
Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures


Abstract
:1. Introduction
2. Materials
3. Experimental Procedure
4. Results and Discussion
4.1. Fresh Concrete Test Results
4.2. Hardened Concrete Test Results
4.2.1. Strength Properties and Fracture
4.2.2. The Effect of Crumbed Rubber on Freeze-Thaw Resistance of Concrete
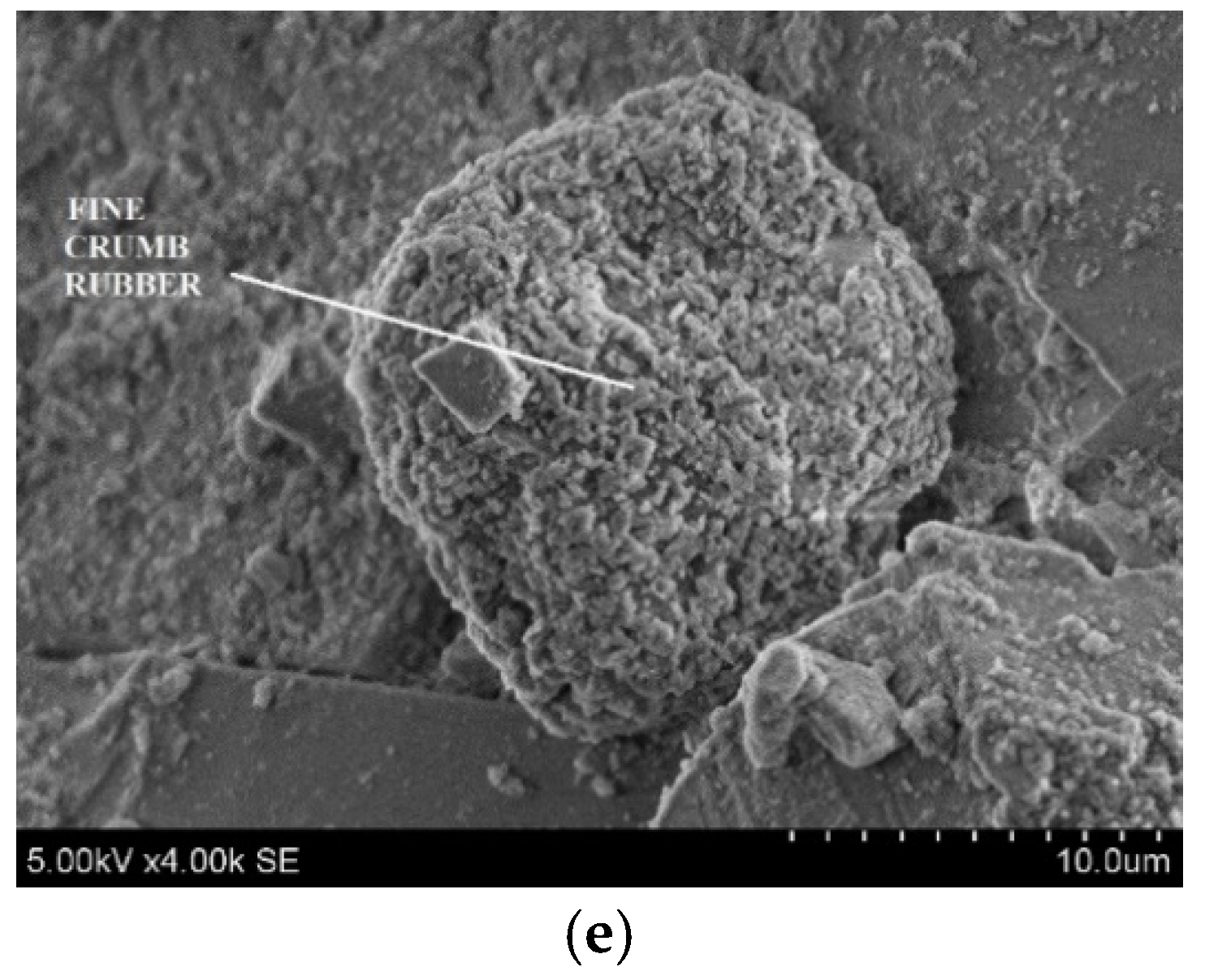
4.2.3. Scanning Electron Microscopic Analysis
5. Conclusions
- When rubber content increased, the workability decreased due to its irregular shape and fineness and that fine crumb rubber acts as a filler in concrete. Rubberized concrete mix modified with SBR latex showed higher workability compared to control mix due to the fluid nature of SBR latex and higher porosity which gives more softer concrete mix. When glass powder was added, it increased workability due to glass particles smooth surfaces.
- From experiments we can see that when crumb rubber content increased, fresh concrete density decreased, and air content increased due to its low specific gravity nature. Adding glass powder in rubberized concrete were showed lower density than other samples because both glass powder and rubber have a very low particle density than sand and cement.
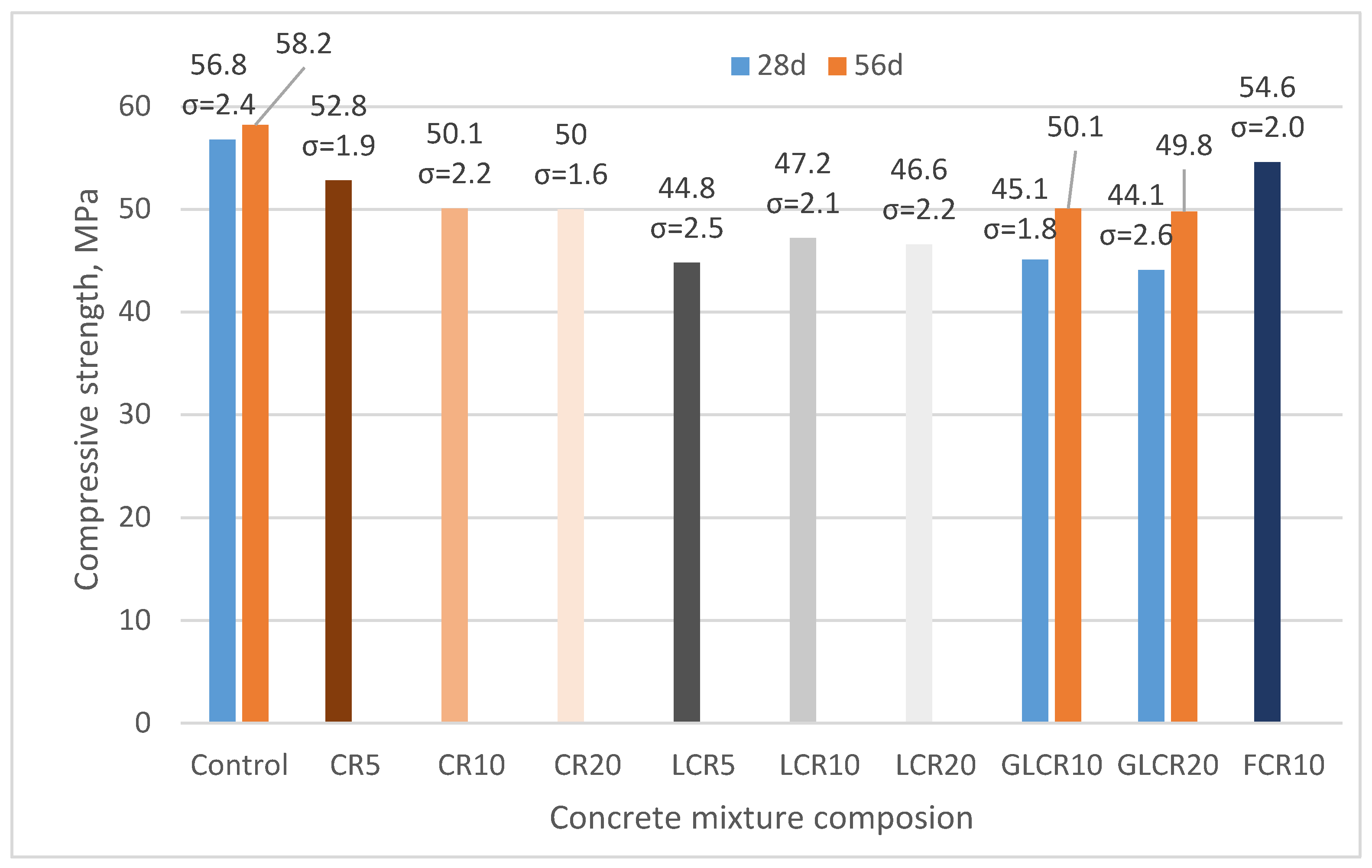
- When rubber amounts increased, compressive strength get decreased due to rises of air voids and cracks (which will develop easily around soft rubber materials). However, these rubberized concretes with a small amount of rubber provided sufficient compressive strength results (greater than 50 MPa). We see that compressive strength results after 56 days in glass powder modified samples increased 11–13% than 28 days compressive strengths, while in control samples at the same period was obtained 2.5% compressive strength increase. Therefore, from these 56 day results, we can say that pozzolanic reactions of glass powder started working in rubberized concrete.
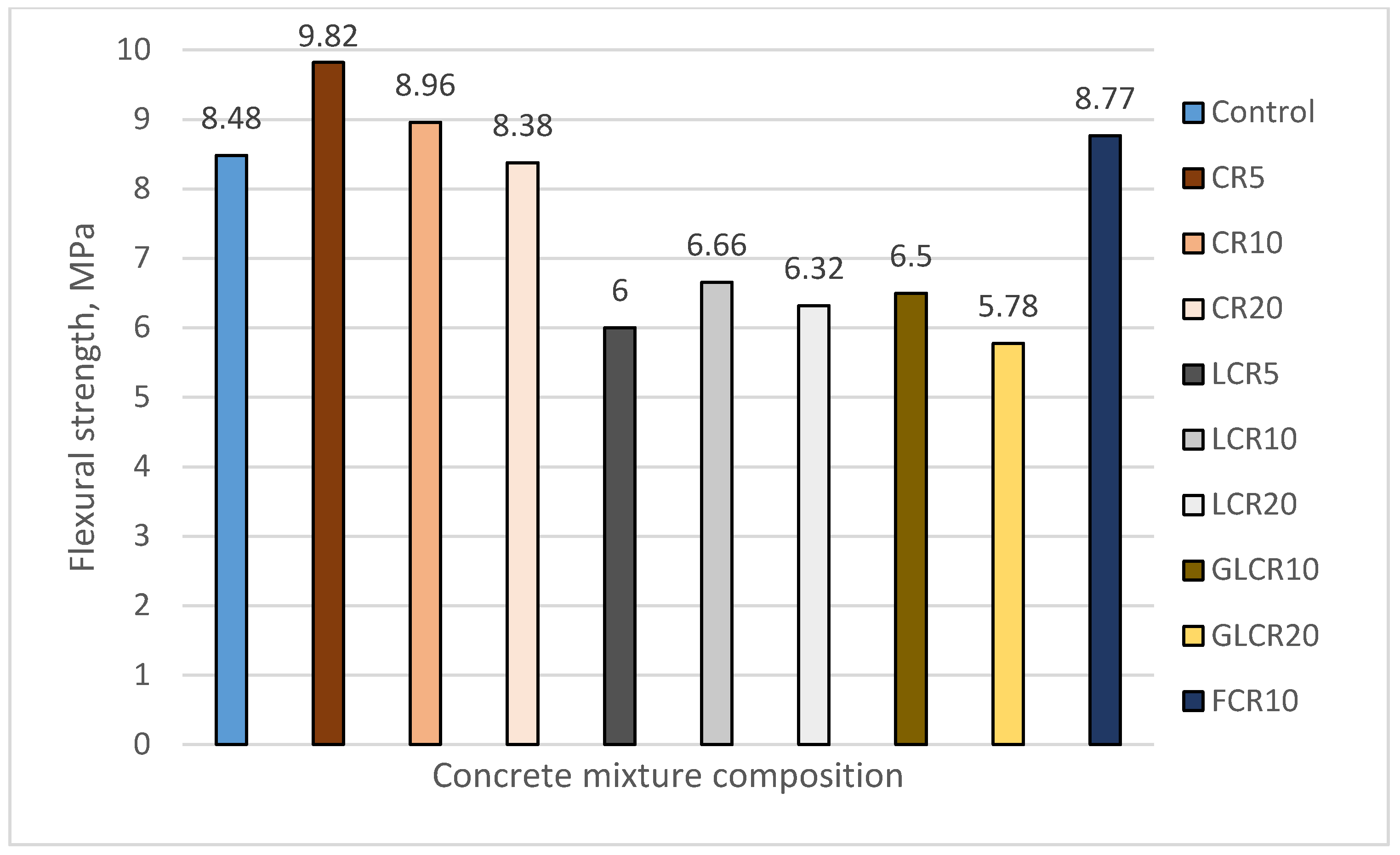
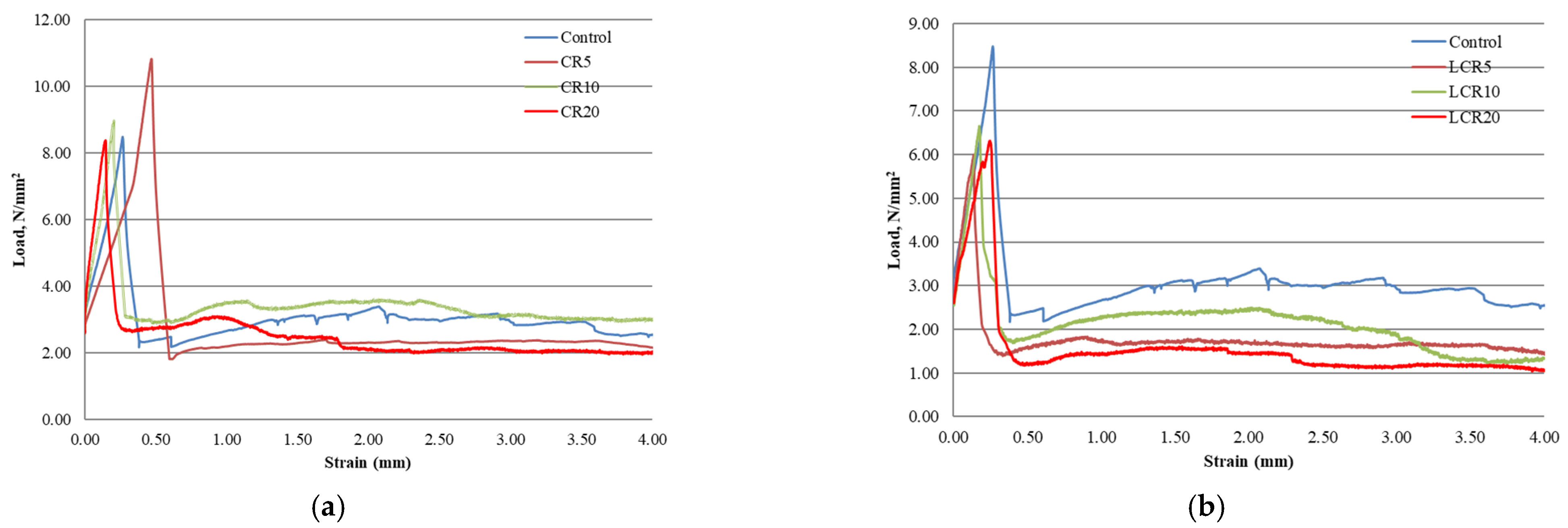
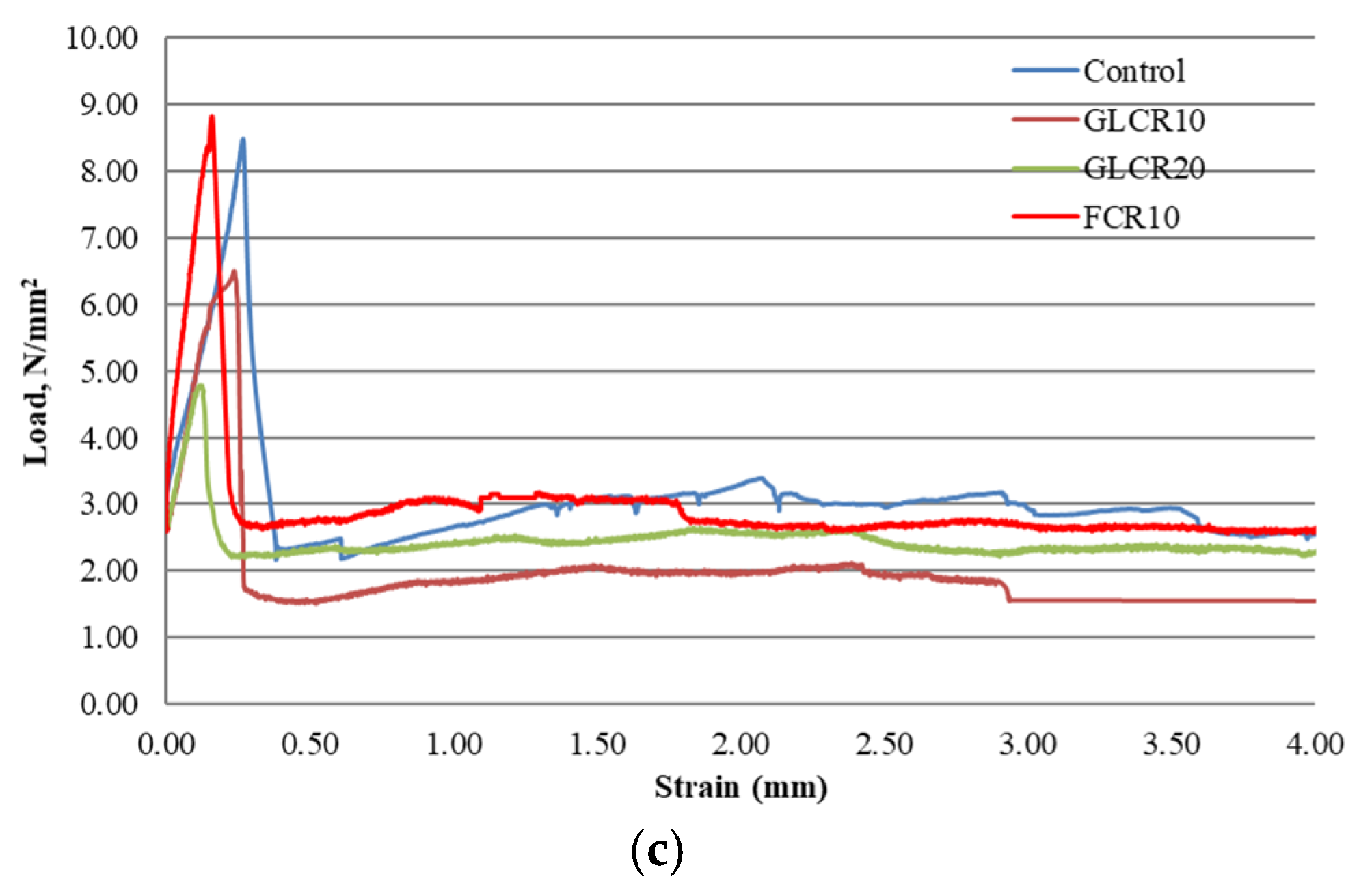
- The flexural strength of rubberized concrete with small amounts CR were increased by 3.4–15.8% compared with a control mix, due the fact that rubber is an elastic material and it will absorb high energy and perform positive bending toughness. The test results indicated that CR can intercept the tensile stress in concrete and make the deformation more plastic. The fracturing of such conglomerate concrete is not brittle, there is no abrupt post-peak load drop and gradually continues after the maximum load is exceeded. Such concrete requires much higher fracture energy.
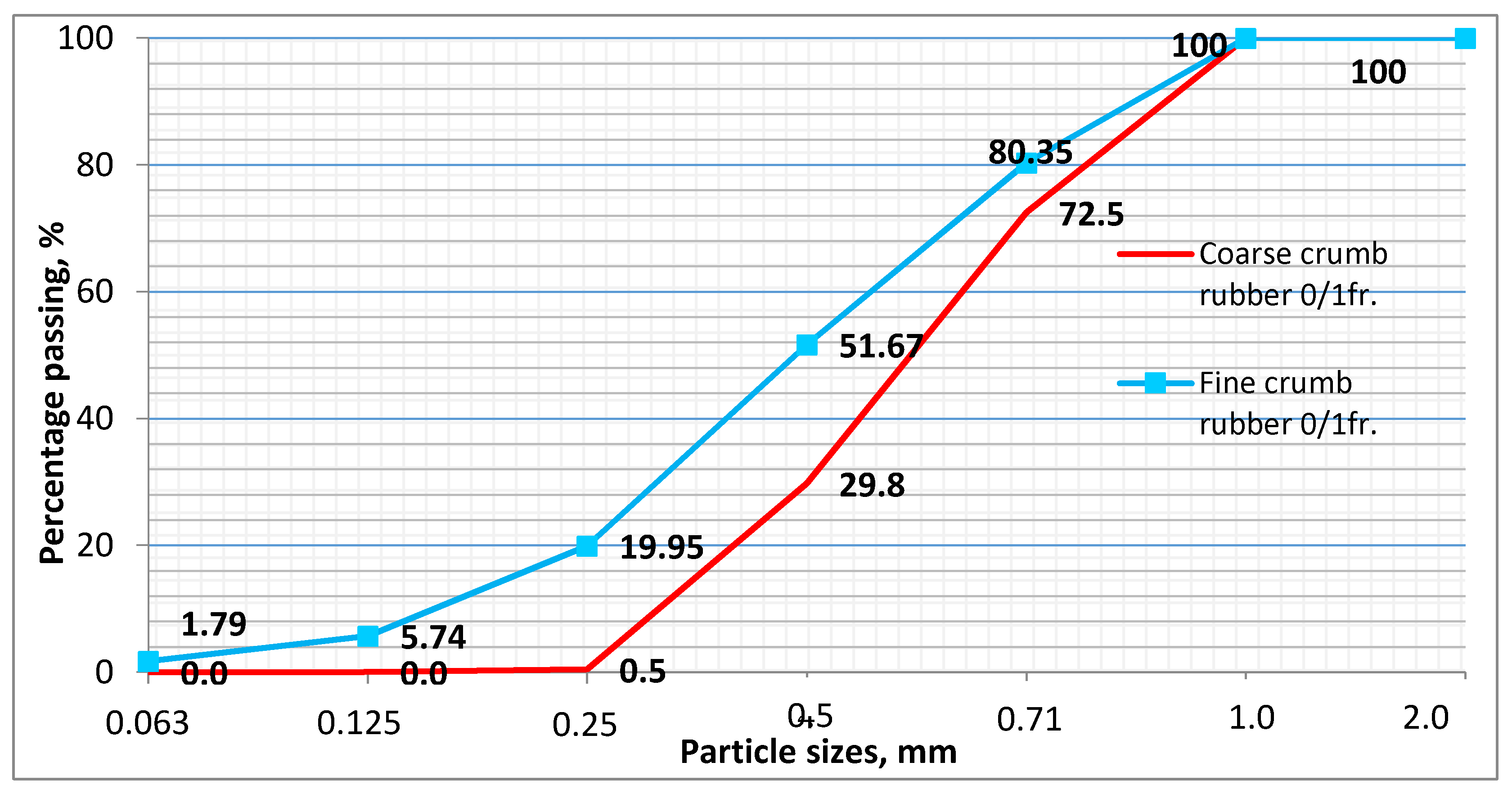
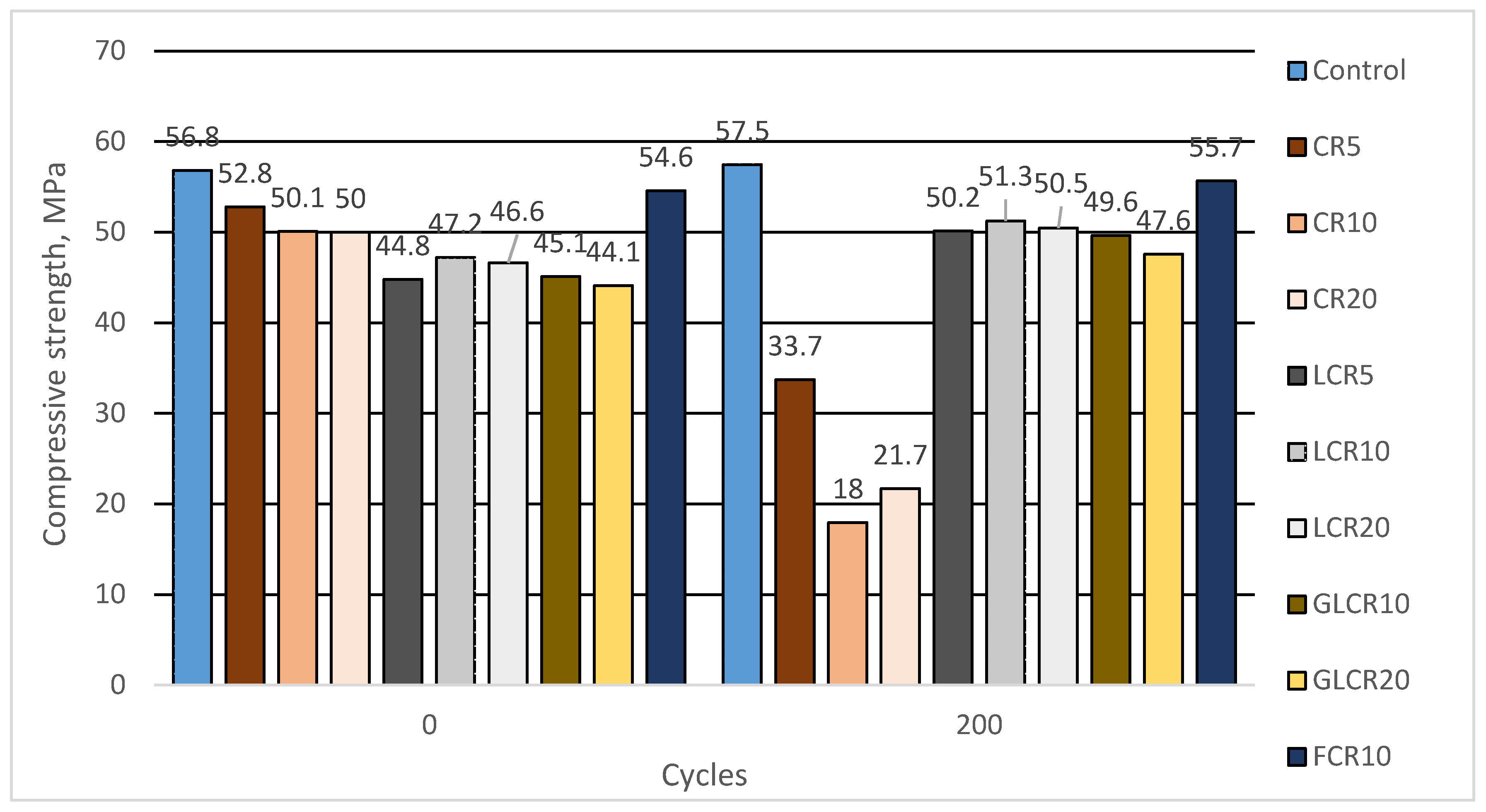
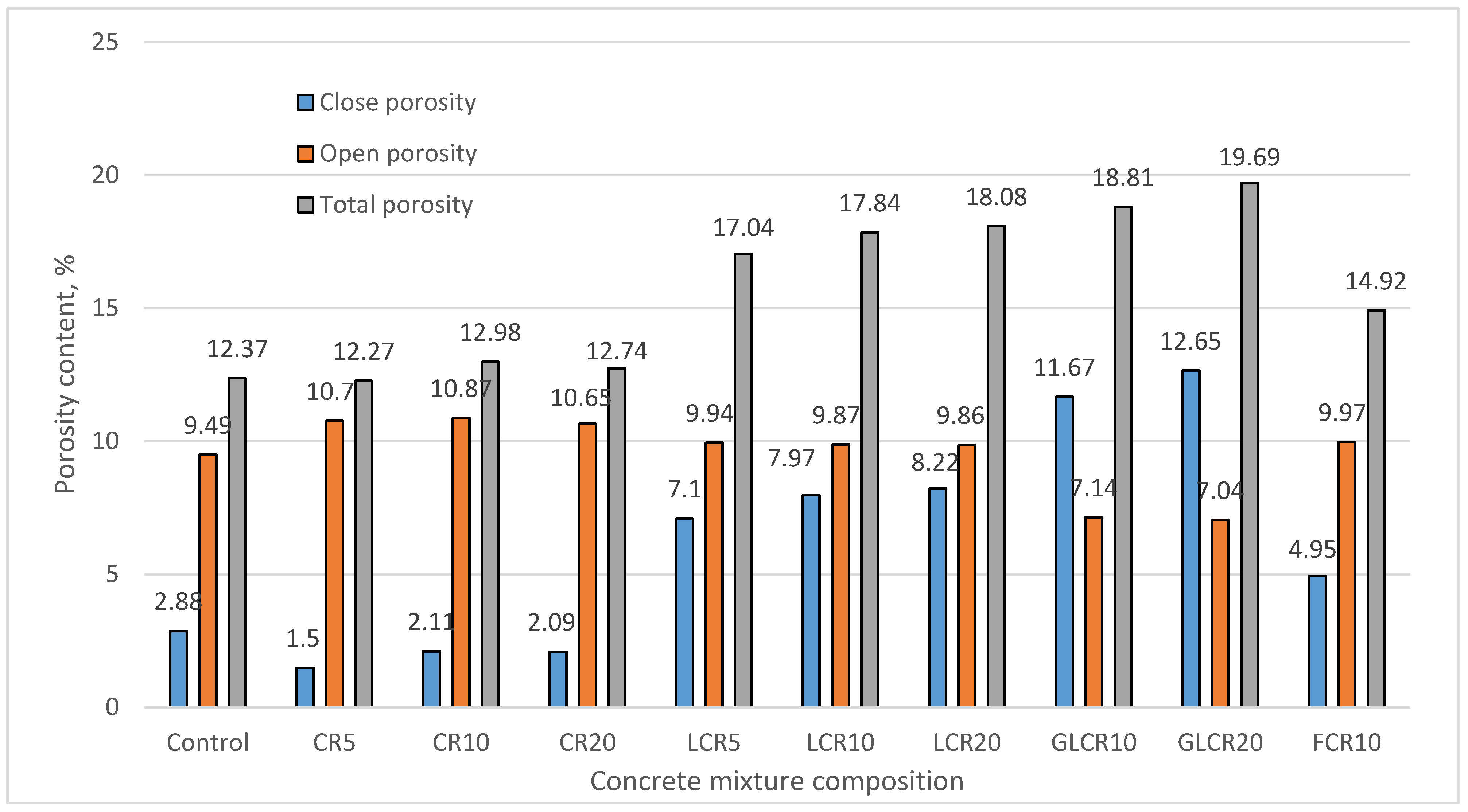
- Due to its non-polar nature, rubber entraps air in concrete, which provides space for pressure release during water freezing-thawing. Fine crumb rubber particles (lower than A300) will entrap more air content than coarse rubbers because due to their high specific area. We can state that 10 kg/m3 of fine size crumb rubber created enough micropores, which made concrete durable during the freezing-thawing resistance. Freezing-thawing results have confirmed that Kf values can be conveniently used to predict freeze-thaw resistance and durability of concrete.
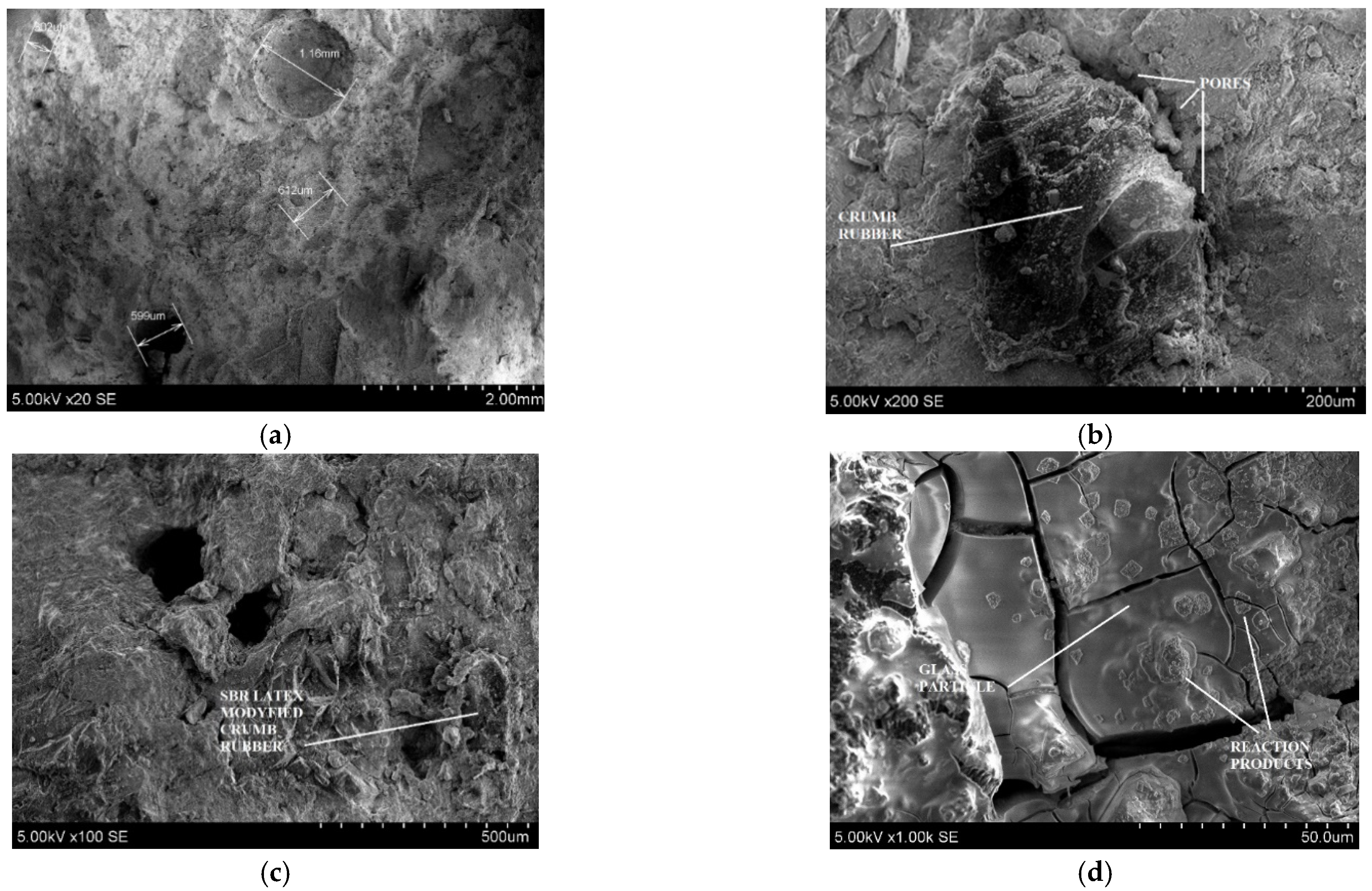
- In SEM analysis we can see that fine crumb rubber particles are much smaller that CR and it gives smaller pore size around rubber and cement stone contact zone. These pores and rubber particles give damping effect for freezing water which gives better concrete resistance to freezing-thawing.
- From all results we can state that 2 kg/m3 of prefabricated air burbles can be successfully replaced by 10 kg/m3 of fine crumb rubber to get the similar mechanical and durability properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- EU Road Surfaces: Economic and Safety Impact of the Lack of Regular Road Maintenance. Study 2014. Available online: https://www.europarl.europa.eu/RegData/etudes/STUD/2014/529059/IPOL_STU(2014)529059_EN.pdf (accessed on 31 March 2014).
- Mustaque, H.; Sharmin, S. Extending Asphalt Pavement Life Using Thin Whitetopping. Final Reports & Technical Briefs from Mid-America Transportation Center. p. 56. Available online: https://core.ac.uk/download/pdf/188090343.pdf (accessed on 1 December 2010).
- Grinys, A.; Augonis, A.; Daukšys, M.; Pupeikis, D. Mechanical properties and durability of rubberized and SBR latex modified rubberized concrete. Constr. Build. Mater. 2020, 248, 118584. [Google Scholar] [CrossRef]
- Raju, P.G.; Verma, A.K.; Kumar, H. Use of Cyclone Dust as Fill Material in Highway Construction. Adv. Civ. Eng. Mater. 2018, 7, 32–47. [Google Scholar] [CrossRef]
- The European Tyre and Rubber Manufacturers Association. Press Released in 2017–2020. Available online: https://www.etrma.org/news-resources/library/ (accessed on 2 January 2020).
- Siddique, R.; Naik, T.R. Properties of Concrete Containing Scrap-Tire Rubber–An Overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Edmondson, V.; Dias, E. Crumb Rubber used in Concrete to Provide Freeze–thaw Protection (Optimal Particle Size). J. Clean. Prod. 2016, 112, 599–606. [Google Scholar] [CrossRef]
- Richardson, A.E.; Coventry, K.A.; Ward, G. Freeze/Thaw Protection of Concrete with Optimum Rubber Crumb Content. J. Clean. Prod. 2012, 23, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Issa, C.A.; Salem, G. Use of Recycled Crumb Rubber as Fine Aggregates in Concrete Mix Design. Constr. Build. Mater. 2013, 42, 48–52. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.-C.; Ghaltaora, G.S.; Dirar, S. Properties of Concrete Prepared with Waste Tyre Rubber Particles of Uniform and Varying Sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Grinys, A.; Sivilevičius, H.; Daukšys, M. Tyre Rubber Additive Effect on Concrete Mixture Strength. J. Civ. Eng. Man. 2012, 18, 393–401. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R. Properties of High Strength Concrete Containing Scrap Tire Rubber. J. Clean. Prod. 2016, 113, 86–92. [Google Scholar] [CrossRef]
- Girskas, G.; Nagrockienė, D. Crushed Rubber Waste Impact of Concrete Basic Properties. Constr. Build. Mater. 2017, 140, 36–42. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-Tyre-Rubber Replacement for Aggregate and Filler in Concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Al-Tayeb, M.M.; Abu Bakar, B.H.; Akil, H.M.; Ismail, H. Effect of Partial Replacements of Sand and Cement by Waste Rubber on the Fracture Characteristics of Concrete. Polym. Plast. Technol. Eng. 2012, 51, 583–589. [Google Scholar] [CrossRef]
- Li, G.; Stubblefield, M.A.; Garrick, G.; Eggers, J.; Abadie, C.; Huang, B. Development of Waste Tire Modified Concrete. Cem. Concr. Res. 2004, 34, 2283–2289. [Google Scholar] [CrossRef]
- Chou, L.H.; Lu, C.; Chang, J.; Lee, M.T. Use of Waste Rubber as Concrete Additive. Waste Manag. Res. 2016, 25, 68–76. [Google Scholar] [CrossRef]
- Gjorv, O.E.; Sakai, K. Concrete Technology for a Sustainable Development in the 21st Century; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar] [CrossRef]
- Skripkiunas, G.; Grinys, A.; Cernius, B. Deformation properties of concrete with rubber waste additives. Mater. Sci. 2007, 13, 219–223. [Google Scholar]
- Youssf, O.; Mills, J.E.; Hassanli, R. Assessment of the Mechanical Performance of Crumb Rubber Concrete. Constr. Build. Mater. 2016, 125, 175–183. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo, F.; Cañavate, J. Composites reinforced with reused tyres: Surface oxidant treatment to im-prove the interfacial compatibility. Compos. Part. A Appl. Sci. Manuf. 2007, 38, 44–50. [Google Scholar] [CrossRef]
- Glass Alliance Europe Statistical Report 2018–2019. Available online: https://www.wko.at/branchen/industrie/glasindustrie/statistical-report-glass-alliance-europe-2018–2019.pdf (accessed on 1 June 2020).
- Zidol, A.; Tognonvi, M.T.; Tagnit-Hamou, A. Effect of Glass Powder on Concrete Sustainability. N. J. Glass. Ceram. 2017, 7, 34–47. [Google Scholar] [CrossRef] [Green Version]
- Ismail, Z.Z.; Al-Hashmi, E.A. Recycling of Waste Glass as a Partial Replacement for Fine Aggregate in Concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef] [PubMed]
- Abendeh, R.; Ramadan, K.; Haddad, R.; Banibaker, M. Freezing Thawing Resistance of Concrete Incorporating Glass Waste. J. Mater. Sci. Res. 2015, 4. [Google Scholar] [CrossRef] [Green Version]
- Elaqra, H.A.; Haloub, M.A.A.; Rustom, R.N. Effect of New Mixing Method of Glass Powder as Cement Re-placement on Mechanical Behavior of Concrete. Constr. Build. Mater. 2019, 203, 75–82. [Google Scholar] [CrossRef]
- Skripkiūnas, G.; Vaitkevičius, V.; Daukšys, M.; Grinys, A. Prediction of concrete freezing–Thawing Resistance. In Proceedings of the 7th International Congress Concrete: Construction’s Sustainable Option, Dundee, UK, 8–10 July 2008; pp. 317–324. [Google Scholar]
- Fracture Energy of High-Strength Concrete. ACI Mater. J. 2001, 98. [CrossRef]
- Afshinnia, K.; Rangaraju, P.R. Impact of Combined use of Ground Glass Powder and Crushed Glass Aggregate on Selected Properties of Portland Cement Concrete. Constr. Build. Mater. 2016, 117, 263–272. [Google Scholar] [CrossRef]
- Rahma, A.; El Naber, N.; Ismail, S. Effect of Glass Powder on the Compression Strength and the Workability of Concrete. Cogent. Eng. 2017, 4. [Google Scholar] [CrossRef]
- Malek, M.; Łasica, W.; Jackowski, M.; Kadela, M. Effect of Waste Glass Addition as a Replacement for Fine Aggregate on Properties of Mortar. Materials 2020, 13, 3189. [Google Scholar] [CrossRef] [PubMed]
- Bisht, K.; Ramana, P.V. Evaluation of Mechanical and Durability Properties of Crumb Rubber Concrete. Constr. Build. Mater. 2017, 155, 811–817. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Leung, C.K.; Tang, S.; Pan, J.; Huang, W.; Chen, E. Properties of Rubberized Concrete Modified by using Silane Coupling Agent and Carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Ramdani, S.; Guettala, A.; Benmalek, M.; Aguiar, J.B. Physical and Mechanical Performance of Concrete made with Waste Rubber Aggregate, Glass Powder and Silica Sand Powder. J. Build. Eng. 2019, 21, 302–311. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Quantity, % | |
|---|---|---|
| CEM I 42.5 R | Glass Powder | |
| SiO2 | 21.01 | 72.76 |
| TiO2 | - | 0.04 |
| Al2O3 | 5.39 | 1.67 |
| Fe2O3 | 3.23 | 0.79 |
| CaO | 62.11 | 9.74 |
| MgO | 1.98 | 2.09 |
| MnO | - | 0.02 |
| Na2O | 0.38 | 12.56 |
| K2O | 0.82 | 0.76 |
| P2O5 | - | 0.02 |
| SO3 | 3.1 | 0.1 |
| Na2Oeq | 0.92 | 13.06 |
| Loss on ignition (%) | 2.38 | 1 |
| Notation | Compositions for 1 m3 of Concrete Mix | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CR Characteristics | SBR Latex, kg | Cement, kg | Glass Powder, kg | Crushed Granite 4/16, kg | Sand 0/4, kg | Fiber kg | Water, l | Admixtures, wt% of Cement | ||||
| SikaAer Solid | Super-Plastici-zer | Shrinkage Reducer | ||||||||||
| Fine-ness | CR, kg | |||||||||||
| Control | - | - | - | 360 | - | 999 | 922 | 3.5 | 152.3 | 2.0 | 0.8 | 2.0 |
| CR5 | CCR | 5 | 909 | 152.3 | - | |||||||
| CR10 | 10 | 896 | 152.3 | |||||||||
| CR20 | 20 | 870 | 152.3 | |||||||||
| LCR5 | 5 | 30 | 909 | 137.3 | ||||||||
| LCR10 | 10 | 896 | 137.3 | |||||||||
| LCR20 | 20 | 870 | 137.3 | |||||||||
| GLCR10 | 10 | 350 | 10 | 896 | 137.3 | |||||||
| GLCR20 | 20 | 340 | 20 | 870 | 137.3 | |||||||
| FCR10 | FCR | 10 | - | 360 | - | 896 | 152.3 | |||||
| Notation | Slump, mm | Density, kg/m3 | Air Content, % |
|---|---|---|---|
| Control | 195 | 2450 | 2.5 |
| CR5 | 230 | 2400 | 2.4 |
| CR10 | 200 | 2380 | 3.2 |
| CR20 | 190 | 2350 | 3.4 |
| LCR5 | 260 | 2354 | 5.5 |
| LCR10 | 260 | 2321 | 6.0 |
| LCR20 | 250 | 2290 | 6.8 |
| GLCR10 | 255 | 2285 | 7.2 |
| GLCR20 | 265 | 2281 | 7.5 |
| FCR10 | 185 | 2361 | 2.3 |
| Notation | Area, N-m | Fracture Energy, N/m | Residual Flexural Strength at 0.5 mm, MPa | Residual Flexural Strength at 3.5 mm, MPa |
|---|---|---|---|---|
| Control | 8.75 | 973 | 2.4 | 2.55 |
| CR5 | 10.99 | 1222 | 6.64 | 2.34 |
| CR10 | 10.45 | 1161 | 2.94 | 3.01 |
| CR20 | 7.95 | 883 | 2.76 | 2.06 |
| LCR5 | 5.75 | 639 | 1.61 | 1.66 |
| LCR10 | 5.15 | 573 | 1.8 | 1.33 |
| LCR20 | 4.21 | 468 | 1.24 | 1.19 |
| GLCR10 | 5.32 | 591 | 1.55 | 1.51 |
| GLCR20 | 7.98 | 887 | 2.29 | 2.28 |
| FCR10 | 8.58 | 954 | 2.75 | 2.58 |
| Notation | Water Absorption, % | Concrete Density, kg/m3 | Kf | Predicted Cycles | The Change of Compressive Strength, % Compared to Initial Compressive Strength (Before Freeze-Thaw Test) after 200 Cycles |
|---|---|---|---|---|---|
| Control | 4.03 | 2351 | 3.62 | 581 | +1.19 |
| CR5 | 4.11 | 2345 | 1.55 | 208 | −36.14 |
| CR10 | 3.72 | 2311 | 2.16 | 330 | −64.17 |
| CR20 | 4.11 | 2301 | 2.18 | 335 | −56.62 |
| LCR5 | 4.46 | 2231 | 7.93 | >800 | +11.98 |
| LCR10 | 4.47 | 2210 | 8.97 | >800 | +8.60 |
| LCR20 | 4.48 | 2203 | 9.26 | >800 | +8.33 |
| GLCR10 | 3.27 | 2183 | 18.16 | >800 | +10.04 |
| GLCR20 | 3.26 | 2160 | 19.97 | >800 | +7.87 |
| FCR10 | 4.35 | 2322 | 5.52 | >800 | +1.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grinys, A.; Balamurugan, M.; Augonis, A.; Ivanauskas, E. Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures. Materials 2021, 14, 2321. https://doi.org/10.3390/ma14092321
Grinys A, Balamurugan M, Augonis A, Ivanauskas E. Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures. Materials. 2021; 14(9):2321. https://doi.org/10.3390/ma14092321
Chicago/Turabian StyleGrinys, Audrius, Muthaiah Balamurugan, Algirdas Augonis, and Ernestas Ivanauskas. 2021. "Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures" Materials 14, no. 9: 2321. https://doi.org/10.3390/ma14092321