Unidirectional 3D-printed continuous carbon fibre-reinforced composites have enhanced properties like high tensile strength and high modulus of elasticity along the fibre axis [
1]. In addition, composite materials have an excellent stiffness to weight ratio and therefore these materials are mostly used in industries like aviation, aerospace and motor sports. Since
Markforged made the continuous fibre-reinforced additive manufacturing technology available in general, the method to produce thermoplastic parts with a local efficient reinforcement in the direction of load, has led to a multitude of scientific investigations in the area of material science, simulation techniques and process optimization [
2]. Additive manufacturing and all the advantages associated with it will be an important part of the manufacturing industry in the future. Key advantages are the freedom of design when developing new products, its ability to produce complex parts without the need for moulds and costly subtractive manufacturing methods and the potential to customize products [
3]. Especially the Fused Filament Fabrication (FFF) method, which is predestined to add, for instance, reinforcement fibres, fillers and other organic or inorganic particles, opens up the possibility to fabricate parts with tailored properties in small up to midrange quantities. In addition, Reinforced Fused Filament Fabrication (RFFF) with continuous fibres allows for the opportunity to produce parts with enhanced mechanical properties especially in combination with shape and load driven optimized geometries with customized wall thicknesses and infill structures. The consistent application of these advantages results in highly integrated lightweight structures. For this reason, there already are several companies working intensively on developing the technology of thermoplastic continuous fibre-reinforced 3D printing.
Anisoprint, for example, has created a co-extrusion process that enables the production of a continuous fibre-reinforced thermoset–thermoplastic composite material (bi-matrix composite) and already offers a particularly high variety of material combinations. The co-extrusion process allows the variation of the fibre volume content of the composite material, which can be controlled within a range of 25–35% [
4]. As composites produced using these additive manufacturing exhibit a lower portion of fibres when compared to conventional manufacturing processes such as vacuum resin infusion, thermoforming or prepreg manufacturing with subsequent autoclaving, the mechanical properties are also reduced. Therefore,
Arevo and
9T-Labs focus on the production of composite materials with a high fibre volume content and low porosity, whereby post-processes like press moulding, milling and tempering are required to lower porosities and achieve enhanced mechanical properties [
5,
6]. However, it would be desirable to improve the quality of the in situ produced composite material by increasing the mechanical properties [
7]. This could lead to an even higher benefit from a locally as well as layer dependent variable continuous fibre separation strategy, especially for multi material printing systems.
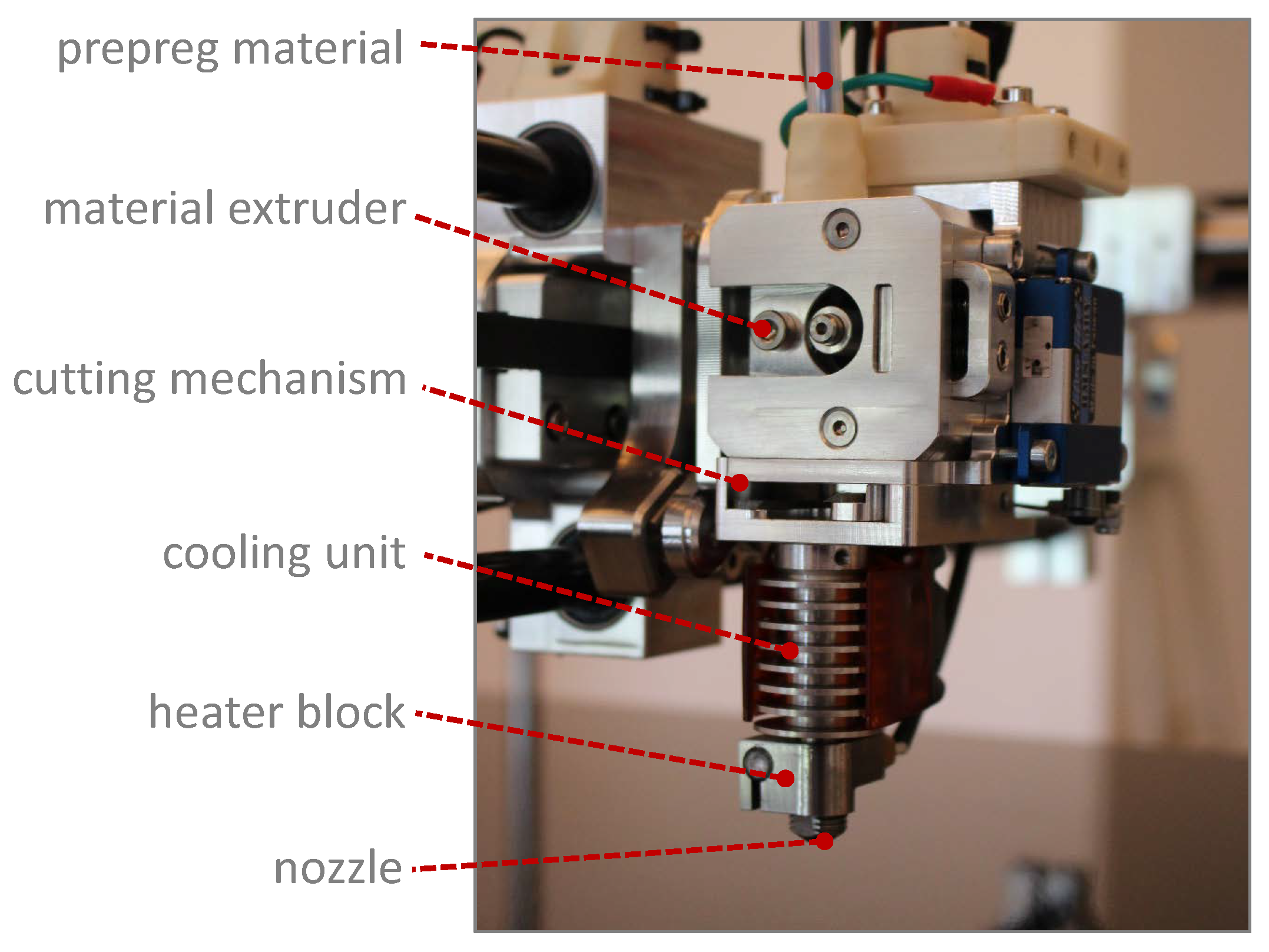
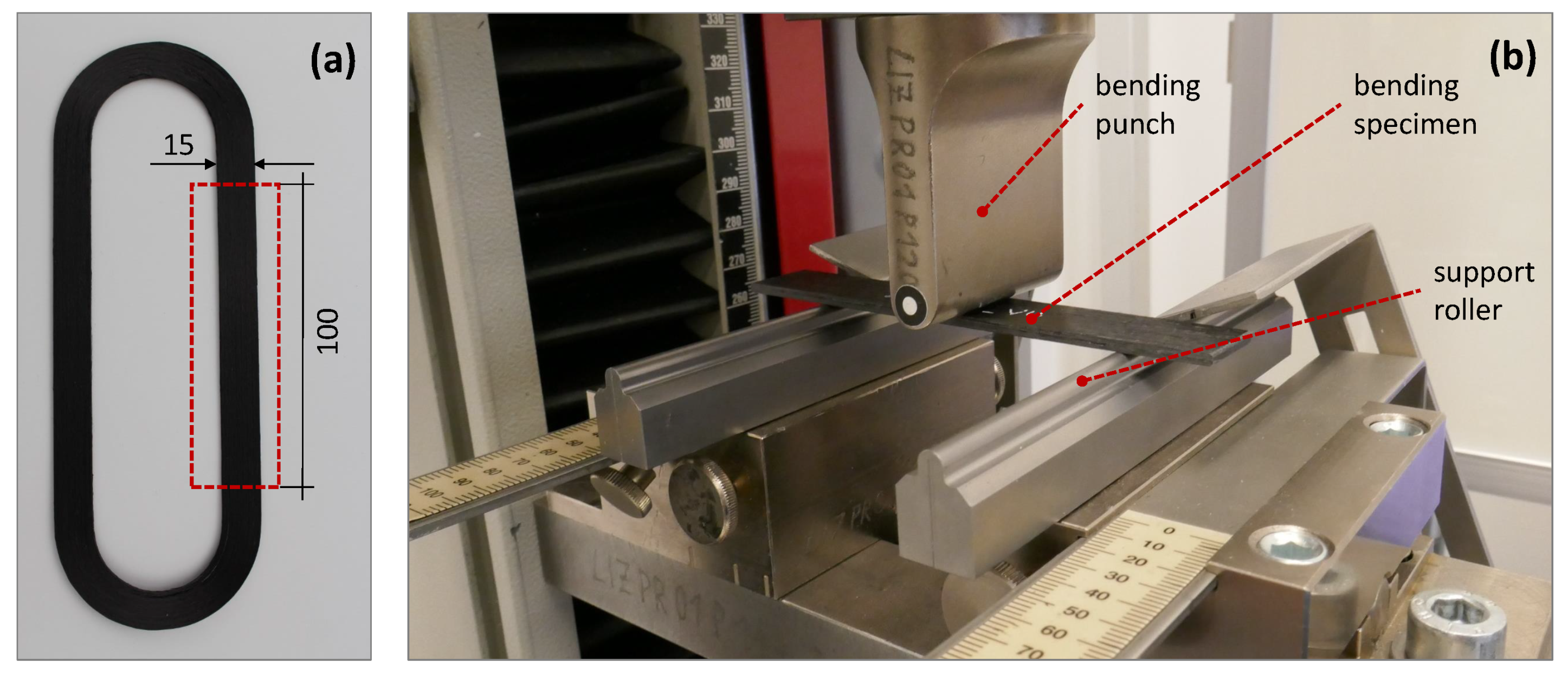
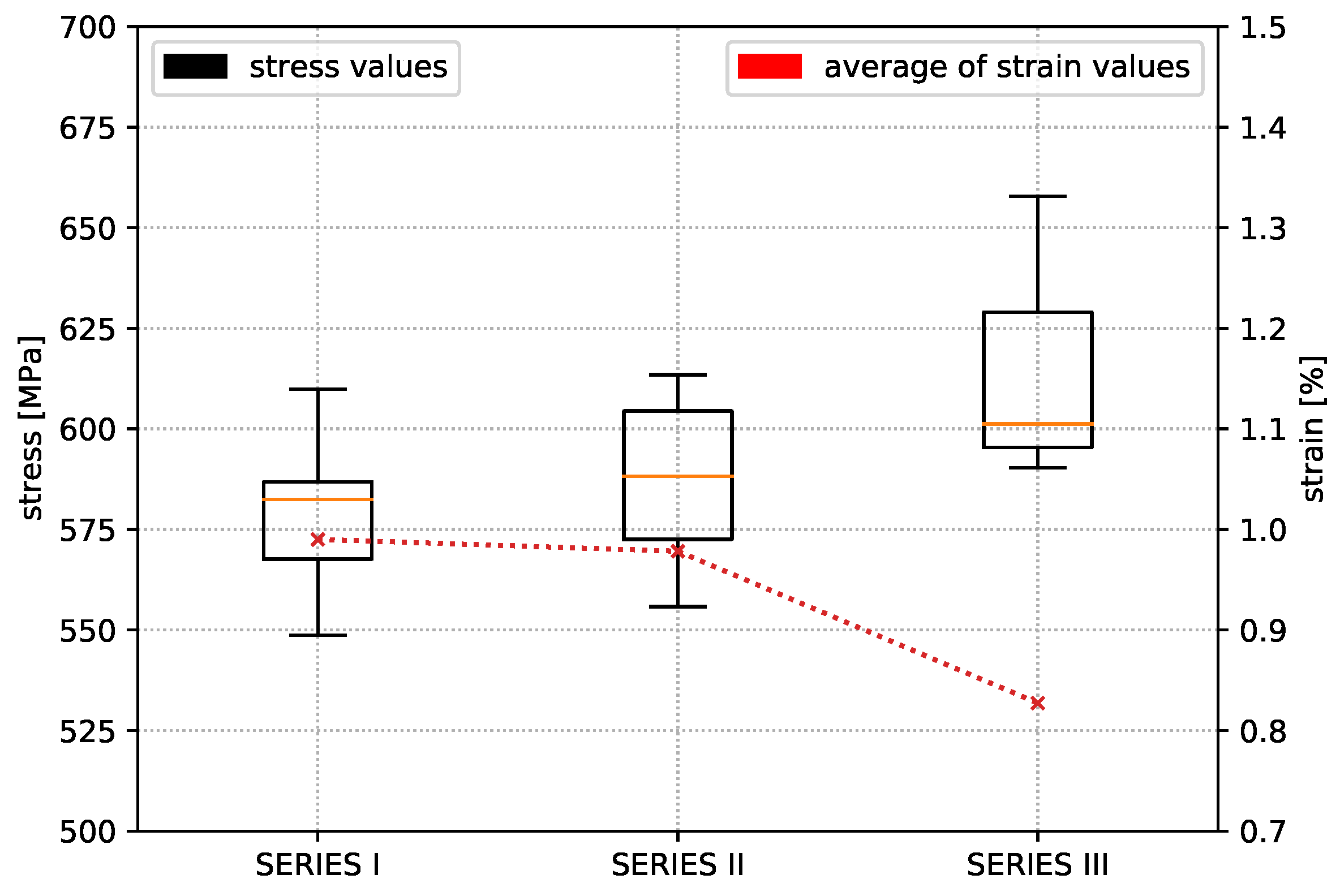
The objective of the investigation described in this paper was to increase the mechanical properties of specimens and components created in an in situ 3D-printing process and to evaluate their improved properties by a standardised test procedure for unidirectional composite materials. In this study, the RFFF method is used to fabricate unidirectional, continuous fibre-reinforced test specimens and a curved geometry to analyse material properties and issues as well as process limits from the developed extrusion based 3D-printing system for pre-impregnated composite materials. Significant research was put into the optimization of process parameters to achieve better mechanical properties [
8,
9], also the deformation and folding process in curved sections were analysed and described [
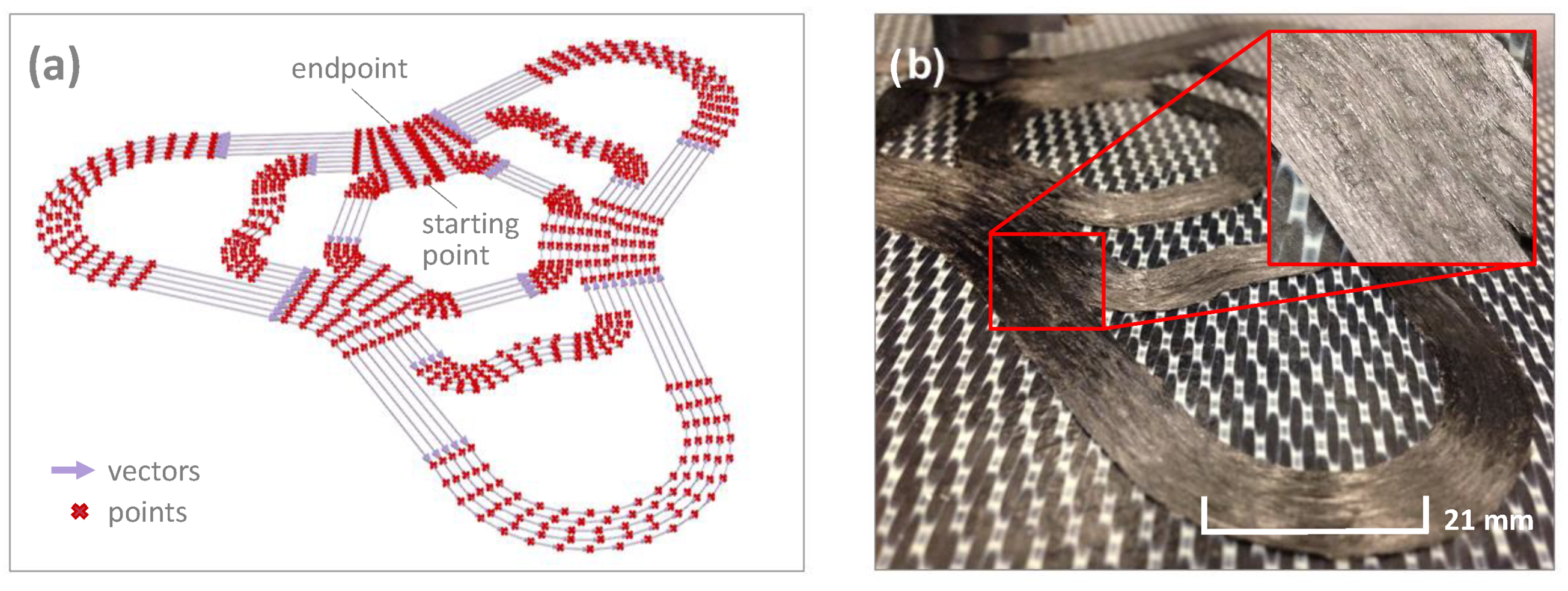
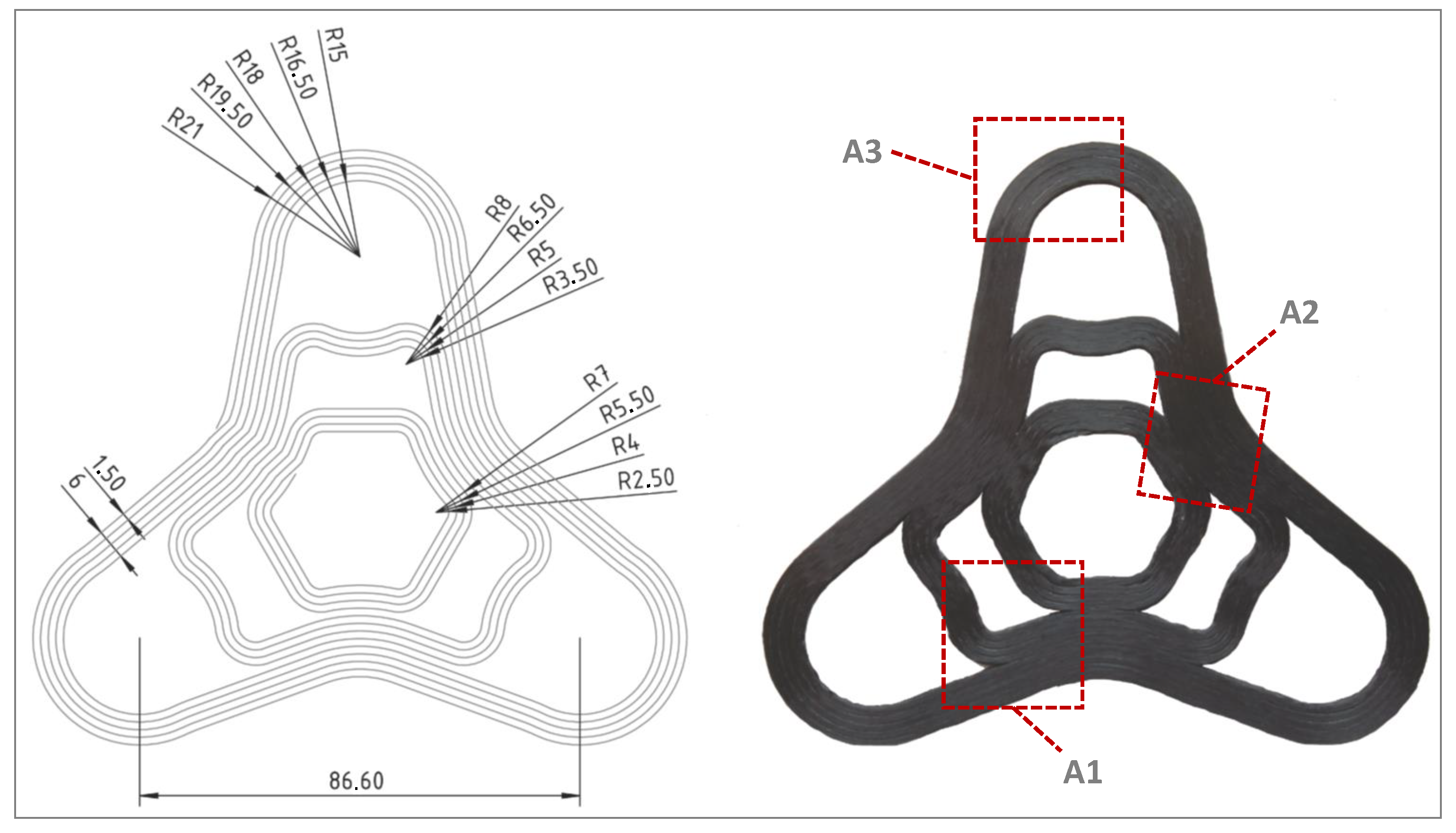
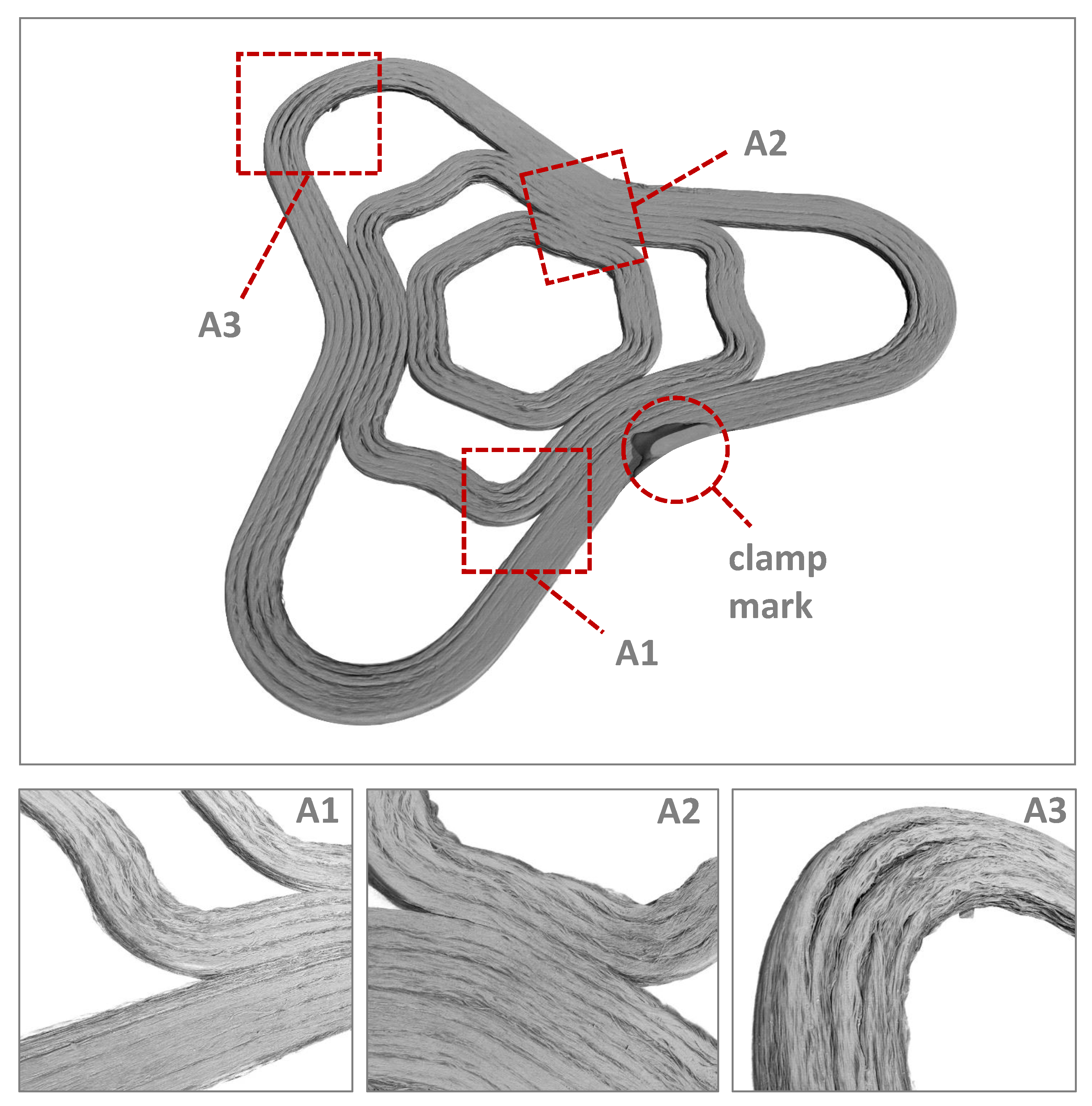
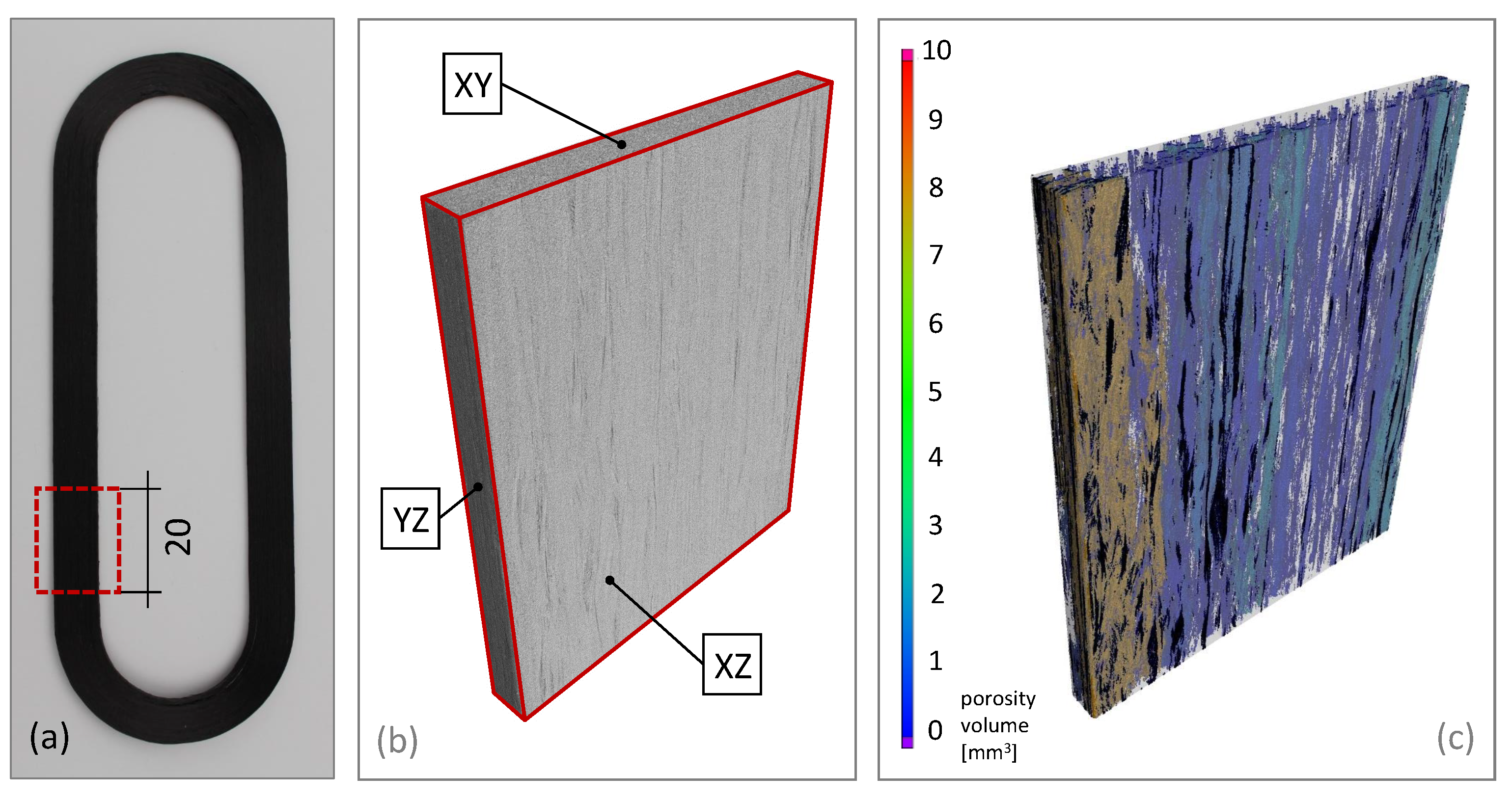
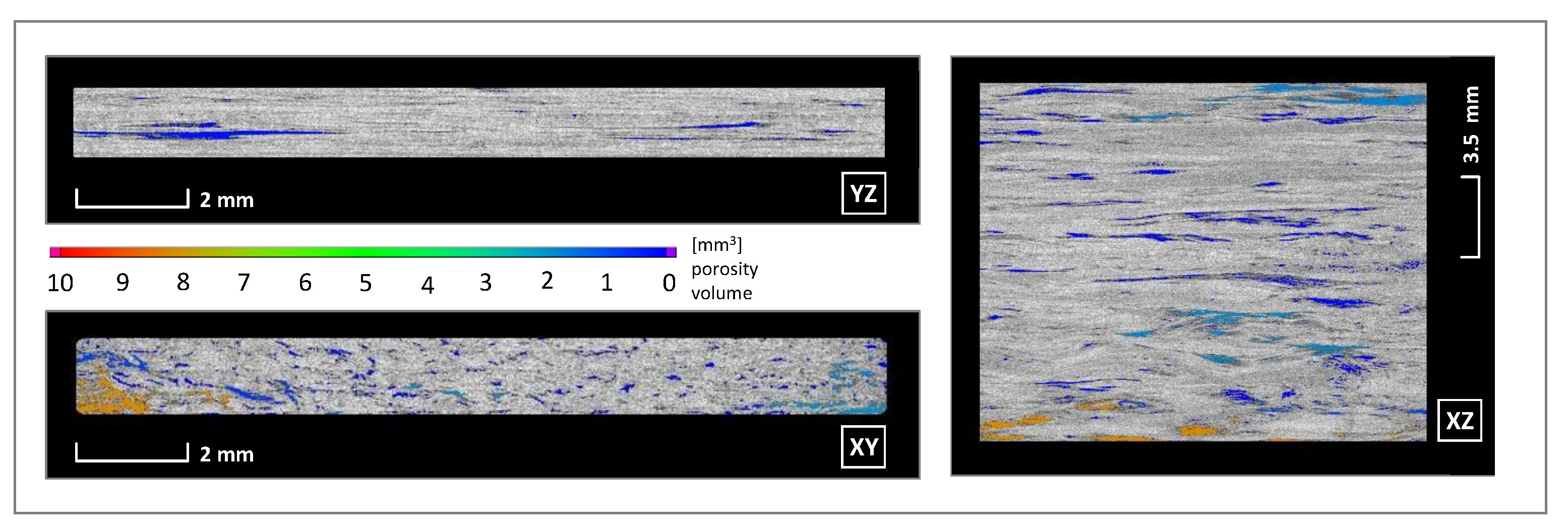
10]. In the end, an interaction of all mutually influencing parameters is responsible for a sufficient composite quality. The aim of this scientific work was to bring these aspects from the folding behaviour of fibre strands and optimization of process parameters together and evaluate the process boundaries and limits of additive manufacturing-based in situ consolidated composites with an increased fibre volume content. Hereby, the deformation behaviour of the fibre bundles in curved sections and the resulting porosities are of special interest as the possibility to produce components with bent contours distinguishes Automated Tape Laying (ATL) processes from continuous fibre-reinforced 3D-printing.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}