3.1. Mechanical and Durability Performance of AAMs
Four ternary blended AAMs were investigated, where at each level, the GBFS percentage, as a source of CaO, remained constant at a minimum of 20% in the replacement process and a maximum of 70%.
Table 3 reports the compressive strength (CS) for all 42 AAM mixtures. It can be observed that highest mechanical properties were achieved by AAMs made with a high volume of GBFS, while AAMs made with a high volume of POFA resulted in the lowest mechanical properties. The mechanical properties of AAMs made with a high volume of WCP also were not satisfactory. However, increasing the GBFS dosage in the binder mass improved the mechanical strength in this category. The mechanical features in AAMs made with a high-volume FA were significantly dependent on the percentage of GBFS in the binder mass, where substituting GBFS by POFA significantly decreased the CS.
Considering the observed results, it can be argued that the CS of the AAM mixtures significantly depended on the percentage of GBFS as acknowledged by previous literature. For instance, it was proposed by [
40] that the proper GBFS content in an alkali-activated fly ash/slag mixture was determined to be 15–20% of the total binder by weight considering the setting time and compressive strength of the alkali-activated fly ash/slag concrete cured at room temperature. Other researchers [
41] investigated the mechanical properties and hydration of alkali-activated blended Portland cement produced from a mixture of 80% granulated blast furnace slag and 20% Portland. They concluded that the hybrid cement achieved compressive strength of 4.5 and 10.8 times higher than the reference (100% Portland cement) when activated by NaOH and waterglass (sodium silicate + NaOH) respectively. Overall,
Table 3 reveals that the average CS of the studied AAMs mixtures was 61.3 MPa, which is satisfactory, while having much lower embodied energy and CO
2 emission compared to benchmark traditional OPC-based mortars.
Generally, sulfuric acid can attack AAMs by dissolving the binder paste matrix, thus weakening the mechanical properties of the AAM mortar. In this research, using deionized water, a 10% H
2SO
4 acid solution was prepared, and its effects on the residual CS, mass loss, and UPV of AAMs were investigated at the age of 28 and 365 days, in compliance with ASTM C267 specifications [
42]. To sustain the pH of the solution over the span of the test duration, the solution was changed every two months. Sulphate attack on the studied alkali-activated mortar specimens was caused by the sulphate ions (SO
4)
2− that were transmitted into the mortar from varying concentrations in the water together with magnesium, calcium, or sodium cations. Magnesium sulphate solution was also employed to evaluate the resistance to sulfate attack of the alkali-activated specimens using a test procedure similar to that adopted for the sulfuric acid attack test.
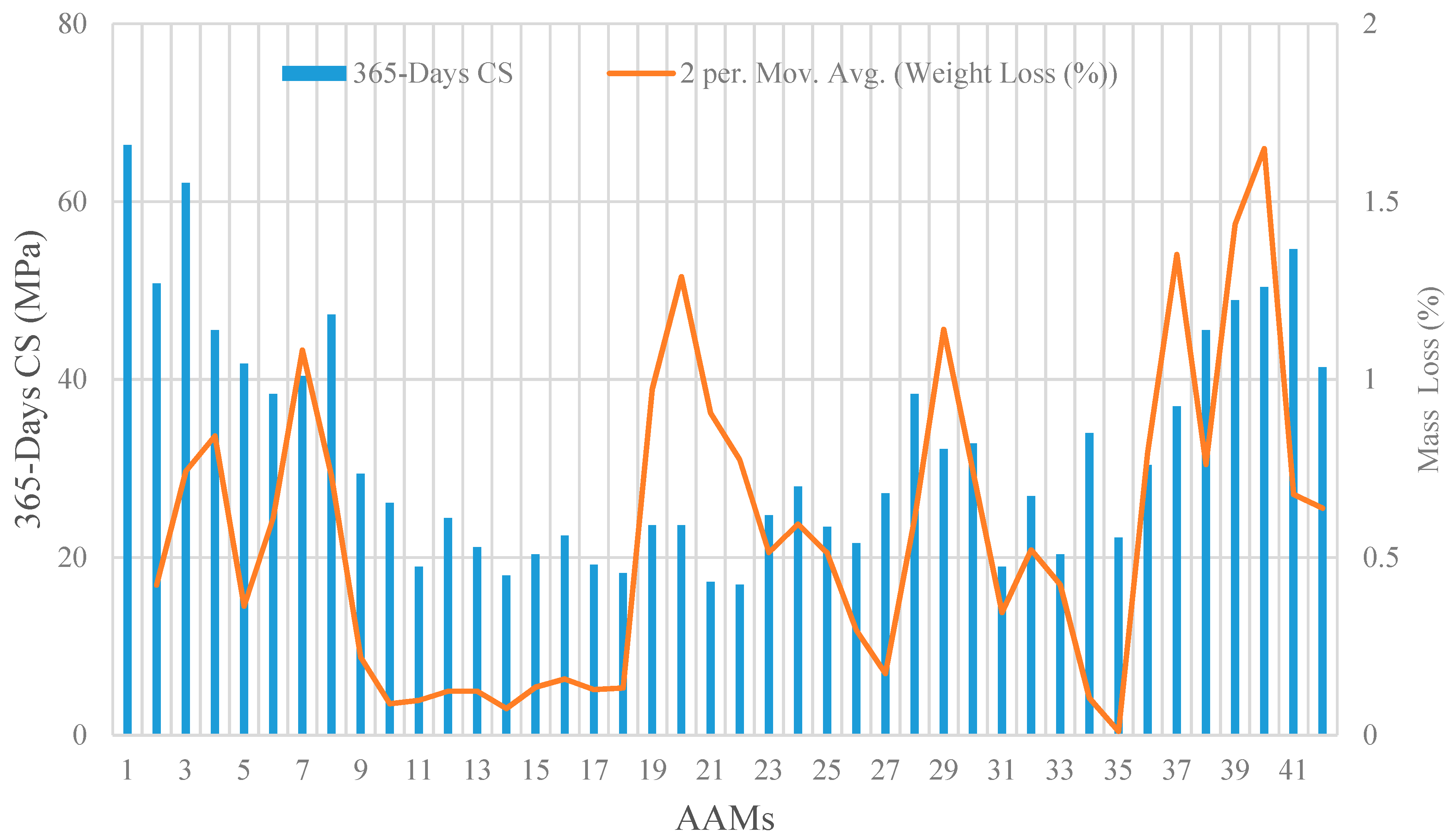
Figure 3 illustrates the residual CS and mass loss of all the 42 AAM mixtures after 365-days of immersion in the sulfuric acid solution. On average, the CS and specimen mass declined by 90 and 0.56 percent, respectively, compared to the control intact specimens. The maximum reduction in CS was inflicted to specimens in the category of high-volume GBFS by around 300%, while the specimens with high-volume WCP experienced major mass loss of an average 0.85%.
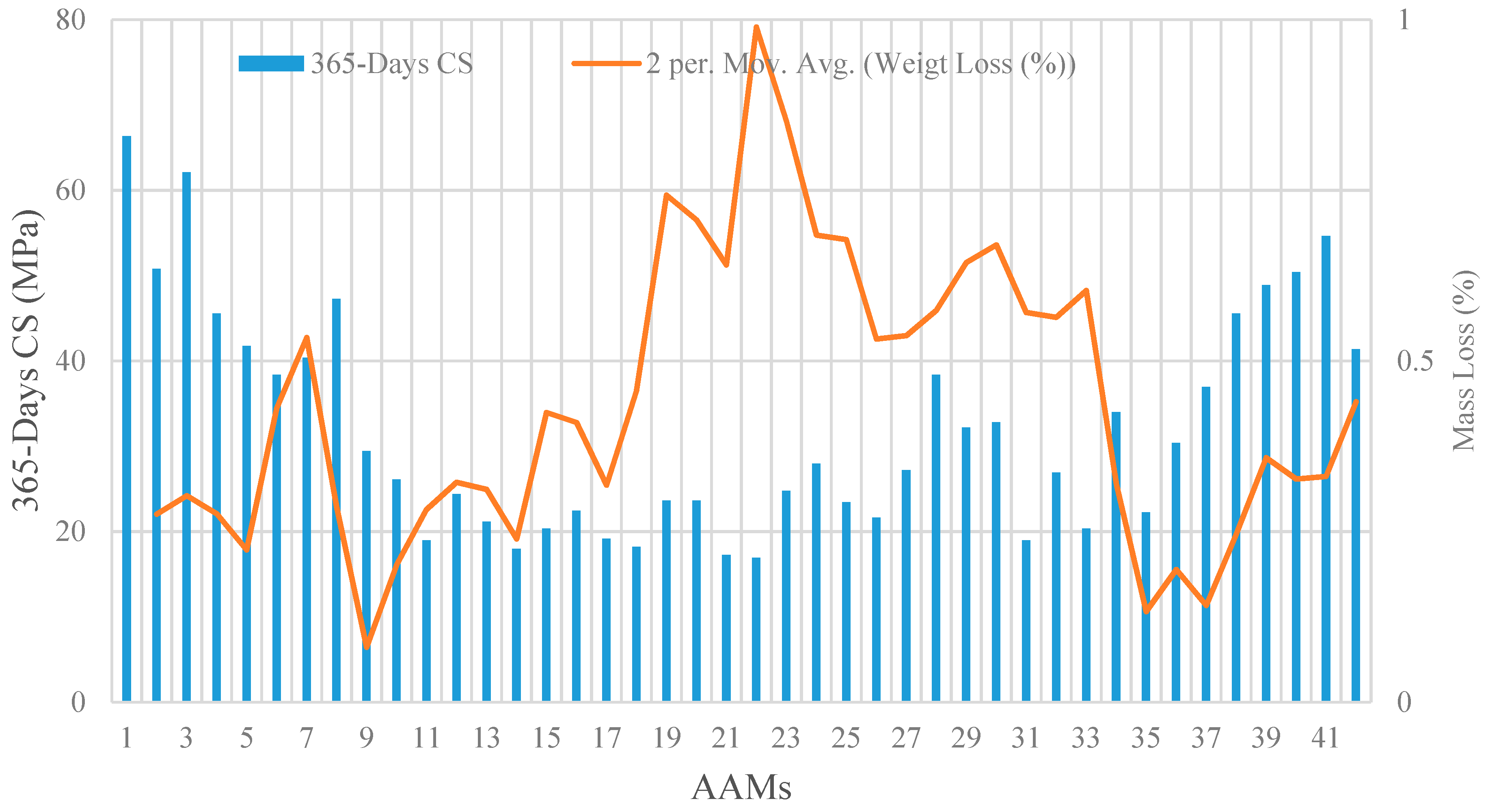
Figure 4 illustrates the residual CS and mass loss of all 42 AAMs after 365-days of immersion in the sulphate solution. There was generally a similar pattern observed for residual CS compared to that of immersion in the sulfuric acid solution, whereas the maximum mass loss was recorded for specimens with high-volume GBFS by an average of 0.66%.
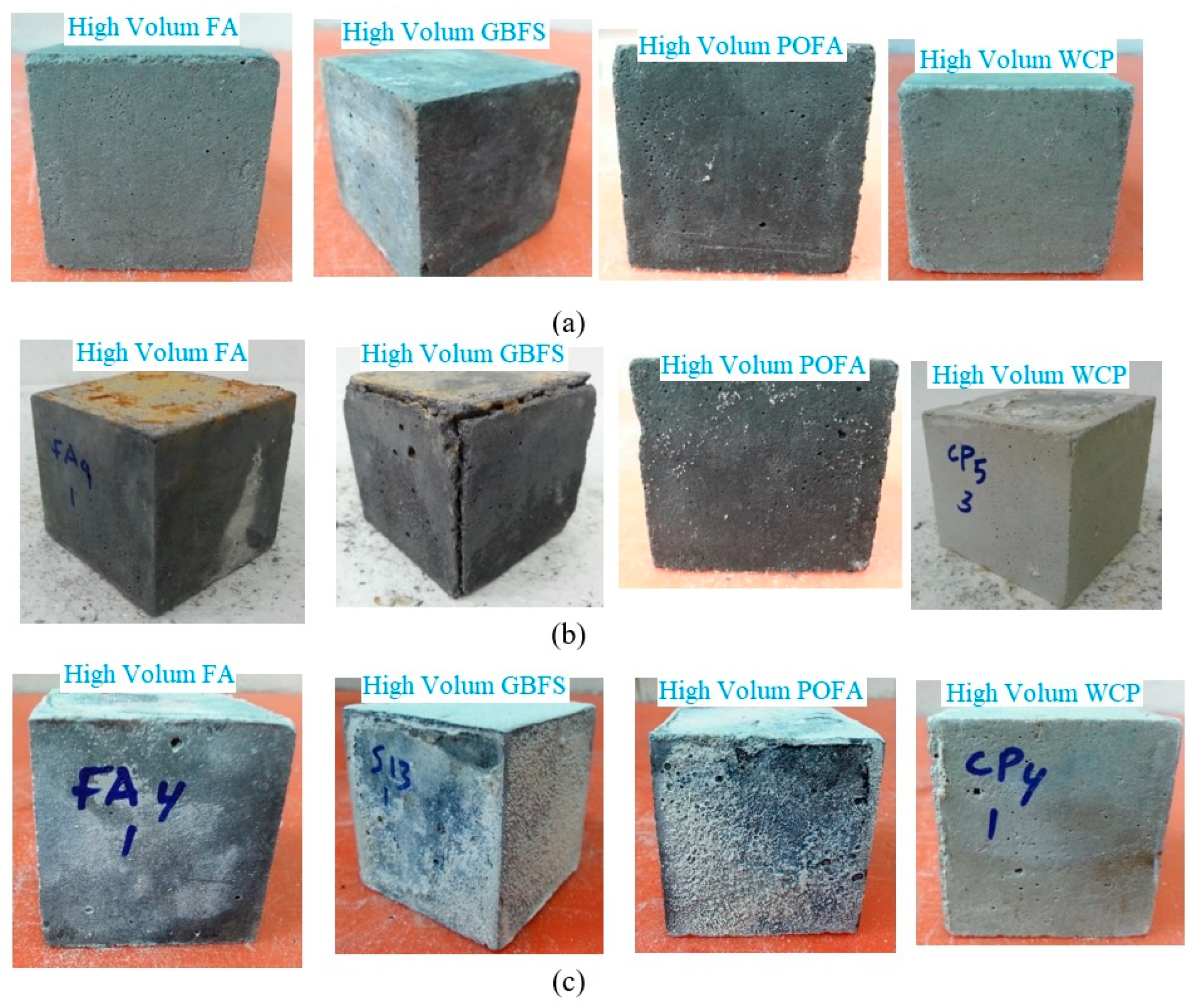
Figure 5 displays the physical appearance of the cubic AAM mortar specimens prepared with different industrial byproducts after 365-days of immersion in the sulfuric acid and sulphate solutions. Comparing
Figure 5b (after 365-days of immersion in the sulfuric acid solution) to the control intact samples (
Figure 5a), it can be observed that the durability of AAM mortar specimens exposed to the sulfuric acid environment gradually decreased with increasing GBFS content. However, increasing the level of FA, POFA and WCP from 30% to 70% led to increased resistance of AAM mortar specimens to sulfuric acid attack, indicating excellent durability performance. Upon exposure of the AAM mortar specimens to the sulfuric acid solution, the Ca(OH)
2 compound in mortar reacted with SO
4−2 ions and formed gypsum (CaSO
4·2H
2O). This caused expansion in the alkali-activated matrix and additional cracking in the interior of specimens, as per the visual appearance of these specimens. The high calcium oxide in the high-volume GBFS AAM specimens compared to that in the other matrixes resulted in more abundant gypsum formation.
Therefore, degradation in residual CS along with more substantial mass loss were observed for AAM mortar specimens made with high-volume GBFS and immersed in the sulfuric acid solution. A reduction in mass loss can be explained by increasing the SiO2 and Al2O3 contents associated with a reduction of the CaO content. Moreover, decreasing the CaO content reduced gypsum formation, thus increasing the durability of the alkali-activated mortar specimens.
For the durability to the sulphate environment, it was found that increasing the FA, POFA, and WCP levels in the alkali-activated matrix mitigated the deterioration (
Figure 5c) and increased the residual strength. Several researchers have reported that sulfate deterioration can cause mechanical strength loss, expansion, spalling of surface layers, and ultimately disintegration. Most experts attribute sulphate attack to the formation of expansive ettringite (3CaO·Al
2O
3·3CaSO
4·32H
2O) and gypsum (CaSO
4·2H
2O), which may be accompanied by expansion or softening.
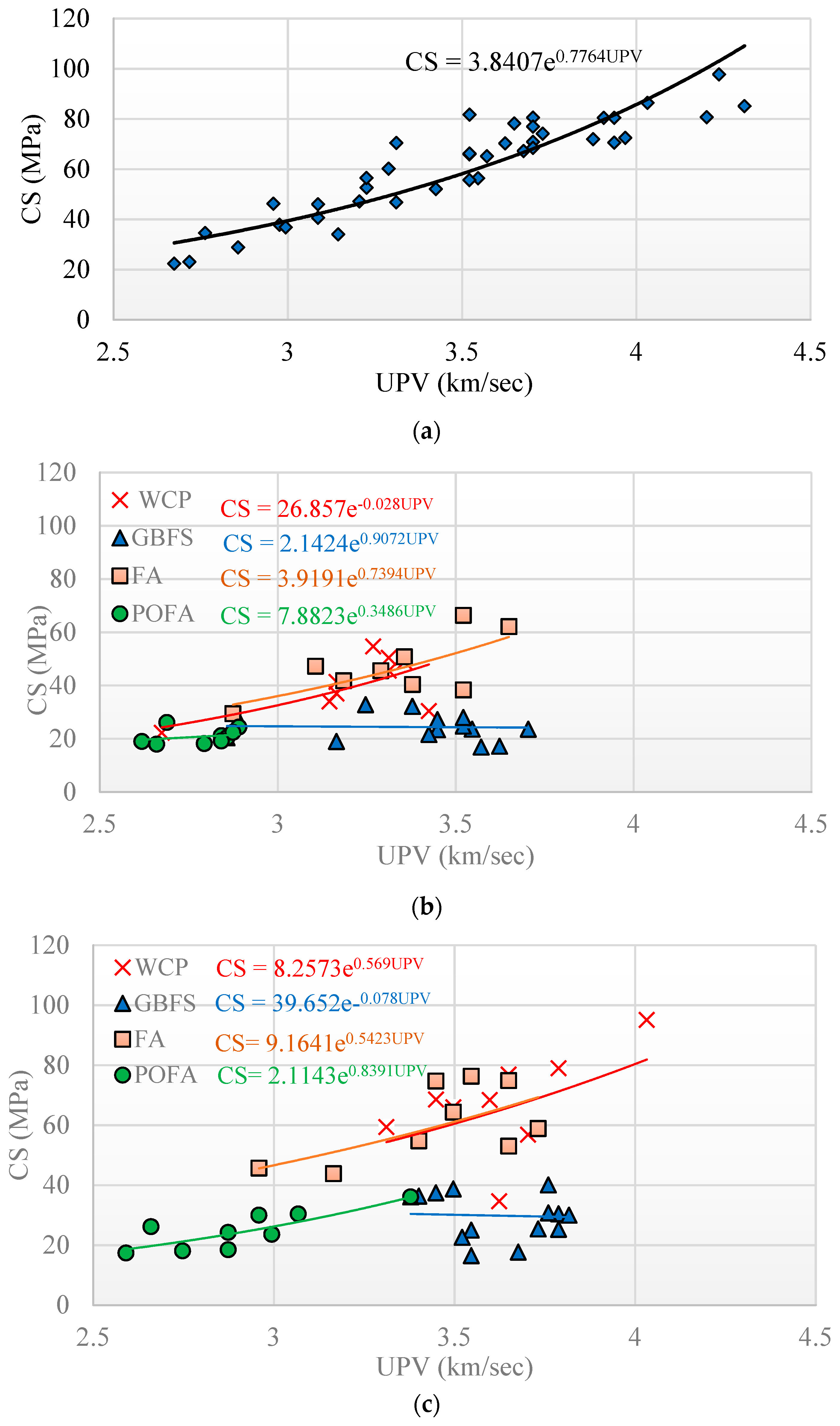
The experimental results confirm that pulse velocity decreased by an average of about 8% and 5% for specimens immersed in acid and sulphate solutions for a period of 365 days, respectively. In this study, using non-linear regression analysis, an exponential function for estimating the relationship between CS and pulse velocity of AAMs was established.
Figure 6 depicts the relationship between the mean values of UPV and CS for all the 42 AAM mixtures investigated before and after 365 days of immersion in the sulfuric acid and sulphate solutions. The results confirm that there was an inverse correlation between CS and pulse velocity reduction, where AAMs with lower CS have shown larger reduction of pulse velocity. The highest pulse velocity before and after immersion in the sulfuric acid and sulphate solutions was achieved by AAM mixture 20 made with 20% FA + 70% GBFS + 10% POFA, with a CS of 97.75 MPa. Generally, AAMs with higher dosage of GBFS exhibited the highest value of pulse velocity before and after immersion in the sulfuric acid sulphate solution compared to other mixtures. However, AAMs incorporating high-volume WCP demonstrated appropriate performance in resisting exposure to the sulphate solution, where the average pulse velocity and CS remained nearly unchanged before and after the exposure. This can be explained by the morphology of this alkali-activated mixture which possess high magnesium sulphate (MgSO
4) and silicon dioxide SiO
2 contents, providing resistance against sulphate attack. Previous literature indicated the relationship between CS and pulse velocity as a measure of material deterioration, internal cracking, and pre-existing defects in mortars before and after immersion in sulfuric acid and sulphate solutions using the following exponential function [
43,
44,
45], where
V is the UPV, and the coefficients
A and
B are empirical constants.
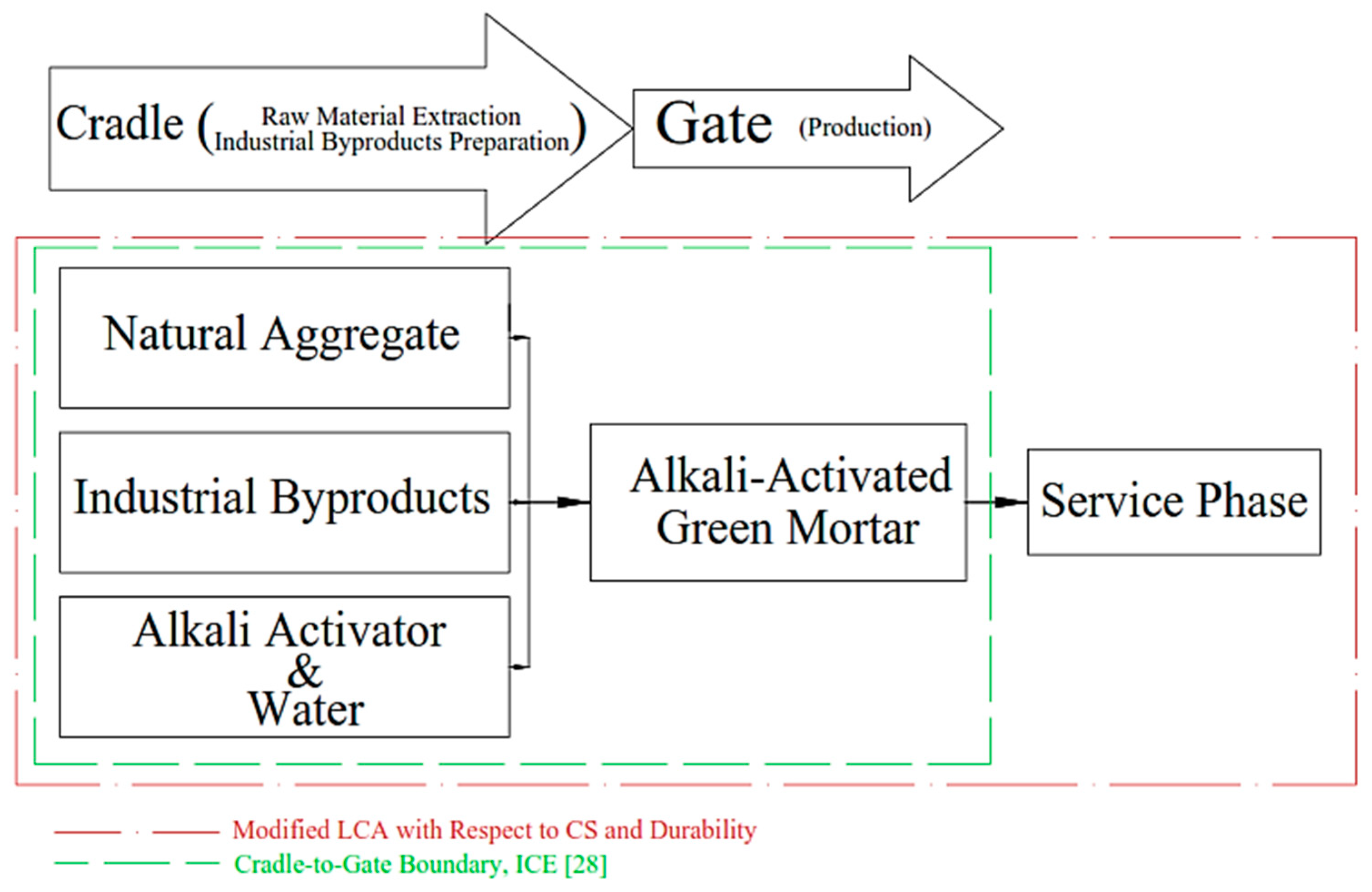
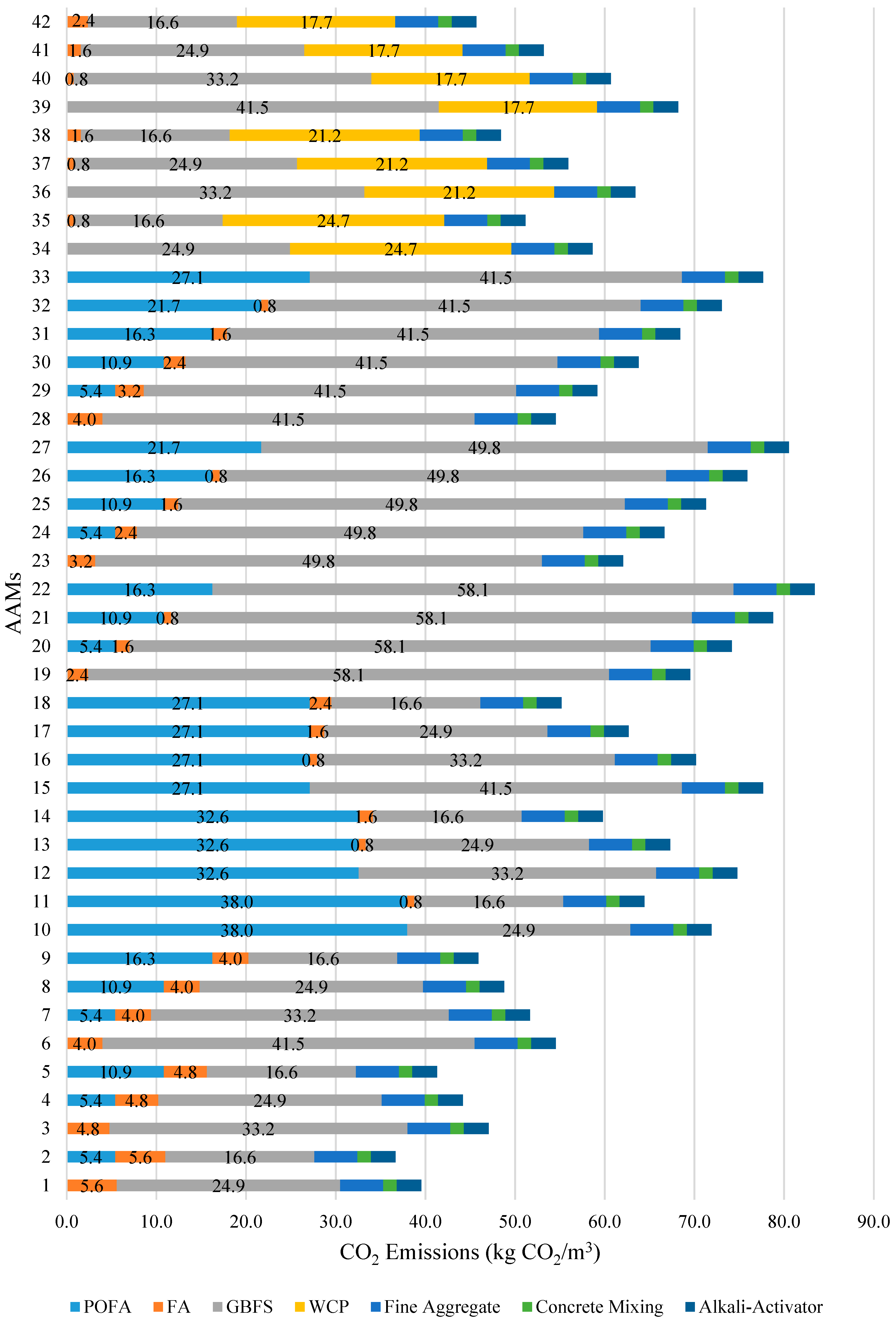
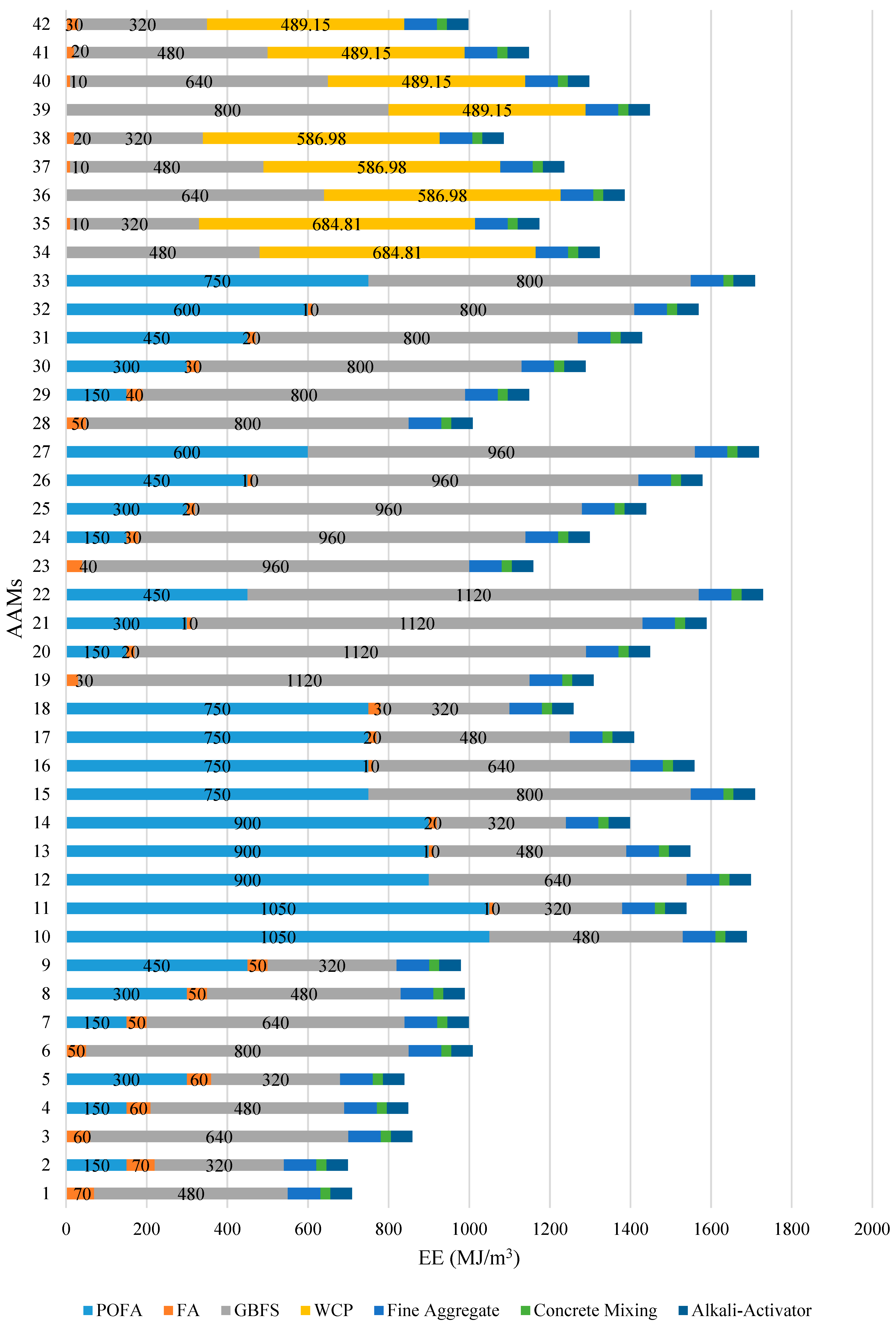
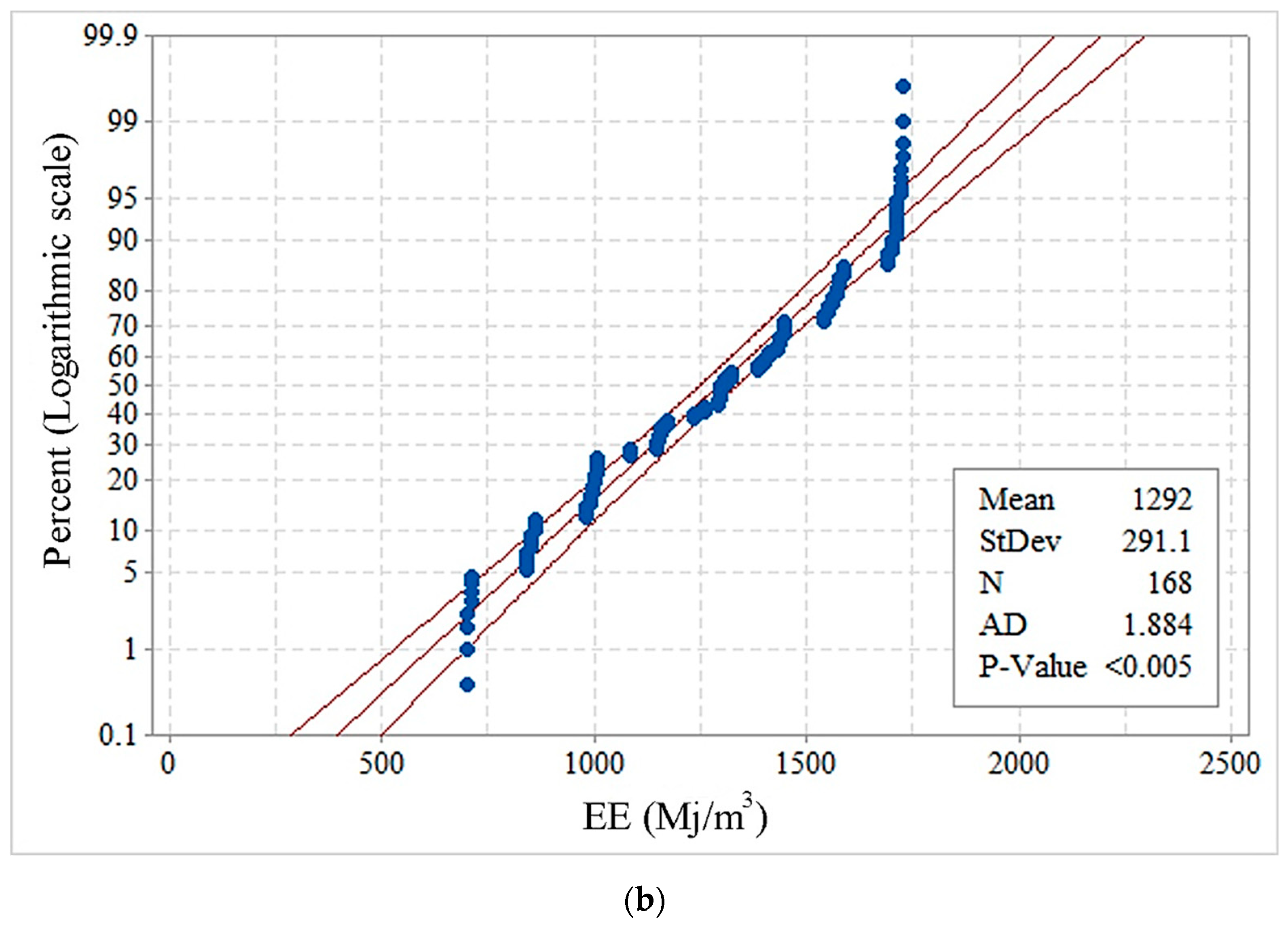
3.2. Cradle-to-Gate LCA
The estimated CO
2 emissions and EE per cubic meter of AAM for all the 42 mixtures explored are illustrated in
Figure 7 and
Figure 8, respectively. The percentage distribution of CO
2 emissions and EE associated with the production of non-cementitious materials, fine aggregate, mixing, and alkali activator, were considered constant for all the AAM mixtures. The results indicate that the AAM mixture with high-volume FA emitted the least amount of CO
2 and consumed the least amount of energy with an average of 45.5 kg CO
2/m
3 and 881.2 MJ/m
3, respectively. On the other hand, the AAM mixture made with high-volume GBFS emitted the highest CO
2 amount, while the AAM mixture made with high-volume POFA consumed the highest amount of energy with an average of 70.6 kg CO
2/m
3 and 1534.5 MJ/m
3, respectively. The results confirm that the CO
2 emissions and energy consumption associated with the production of AAM made with GBFS and POFA are relatively higher compared to that of AAM made with other industrial waste materials. Such results can be explained by the higher amount of electricity required for grinding GBFS to obtain the recommended particle size and for drying POFA in the oven at a temperature of 110 ± 5 °C for 24 h. Overall, it can be concluded that the highest CO
2 emissions and EE of all 42 AAM mixtures studied were significantly lower than that of the benchmark conventional mortar prepared using OPC (1/3 cement-sand mix), which is associated with 436.8 kg CO
2/m
3 and 2793 MJ/m
3, respectively.
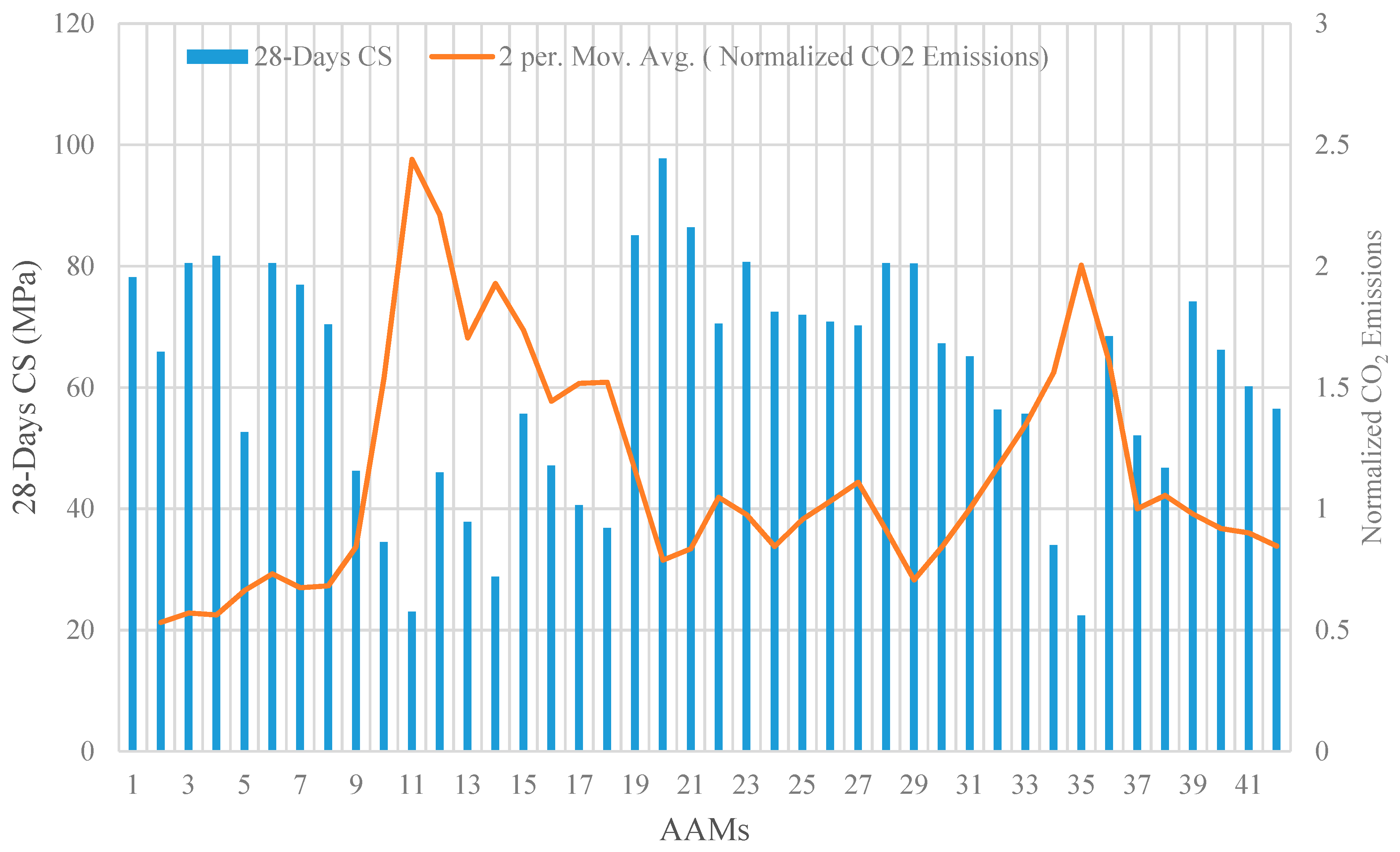
3.3. Modified LCA with Respect to Compressive Strength (CS) and Durability
For a consistent and systematic comparison among AAM mixtures, their CO
2 emissions are normalized with respect to CS, as shown in
Figure 9. The results confirm that in AAM mixtures incorporating high-volume FA and GBFS, a lower intensity of normalized CO
2 emissions is achieved. The highest intensity of normalized CO
2 emissions was recorded for AAM mixtures containing high-volume POFA, which is correlated to its relatively low CS and high CO
2 emission. For a given CS, a lower intensity of normalized CO
2 emissions can be achieved by replacing FA with GBFS. For instance, at CS of around 80 MPa, a reduction in GBFS from 70% (Mixture 9) to 30% (Mixture 1) reduced the normalized CO
2 emission from 1.15 CO
2·m
−3/MPa to 0.5 CO
2·m
−3/MPa. By substituting 20% of WCP mass (Mixture 35) with FA (Mixture 41) in AAMs containing high-volume WCP, the intensity of normalized CO
2 emissions could be decreased by around two times.
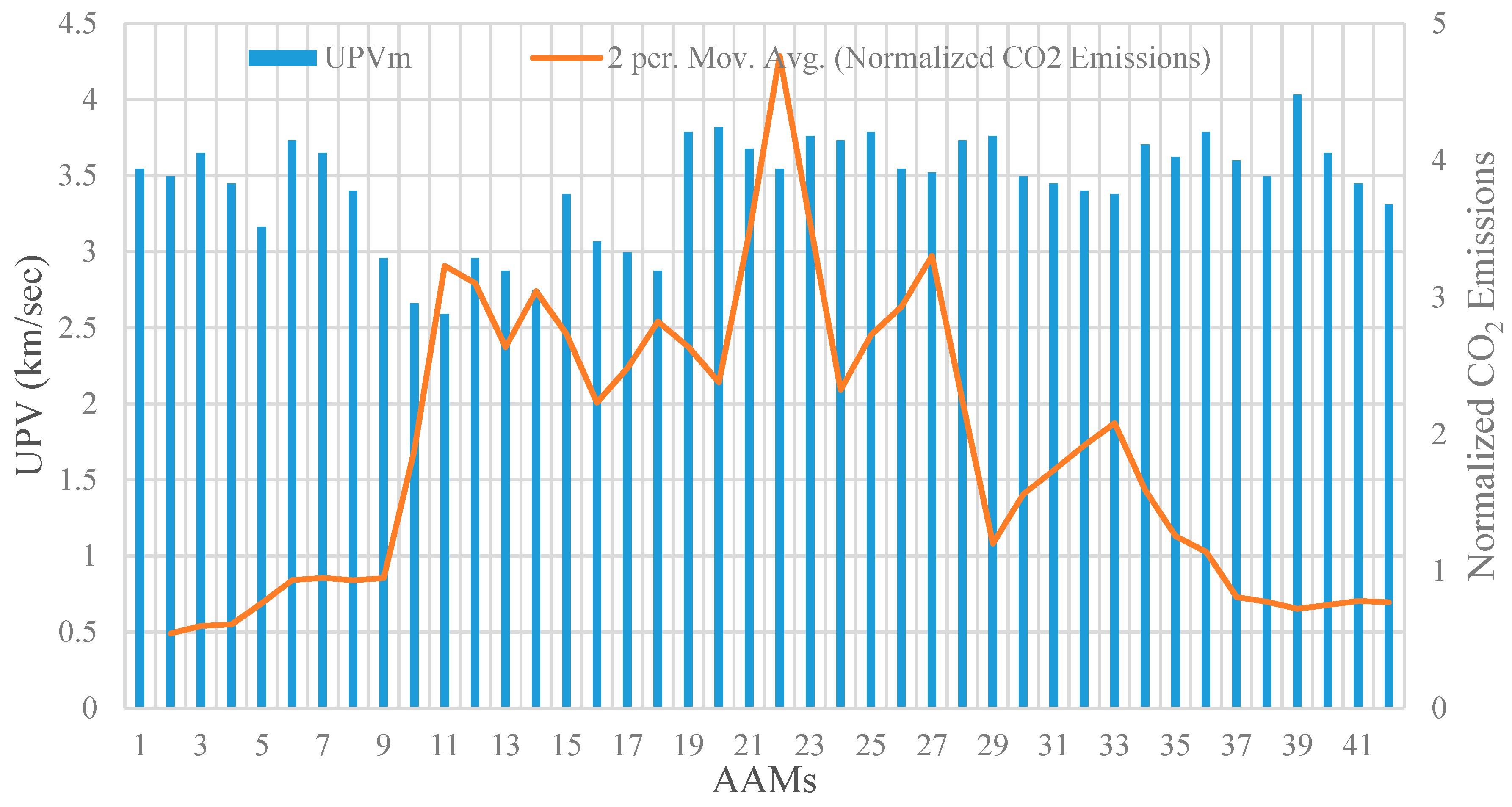
To include durability in the performance criteria of the studied AAM mixtures, their CO
2 emissions were normalized with respect to CS after 365 days of immersion in the sulfuric acid and sulphate solutions, as shown in
Figure 10 and
Figure 11. The results confirm that the normalized CO
2 emissions for AAM mixtures made with high-volume POFA and GBFS were relatively higher than that for other mixture designs. This can be ascribed to the fact that the mixtures containing GBFS and POFA were vulnerable to sulfuric acid and sulphate attack, where their CS significantly decreased after 365 days of immersion in these solutions. The highest normalized CO
2 emission in both sulfuric acid and sulphate attack was achieved by the AAM mixture number 22 incorporating high GBFS and POFA, with an intensity of around 5 CO
2·m
−3/MPa, which is nearly 5 times higher compared to that of the intact control condition. The intensity of normalized CO
2 emissions in AAMs made with a high percentage of GBFS and POFA did not experience major changes compared to their original intact conditions, where the average intensity in the sulfuric acid and sulphate attack exposures were around 1.26 and 0.83 CO
2·m
−3/MPa, respectively.


 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}