholar] [CrossRef] [PubMed]
- Paz, R.; Monzón, M.D. Optimization methodology for the material assignation in bioprinted scaffolds to achieve the desired stiffness over time. Int. J. Numer. Methods Biomed. Eng. 2019, 35, e3248. [Google Scholar] [CrossRef]
- Jin, H.; Zhuo, Y.; Sun, Y.; Fu, H.; Han, Z. Microstructure design and degradation performance in vitro of three-dimensional printed bioscaffold for bone tissue engineering. Adv. Mech. Eng. 2019, 11, 168781401988378. [Google Scholar] [CrossRef] [Green Version]
- Northcutt, L.A.; Orski, S.V.; Migler, K.B.; Kotula, A.P. Effect of processing conditions on crystallization kinetics during materials extrusion additive manufacturing. Polymer 2018, 154, 182–187. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, L.; Zhang, W. Control of Scaffold Degradation in Tissue Engineering: A Review. Tissue Eng. Part B Rev. 2014, 20, 492–502. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Pan, J.; Han, X.; Sinka, C.; Ding, L. A phenomenological model for the degradation of biodegradable polymers. Biomaterials 2008, 29, 3393–3401. [Google Scholar] [CrossRef]
- Sevim, K.; Pan, J. A model for hydrolytic degradation and erosion of biodegradable polymers. Acta Biomater. 2018, 66, 192–199. [Google Scholar] [CrossRef] [Green Version]
- Göpferich, A.; Langer, R. Modeling of polymer erosion in three dimensions: Rotationally symmetric devices. AIChE J. 1995, 41, 2292–2299. [Google Scholar] [CrossRef]
- Erkizia, G.; Rainer, A.; De-Juan-Pardo, E.M.; Aldazabal, J. Computer Simulation of Scaffold Degradation. J. Phys. 2010, 252, 012004. [Google Scholar] [CrossRef]
- Alemán-Domínguez, M.E.; Ortega, Z.; Benítez, A.N.; Monzón, M.; Garzón, L.V.; Ajami, S.; Liu, C. Polycaprolactone–carboxymethyl cellulose composites for manufacturing porous scaffolds by material extrusion. Bio-Des. Manuf. 2018, 1, 245–253. [Google Scholar] [CrossRef]
- Hecht, F. New development in freefem++. J. Numer. Math. 2012, 20, 1–14. [Google Scholar] [CrossRef]
- Geuzaine, C.; Remacle, J.-F. Gmsh: A 3-D finite element mesh generator with built-in pre- and post-processing facilities. Int. J. Numer. Methods Eng. 2009, 79, 1309–1331. [Google Scholar] [CrossRef]
- Fernández, J.F. Algorithm for exponential random numbers. Comput. Phys. Commun. 1999, 121–122, 78–82. [Google Scholar] [CrossRef]
- Padilha, G.D.S.; Santana, J.C.C.; Alegre, R.M.; Tambourgi, E.B. Extraction of lipase from Burkholderia cepacia by PEG/Phosphate ATPS and its biochemical characterization. Braz. Arch. Biol. Technol. 2012, 55, 7–19. [Google Scholar] [CrossRef]
- Abdal-Hay, A.; Raveendran, N.T.; Fournier, B.; Ivanovski, S. Fabrication of biocompatible and bioabsorbable polycaprolactone/magnesium hydroxide 3D printed scaffolds: Degradation and in vitro osteoblasts interactions. Compos. Part B Eng. 2020, 197, 108158. [Google Scholar] [CrossRef]
- Von Burkersroda, F.; Schedl, L.; Göpferich, A. Why degradable polymers undergo surface erosion or bulk erosion. Biomaterials 2002, 23, 4221–4231. [Google Scholar] [CrossRef]
- Chen, B.; Pernodet, N.; Rafailovich, M.H.; Bakhtina, A.; Gross, R.A. Protein Immobilization on Epoxy-Activated Thin Polymer Films: Effect of Surface Wettability and Enzyme Loading. Langmuir 2008, 24, 13457–13464. [Google Scholar] [CrossRef]
- Alemán-Domínguez, M.; Ortega, Z.; Benítez, A.; Monzón, M.; Wang, L.; Tamaddon, M.; Liu, C. Microcrystalline cellulose as filler in polycaprolactone matrices. In Industry 4.0–Shaping The Future of The Digital World, Proceedings of the 2nd International Conference on Sustainable Smart Manufacturing (S2M 2019), Manchester, UK, 9–11 April 2019; Apple Academic Press: Cambridge, MA, USA, 2020; pp. 240–245. [Google Scholar]
- Lin, C.-C.; Anseth, K.S. The Biodegradation of Biodegradable Polymeric Biomaterials. In Biomaterials Science; Elsevier BV: Amsterdam, The Netherlands, 2013; pp. 716–728. [Google Scholar]
- Khan, I.; Nagarjuna, R.; Dutta, J.R.; Ganesan, R. Enzyme-Embedded Degradation of Poly(ϵ-caprolactone) using Lipase-Derived from Probiotic Lactobacillus plantarum. ACS Omega 2019, 4, 2844–2852. [Google Scholar] [CrossRef]
- Spearman, S.S.; Irin, F.; Ramesh, S.; Rivero, I.V.; Green, M.J.; Harrysson, O.L.A. Effect of pseudomonas lipase enzyme on the degradation of polycaprolactone/polycaprolactone-polyglycolide fiber blended nanocomposites. Int. J. Polym. Mater. 2018, 68, 360–367. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Degradation Time (h) | Mass Loss (wt%) | Elastic Modulus (MPa) | pH |
|---|---|---|---|---|
| PCL | 0 | - | 306 ± 46 | 7.59 |
| PCL | 4 | 0.84 ± 0.11 | 304 ± 29 | 7.00 |
| PCL | 24 | 6.16 ± 0.28 | 265 ± 37 | 6.28 |
| PCL | 48 | 5.88 ± 0.28 | 270 ± 25 | 5.59 |
| PCL:MCC 98:2 | 0 | - | 295 ± 17 | 7.59 |
| PCL:MCC 98:2 | 4 | 1.12 ± 0.15 | 288 ± 36 | 6.74 |
| PCL:MCC 98:2 | 24 | 13.68 ± 1.31 | 239 ± 16 | 4.70 |
| PCL:MCC 98:2 | 48 | 16.15 ± 5.28 | 216 ± 23 | 4.35 |
| Material | Degradation Time (h) | Ratio of Areas (CH2 Peak at 2945 cm−1/C–O–C Peak at 1245 cm−1) |
|---|---|---|
| PCL | 0 | 1.73 ± 0.05 |
| PCL | 24 | 1.57 ± 0.14 |
| PCL | 48 | 1.66 ± 0.11 |
| PCL:MCC 98:2 | 0 | 1.66 ± 0.05 |
| PCL:MCC 98:2 | 24 | 1.52 ± 0.01 |
| PCL:MCC 98:2 | 48 | 1.61 ± 0.05 |
| Iteration | Volume of Boundary Elements (mm3) | Reference Removed Volume (%) | Criterion Applied | Removed Volume (mm3) | Removed Volume (%) | Deviation (%) |
|---|---|---|---|---|---|---|
| 1 | 4.62 | 0.84 | Monte Carlo | 1.21 | 0.85 | 0.01 |
| 2 | 5.45 | 6.16 | Boundary elements | 6.66 | 4.67 | −1.49 |
| 3 | 5.10 | 6.16 | Monte Carlo | 8.80 | 6.17 | 0.01 |
| Iteration | Volume of Boundary Elements (mm3) | Reference Removed Volume (%) | Criterion Applied | Removed Volume (mm3) | Removed Volume (%) | Deviation (%) |
|---|---|---|---|---|---|---|
| 1 | 4.62 | 1.12 | Monte Carlo | 1.60 | 1.12 | 0.00 |
| 2 | 5.59 | 13.68 | Boundary elements | 7.19 | 5.04 | −8.64 |
| 3 | 5.11 | 13.68 | Boundary elements | 12.30 | 8.63 | −5.05 |
| 4 | 4.38 | 13.68 | Boundary elements | 16.67 | 11.70 | −1.98 |
| 5 | 4.81 | 13.68 | Monte Carlo | 19.49 | 13.67 | −0.01 |
| 6 | 5.46 | 16.15 | Monte Carlo | 22.99 | 16.13 | −0.02 |
| 7 | 4.84 | 16.15 | Monte Carlo | 23.02 | 16.15 | 0.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelfatah, J.; Paz, R.; Alemán-Domínguez, M.E.; Monzón, M.; Donate, R.; Winter, G. Experimental Analysis of the Enzymatic Degradation of Polycaprolactone: Microcrystalline Cellulose Composites and Numerical Method for the Prediction of the Degraded Geometry. Materials 2021, 14, 2460. https://doi.org/10.3390/ma14092460
Abdelfatah J, Paz R, Alemán-Domínguez ME, Monzón M, Donate R, Winter G. Experimental Analysis of the Enzymatic Degradation of Polycaprolactone: Microcrystalline Cellulose Composites and Numerical Method for the Prediction of the Degraded Geometry. Materials. 2021; 14(9):2460. https://doi.org/10.3390/ma14092460
Chicago/Turabian StyleAbdelfatah, Jacob, Rubén Paz, María Elena Alemán-Domínguez, Mario Monzón, Ricardo Donate, and Gabriel Winter. 2021. "Experimental Analysis of the Enzymatic Degradation of Polycaprolactone: Microcrystalline Cellulose Composites and Numerical Method for the Prediction of the Degraded Geometry" Materials 14, no. 9: 2460. https://doi.org/10.3390/ma14092460