
Sintering and Mechanical Properties of (SiC + TiCx)p/Fe Composites Synthesized from Ti3AlC2, SiC, and Fe Powders

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Samples
2.2. Structure Characterization and Mechanical Testing
3. Results
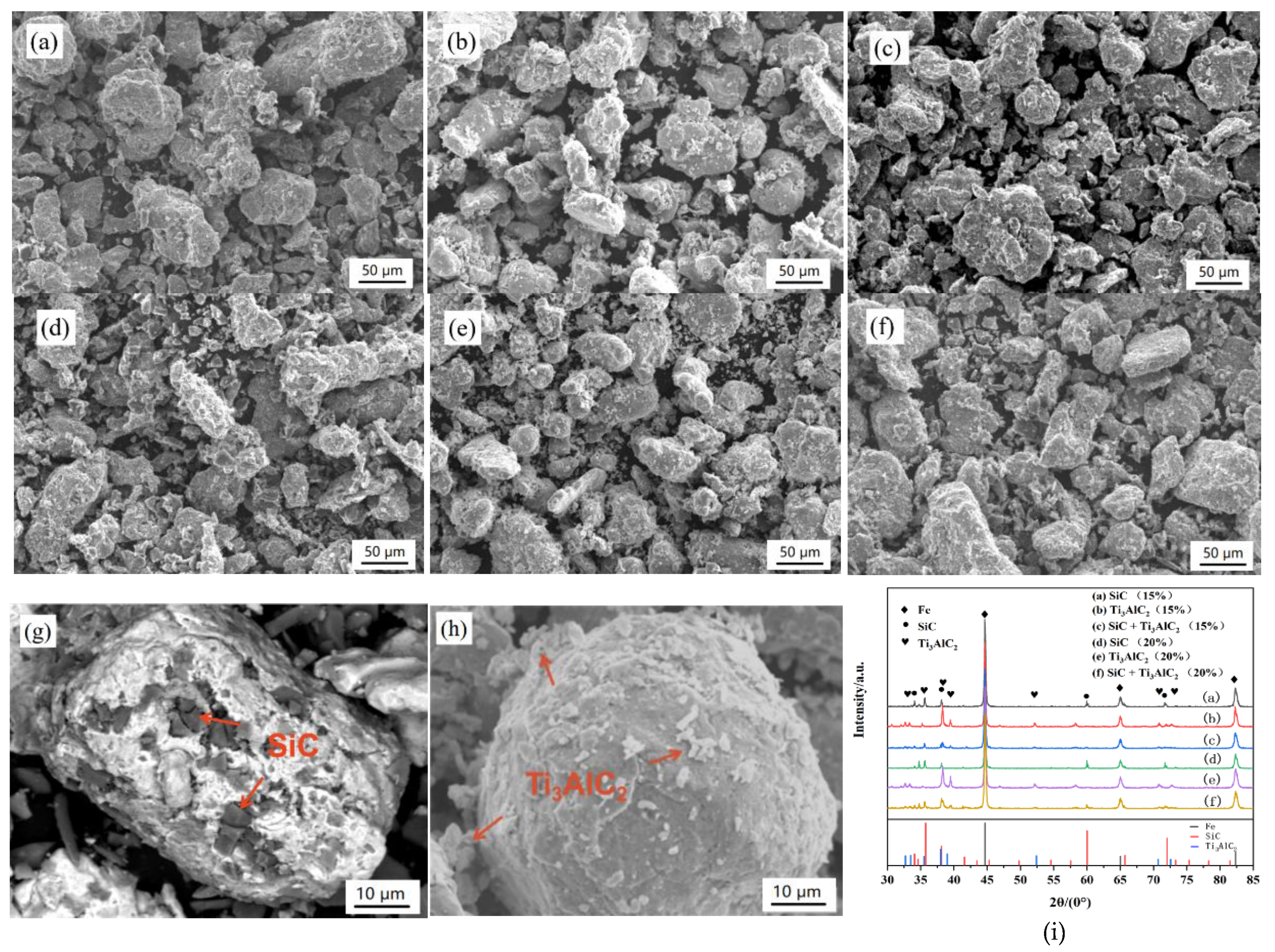
3.1. Analysis of Mixed Powders
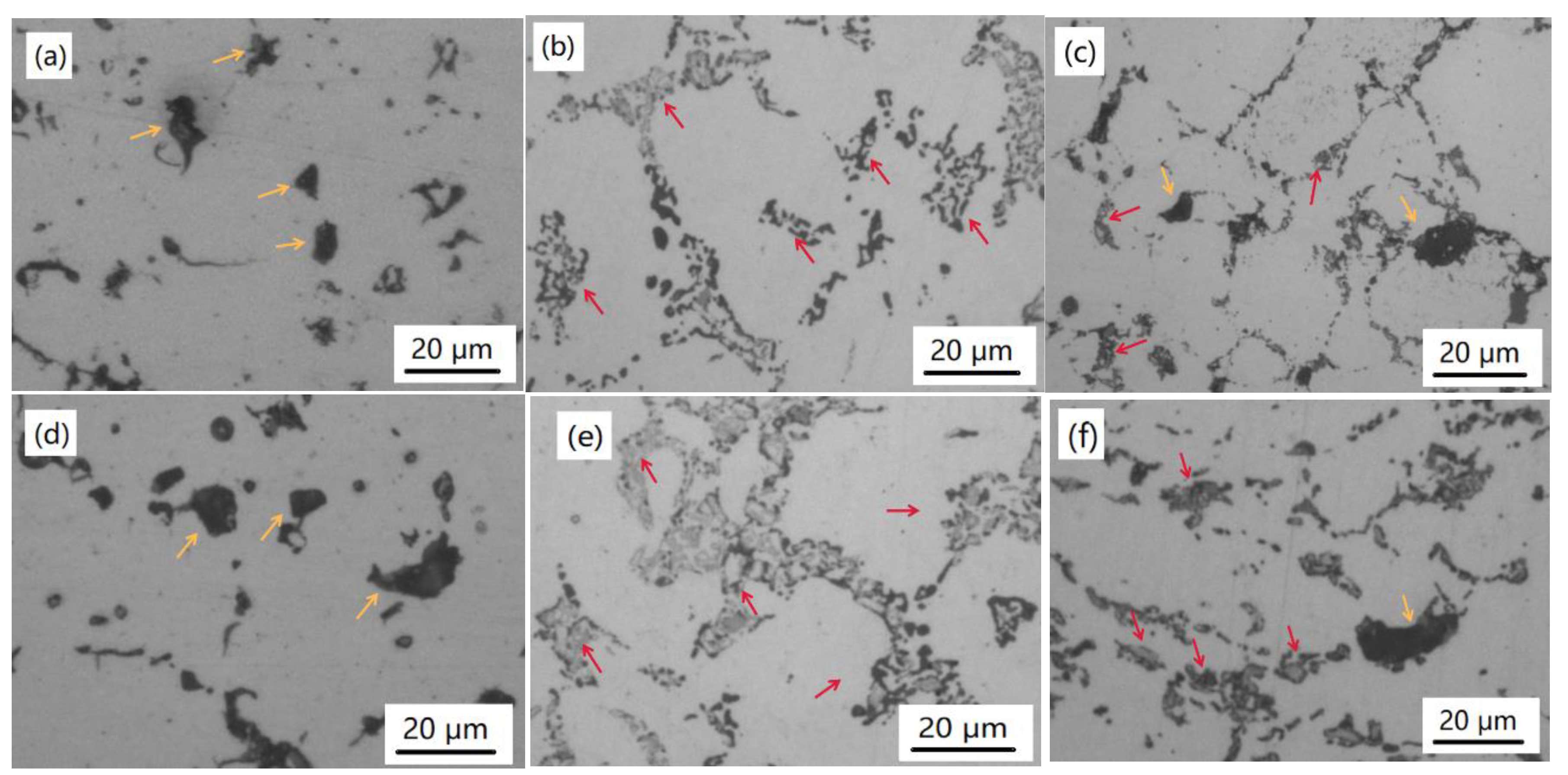
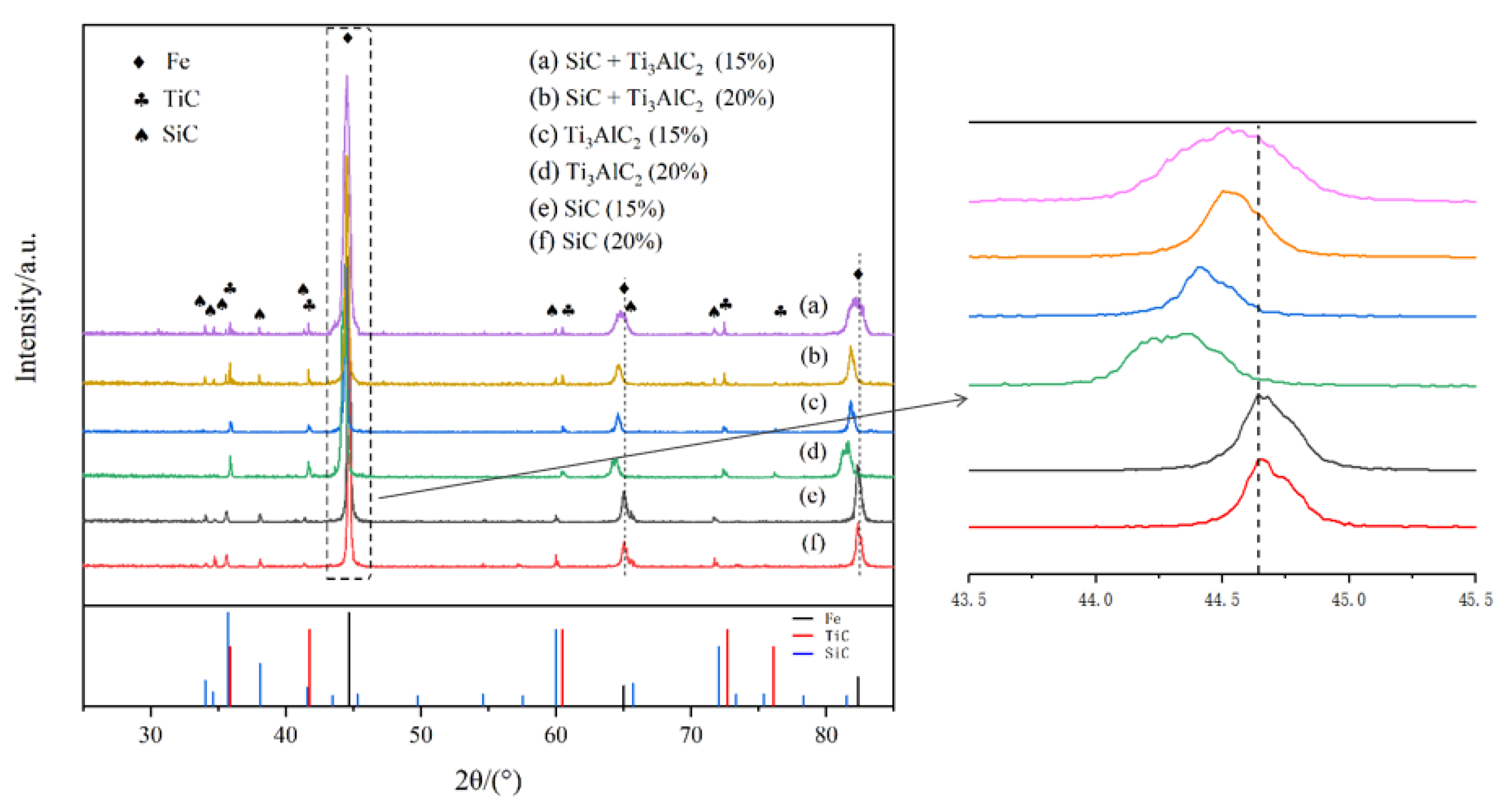
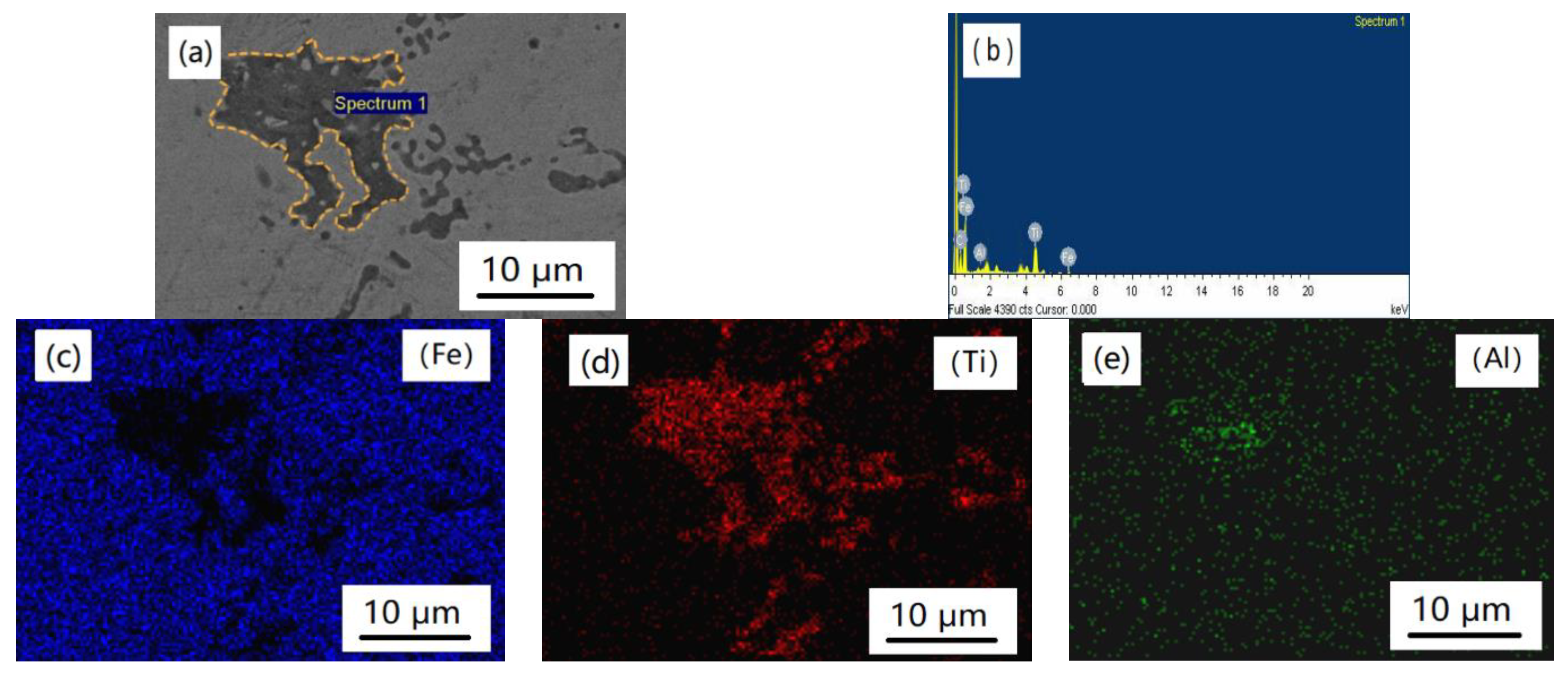
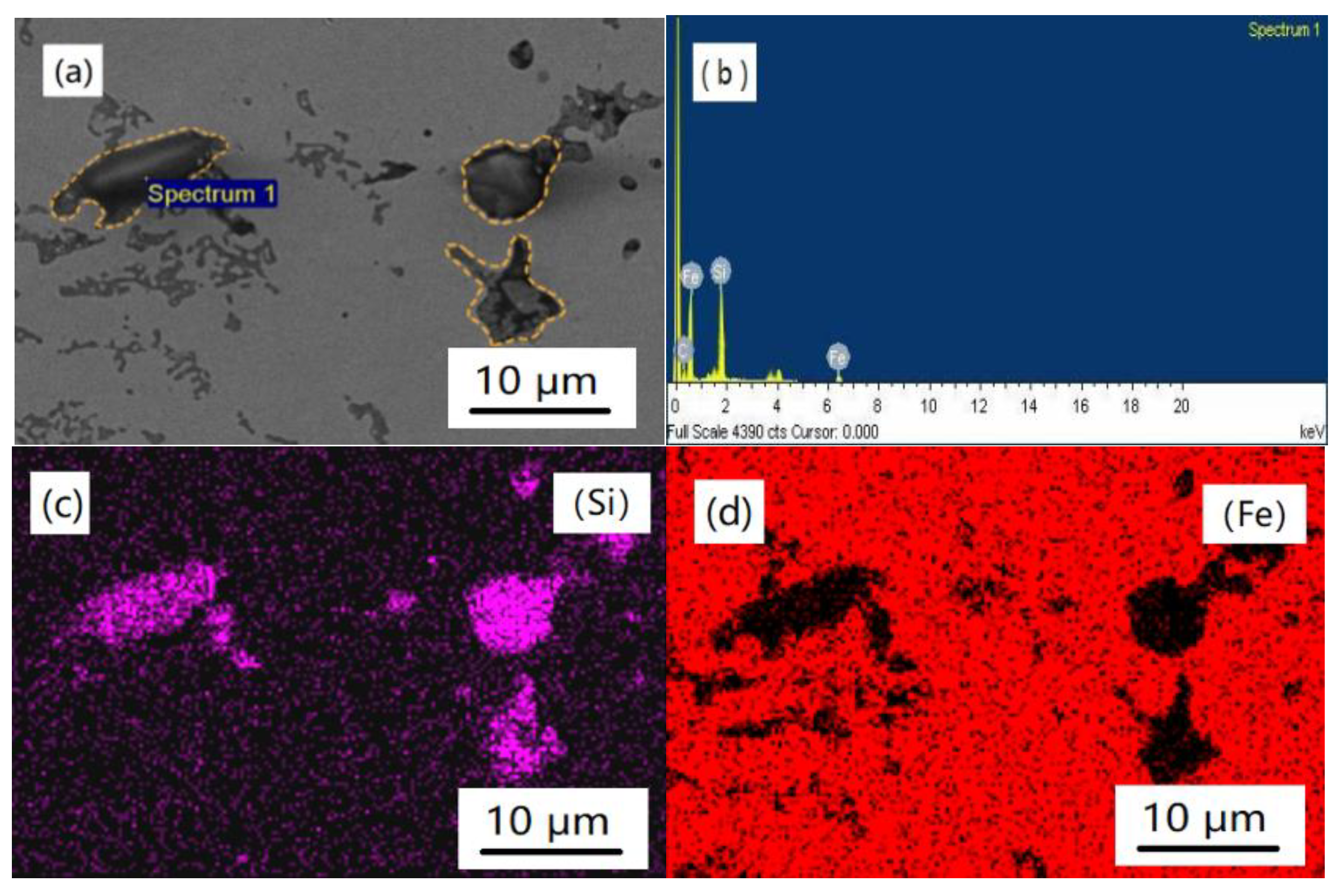
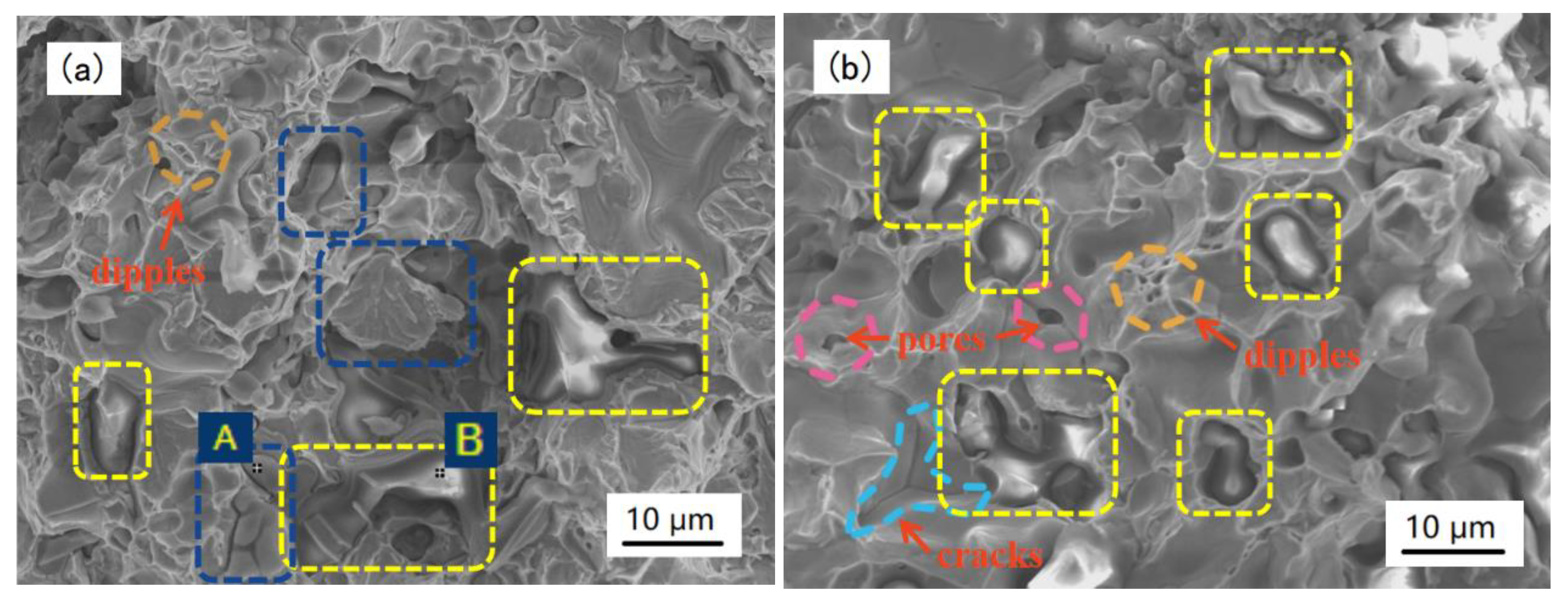
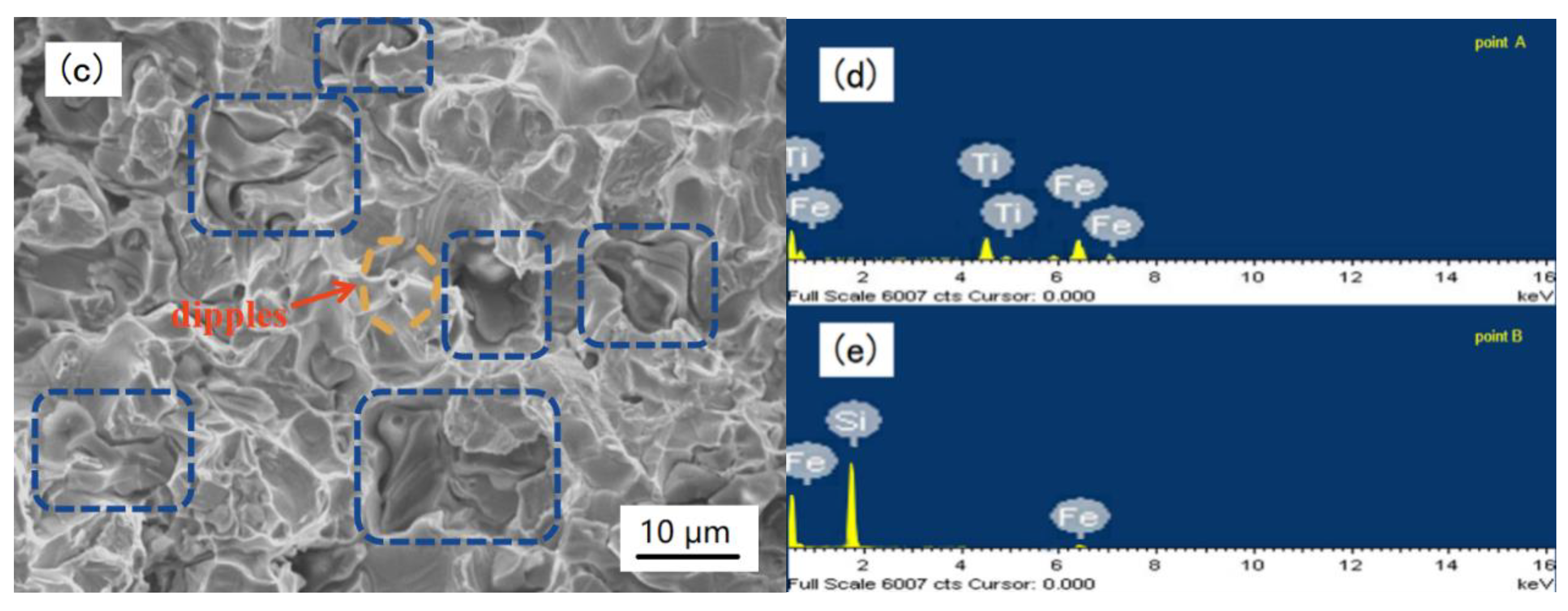
3.2. Microstructure and Phase Components of the IMCs
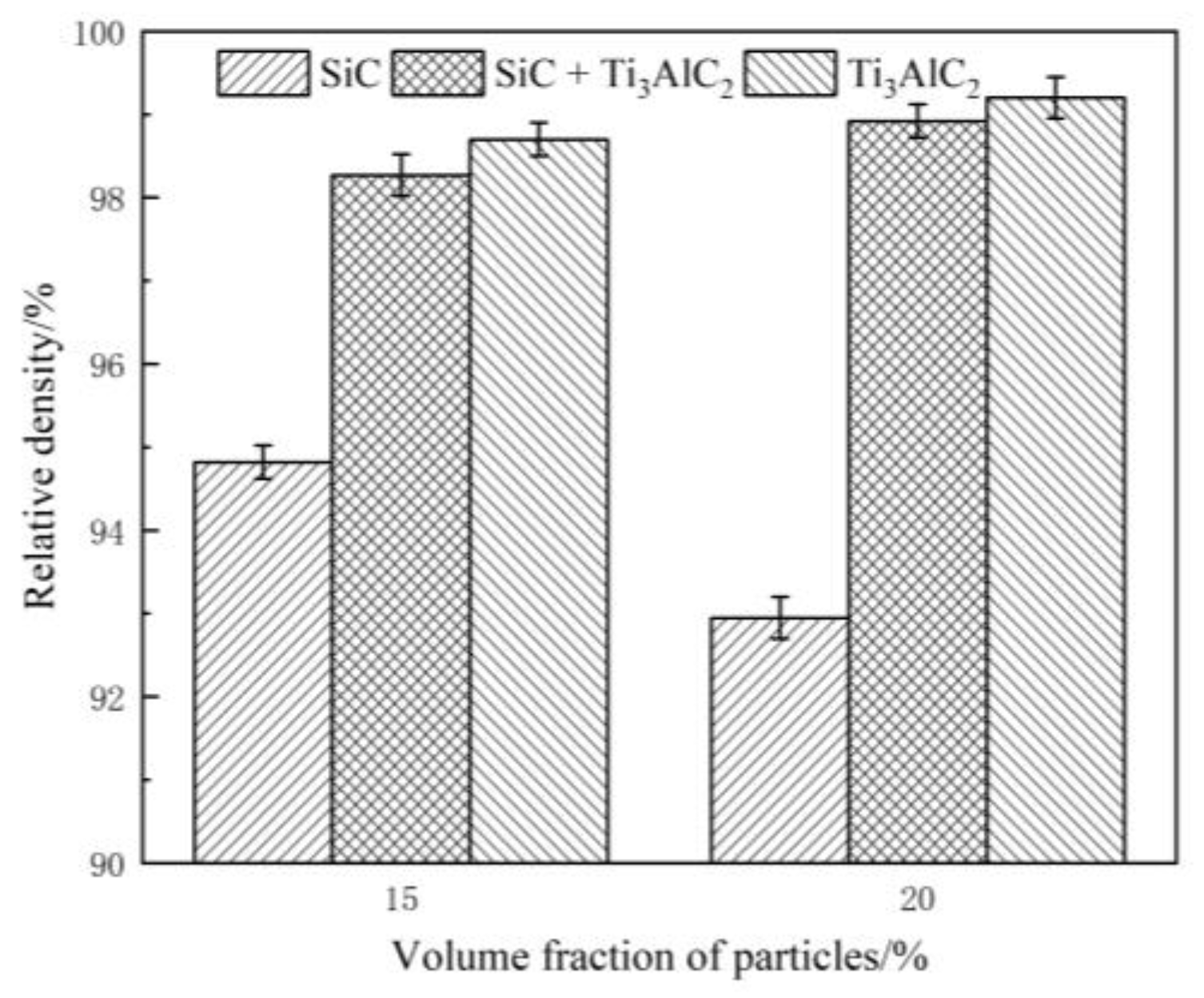
3.3. Properties of the IMCs
4. Conclusions
- IMCs reinforced by both SiC and TiCx were prepared successfully through the addition of SiC and Ti3AlC2 particles with volume fractions of 15% and 20% via the fast resistance-sintering technology, where the relative density of the samples was up to 98%.
- The in situ formation of the TiCx from the decomposition of Ti3AlC2 during sintering was confirmed based on the XRD and EDS analysis results.
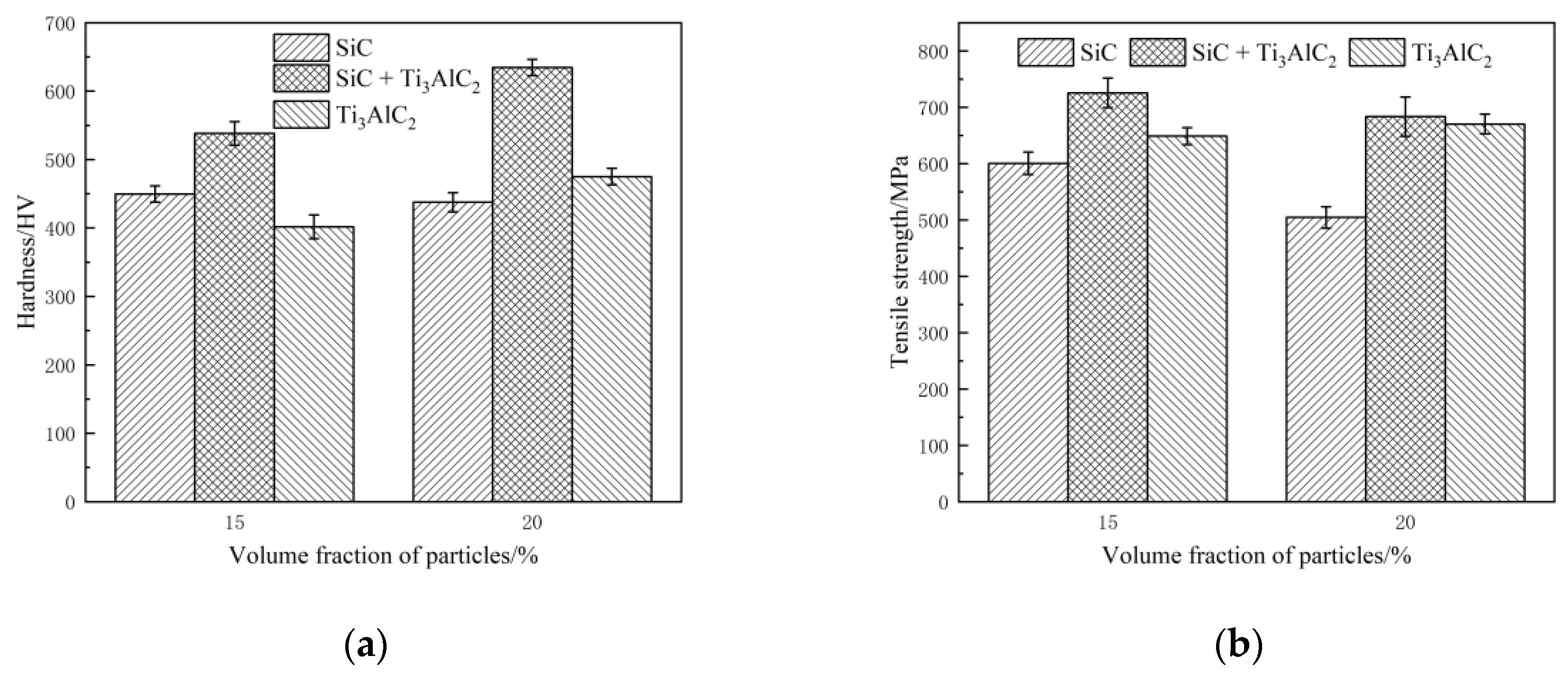
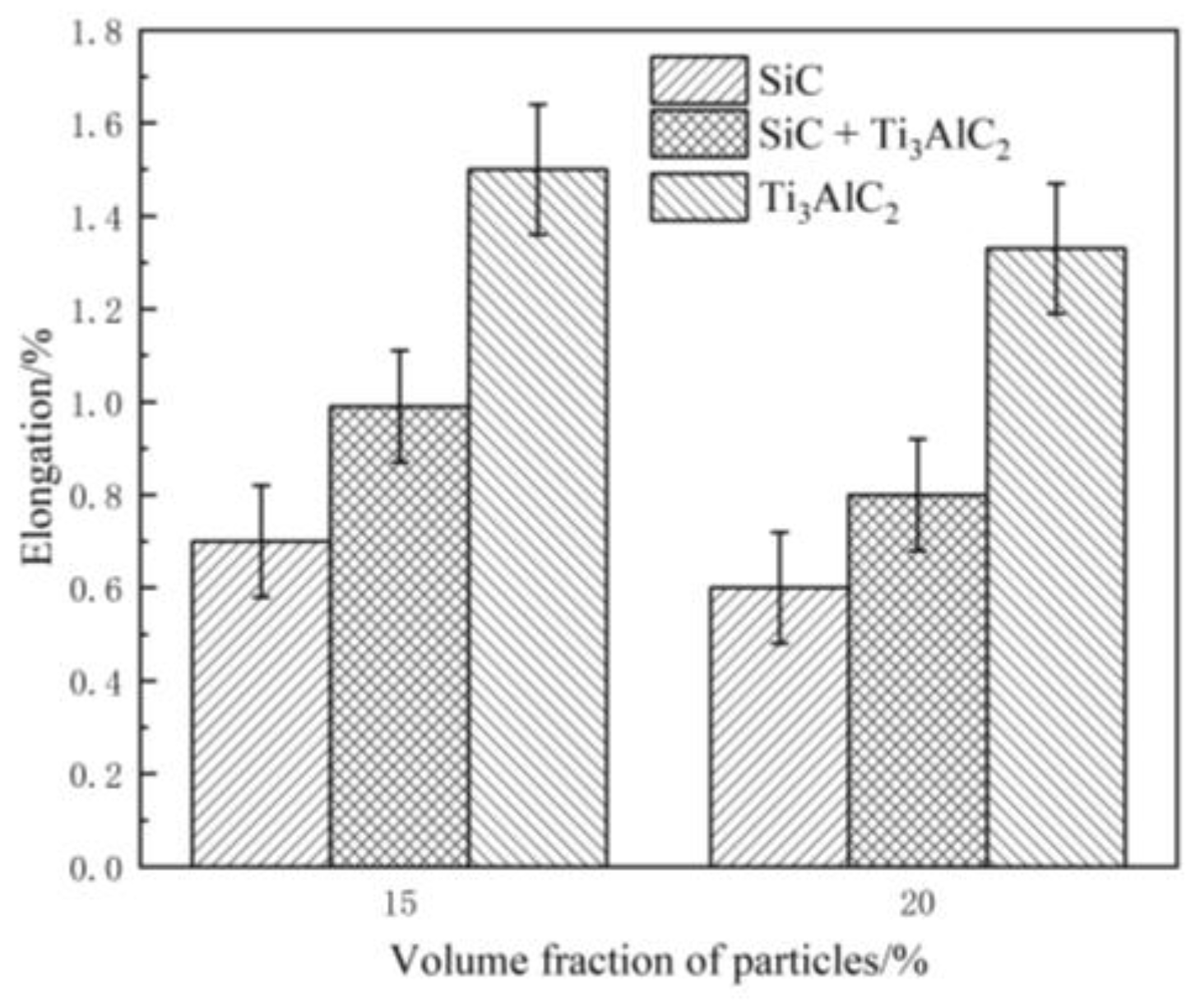
- The hybrid reinforcing effect, i.e., the tensile strength and hardness of samples reinforced by the mixture of SiC and TiCx were better than using a single reinforcing agent with the same volume content, was achieved. The elongation of the samples reinforced by TiCx was the best, followed by SiC and TiCx, and those reinforced by SiC were the lowest, which means the elongation obeyed the rule of mixture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, Y.; Zhou, Y.; Li, R.; Wang, J.; Chen, L.; Li, S. Preparation and Mechanical Properties of TiC-Fe Cermets and TiC-Fe/Fe Bilayer Composites. J. Mater. Eng. Perform. 2017, 26, 4933–4939. [Google Scholar] [CrossRef]
- Das, K.; Bandyopadhyay, T.K.; Das, S. A Review on the various synthesis routes of TiC reinforced ferrous based composites. J. Mater. Sci. 2002, 37, 3881–3892. [Google Scholar] [CrossRef]
- Oh, N.R.; Lee, S.K.; Hwang, K.C.; Hong, H.U. Characterization of microstructure and tensile fracture behavior in a novel infiltrated TiC-steel composite. J. Scr. Mater. 2016, 112, 123–127. [Google Scholar] [CrossRef]
- Prabhu, T.R.; Varma, V.K.; Vedantam, S. High-Speed Tribological and Mechanical Properties of Layered Fe/SiC Composites. J. Mater. Eng. Perform. 2014, 23, 3666–3679. [Google Scholar] [CrossRef]
- Wang, Y.M.; Zong, B.Y.; Zhuang, Y.B.; Li, J. Effects of content and size of reinforcing particles on mechanical properties of SiCp_Fe composites processed by dynamic hot press sintering. J. Mater. Sci. Technol. 2011, 19, 47–51. [Google Scholar]
- Talas, S. Microstructural characterization of SiC added structural steel. Kovove Mater. 2006, 44, 169–173. [Google Scholar]
- Patankar, S.N.; Tan, M.J. Role of reinforcement in sintering of SiC/316L stainless steel composite. Powder Met. 2000, 43, 350–352. [Google Scholar] [CrossRef]
- Li, J.; Zong, B.Y.; Wang, Y.M.; Zhuang, W.B. Experiment and modeling of mechanical properties on iron matrix composites reinforced by different types of ceramic particles. Mater. Sci. Eng. Struct. 2010, 527, 7545–7551. [Google Scholar] [CrossRef]
- Zhuang, W.B.; Zong, B.Y.; Wang, Y.M.; Yang, Y.F. Processing and properties of SiCp/Fe composites by resistance sintering with a novel dynamic temperature control. J. Compos. Mater. 2013, 47, 1001–1010. [Google Scholar] [CrossRef]
- Sangmin, S.; Hyeonjae, P.; Byeongjin, P.; SangBok, L.; SangKwan, L.; Yangdo, K.; Seungchan, C.; Ilguk, J. Dispersion Mechanism and Mechanical Properties of SiC Reinforcement in Aluminum Matrix Composite through Stir- and Die-Casting Processes. J. Appl. Sci. 2021, 11, 952. [Google Scholar]
- Yao, X.; Zhang, Z.; Zheng, Y.F.; Kong, C.; Quadir, M.Z.; Liang, J.M.; Chen, Y.H.; Munroe, P.; Zhang, D.L. Effects of SiC Nanoparticle Content on the Microstructure and Tensile Mechanical Properties of Ultrafine Grained AA6063-SiCnp Nanocomposites Fabricated by Powder Metallurgy. J. Mater. Sci. Technol. 2017, 33, 1023–1030. [Google Scholar] [CrossRef]
- Huang, C.W.; Aoh, J.N. Friction Stir Processing of Copper-Coated SiC Particulate-Reinforced Aluminum Matrix Composite. Materials 2018, 11, 599. [Google Scholar] [CrossRef] [Green Version]
- Winter, L.; Hockauf, K.; Lampke, T. Temperature and Particle Size Influence on the High Cycle Fatigue Behavior of the SiC Reinforced 2124 Aluminum Alloy. Metals 2018, 8, 43. [Google Scholar] [CrossRef] [Green Version]
- Kamrani, S.; Hubler, D.; Ghasemi, A.; Fleck, C. Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion. Materials 2019, 12, 3445. [Google Scholar] [CrossRef] [Green Version]
- Subramani, V.; Jayavel, B.; Sengottuvelu, R.; Lazar, P.J.L. Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC. Materials 2019, 12, 1044. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.Q.; Niu, X.X.; Pei, Z.L.; Shi, N.L.; Gong, J.; Sun, C. Effects of Cr and Al Contents on the Preparation of SiC Fiber-Reinforced NiCrAl Alloy Matrix Composite. Acta Met. Sin. Eng. 2020, 33, 1416–1422. [Google Scholar] [CrossRef]
- Yang, C.; Huang, H.F.; De Los Reyes, M.; Yan, L.; Zhou, X.T.; Xia, T.; Zhang, D.L. Microstructures and Tensile Properties of Ultrafine-Grained Ni-(1-3.5) wt % SiCNp Composites Prepared by a Powder Metallurgy Route. Acta Met. Sin. Eng. 2015, 28, 809–816. [Google Scholar] [CrossRef] [Green Version]
- Gao, C.D.; Yao, M.; Shuai, C.J.; Peng, S.P.; Deng, Y.W. Nano-SiC reinforced Zn biocomposites prepared via laser melting: Microstructure, mechanical properties and biodegradability. J. Mater. Sci. Technol. 2019, 35, 2608–2617. [Google Scholar] [CrossRef]
- Zhang, Y.; Zong, B.Y.; Jin, J.; Cao, X. Electroless copper plating on particulate reinforcements and effects on mechanical properties of SiCp/Fe composite. Surf. Eng. 2015, 31, 232–239. [Google Scholar] [CrossRef]
- Cao, X.J.; Jin, J.F.; Zhang, Y.B.; Zong, B.Y. Mechanical properties of iron matrix composites reinforced by copper-coated hybrid ceramic particles. J. Mater. Res. 2015, 30, 2360–2368. [Google Scholar] [CrossRef]
- Huang, X.C.; Feng, Y.; Qian, G.; Zhao, H.; Zhang, J.C.; Zhang, X.B. Physical, mechanical, and ablation properties of Cu-Ti3AlC2 composites with various Ti3AlC2 contents. Mater. Sci. Technol. 2018, 34, 757–762. [Google Scholar] [CrossRef]
- Radovic, M.; Barsoum, M.W. MAX phases: Bridging the gap between metals and ceramics. Am. Ceram. Soc. Bull 2013, 92, 20–27. [Google Scholar]
- Eklund, P.; Beckers, M.; Jansson, U.; Hogberg, H.; Hultman, L. The M(n+1)AX(n) phases: Materials science and thin-film processing. Thin. Solid Films 2010, 518, 1851–1878. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.H.; Zhai, H.X.; Song, P.F.; Huang, Z.Y. Reaction Behavior of Ti3AlC2 with Fe at High Temperature. Rare Met. Mater. Eng. 2011, 40, 499–502. [Google Scholar]
- Hu, W.Q.; Huang, Z.Y.; Yu, Q.; Wang, Y.B.; Jiao, Y.D.; Lei, C.; Cai, L.P.; Zhai, H.X.; Zhou, Y. Ti2AlC triggered in-situ ultrafine TiC/Inconel 718 composites: Microstructure and enhanced properties. J. Mater. Sci. Technol. 2020, 51, 70–78. [Google Scholar] [CrossRef]
- Wang, H.; Han, H.; Yin, G.; Wang, C.Y.; Hou, Y.Y.; Tang, J.; Dai, J.X.; Ren, C.L.; Zhang, W.; Huai, P. First-Principles Study of Vacancies in Ti(3)SiC(2) and Ti(3)AlC(2). Materials 2017, 10, 103. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.L.; Han, Y.F.; Cao, S.C.; Qiu, P.K.; Lu, W.J. Rapid in-situ reaction synthesis of novel TiC and carbon nanotubes reinforced titanium matrix composites. J. Mater. Sci. Technol. 2017, 33, 1165–1171. [Google Scholar] [CrossRef]
- Wu, H.; Huang, S.R.; Zhu, C.Y.; Zhang, J.F.; Zhu, H.G.; Xie, Z.H. In Situ TiC/FeCrNiCu High-Entropy Alloy Matrix Composites: Reaction Mechanism, Microstructure and Mechanical Properties. Acta Met. Sin. Eng. 2020, 33, 1091–1102. [Google Scholar] [CrossRef]
- Zhang, J.F.; Jia, T.; Qiu, H.; Zhu, H.G.; Xie, Z.H. Effect of cooling rate upon the microstructure and mechanical properties of in-situ TiC reinforced high entropy alloy CoCrFeNi. J. Mater. Sci. Technol. 2020, 42, 122–129. [Google Scholar] [CrossRef]
- Lee, J.; Lee, D.; Song, M.H.; Rhee, W.; Ryu, H.J.; Hong, S.H. In-situ synthesis of TiC/Fe alloy composites with high strength and hardness by reactive sintering. J. Mater. Sci. Technol. 2018, 34, 1397–1404. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhou, Y.C. Solid-liquid reaction synthesis of layered machinable Ti3AlC2 ceramic. J. Mater. Chem. 2002, 12, 455–460. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.Y.; Zhou, Y.C. Structure stability of Ti3AlC2 in Cu and microstructure evolution of Cu-Ti3AlC2 composites. Acta Mater. 2007, 55, 4381–4390. [Google Scholar] [CrossRef]
- Hugosson, H.W.; Korzhavyi, P.; Jansson, U.; Johansson, B.; Eriksson, O. Phase stabilities and structural relaxations in substoichiometric TiC1-x. Phys. Rev. B 2001, 63, 165–166. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particles | 15% | 20% | 15% | 20% | 15% | 20% |
|---|---|---|---|---|---|---|
| SiC | SiC | Ti3AlC2 | Ti3AlC2 | (SiC + Ti3AlC2) | (SiC + Ti3AlC2) | |
| SiC | 15% | 20% | - | - | 7.5% | 10% |
| Ti3AlC2 | - | - | 15% | 20% | 7.5% | 10% |
| Fe | Balance | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Wang, Z.; Yang, Z.; Jin, J.; Ling, G.; Zong, Y. Sintering and Mechanical Properties of (SiC + TiCx)p/Fe Composites Synthesized from Ti3AlC2, SiC, and Fe Powders. Materials 2021, 14, 2453. https://doi.org/10.3390/ma14092453
Wang M, Wang Z, Yang Z, Jin J, Ling G, Zong Y. Sintering and Mechanical Properties of (SiC + TiCx)p/Fe Composites Synthesized from Ti3AlC2, SiC, and Fe Powders. Materials. 2021; 14(9):2453. https://doi.org/10.3390/ma14092453
Chicago/Turabian StyleWang, Mingtao, Zecheng Wang, Zhiyue Yang, Jianfeng Jin, Guoping Ling, and Yaping Zong. 2021. "Sintering and Mechanical Properties of (SiC + TiCx)p/Fe Composites Synthesized from Ti3AlC2, SiC, and Fe Powders" Materials 14, no. 9: 2453. https://doi.org/10.3390/ma14092453