
Formation of Die Soldering and the Influence of Alloying Elements on the Intermetallic Interface


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Mechanism of Die Soldering
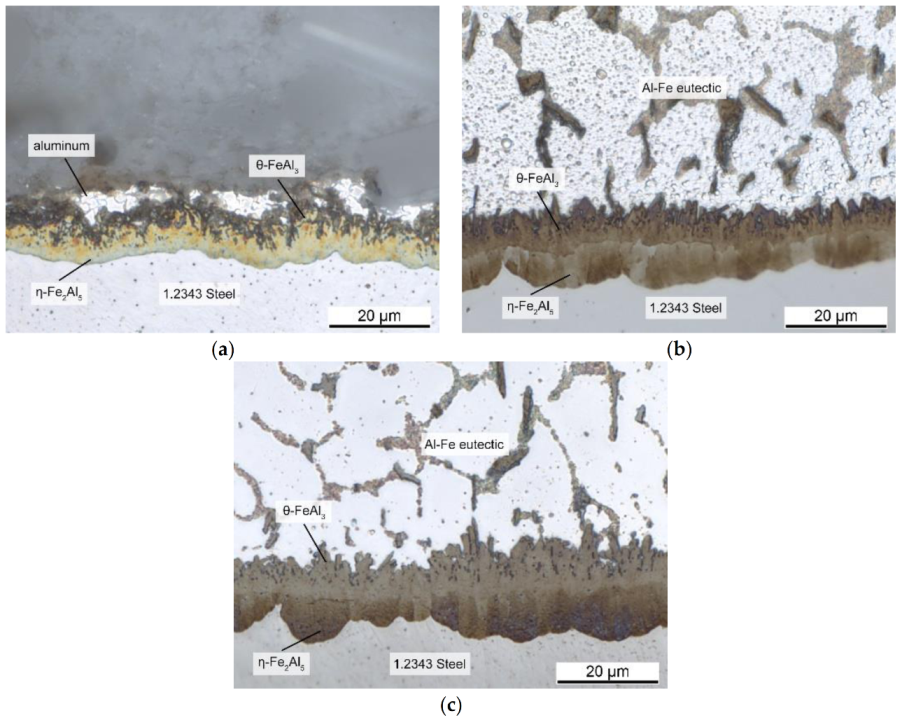
3.1.1. Tool Steel and Pure Aluminum
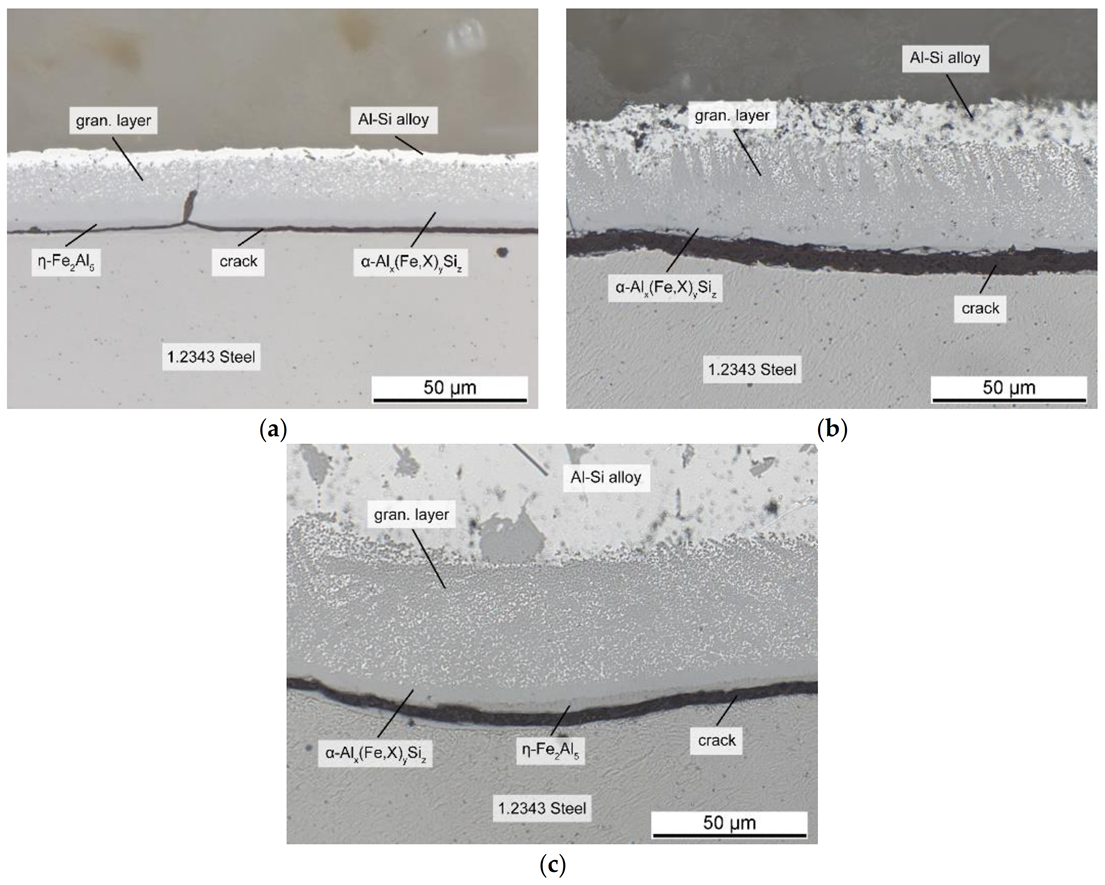
3.1.2. Tool Steel and AlSi-Alloy
3.2. Influence of Mn
3.3. Alternatives to Mn
3.4. The Optimal Intermetallic Interface
4. Summary and Conclusions
- Die soldering occurs due to the formation of intermetallic layers between the tool steel and the Al-alloy. The combined presence of the intermetallic β-Al5FeSi phase and a remelting region surrounding it are responsible for bonding. The intermetallic β-phase develops an irregular, needle-shaped boundary. With a solidus temperature lower than the casting temperature of the melt, the fcc-Al phase fraction of the granular layer and the AlSi-alloy become liquid in every casting cycle and solidify around the β-needles. This leads to a strong joint, and thus die soldering takes place.
- The shape of the intermetallic interface can be altered by the alloy composition. The optimal intermetallic interface is free of the β-Al5FeSi phase and has an evenly shaped boundary to the granular region or the AlSi-alloy. The smooth course facilitates demolding. Additionally the granular region should be as narrow as possible to prevent remelting. In the ideal case, the intermetallic layer should stay as a solid and compact layer on the tool steel, impeding diffusion and thus die soldering. Still, the exact mechanism and role of the granular region needs further research.
- Manganese inhibits the formation of the β-Al5FeSi phase. However, it creates a vast granular region. With rising Mn content, the volume fraction of intermetallic phase in the granular layer increases, while the possible remelting fcc-Al phase fraction decreases. Both effects improve the die-soldering behavior, yet to achieve them additions up to 0.8 wt.% are necessary. This leads to a higher proportion of brittle phases in the Al-alloy, which may decrease ductility.
- Molybdenum and cobalt achieve similar effects to Mn. However, smaller additions of 0.3 wt.% are sufficient, which are presumably less harmful to ductility. While Mo presents an efficient alternative for Mn, Co seems to work only partially, with unaffected areas in between. This makes it a less-attractive solution to prevent die soldering.
- Chromium is the most efficient element against die soldering. It inhibits the formation of the β-Al5FeSi phase and reduces the overall thickness of the intermetallic interface. In addition, the granular layer becomes negligible small. Optical microscopy and EDS measurements indicate the promotion of the η-Fe2Al5 phase, which could impede diffusion in early states of intermetallic formation. Cr is the only element investigated, which provides both features of an optimal intermetallic interface. Addition of 0.2 wt.% of Cr, which is sufficient to achieve these effects, offers a great potential to improve the properties of AlSi-alloys over Mn. However, additional investigations must be carried out regarding the interaction between the elements of this study to derive the most efficient alloy composition for high ductility, as well as die-soldering prevention. Further studies should also focus on the reducing influence of chromium on the layer thickness, in contrast to Mn and Mo, despite having similar effects on the intermetallic phases at the interface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Vinarcik, E.J. High Integrity Die Casting Processes; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Chu, Y.-L.; Cheng, P.; Shivpuri, R. Soldering phenomenon in aluminum die casting: Possible causes and cures. In Proceedings of the 17th International Die Casting Congress and Exposition, Cleveland, OH, USA, 18–21 October 1993; pp. 361–371. [Google Scholar]
- Polmear, I. Light Alloys: From Traditional Alloys to Nanocrystals; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Shankar, S.; Apelian, D. Die soldering: Effect of process parameters and alloy characteristics on soldering in the pressure die casting process. Int. J. Cast Met. Res. 2002, 15, 103–116. [Google Scholar] [CrossRef]
- Shankar, S.; Apelian, D. Die soldering: Mechanism of the interface reaction between molten aluminum alloy and tool steel. Metall. Mater. Trans. B 2002, 33, 465–476. [Google Scholar] [CrossRef] [Green Version]
- Shankar, S.; Apelian, D. Mechanism and preventive measures for die soldering during Al casting in a ferrous mold. JOM 2002, 54, 47–54. [Google Scholar] [CrossRef]
- Nazari, K.; Shabestari, S. Effect of micro alloying elements on the interfacial reactions between molten aluminum alloy and tool steel. J. Alloys Compd. 2009, 478, 523–530. [Google Scholar] [CrossRef]
- Han, Q.; Viswanathan, S. Analysis of the mechanism of die soldering in aluminum die casting. Metall. Mater. Trans. A 2003, 34, 139–146. [Google Scholar] [CrossRef]
- Hou, X.; Yang, H.; Zhao, Y.; Pan, F. Effect of Si on the interaction between die casting die and aluminum alloy. Mater. Lett. 2004, 58, 3424–3427. [Google Scholar] [CrossRef]
- Choi, S.W.; Kim, Y.C.; Kim, C.W.; Cho, J.I.; Kang, C.S.; Kim, Y.M.; Hong, S.K. Effect of Mn on the Interaction between Die Casting Steel and Al Alloy. In ICAA13 Pittsburgh; Springer: Cham, Switzerland, 2012; pp. 225–229. [Google Scholar] [CrossRef]
- Chen, Z.; Fraser, D.; Jahedi, M. Structures of intermetallic phases formed during immersion of H13 tool steel in an Al–11Si–3Cu die casting alloy melt. Mater. Sci. Eng. A 1999, 260, 188–196. [Google Scholar] [CrossRef]
- Joshi, V.; Srivastava, A.; Shivpuri, R. Intermetallic formation and its relation to interface mass loss and tribology in die casting dies. Wear 2004, 256, 1232–1235. [Google Scholar] [CrossRef]
- Chen, Z. Formation and progression of die soldering during high pressure die casting. Mater. Sci. Eng. A 2005, 397, 356–369. [Google Scholar] [CrossRef]
- Domkin, K.; Hattel, J.H.; Thorborg, J. Modeling of high temperature-and diffusion-controlled die soldering in aluminum high pressure die casting. J. Mater. Process. Technol. 2009, 209, 4051–4061. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic interactions between solid iron and molten aluminium. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar] [CrossRef]
- Wagner, C. The evaluation of data obtained with diffusion couples of binary single-phase and multiphase systems. Acta Metall. 1969, 17, 99–107. [Google Scholar] [CrossRef]
- Xu, L.; Cui, Y.; Hao, Y.; Yang, R. Growth of intermetallic layer in multi-laminated Ti/Al diffusion couples. Mater. Sci. Eng. A 2006, 435, 638–647. [Google Scholar] [CrossRef]
- Kim, D.-G.; Jung, S.-B. Interfacial reactions and growth kinetics for intermetallic compound layer between In–48Sn solder and bare Cu substrate. J. Alloys Compd. 2005, 386, 151–156. [Google Scholar] [CrossRef]
- Lee, W.-B.; Bang, K.-S.; Jung, S.-B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloys Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Dybkov, V.I. Reaction diffusion in heterogeneous binary systems. J. Mater. Sci. 1986, 21, 3078–3084. [Google Scholar] [CrossRef]
- Li, X.; Scherf, A.; Heilmaier, M.; Stein, F. The Al-rich part of the Fe-Al phase diagram. J. Phase Equilibria Diffus. 2016, 37, 162–173. [Google Scholar] [CrossRef] [Green Version]
- Yin, F.; Zhao, M.; Liu, Y.; Wei, H.; Zhi, L. Effect of Si on growth kinetics of intermetallic compounds during reaction between solid iron and molten aluminum. Trans. Nonferrous Met. Soc. China 2013, 23, 556–561. [Google Scholar] [CrossRef]
- Takata, N.; Nishimoto, M.; Kobayashi, S.; Takeyama, M. Crystallography of Fe2Al5 phase at the interface between solid Fe and liquid Al. Intermetallics 2015, 67, 1–11. [Google Scholar] [CrossRef]
- Cheng, W.-J.; Wang, C.-J. Effect of chromium on the formation of intermetallic phases in hot-dipped aluminide Cr–Mo steels. Appl. Surf. Sci. 2013, 277, 139–145. [Google Scholar] [CrossRef]
- Winkelman, G.B.; Chen, Z.W.; St John, D.S.; Jahedi, M.Z. Morphological features of interfacial intermetallics and interfacial reaction rate in Al-11Si-2.5 Cu-(0.15/0.60) Fe cast alloy/die steel couples. J. Mater. Sci. 2004, 39, 519–528. [Google Scholar] [CrossRef]
- Akdeniz, M.V.; Mekhrabov, A. The effect of substitutional impurities on the evolution of Fe-Al diffusion layer. Acta Mater. 1998, 46, 1185–1192. [Google Scholar] [CrossRef]
- Bösch, D.; Pogatscher, S.; Hummel, M.; Fragner, W.; Uggowitzer, P.J.; Göken, M.; Höppel, H.W. “Secondary Al-Si-Mg high-pressure die casting alloys with enhanced ductility. Metall. Mater. Trans. A 2015, 46, 1035–1045. [Google Scholar] [CrossRef]
- Seifeddine, S.; Johansson, S.; Svensson, I.L. The influence of cooling rate and manganese content on the β-Al5FeSi phase formation and mechanical properties of Al–Si-based alloys. Mater. Sci. Eng. A 2008, 490, 385–390. [Google Scholar] [CrossRef]
- Moustafa, M.A. Effect of iron content on the formation of β-Al5FeSi and porosity in Al–Si eutectic alloys. J. Mater. Process. Technol. 2009, 209, 605–610. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Taylor, J.A.; Dahle, A.K. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Liu, Y.; Bian, X.; Yang, J.; Zhang, K.; Feng, L.; Yang, C. An investigation of metallurgical bonding in Al-7Si/gray iron bimetal composites. J. Mater. Res. 2013, 28, 3190–3198. [Google Scholar] [CrossRef]
- Belmares-Perales, S.; Castro-Román, M.; Herrera-Trejo, M.; Ramírez-Vidaurri, L. Effect of cooling rate and Fe/Mn weight ratio on volume fractions of α-AlFeSi and β-AlFeSi phases in Al−7.3 Si−3.5 Cu alloy. Met. Mater. Int. 2008, 14, 307–314. [Google Scholar] [CrossRef]
- Hwang, J.; Doty, H.; Kaufman, M. The effects of Mn additions on the microstructure and mechanical properties of Al–Si–Cu casting alloys. Mater. Sci. Eng. A 2008, 488, 496–504. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Chen, X.G.; Pekguleryuz, M. Interaction between molybdenum and manganese to form effective dispersoids in an Al–Si–Cu–Mg alloy and their influence on creep resistance. Mater. Sci. Eng. A 2015, 627, 127–138. [Google Scholar] [CrossRef]
- Kumar, S.; Malisano, J.; Ito, Y.; O’Reilly, K. Influence of Trace Element Additions on Fe Bearing Intermetallic Solidification of a 6063 Al Alloy. In Light Metals 2017; Springer: Cham, Switzerland, 2017; pp. 305–311. [Google Scholar]
- Wu, X.; Zhang, H.; Zhang, F.; Ma, Z.; Jia, L.; Yang, B.; Tao, T.; Zhang, H. Effect of cooling rate and Co content on the formation of Fe-rich intermetallics in hypoeutectic Al7Si0.3Mg alloy with 0.5%Fe. Mater. Charact. 2018, 139, 116–124. [Google Scholar] [CrossRef]
- Timelli, G.; Ferraro, S.; Fabrizi, A. Effects of chromium and bismuth on secondary aluminium foundry alloys. Int. J. Cast Met. Res. 2013, 26, 239–246. [Google Scholar] [CrossRef]
- Mahta, M.; Emamy, M.; Daman, A.; Keyvani, A.; Campbell, J. Precipitation of Fe rich intermetallics in Cr- and Co-modified A413 alloy. Int. J. Cast Met. Res. 2005, 18, 73–79. [Google Scholar] [CrossRef]
- Zhan, H.; Hu, B. Analyzing the microstructural evolution and hardening response of an Al-Si-Mg casting alloy with Cr addition. Mater. Charact. 2018, 142, 602–612. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Si | Mo | V | Mn | Fe | Mg |
|---|---|---|---|---|---|---|---|---|
| 1.2343 | 0.38 | 5.30 | 1.00 | 1.20 | 0.40 | 0.40 | Rest | - |
| Al-alloy (reference) | - | - | 7.28 | - | - | 0.01 | 0.13 | 0.32 |
| Element Addition | |||
|---|---|---|---|
| Mn | Mo | Co | Cr |
| 0.2 | 0.1 | 0.1 | 0.1 |
| 0.4 | 0.2 | 0.2 | 0.2 |
| 0.8 | 0.3 | 0.3 | 0.3 |
| Sample | Phase | Al | Si | Fe | Mn | Cr | Mo |
|---|---|---|---|---|---|---|---|
| Reference | η-Fe2Al5 | 63.34 | 5.79 | 28.31 | 0.17 | 1.98 * | 0.27 |
| Reference | β-Al5FeSi | 70.24 | 14.85 | 14.13 | 0.06 | 0.41 * | 0.12 |
| Reference | αH-Al12Fe3Si2 | 69.18 | 12.32 | 18.50 | 0.10 | 1.18 * | 0.14 |
| 0.8 Mn | αC-Al15(Fe,X)3Si2 | 72.18 | 10.33 | 15.13 | 2.36 | 1.06 * | 0.29 |
| 0.3 Cr | αC-Al15(Fe,X)3Si2 | 71.83 | 10.07 | 13.28 | 0.10 | 3.27 | 0.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kohlhepp, M.; Uggowitzer, P.J.; Hummel, M.; Höppel, H.W. Formation of Die Soldering and the Influence of Alloying Elements on the Intermetallic Interface. Materials 2021, 14, 1580. https://doi.org/10.3390/ma14071580
Kohlhepp M, Uggowitzer PJ, Hummel M, Höppel HW. Formation of Die Soldering and the Influence of Alloying Elements on the Intermetallic Interface. Materials. 2021; 14(7):1580. https://doi.org/10.3390/ma14071580
Chicago/Turabian StyleKohlhepp, Marius, Peter J. Uggowitzer, Marc Hummel, and Heinz Werner Höppel. 2021. "Formation of Die Soldering and the Influence of Alloying Elements on the Intermetallic Interface" Materials 14, no. 7: 1580. https://doi.org/10.3390/ma14071580