
UHMWPE-Based Glass-Fiber Composites Fabricated by FDM. Multiscaling Aspects of Design, Manufacturing and Performance

 ,
,  ,
, 
Abstract
:1. Introduction
- FG is common low-cost industrial filler, characterized by high technological effectiveness;
- FG have a stable composition, shapes and the aspect ratio, which enables to reliably compare the effect of micron- and millimeter-scale fiber sizes;
- Loading with commercially available HDPE-g-VTMS allows for an increase in interfacial adhesion with FG filler, which improves the physical and mechanical properties of the composites.
2. Materials and Methods
2.1. Fabrication of the Ultra-High Molecular Weight Polyethylene (UHMWPE)-Based Composites
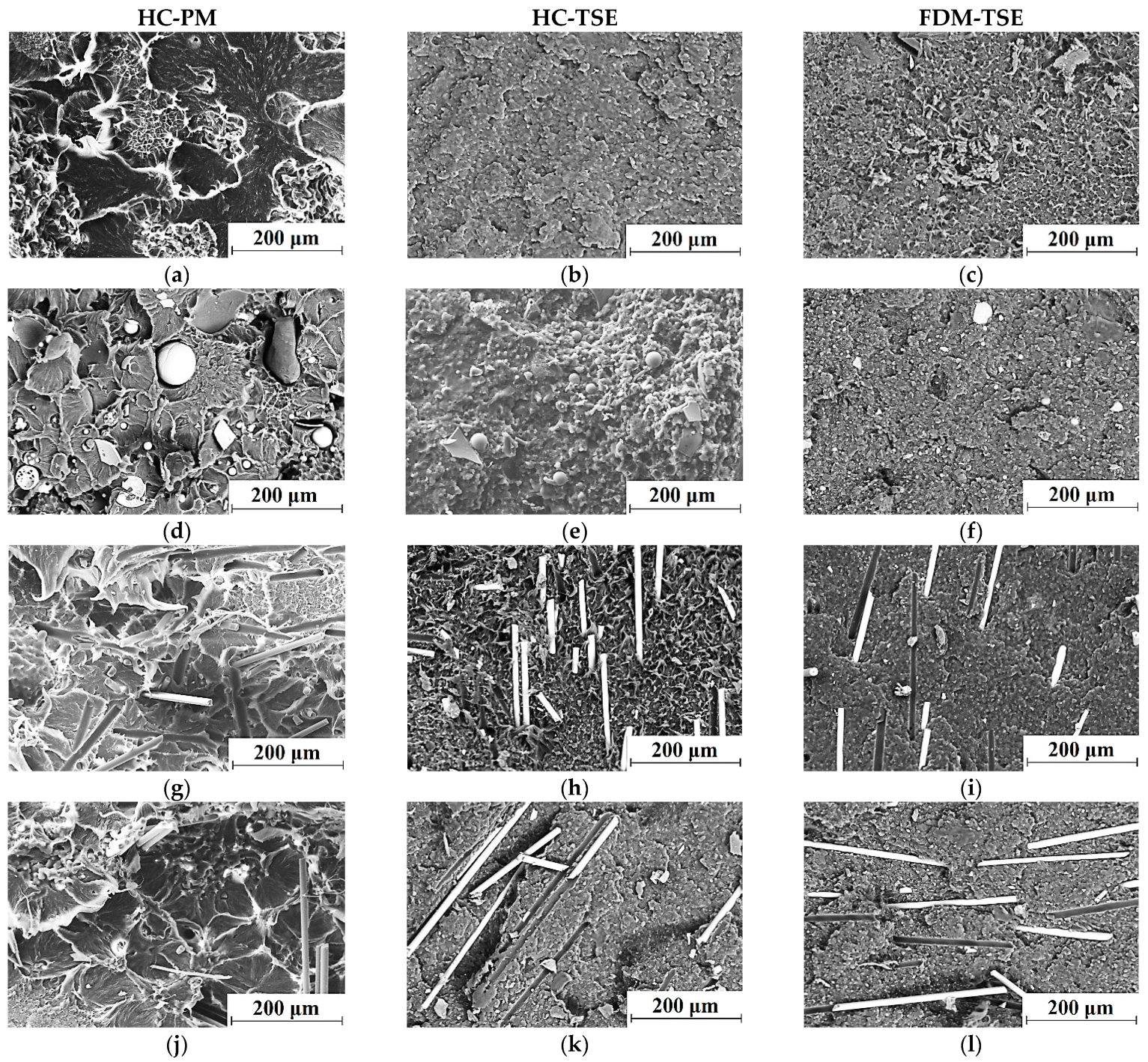
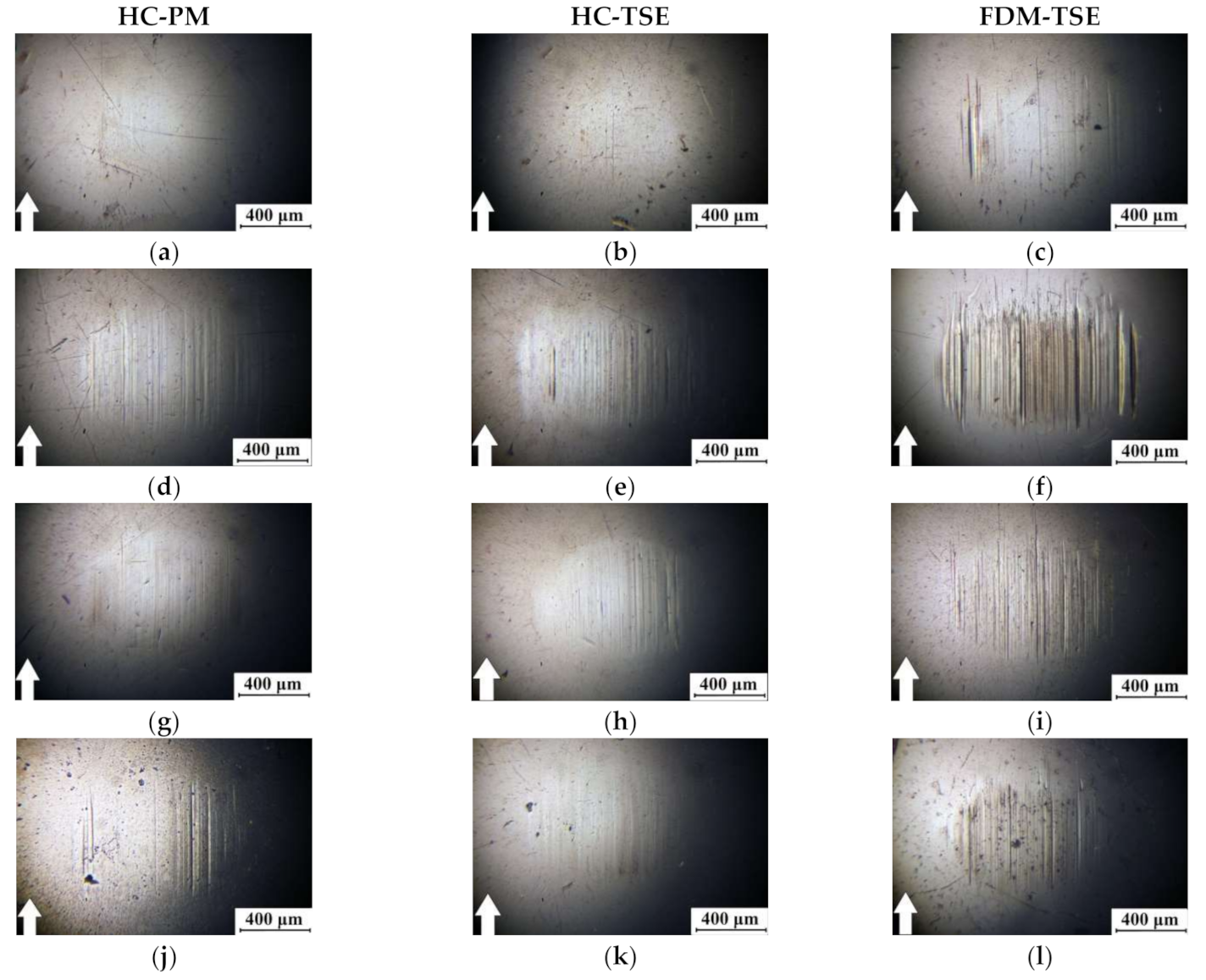
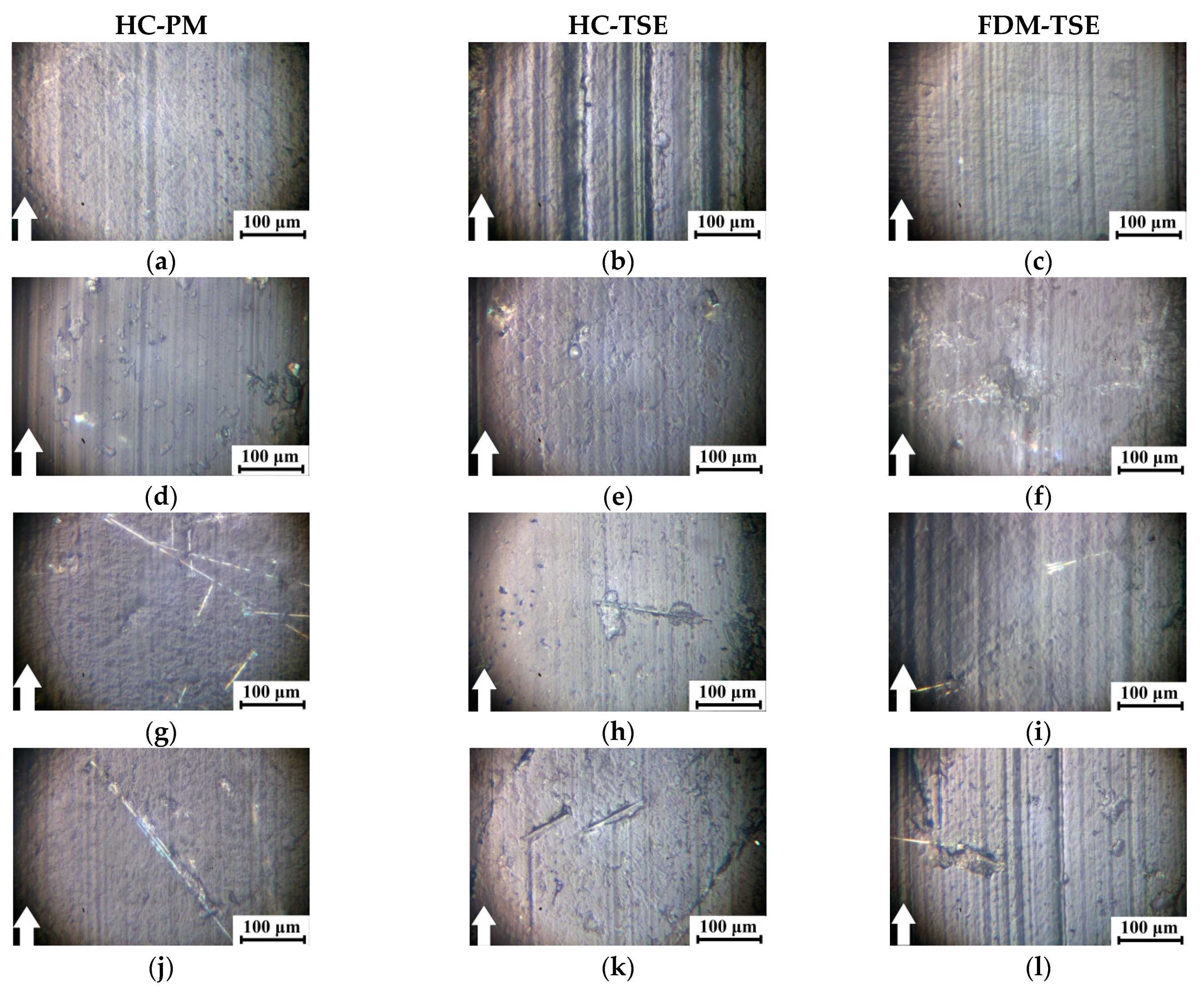
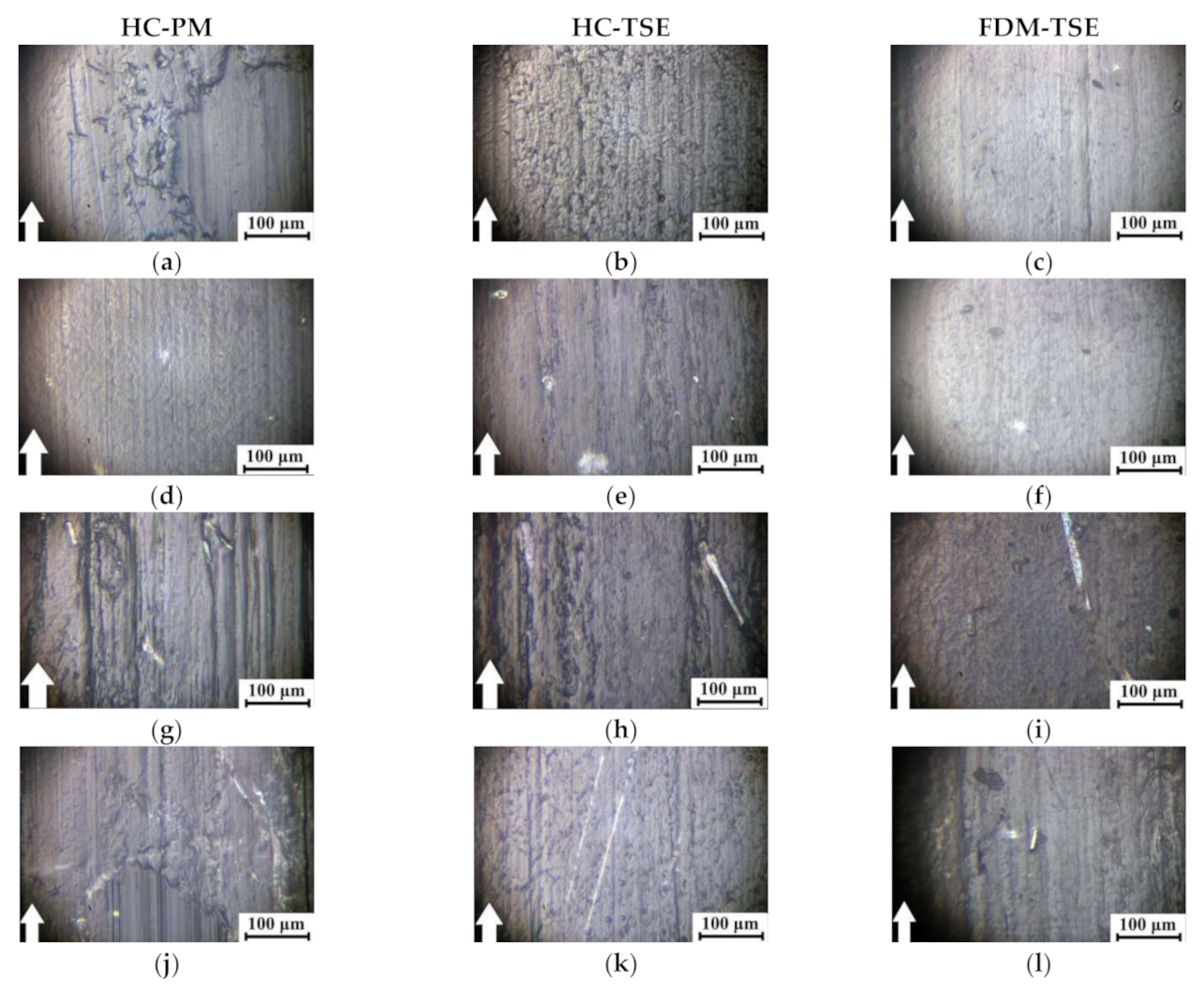
- By HC of the multi-component powder mixtures (referred to as ‘HC-PM’ in the paper) at a pressure of 10 MPa and a temperature of 200 °C using a laboratory setup based on a ‘MS-500’ hydraulic press (NPK TekhMash LLC, Moscow, Russia). The setup was equipped with an open-loop ring furnace with a digital temperature controller (ITM LLC, Tomsk, Russia). After exposing under pressure, the preforms were cooled without unloading for 30 min. Cooling rate was 5 °C/min.
- By HC of granules of the multi-component mixtures compounded by the Twin-Screw Extruder (referred to as ‘HC-TSE’ hereinafter). The same facilities and the parameters were applied as in the HC-PM procedure.
- By FDM from granules of the same polymer components (referred to as ‘FDM-TSE’) using an ‘ArmPrint-2’ laboratory (craft) 3D–printer (NR TPU, Tomsk, Russia) equipped with a single-screw micro-extruder (a nozzle diameter of 0.4 mm). It was developed and deployed for printing with granules of 2–5 mm in size. A print head moved in three XYZ coordinates. The amount of the fed material was determined by the micro-screw rotational speed. The 3D-printer was equipped with a heated bed operated in a temperature range of 50–300 °C. The material temperature in the micro-extruder could be varied within 150–420 °C. The process was controlled by the ‘LINUX CNC’ operating system. Printing was carried out according to the model prepared in the ‘G-code’ format. Digital model files were created using ‘Repetir-Host V2.1.3’ software (Hot-World GmbH KG Knickelsdorf 4247877 Willich Germany) and ‘Slic3r’ slicer (licensed under the GNU Affero General Public License, version 3). Temperatures of the bed as well as the upper and lower regions of a filament (granules) feeder were constant at 90, 160, and 200 °C, respectively. Each deposited layer was 0.3 mm thick.
2.2. Examination of the Physical and Mechanical Properties
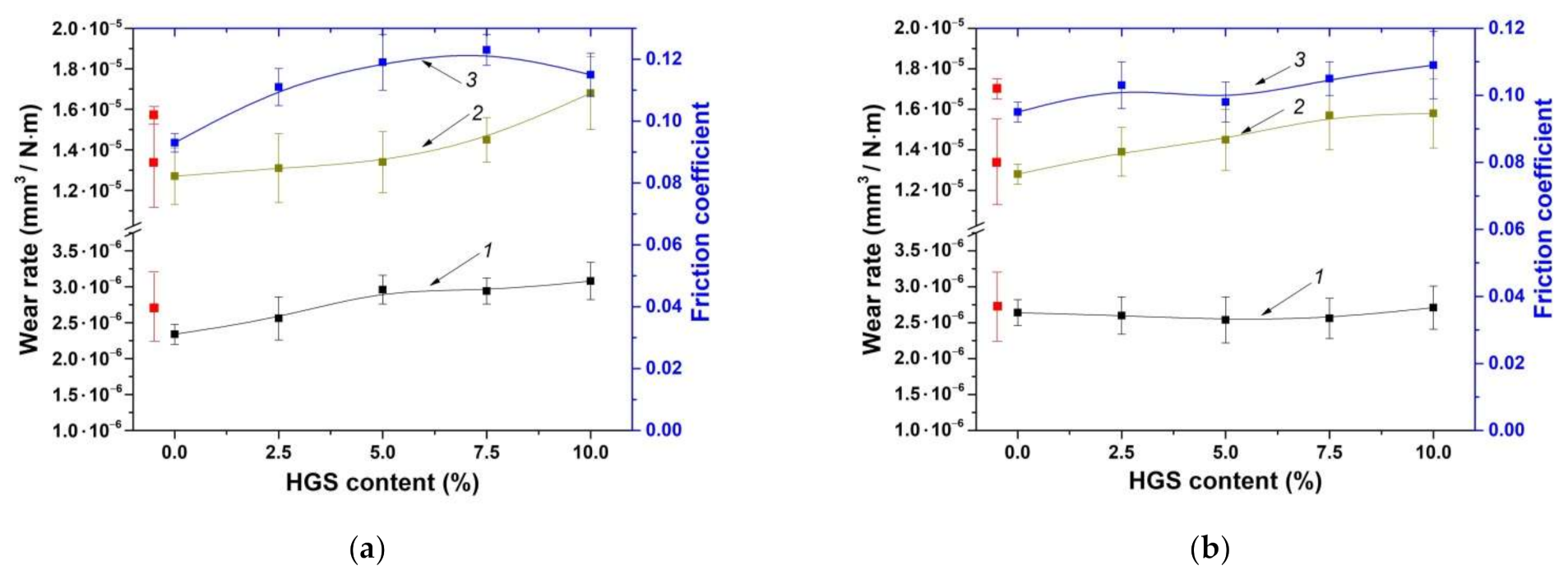
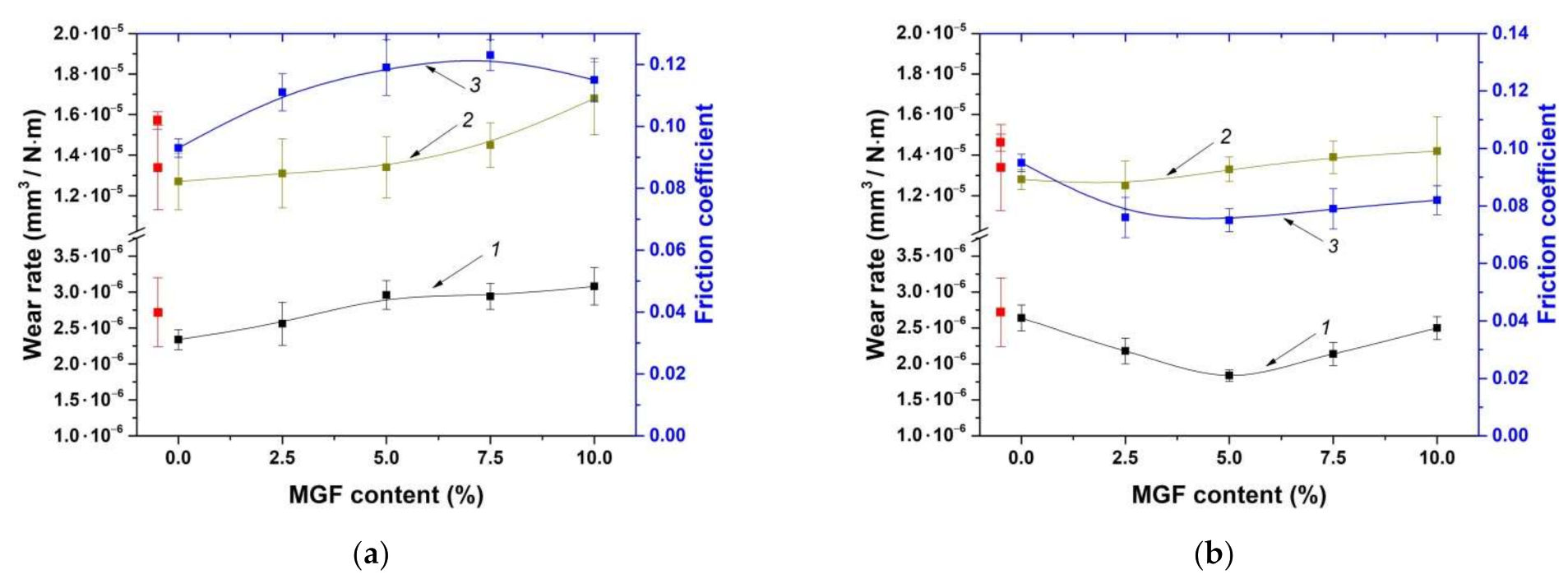
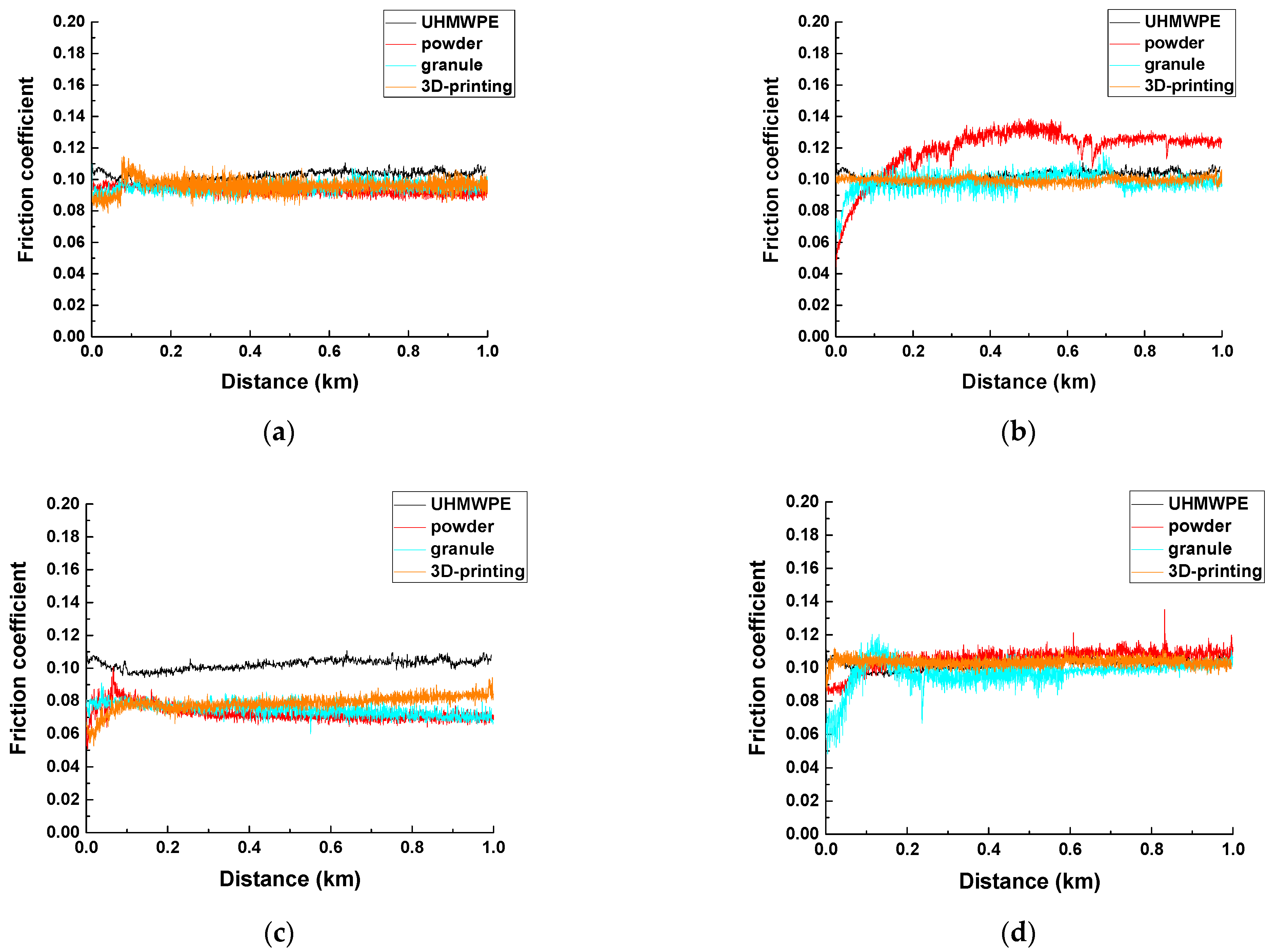
2.3. Assessment of the Tribological Characteristics
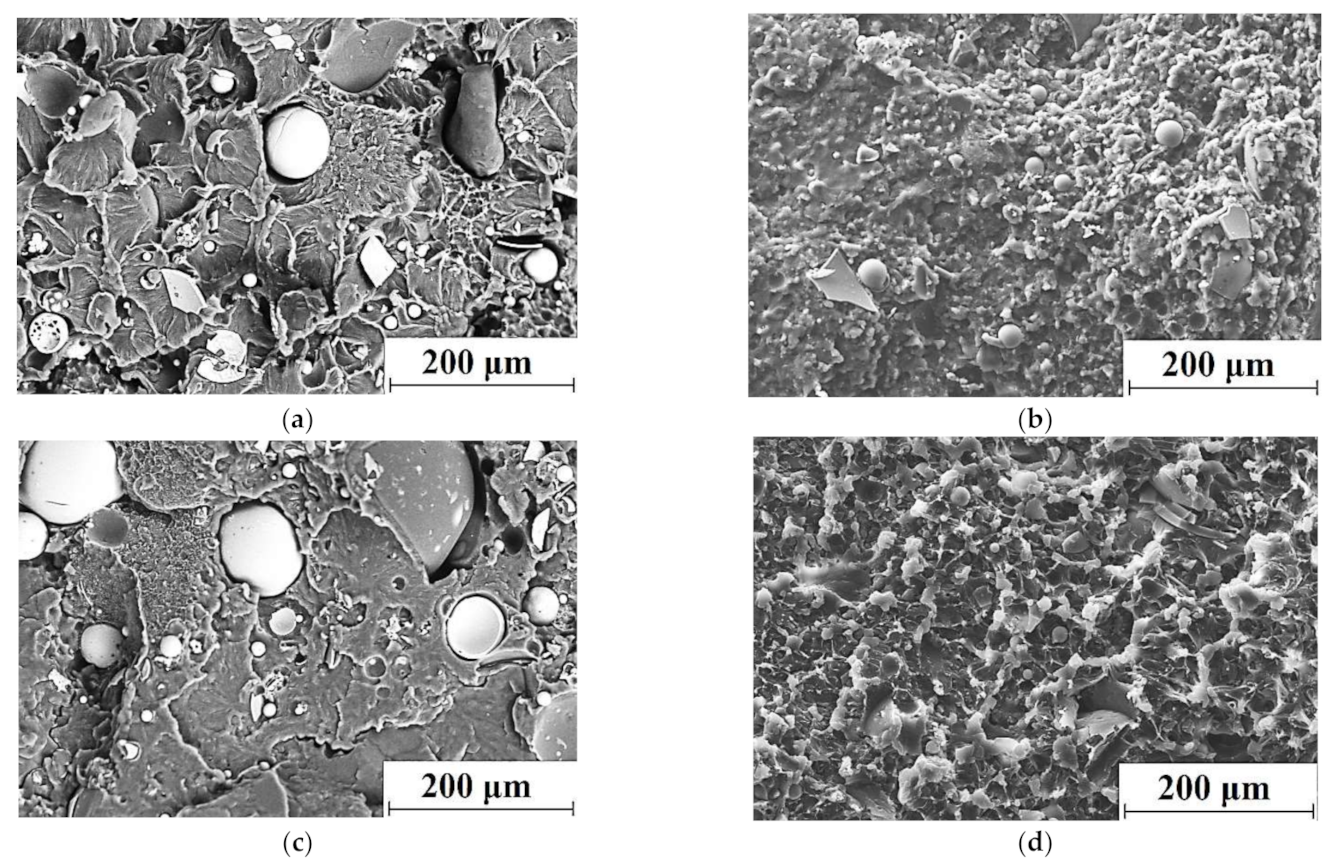
2.4. Structural Studies
3. Results and Discussion
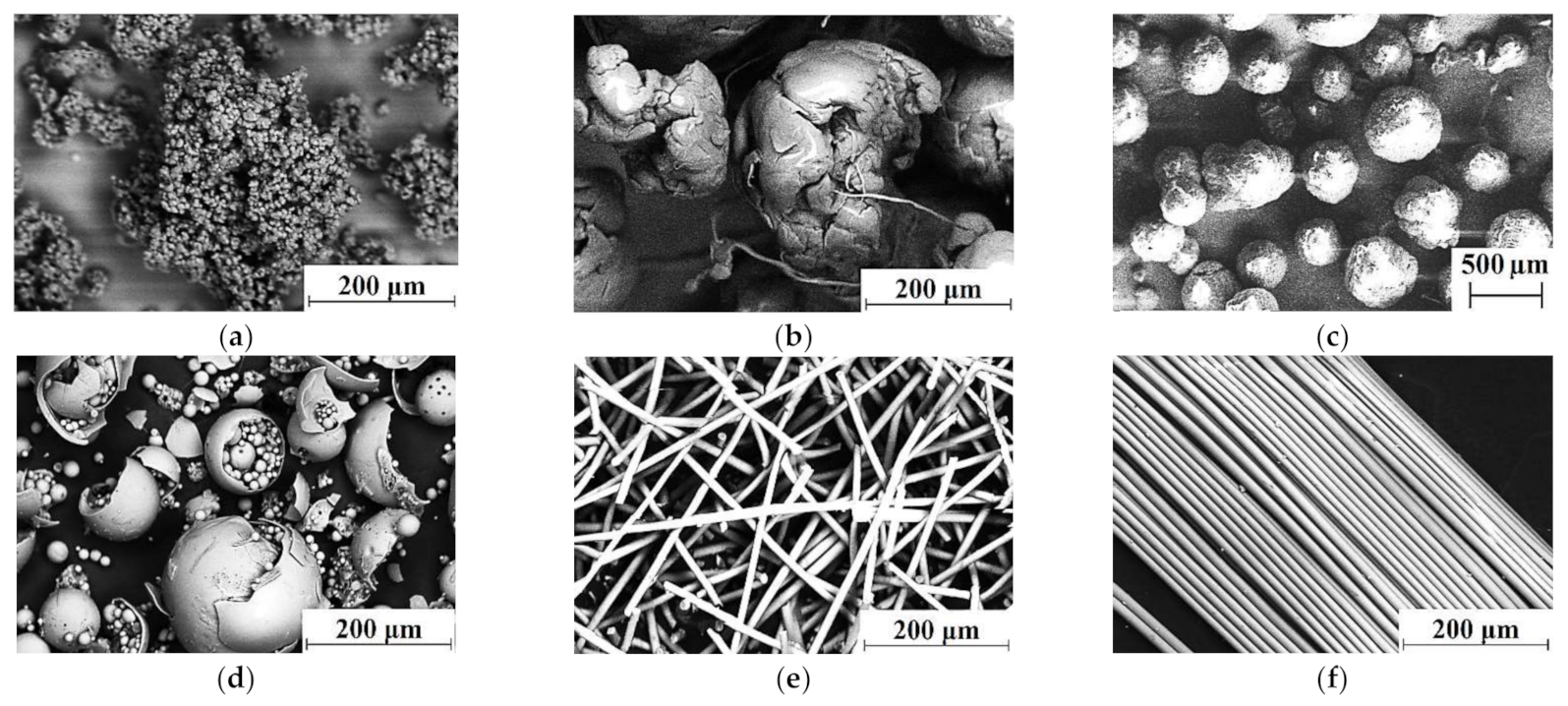
3.1. The Glass Powder (Hollow Glass Spheres)
3.2. Milled Glass Fibers (200 µm in Length)
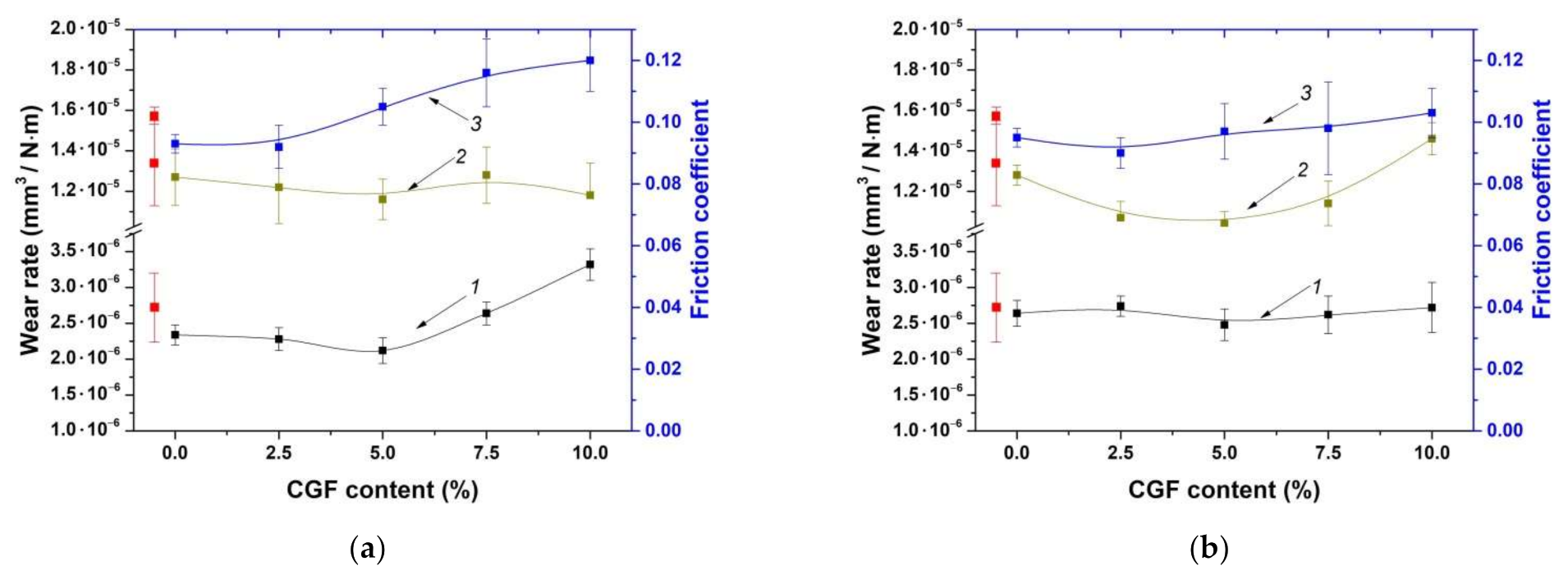
3.3. Chopped Glass Fibers (3 mm in Length)
3.4. Comparative Analysis of the Composites Fabricated by the Hot Compression (HC) and Fused Deposition Modeling (FDM) Methods
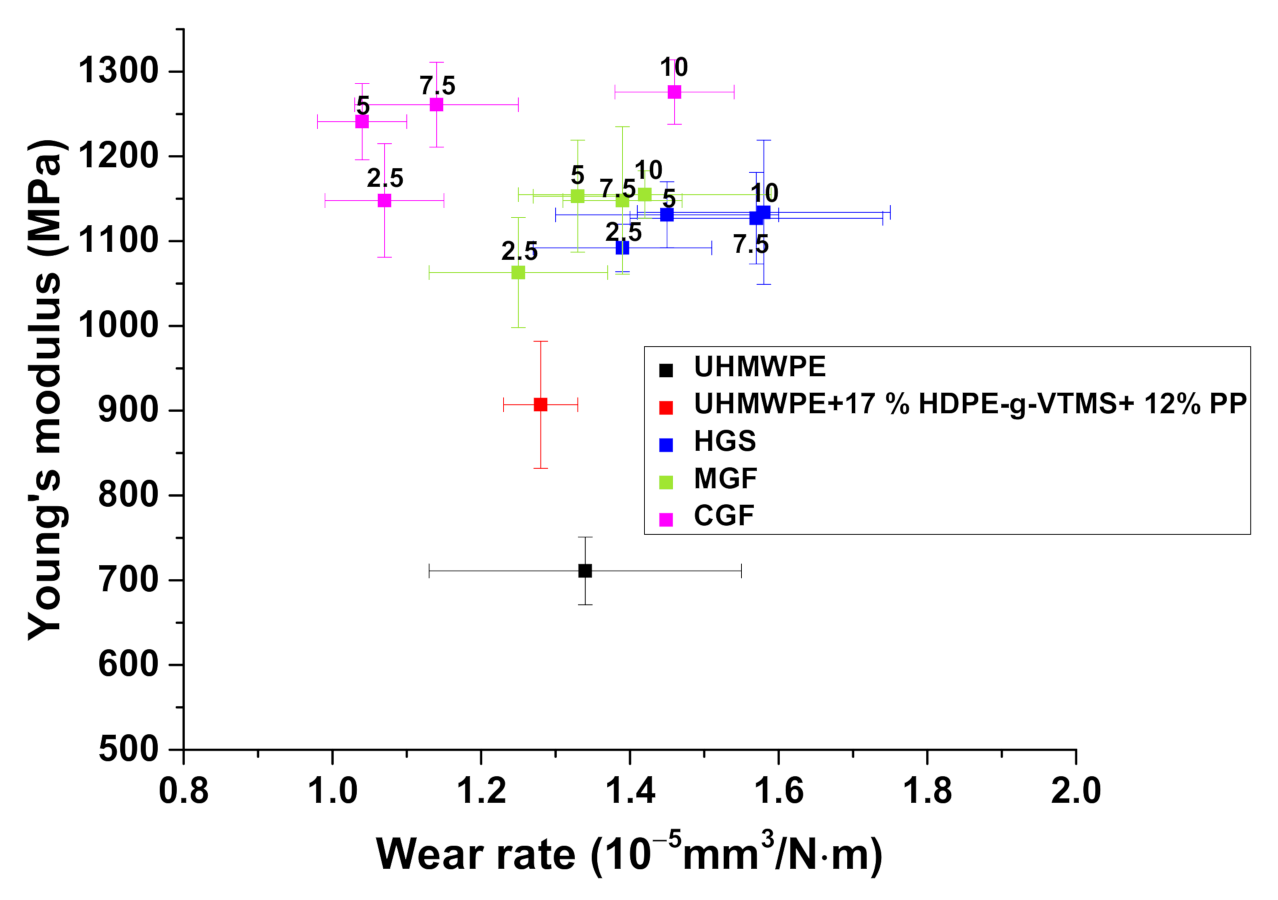
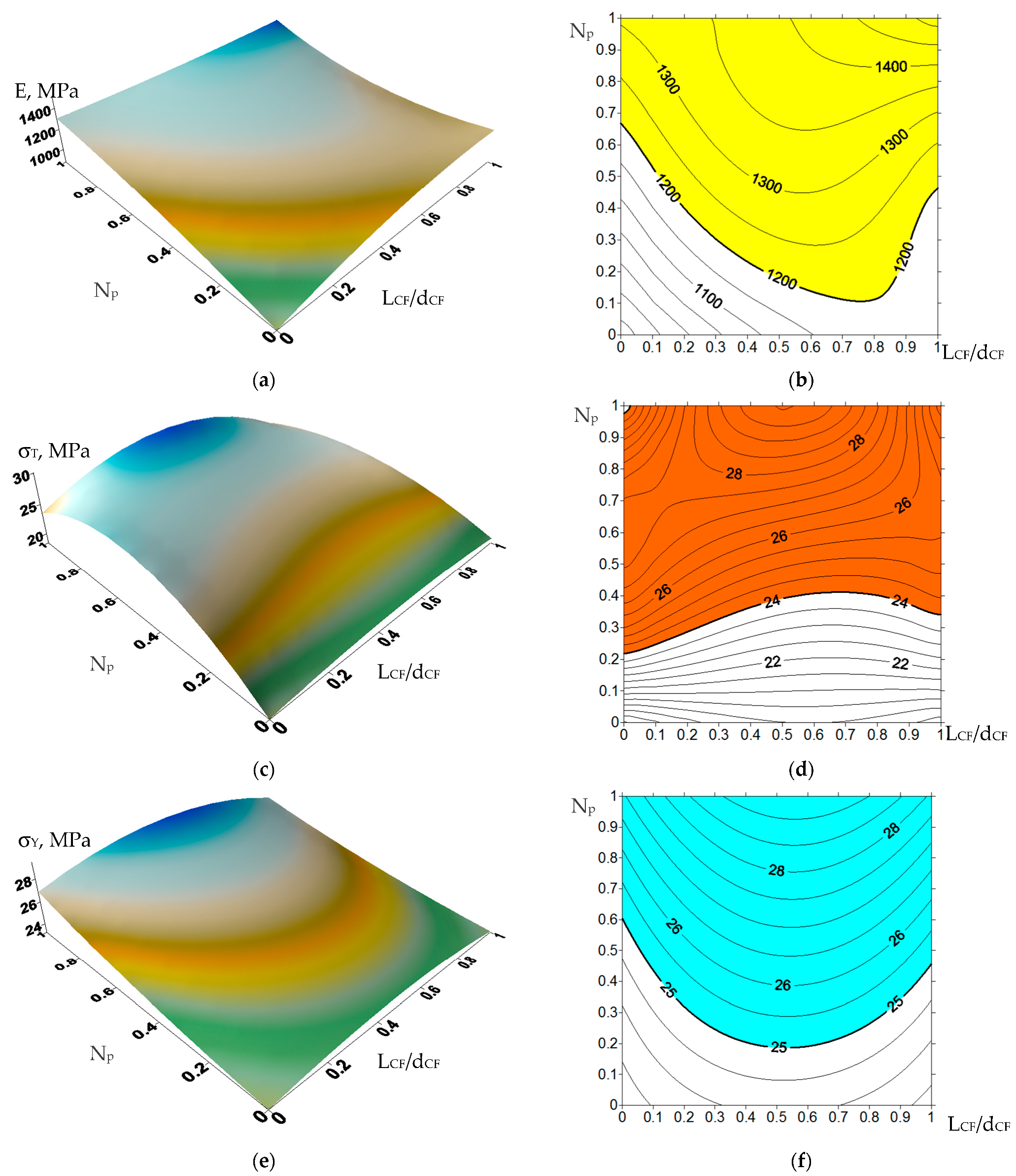
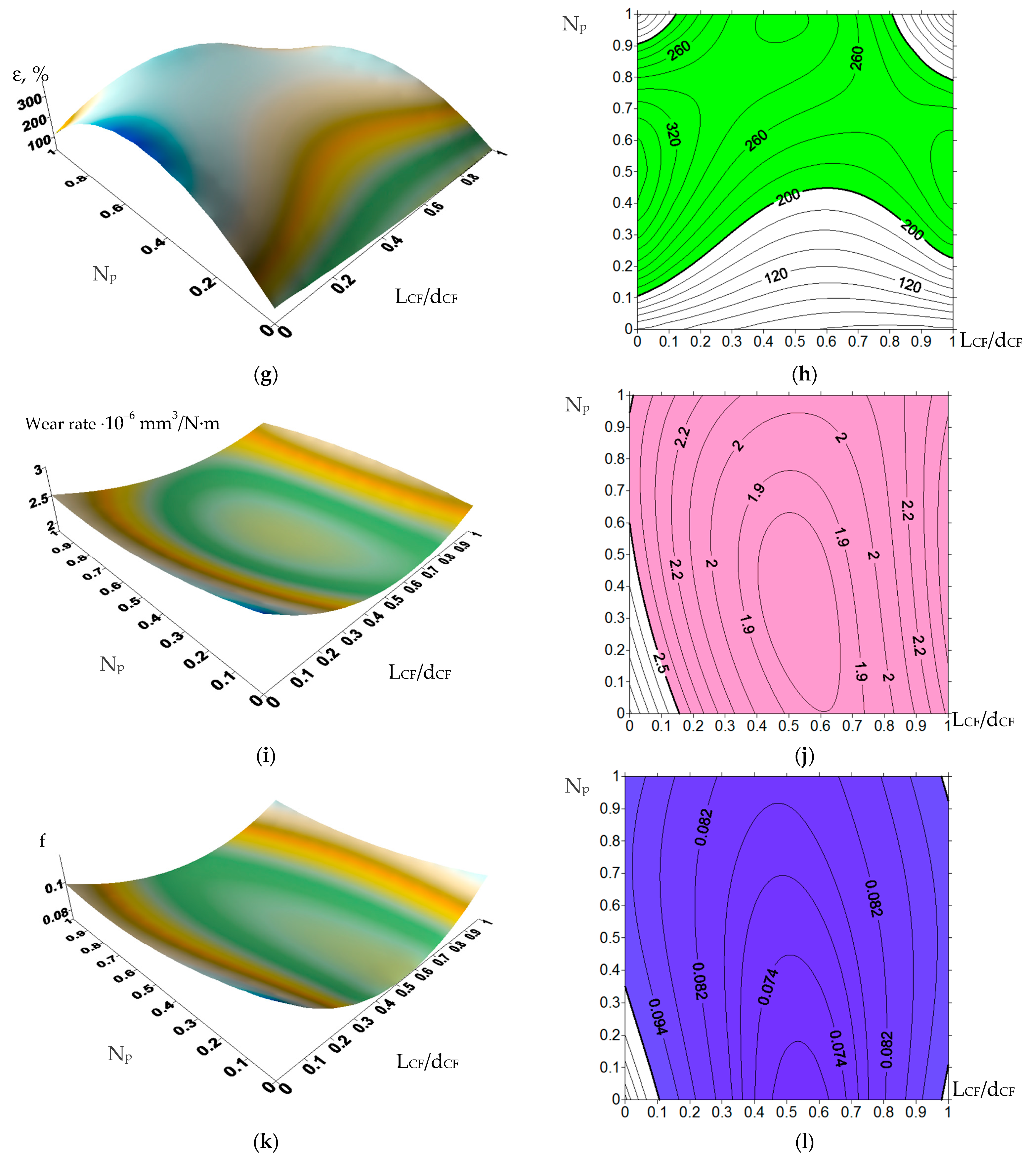
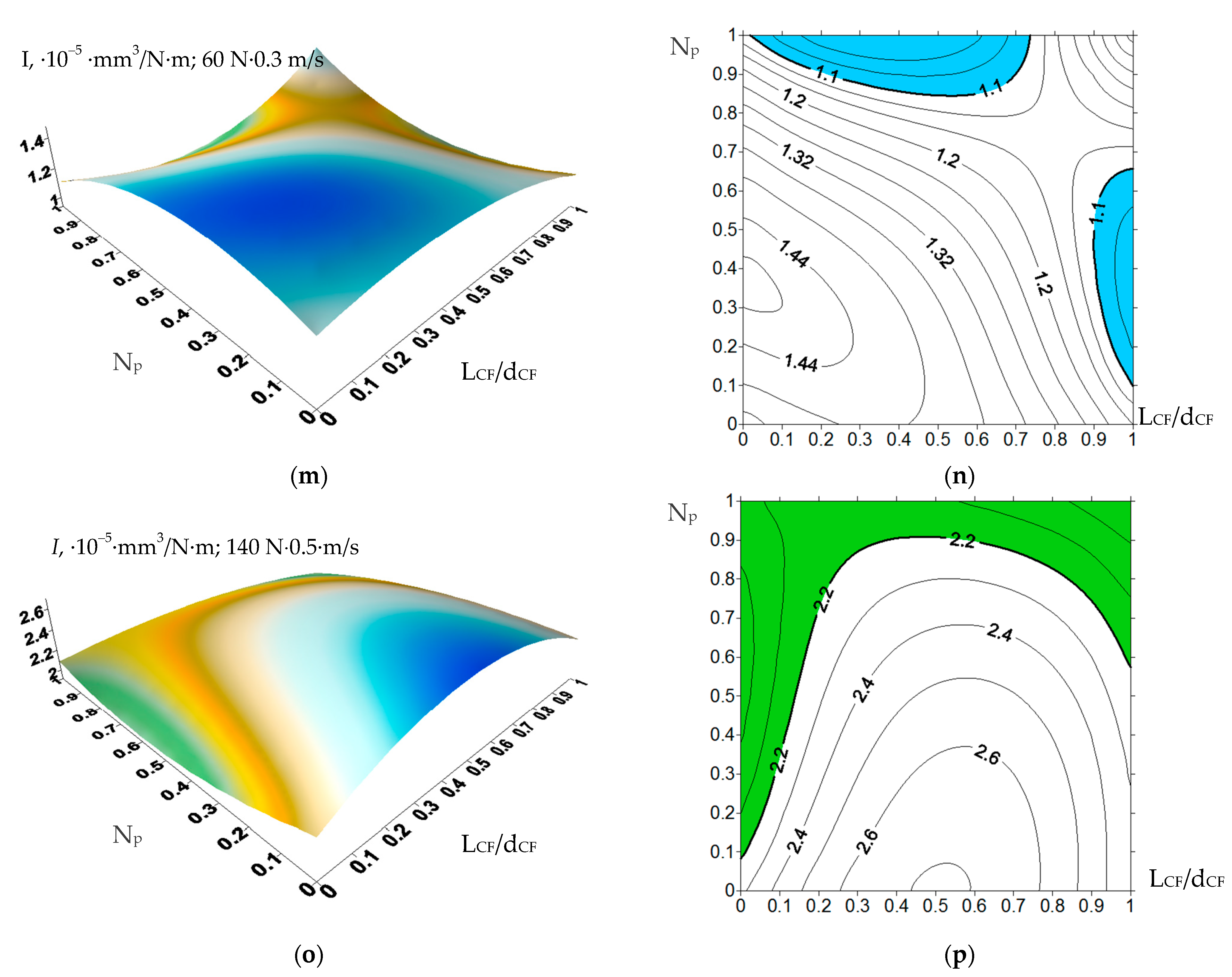
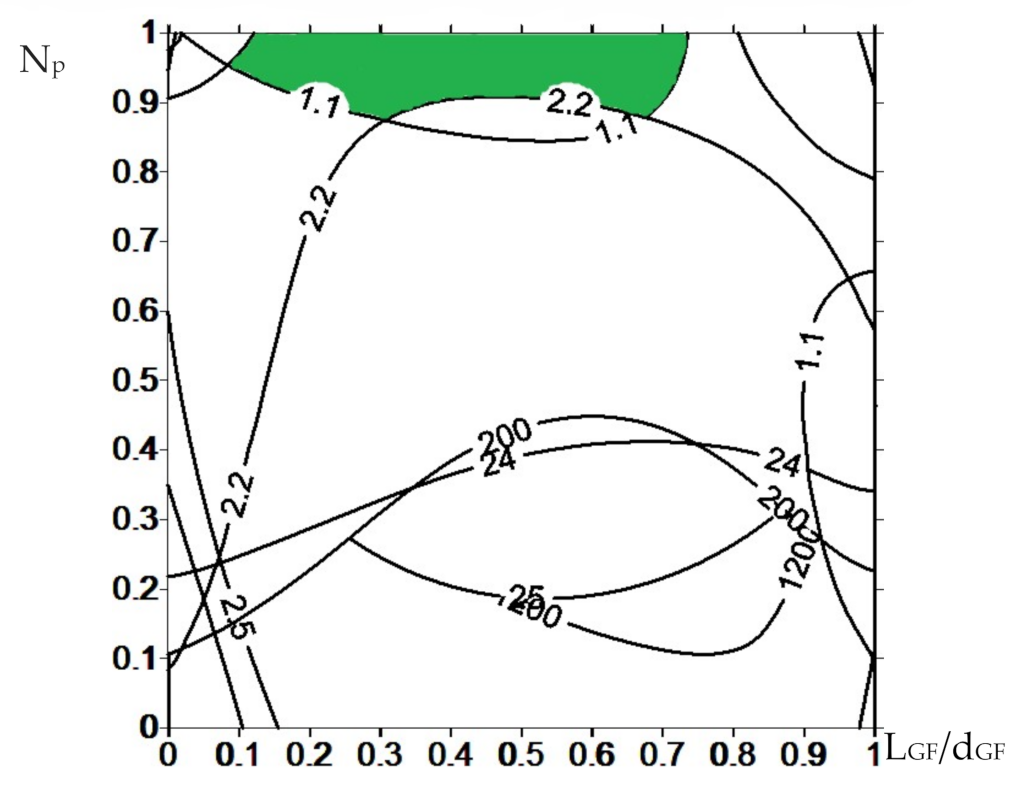
4. Justification of Requirements for Reinforced Ultra-High-Molecular-Weight Polyethylene (UHMWPE)-Based Composites
- Tensile Young’s modulus of 1200 MPa. This level exceeded by 400–500 MPa those for all studied neat UHMWPE specimens;
- Yield strength of 25 MPa. In this case, the authors used the threshold value above that for neat UHMWPE;
- Ultimate tensile strength of 24 MPa. This level was taken slightly lower than that for neat UHMWPE, since polymer reinforcement was accompanied by the significant decrease in elongation at break, and, accordingly, in ultimate tensile strength. However, this value was high enough even for neat UHMWPE;
- Elongation at break of 200%. This threshold was chosen based on the above data (Table 1, Table 2, Table 3, Table 4, Table 5, Table 6, Table 7 and Table 8), where the minimum values ranged from 200 up to 300%. In this case, the authors proceeded from the assumption that an increase in the strength properties due to the GF reinforcement should not be accompanied by a decrease in elongation at break by more than two times in regard to that for neat UHMWPE (~485%);
- Wear rate of 1.1·10−5 mm3/N·m under the ‘mild’ tribological conditions. The threshold value was predefined to provide 20% higher wear resistance relative to that for neat UHMWPE;
- Wear rate of 2.2·10−5·mm3/N·m under the ‘severe’ tribological conditions, at which the multiple higher wear rates were observed in comparison with the previous case and should be considered as short-acting ones.
5. The Composite Design Algorithm for the Guides
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patil, N.A.; Njuguna, J.; Kandasubramanian, B. UHMWPE for Biomedical Applications: Performance and Functionalization. Eur. Polym. J. 2020, 125, 109529. [Google Scholar] [CrossRef]
- Fang, L.M.; Leng, Y.; Gao, P. Effect of HA Content on Mechanical Properties of Hot Drawn HA/UHMWPE Nanocomposites for Bone Substitutes. Key Eng. Mater. 2007, 334, 701–704. [Google Scholar]
- Kurtz, S.M. Chapter 2—From ethylene gas to UHMWPE component: The process of producing orthopedic implants. In UHMWPE Biomaterials Handbook, 2nd ed.; Kurtz, S.M., Ed.; Academic Press: Boston, MA, USA, 2009; pp. 7–19. [Google Scholar]
- Sánchez-Sánchez, X.; Hernández-Avila, M.; Elizalde, L.E.; Martínez, O.; Ferrer, I.; Elías-Zuñiga, A. Micro injection molding processing of UHMWPE using ultrasonic vibration energy. Mater. Des. 2017, 132, 1–12. [Google Scholar] [CrossRef]
- Wahyudi, M.; Putra, Y.E.; Arrohman, S.; Jamari, J.; Ismail, R. A comparison between mechanical properties of UHMWPE from ram extrusion process and UHMWPE from compression molding process for a hip joint liner. IOP Conf. Ser. Mater. Sci. Eng. 2018, 432, 012007. [Google Scholar] [CrossRef]
- Xie, M.; Li, H. Mechanical properties of an ultrahigh-molecular-weight polyethylene/polypropylene blend containing poly(ethylene glycol) additives. J. Appl. Polym. Sci. 2008, 108, 3148–3153. [Google Scholar] [CrossRef]
- Liu, G.; Chen, Y.; Li, H. Study on Processing of Ultrahigh Molecular Weight Polyethylene/Polypropylene Blends: Capillary Flow Properties and Microstructure. Inc. J. Appl. Polym. Sci. 2004, 92, 3894–3900. [Google Scholar] [CrossRef]
- Lee, E.M.; Oh, Y.S.; Ha, H.S.; Kim, B.K. Rheological properties of UHMWPE/iPP blends. Polym. Adv. Technol. 2009, 20, 1121–1126. [Google Scholar] [CrossRef]
- Zhang, X.; Tan, Y.; Li, Y.; Zhang, G. Effect of OMMT on microstructure, crystallisation and rheological behaviour of UHMWPE/PP nanocomposites under elongation flow. Plast. Rubber Compos. 2018, 47, 315–323. [Google Scholar] [CrossRef]
- Avila-Orta, C.A.; Burger, C.; Somani, R.; Yang, L.; Marom, G.; Medellin-Rodriguez, F.J.; Hsiao, B.S. Shear-induced crystallization of isotactic polypropylene within the oriented scaffold of noncrystalline ultrahigh molecular weight polyethylene. Polymer 2005, 46, 8859–8871. [Google Scholar] [CrossRef]
- Lee, E.M.; Jeong, H.M.; Kim, B.K. Mechanical, Thermal, and Surface Properties of Ultrahigh Molecular Weight Polyethylene/Polypropylene Blends. J. Macromol. Sci. Part B Phys. 2010, 49, 854–863. [Google Scholar] [CrossRef]
- Xie, M.; Li, H. Viscosity reduction and disentanglement in ultrahigh molecular weight polyethylene melt: Effect of blending with polypropylene and poly (ethylene glycol). Eur. Polym. J. 2007, 43, 3480–3487. [Google Scholar] [CrossRef]
- Gai, J.G.; Li, H.L.; Schrauwen, C.; Hu, G.H. Dissipative particle dynamics study on the phase morphologies of the ultrahigh molecular weight polyethylene/polypropylene/poly(ethylene glycol) blends. Polymer 2009, 50, 336–346. [Google Scholar] [CrossRef]
- Xie, M.; Chen, J.; Li, H.; Li, M. Influence of poly (ethylene glycol)-containing additives on the sliding wear of ultrahigh molecular weight polyethylene/polypropylene blend. Wear 2010, 268, 730–736. [Google Scholar] [CrossRef]
- He, S.; He, H.; Li, Y.; Wang, D. Effects of maleic anhydride grafted polyethylene on rheological, thermal, and mechanical properties of ultra high molecular weight polyethylene/poly(ethylene glycol) blends. J. Appl. Polym. Sci. 2015, 132, 42701. [Google Scholar] [CrossRef]
- Chen, J.; Yang, W.; Yu, G.; Wang, M.; Ni, H.; Shen, K. Continuous extrusion and tensile strength of self-reinforced HDPE/UHMWPE sheet. J. Mater. Process. Technol. 2008, 202, 165–169. [Google Scholar] [CrossRef]
- Bretas, R.E.S.; Granado, C. Simulation of the extrusion of HDPE and HDPE/UHMWPE blends. Eur. Polym. J. 1993, 29, 769–772. [Google Scholar] [CrossRef]
- Lim, K.L.K.; Ishak, Z.A.M.; Ishiaku, U.S.; Fuad, A.M.Y.; Yusof, A.H.; Czigany, T.; Pukanszky, B.; Ogunniyi, D.S. High-density polyethylene/ultrahigh-molecular-weight polyethylene blend. I. The processing, thermal, and mechanical properties. J. Appl. Polym. Sci. 2005, 97, 413–425. [Google Scholar] [CrossRef]
- Liu, L.; Wang, F.; Xue, P.; Wang, S. Influence of interfacial condition on rheological instability behavior of UHMWPE/HDPE/nano-SiO2 blends in capillary extrusion. Rheol. Acta 2019, 58, 183–192. [Google Scholar] [CrossRef]
- Kuang, T.; Chang, L.; Fu, D.; Yang, J.; Zhong, M.; Chen, F.; Peng, X. Improved crystallizability and processability of ultra high molecular weight polyethylene modified by poly(amido amine) dendrimers. Polym. Eng. Sci. 2016, 57, 153–160. [Google Scholar] [CrossRef]
- Ren, X.; Wang, X.Q.; Sui, G.; Zhong, W.H.; Fuqua, M.A.; Ulven, C.A. Effects of carbon nanofibers on crystalline structures and properties of ultrahigh molecular weight polyethylene blend fabricated using twin-screw extrusion. J. Appl. Polym. Sci. 2007, 107, 2837–2845. [Google Scholar] [CrossRef]
- Danilova, S.N.; Yarusova, S.B.; Kulchin, Y.N.; Zhevtun, I.G.; Buravlev, I.Y.; Okhlopkova, A.A.; Gordienko, P.S.; Subbotin, E.P. UHMWPE/CaSiO3 Nanocomposite: Mechanical and Tribological Properties. Polymers 2021, 13, 570. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Eyþórsdóttir, A.; Björnsdóttir, A.; Borg, J. Embedding Ultra-High-Molecular-Weight Polyethylene Fibers in 3D-Printed Polylactic Acid (PLA) Parts. Polymers 2019, 11, 1825. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, G.; Park, M.; Park, S.J. Recent progresses of fabrication and characterization of fibers-reinforced composites: A review. Compos. Commun. 2019, 14, 34–42. [Google Scholar] [CrossRef]
- Wang, Y.; Yin, Z. Tribological properties of ultrahigh-molecular-weight polyethylene (UHMWPE) composites reinforced with different contents of glass and carbon fibers. Ind. Lubr. Tribol. 2019, 71, 22–30. [Google Scholar] [CrossRef]
- Yin, X.; Yin, Y.; Cheng, D.; Feng, Y.; Zhang, G.; Wen, J. In-Situ Bubble Stretching Assisted Melt Extrusion for the Preparation of HDPE/UHMWPE/CF Composites. Polymers 2019, 11, 2054. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chukov, D.I.; Stepashkin, A.A.; Maksimkin, A.V.; Tcherdyntsev, V.V.; Kaloshkin, S.D.; Kuskov, K.V.; Bugakov, V.I. Investigation of structure, mechanical and tribological properties of short carbon fiber reinforced UHMWPE-matrix composites. Compos. Part B Eng. 2015, 76, 79–88. [Google Scholar] [CrossRef]
- Wang, Y.; Yin, Z.; Li, H.; Gao, G.; Zhang, X. Friction and wear characteristics of ultrahigh molecular weight polyethylene (UHMWPE) composites containing glass fibers and carbon fibers under dry and water-lubricated conditions. Wear 2017, 380, 42–51. [Google Scholar] [CrossRef]
- Satapathy, S.; Jose, J.; Nag, A.; Nando, G.B. Short Glass Fiber Filled Waste Plastic (PE) Composites: Studies on Thermal and Mechanical Properties. Prog. Rubber Plast. Recycl. Technol. 2008, 24, 199–218. [Google Scholar] [CrossRef]
- AlMaadeed, M.A.; Ouederni, M.; Noorunnisa Khanam, P. Effect of chain structure on the properties of Glass fibre/polyethylene composites. Mater. Des. 2013, 47, 725–730. [Google Scholar] [CrossRef]
- Alqaflah, A.M.; Alotaibi, M.L.; Aldossery, J.N.; Alghamdi, M.S.; Alsewailem, F.D. Preparation and characterization of glass fiber-reinforced polyethylene terephthalate/linear low density polyethylene (GF-PET/LLDPE) composites. Polym. Adv. Technol. 2017, 29, 52–60. [Google Scholar] [CrossRef]
- Lins, S.A.B.; Rocha, M.C.G.; D’ Almeida, J.R.M. Mechanical and thermal properties of high-density polyethylene/alumina/glass fiber hybrid composites. J. Thermoplast. Compos. Mater. 2018, 32, 1566–1581. [Google Scholar] [CrossRef]
- Tselios, C.; Bikiaris, D.; Savidis, P.; Panayiotou, C.; Larena, A. Glass-fiber reinforcement of in situ compatibilized polypropylene/polyethylene blends. J. Mater. Sci. 1999, 34, 385–394. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Huang, Q.; Buslovich, D.G.; Bochkareva, S.A.; Alexenko, V.O.; Panov, I.L.; Berto, F. Effect of Adhesion on Mechanical and Tribological Properties of Glass Fiber Composites, Based on Ultra-High Molecular Weight Polyethylene Powders with Various Initial Particle Sizes. Materials 2020, 13, 1602. [Google Scholar] [CrossRef] [Green Version]
- Fabris, F.W.; Cardozo, N.S.M.; Mauler, R.S.; Nachtigall, S.M.B. Improving the properties of LDPE/glass fiber composites with silanized-LDPE. Polym. Compos. 2009, 30, 872–879. [Google Scholar] [CrossRef]
- Chen, S.; Li, J.; Jin, Y.; Xiao, J.; Khosla, T.; Hua, M.; Jia, D.; Duan, H. Fabrication of Polyimide-Modified UHMWPE Composites and Enhancement Effect on Tribological Properties. Polym. Plast. Technol. Eng. 2017, 57, 700–707. [Google Scholar] [CrossRef]
- Xing, J.; Ni, Q.-Q.; Deng, B.; Liu, Q. Morphology and properties of polyphenylene sulfide (PPS)/polyvinylidene fluoride (PVDF) polymer alloys by melt blending. Compos. Sci. Technol. 2016, 134, 184–190. [Google Scholar] [CrossRef]
- Dontsov, Y.V.; Panin, S.V.; Buslovich, D.G.; Berto, F. Taguchi Optimization of Parameters for Feedstock Fabrication and FDM Manufacturing of Wear-Resistant UHMWPE-Based Composites. Materials 2020, 13, 2718. [Google Scholar] [CrossRef]
- Cheng, B.; Duan, H.; Chen, S.; Shang, H.; Li, J.; Shao, T. Phase morphology and tribological properties of PI/UHMWPE blend composites. Polymer 2020, 202, 122658. [Google Scholar] [CrossRef]
- Chen, S.; Li, J.; Wei, L.; Jin, Y.; Khosla, T.; Xiao, J.; Cheng, B.; Duan, H. A molecular modeling study for miscibility of polyimide/polythene mixing systems with/without compatibilizer. J. Polym. Eng. 2018, 38, 891–898. [Google Scholar] [CrossRef]
- Guo, Z.; Xu, R.; Xue, P. Study on Preparation of Ultra-High-Molecular-Weight Polyethylene Pipe of Good Thermal-Mechanical Properties Modified with Organo-Montmorillonite by Screw Extrusion. Materials 2020, 13, 3342. [Google Scholar] [CrossRef]
- UHMW Guide Rail Shields, Catalog of Misumi Group Inc. Available online: https://uk.misumi-ec.com/vona2/detail/110300140370/# (accessed on 19 February 2021).
- UHMWPE Guide Rail Upe Linear Guide, Guangzhou Engineering Plastics Industries (Group) Co. Available online: https://www.gzenqi.com/plastic-guide/uhmwpe_linear_guide_rail.html (accessed on 19 February 2021).
- Polyslick UHMW, Catalog of Polymer Industries. Available online: http://polymerindustries.com/wp/uhmwpe (accessed on 19 February 2021).
- ASTM International. Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement, ASTM D792-20; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM International. Standard Test Method for Tensile Properties of Plastics, ASTM D638-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM International. Standard Test Method for Static and Kinetic Coefficients of Friction of Plastic Film and Sheeting, ASTM D1894-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM International. Standard Specification for Ultra-High-Molecular-Weight Polyethylene Molding and Extrusion Materials, ASTM D4020-18; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. Standard Test Method for Rubber Property—Durometer Hardness, ASTM D2240-15e1; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Machined UHMW Parts, Catalog of Tangyin Dingyuan Engineering Plastics Co., Ltd. Available online: http://www.dyuhmw.com/uhmw-polyethylene/ (accessed on 19 February 2021).
- Polystone® M natural (PE-UHMW/PE1000), Catalog of Röchling Engineering Plastics. Available online: https://www.roechling-industrial.com/materials/thermoplastics/detail/polystone-m-natural-72 (accessed on 19 February 2021).
- International Standards Organization for Standardization (ISO). International Standard, Plastics—Methods for Determining the Density of Non-Cellular Plastics, International Standard ISO 1183; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- International Standards Organization for Standardization (ISO). International Standard, Plastics—Determination of Water Absorption, International Standard ISO 62; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- International Standards Organization for Standardization (ISO). International Standard, Plastics—Determination of Tensile Properties ISO 527; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- International Standards Organization for Standardization (ISO). International Standard, Plastics—Determination of Charpy Impact Properties, International Standard ISO 179; ISO: Geneva, Switzerland, 2020. [Google Scholar]
- International Standards Organization for Standardization (ISO). Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness), International Standard ISO 868; ISO: Geneva, Switzerland, 2003. [Google Scholar]
- Product Data Sheets TIVAR® 1000, Catalog of Mitsubishi Chemical Advanced Materials. Available online: https://media.mcam.com/fileadmin/quadrant/documents/QEPP/EU/Product_Data_Sheets_PDF/PE/MCAM-TIVAR-PE-UHMW-RUS-PDS-070720.pdf?_ga=2.82581854.939953073.1601951916-391704620.1601951916 (accessed on 19 February 2021).
- International Standards Organization for Standardization (ISO). International Standard, Plain Bearings—Testing of the Tribological Behaviour of Bearing Materials, International Standard ISO 7148; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ASTM International. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics, ASTM D256-10; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Werkstoff’S′® PE 1000 ‘S Catalog of Murtfeldt Kunststoffe GmbH & Co. Available online: https://www.murtfeldt.de/produkte/kunststoffe/werkstoff-s-gruppe/original-werkstoff-s-gruen-natur/ (accessed on 19 February 2021).
- International Standards Organization for Standardization (ISO). International Standard, Plastics. Determination of Hardness. Ball Indentation Method, International Standard ISO 2039; ISO: Geneva, Switzerland, 2001. [Google Scholar]
- Bochkareva, S.A.; Grishaeva, N.Y.; Lyukshin, B.A.; Lyukshin, P.A.; Matolygina, N.Y.; Panin, S.V.; Reutov, Y.A. A unified approach to determining the effective physicomechanical characteristics of filled polymer composites based on variational principles. Mech. Compos. Mater. 2019, 54, 775–788. [Google Scholar] [CrossRef]
- Panin, S.V.; Bochkareva, S.A.; Buslovich, D.G.; Kornienko, L.A.; Lyukshin, B.A.; Panov, I.L.; Shilko, S.V. Computer aided design of extrudable polymer-polymer UHMWPE composites with specified antifriction and mechanical properties. J. Frict. Wear. 2019, 40, 661–672. [Google Scholar] [CrossRef]
- Bergh, J.; Lofstrom, J. Interpolation Spaces; Grundlehren der Mathematischen Wissenschaften Book Series; Springer: Berlin/Heidelberg, Germany, 1976; p. 175. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Mean Length (μm) | Diameter (μm) | The Aspect Ratio | Supplier |
|---|---|---|---|---|
| Hollow glass spheres (HGS) | 15–200 | 15–200 | 1 | 3M, Saint Paul, MN, USA |
| Milled glass spheres (MGF) | 200 | 9–14 | 20 | Jushi Group Co. Ltd. Tonaxina Economic Development Zone, Zhejiang, China |
| Chopped glass spheres (LGF) | 3000 | 9–14 | 300 | Jushi Group Co. Ltd. Tonaxina Economic Development Zone, Zhejiang, China |
| Filler Composition (wt. %) | Density ρ (g/cm3) | Shore D Hardness | Young’s Modulus G (MPa) | Yield Strength σY (MPa) | Tensile Strength σT (MPa) |
|---|---|---|---|---|---|
| None | 0.934 | 57.7 ± 0.6 | 711 ± 40 | 21.6 ± 0.6 | 42.9 ± 3.1 |
| Powder/Granules | |||||
| 17%HDPE-g-VTMS+12%PP | 0.933/ 0.939 | 57.8 ± 0.3/ 59.1 ± 0.2 | 876 ± 71/ 907 ± 75 | 25.1 ± 0.3/ 26.8 ± 0.6 | 19.1 ± 1.3/ 34.3 ± 2.7 |
| +2.5% HGS | 0.961/ 0.950 | 58.2 ± 0.7/ 58.5 ± 0.3 | 781 ± 23/ 1092 ± 28 | 23.2 ± 0.5/ 24.8 ± 0.3 | 19.1 ± 0.4/ 21.2 ± 1.6 |
| +5.0% HGS | 0.972/ 0.965 | 58.1 ± 0.5/ 58.2 ± 0.3 | 872 ± 72/ 1131 ± 39 | 23.2 ± 0.4/ 24.6 ± 0.1 | 18.4 ± 1.5/ 27.6 ± 0.5 |
| +7.5% HGS | 0.983/ 0.980 | 58.2 ± 0.4/ 58.8 ± 0.3 | 909 ± 52/ 1127 ± 54 | 23.1 ± 0.9/ 24.6 ± 0.4 | 21.6 ± 1.4/ 26.4 ± 1.6 |
| +10.0% HGS | 0.993/ 1.003 | 58.1 ± 0.5/ 58.7 ± 0.2 | 859 ± 82/ 1134 ± 85 | 22.1 ± 0.7/ 23.9 ± 2.2 | 18.2 ± 0.3/ 24.9 ± 3.9 |
| Filler Composition (wt.%) | Density ρ (g/cm3) | Shore D Hardness | Young’s Modulus G (MPa) | Yield Strength σY (MPa) | Tensile Strength σT (MPa) |
|---|---|---|---|---|---|
| None | 0.934 | 57.7 ± 0.6 | 711 ± 40 | 21.6 ± 0.6 | 42.9 ± 3.1 |
| Powder/Granules | |||||
| 17%HDPE-g-VTMS+12%PP | 0.933/ 0.939 | 57.8 ± 0.3/ 59.1 ± 0.2 | 876 ± 71/ 907 ± 75 | 25.1 ± 0.3/ 26.8 ± 0.6 | 19.1 ± 1.3/ 34.3 ± 2.7 |
| +2.5% MGF | 0.951/ 0.959 | 60.8 ± 0.5/ 58.6 ± 0.2 | 984 ± 82/ 1019 ± 38 | 24.8 ± 0.7/ 25.9 ± 0.8 | 20.2 ± 0.8/ 21.5 ± 2.2 |
| +5.0% MGF | 0.947/ 0.945 | 59.9 ± 0.6/ 60.4 ± 0.6 | 1063 ± 65/ 1153 ± 66 | 24.1 ± 1.9/ 26.5 ± 0.9 | 19.9 ± 0.5/ 25.3 ± 3.2 |
| +7.5% MGF | 0.978/ 0.972 | 60.8 ± 1.1/ 59.7 ± 0.2 | 1072 ± 55/ 1148 ± 87 | 25.3 ± 0.5/ 26.6 ± 0.5 | 20.6 ± 0.9/ 23.5 ± 1.6 |
| +10.0% MGF | 1.006/ 1.008 | 59.5 ± 0.7/ 59.4 ± 0.4 | 1101 ± 79/ 1155 ± 28 | 25.5 ± 0.6/ 26.7 ± 0.9 | 20.5 ± 1.3/ 22.3 ± 1.4 |
| Filler Composition (wt.%) | Density ρ (g/cm3) | Shore D Hardness | Young’s Modulus G (MPa) | Yield Strength σY (MPa) | Tensile Strength σT (MPa) |
|---|---|---|---|---|---|
| None | 0.934 | 57.7 ± 0.6 | 711 ± 40 | 21.6 ± 0.6 | 42.9 ± 3.1 |
| Powder/Granules | |||||
| 17%HDPE-g-VTMS+12%PP | 0.933/ 0.939 | 57.8 ± 0.3/ 59.1 ± 0.2 | 876 ± 71/ 907 ± 75 | 25.1 ± 0.3/ 26.8 ± 0.6 | 19.1 ± 1.3/ 34.3 ± 2.7 |
| +2.5% CGF | 0.979/ 0.964 | 57.9 ± 0.6/ 57.9 ± 0.3 | 1031 ± 50/ 1148 ± 67 | 20.9 ± 0.8/ 25.7 ± 0.5 | 18.3 ± 1.1/ 22.7 ± 1.7 |
| +5.0% CGF | 0.984/ 0.972 | 58.4 ± 0.4/ 58.9 ± 0.4 | 1208 ± 45/ 1241 ± 45 | 23.3 ± 0.9/ 25.2 ± 0.4 | 19.2 ± 1.5/ 25.2 ± 1.5 |
| +7.5% CGF | 1.009/ 0.999 | 58.4 ± 0.7/ 59.2 ± 0.4 | 1172 ± 21/ 1261 ± 50 | 24.1 ± 0.3/ 25.2 ± 0.3 | 18.9 ± 0.6/ 23.2 ± 3.1 |
| +10.0% CGF | 1.034/ 1.010 | 59.2 ± 0.5/ 59.4 ± 0.5 | 1233 ± 52/ 1276 ± 38 | 23.5 ± 1.1/ 24.9 ± 0.7 | 19.1 ± 0.7/ 22.5. ± 1.8 |
| Filler Composition (wt.%) | Density ρ (g/cm3) | Shore D Hardness | Young’s Modulus G (MPa) | Yield Strength σY (MPa) | Tensile Strength σT (MPa) |
|---|---|---|---|---|---|
| 0) 17%HDPE-g-VTMS +12%PP (HC-PM) | 0.933 | 57.8 ± 0.3 | 876 ± 71 | 25.1 ± 0.3 | 19.1 ± 1.3 |
| 1) 17%HDPE-g-VTMS +12%PP (HC-TSE) | 0.939 | 59.1 ± 0.2 | 907 ± 75 | 26.8 ± 0.6 | 34.3 ± 2.7 |
| 2) 17%HDPE-g-VTMS +12%PP (FDM-TSE) | 0.925 | 58.4 ± 0.5 | 1210 ± 65 | 26.4 ± 0.6 | 22.7 ± 1.9 |
| +5% HGS (HC-PM)/ +5% MGF (HC-PM)/ +5% CGF (HC-PM) | 0.972/ 0.947/ 0.984 | 58.1 ± 0.5/ 59.9 ± 0.6/ 58.4 ± 0.4 | 872 ± 72/ 1063 ± 65/ 1208 ± 45 | 23.2 ± 0.4/ 24.1 ± 1.9/ 23.3 ± 0.9 | 18.4 ± 1.5/ 19.9 ± 0.5/ 19.2 ± 1.5 |
| +5% HGS (HC-TSE)/ +5% MGF (HC-TSE)/ +5% CGF (HC-TSE) | 0.965/ 0.945/ 0.972 | 58.2 ± 0.3/ 60.4 ± 0.6/ 58.9 ± 0.4 | 1131 ± 39/ 1153 ± 66/ 1241 ± 45 | 24.6 ± 0.1/ 26.5 ± 0.9/ 25.2 ± 0.4 | 27.6 ± 0.5/ 25.3 ± 3.2/ 25.2 ± 1.5 |
| +5% HGS (FDM-TSE)/ +5% MGF (FDM-TSE)/ +5% CGF (FDM-TSE) | 0.937/ 0.929/ 0.945 | 57.8 ± 0.5/ 61.5 ± 1.2/ 58.5 ± 0.7 | 1306 ± 42/ 1376 ± 71/ 1522 ± 58 | 26.9 ± 0.3/ 29.3 ± 0.3/ 27.9 ± 0.9 | 23.5 ± 0.4/ 29.9 ± 2.1/ 24.2 ± 0.3 |
| Filler Content (%) | Wear Rate (10−6 mm3/N·m) | The Friction Coefficient ƒ | ||||
|---|---|---|---|---|---|---|
| None | 2.72 ± 0.48 | 0.102 ± 0.003 | ||||
| powder | granule | 3D-printing | powder | granule | 3D-printing | |
| 17%HDPE-g-VTMS+12%PP | 2.34 ± 0.14 | 2.64 ± 0.18 | 2.28 ± 0.23 | 0.093 ± 0.003 | 0.095 ± 0.003 | 0.096 ± 0.004 |
| +5% HGS | 3.02 ± 0.24 | 2.54 ± 0.32 | 2.52 ± 0.11 | 0.119 ± 0.009 | 0.098 ± 0.006 | 0.099 ± 0.003 |
| +5% MGF | 1.96 ± 0.06 | 1.84 ± 0.08 | 2.06 ± 0.15 | 0.073 ± 0.005 | 0.075 ± 0.004 | 0.079 ± 0.005 |
| +5% CGF | 2.32 ± 0.18 | 2.48 ± 0.22 | 2.37 ± 0.15 | 0.105 ± 0.006 | 0.097 ± 0.009 | 0.104 ± 0.003 |
| Filler Content (%) | Wear Rate (10−5 mm3/N·m) (Test Conditions—60 N·0.3 m/s) | Wear Rate (10−5 mm3/N·m) (Test Conditions—140 N·0.5 m/s) | ||||
|---|---|---|---|---|---|---|
| None | 1.34 ± 0.21 | 3.30 ± 0.39 | ||||
| powder | granule | 3D-printing | powder | granule | 3D-printing | |
| 17%HDPE-g-VTMS+12%PP | 1.27 ± 0.14 | 1.28 ± 0.05 | 1.25 ± 0.13 | 2.25 ± 0.09 | 2.10 ± 0.08 | 2.19 ± 0.20 |
| +5% HGS | 1.34 ± 0.15 | 1.45 ± 0.15 | 1.11 ± 0.07 | 2.28 ± 0.29 | 1.96 ± 0.17 | 2.09 ± 0.06 |
| +5% MGF | 1.40 ± 0.15 | 1.33 ± 0.06 | 0.96 ± 0.15 | 2.70 ± 0.17 | 2.49 ± 0.34 | 2.12 ± 0.14 |
| +5% CGF | 1.16 ± 0.10 | 1.04 ± 0.06 | 1.38 ± 0.08 | 2.31 ± 0.41 | 2.23 ± 0.05 | 1.91 ± 0.14 |
| Filler Content, % | Temperature (°C) (Test Conditions—60 N·0.3 m/s) | Temperature (°C) (Test Conditions—140 N·0.5 m/s) | ||||
|---|---|---|---|---|---|---|
| None | 31.4 ± 2 | 58.4 ± 2 | ||||
| powder | granules | 3D-printing | powder | granules | 3D-printing | |
| 17%HDPE-g-VTMS+12%PP | 28.8 ± 2 | 29.4 ± 2 | 31.5 ± 2 | 49.5 ± 2 | 49.6 ± 2 | 52.5 ± 2 |
| +5% HGS | 26.4 ± 2 | 26.8 ± 2 | 31.0 ± 2 | 53.4 ± 2 | 50.5 ± 2 | 52.6 ± 2 |
| +5% MGF | 26.1 ± 2 | 26.6 ± 2 | 29.6 ± 2 | 52.1 ± 2 | 44.1 ± 2 | 43.2 ± 2 |
| +5% CGF | 28.8 ± 2 | 27.4 ± 2 | 31.7 ± 2 | 48.1 ± 2 | 50.8 ± 2 | 51.7 ± 2 |
| Properties | Values |
|---|---|
| Density (g/cm3) | 0.94 |
| Ultimate tensile strength (MPa) | 44 |
| Elongation at break (%) | 450 |
| Rockwell R Hardness | 40 |
| Izod impact strength (kJ/m) | >137 |
| The friction coefficient under dry friction conditions | 0.07–0.22 |
| The friction coefficient under lubrication conditions | 0.05–0.10 |
| Properties | Values |
|---|---|
| Density (g/cm3) | 0.94–0.96 |
| Ultimate tensile strength (MPa) (23 °C) | 22 |
| Breaking strength (MPa) | 42 |
| Elongation at break (%) | 600 |
| Charpy impact strength (unnotched) (kJ/m2) | Without fracture |
| Shore D hardness | 65 |
| Abrasion resistance (Sand Slurry Test) | 100 |
| The friction coefficient | 0.09–0.10 |
| Properties | Test Method | Values |
|---|---|---|
| Density (g/cm3) | [45] | 0.932 |
| Ultimate tensile strength (MPa) | [46] | 24 |
| Tensile Young’s modulus (MPa) | [46] | 770 (112,000) |
| Elongation at break (%) | [46] | 300 |
| The friction coefficient (static) | [47] | 0.2 |
| The friction coefficient (dynamic) | [47] | 0.15 |
| Abrasion resistance | - | 10 |
| Izod impact strength (kJ/m) | [48] | >100 |
| Shore D hardness | [49] | 64 |
| Properties | Values |
|---|---|
| Density (g/cm3) | 0.93–0.96 |
| Average molecular weight (106 g/mol) | 3–10 |
| Yield strength (MPa) (23 °C in air) | 22 |
| Ultimate tensile strength (MPa) | 42 |
| Charpy impact strength (notched) (mJ/mm2) | Without fracture |
| Ball indentation hardness (MPa) | 42 |
| Shore D hardness | 65–70 |
| Abrasion resistance | 70–80 (100 on steel) |
| The friction coefficient (static) | ≤0.16 |
| The friction coefficient (dynamic) | ≤0.10 |
| Water absorption (%) | 0 |
| Elongation at break (%) (23 °C) | ≥300 |
| Properties | Test Method | Values |
|---|---|---|
| Density (g/cm3) | [52] | 0.93 |
| Water absorption (%) | [53] | <0.01 |
| Molecular weight (106 g/mol) | - | ~9 |
| Yield strength (MPa) | [54] | 20 |
| Elongation at break (%) | [54] | >200 |
| Tensile Young’s modulus (MPa) | [54] | 680 |
| Impact strength (kJ/m2) | [55] | Without fracture |
| Shore D hardness | [56] | 63 |
| Properties | Test Method | Values |
|---|---|---|
| Density (g/cm3) | [52] | 0.93 |
| Average molecular weight (106 g/mol) | - | ~5 |
| Water absorption (%) | [53] | <0.1 |
| Ultimate tensile strength (MPa) | [54] | 19 |
| Elongation at yield point (%) | [54] | 15 |
| Elongation at break (%) | [54] | >50 |
| Tensile Young’s modulus (MPa) | [54] | 750 |
| Shore D hardness | [56] | 60 |
| Charpy impact strength (unnotched) (kJ/m2) | [55] | Without fracture |
| Charpy impact strength (notched) (kJ/m2) | [55] | 115 |
| The friction coefficient (dynamic) | [58] | 0.15–0.30 |
| Wear rate (μm/km) | [58] | 8 |
| Properties | Test Method | Values |
|---|---|---|
| Density (g/cm3) | [52] | 0.93 |
| Ultimate tensile strength (MPa) | [46] | 40 |
| Tensile Young’s modulus (MPa) | [46] | 420 (61,000) |
| Elongation at break (%) | [46] | 300 |
| Shore D hardness | [49] | 69 |
| Izod impact strength (unnotched) (kJ/m) | [59] | Without fracture |
| Properties | Test Method | Values |
|---|---|---|
| Average molecular weight (106 g/mol) | - | ~5 |
| Density (g/cm3) | [52] | 0.93 |
| Water absorption (%) | [53] | <0.01 |
| Yield strength / Ultimate tensile strength, MPa | [54] | ≥17/- |
| Elongation at break (%) | [54] | ≥300 |
| Tensile Young’s modulus (MPa) | [54] | 700 |
| Charpy impact strength (unnotched) (kJ/m2) | [55] | Without fracture |
| Charpy impact strength (notched) (kJ/m2) | [55] | ≥170 |
| Ball indentation hardness (MPa) | [61] | 38 |
| Shore D hardness | [56] | 66 |
| The friction coefficient under dry friction conditions | - | 0.1–0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panin, S.V.; Buslovich, D.G.; Dontsov, Y.V.; Bochkareva, S.A.; Kornienko, L.A.; Berto, F. UHMWPE-Based Glass-Fiber Composites Fabricated by FDM. Multiscaling Aspects of Design, Manufacturing and Performance. Materials 2021, 14, 1515. https://doi.org/10.3390/ma14061515
Panin SV, Buslovich DG, Dontsov YV, Bochkareva SA, Kornienko LA, Berto F. UHMWPE-Based Glass-Fiber Composites Fabricated by FDM. Multiscaling Aspects of Design, Manufacturing and Performance. Materials. 2021; 14(6):1515. https://doi.org/10.3390/ma14061515
Chicago/Turabian StylePanin, Sergey V., Dmitry G. Buslovich, Yuri V. Dontsov, Svetlana A. Bochkareva, Lyudmila A. Kornienko, and Filippo Berto. 2021. "UHMWPE-Based Glass-Fiber Composites Fabricated by FDM. Multiscaling Aspects of Design, Manufacturing and Performance" Materials 14, no. 6: 1515. https://doi.org/10.3390/ma14061515