
Influence of the Compaction Method in the Volumetric Design of Cold Recycled Mixtures with Emulsion


Abstract
:1. Introduction
2. Materials
3. Methodology
3.1. Compaction Procedures
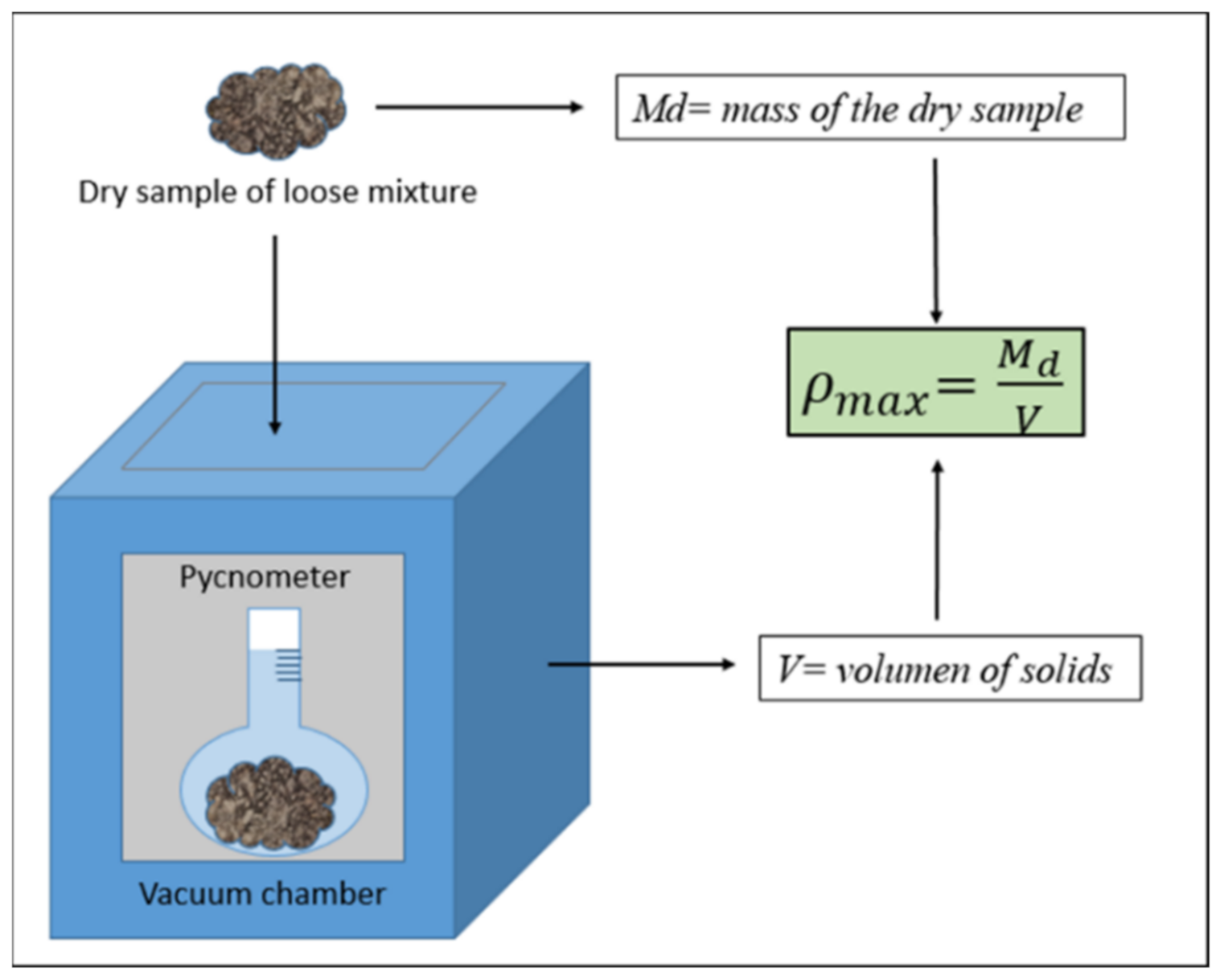
3.2. Maximum Density
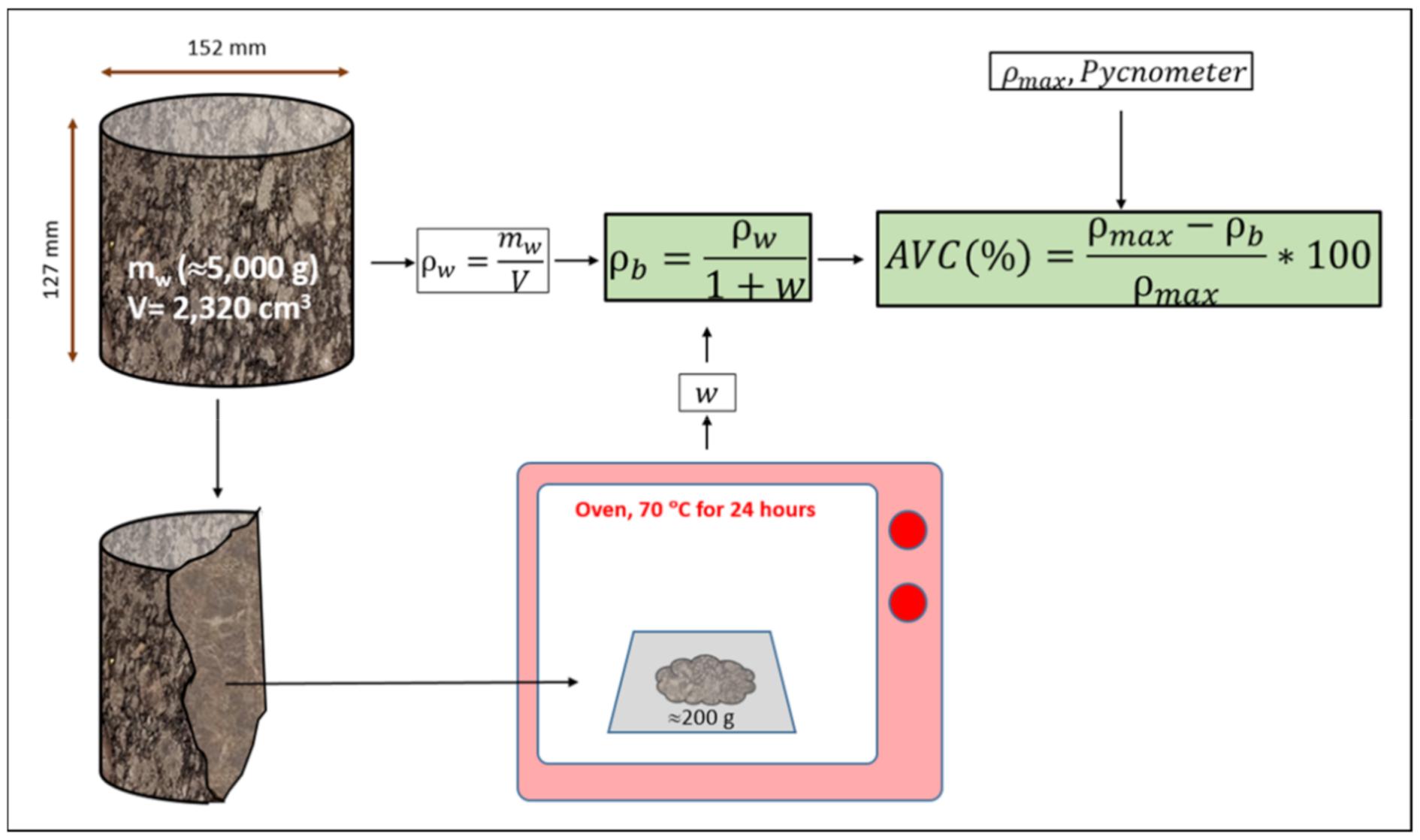
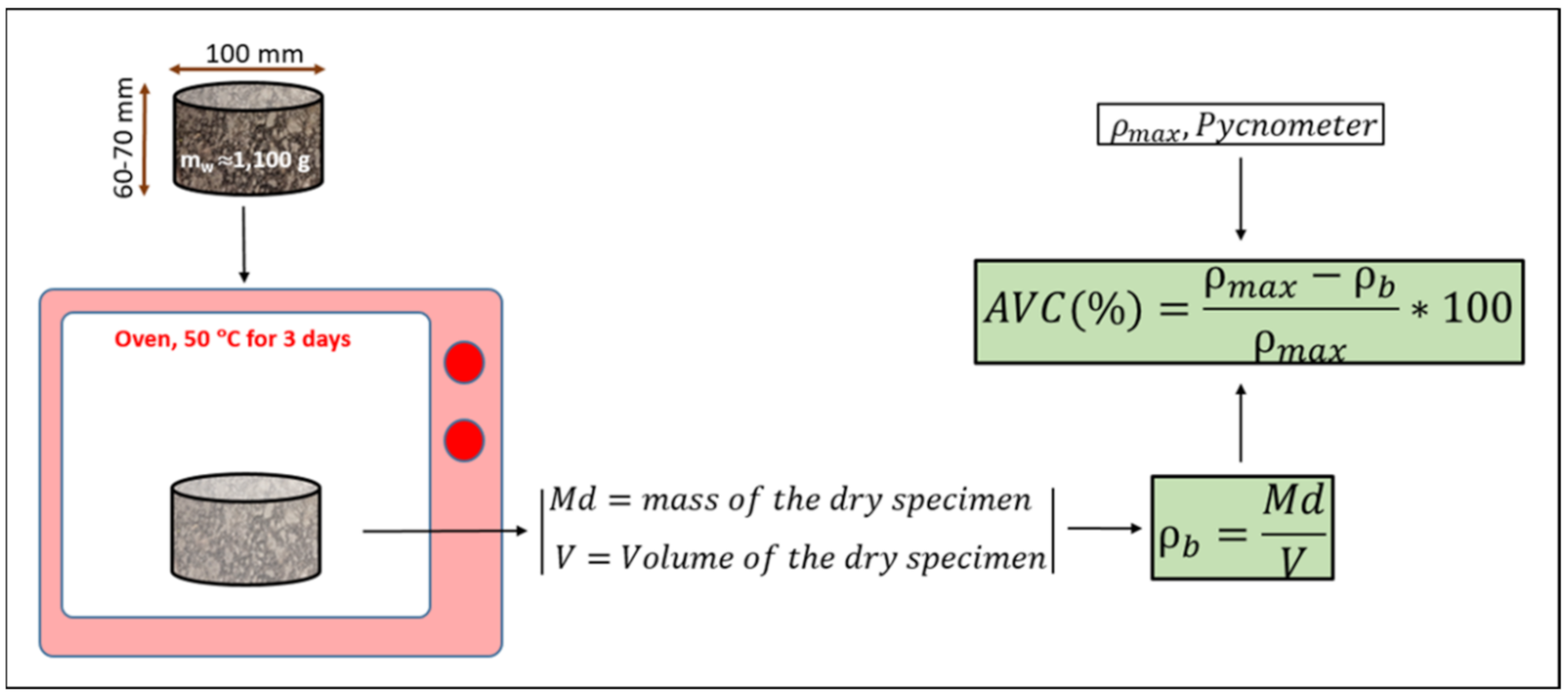
3.3. Bulk Density and Air Voids Content
4. Results
4.1. Maximum Density of the Mixtures
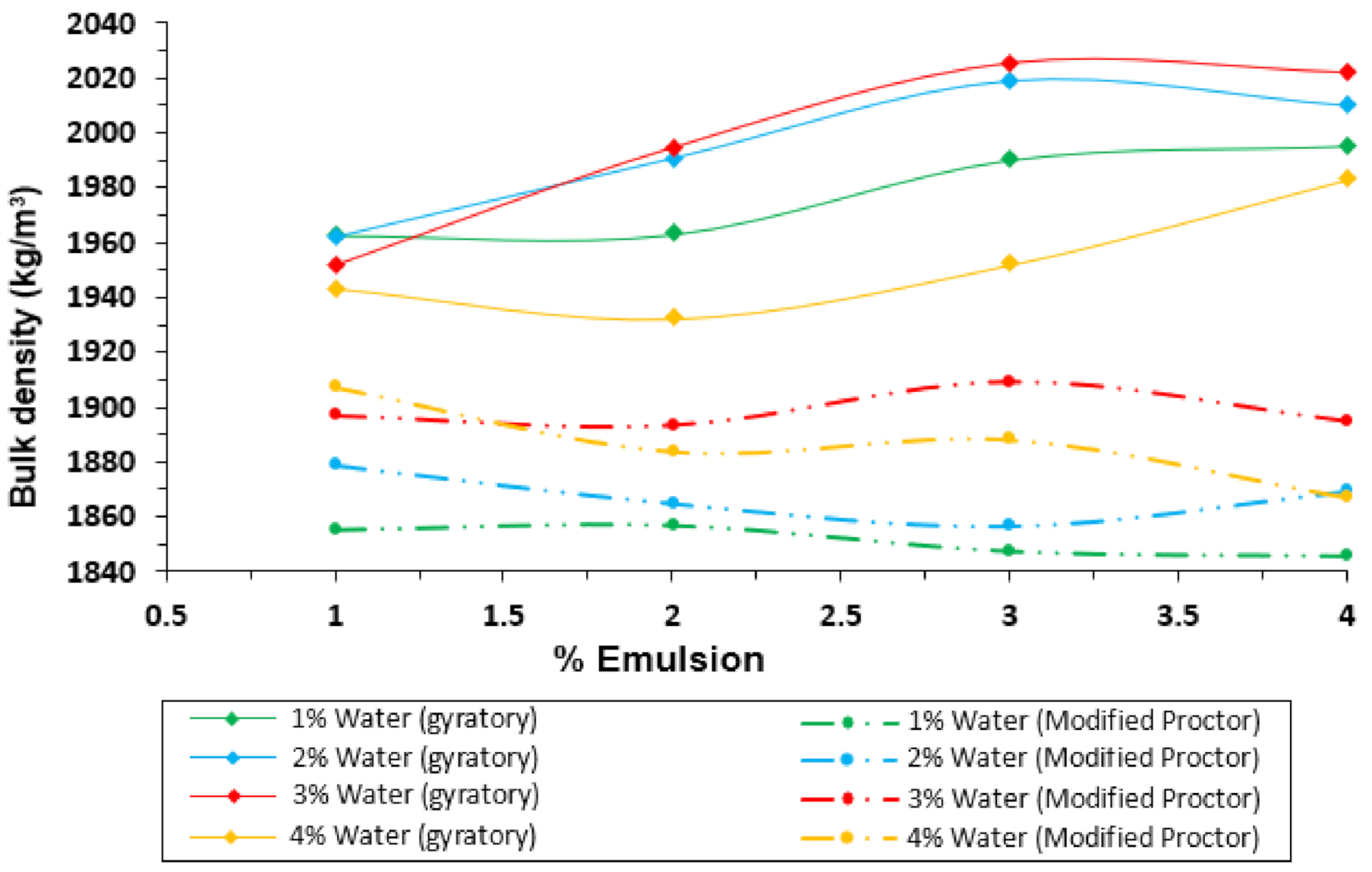
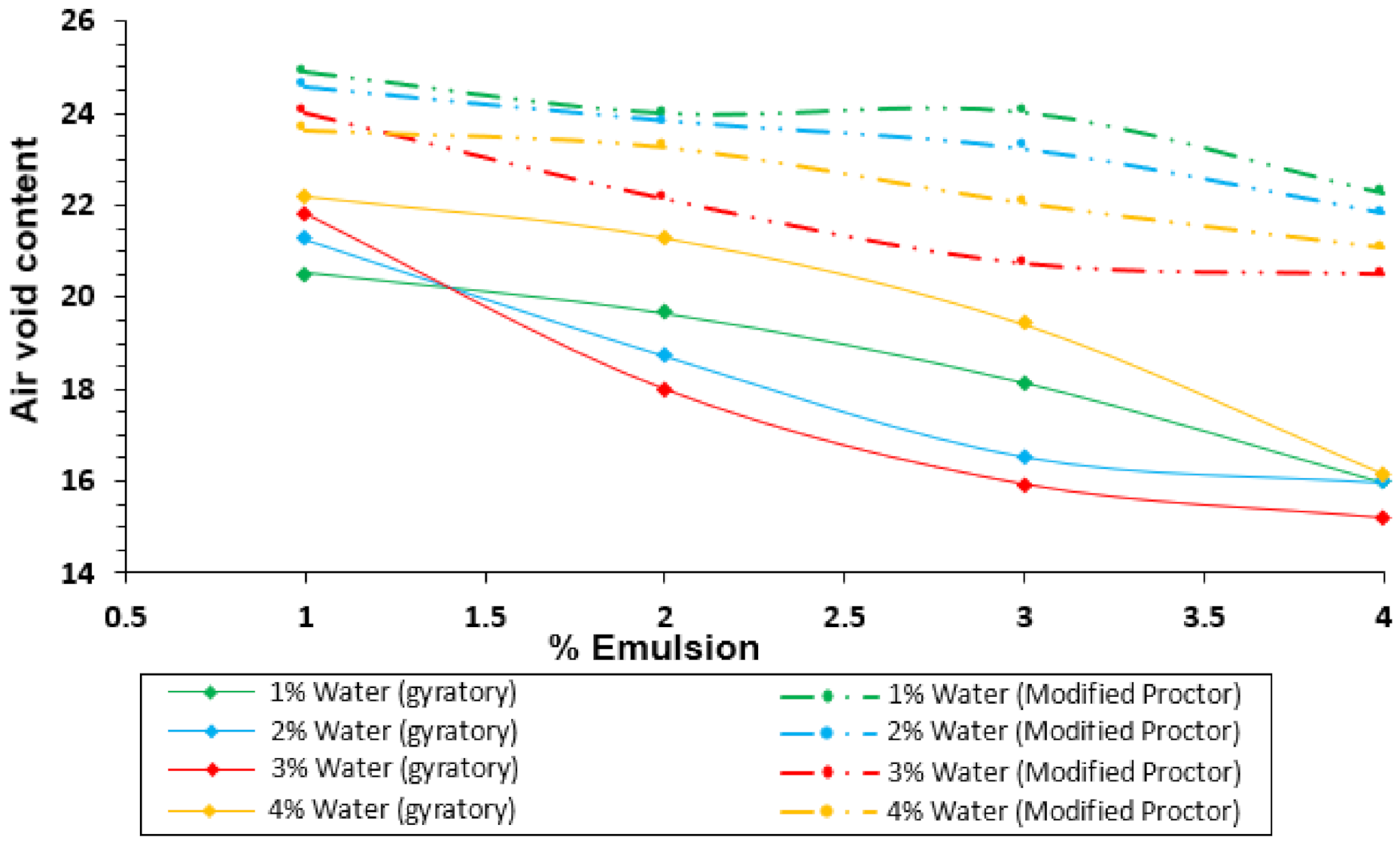
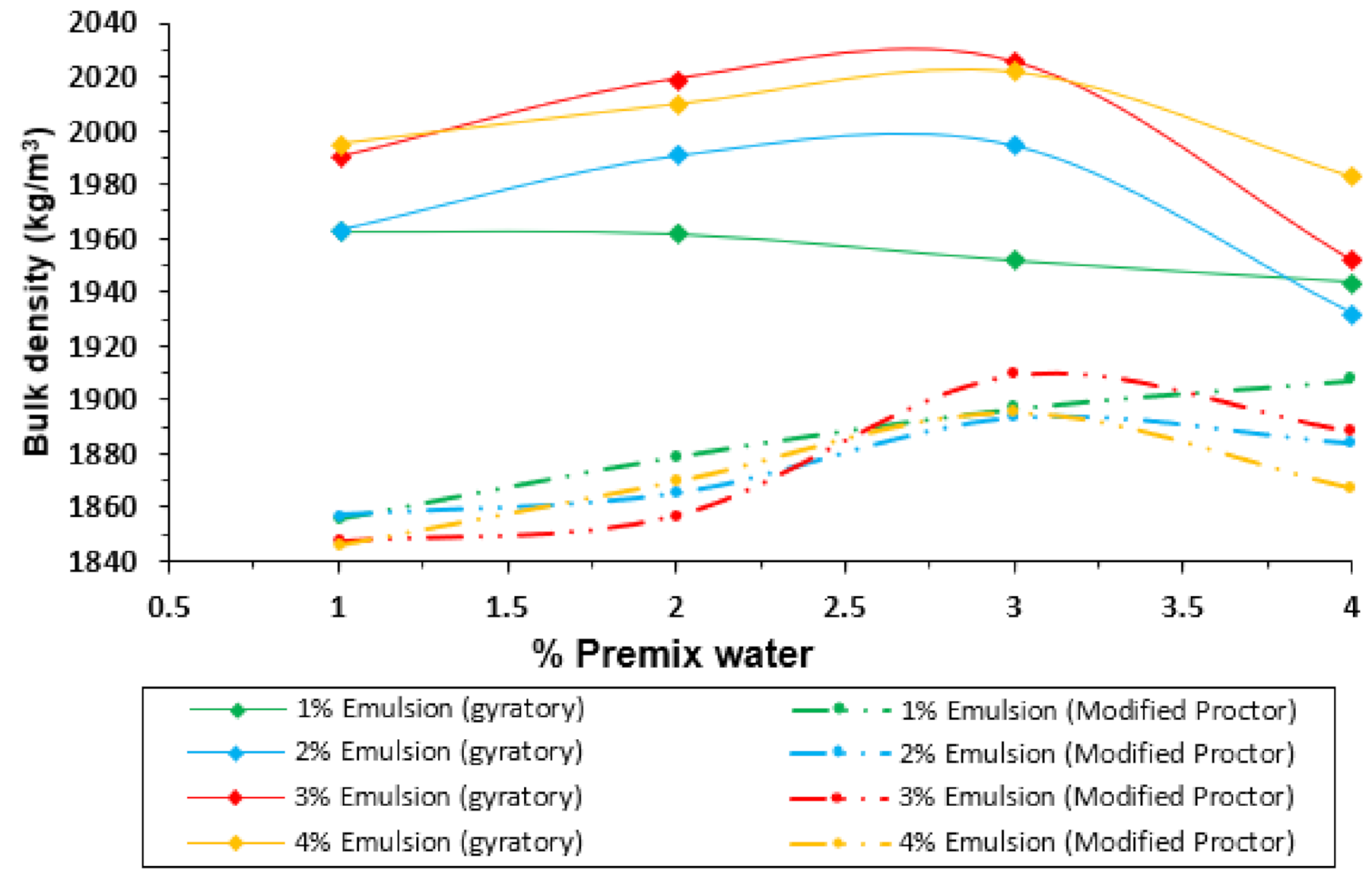
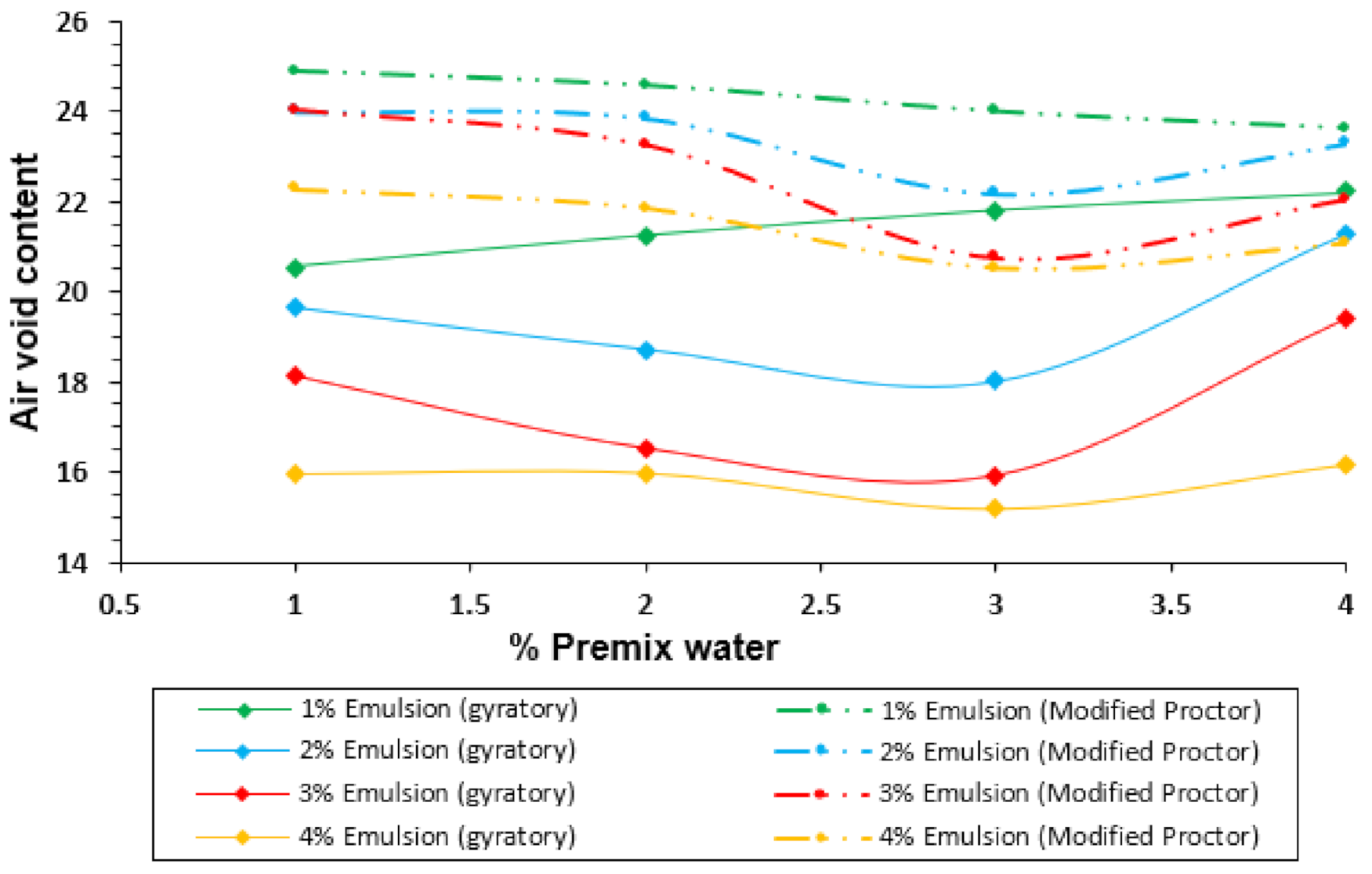
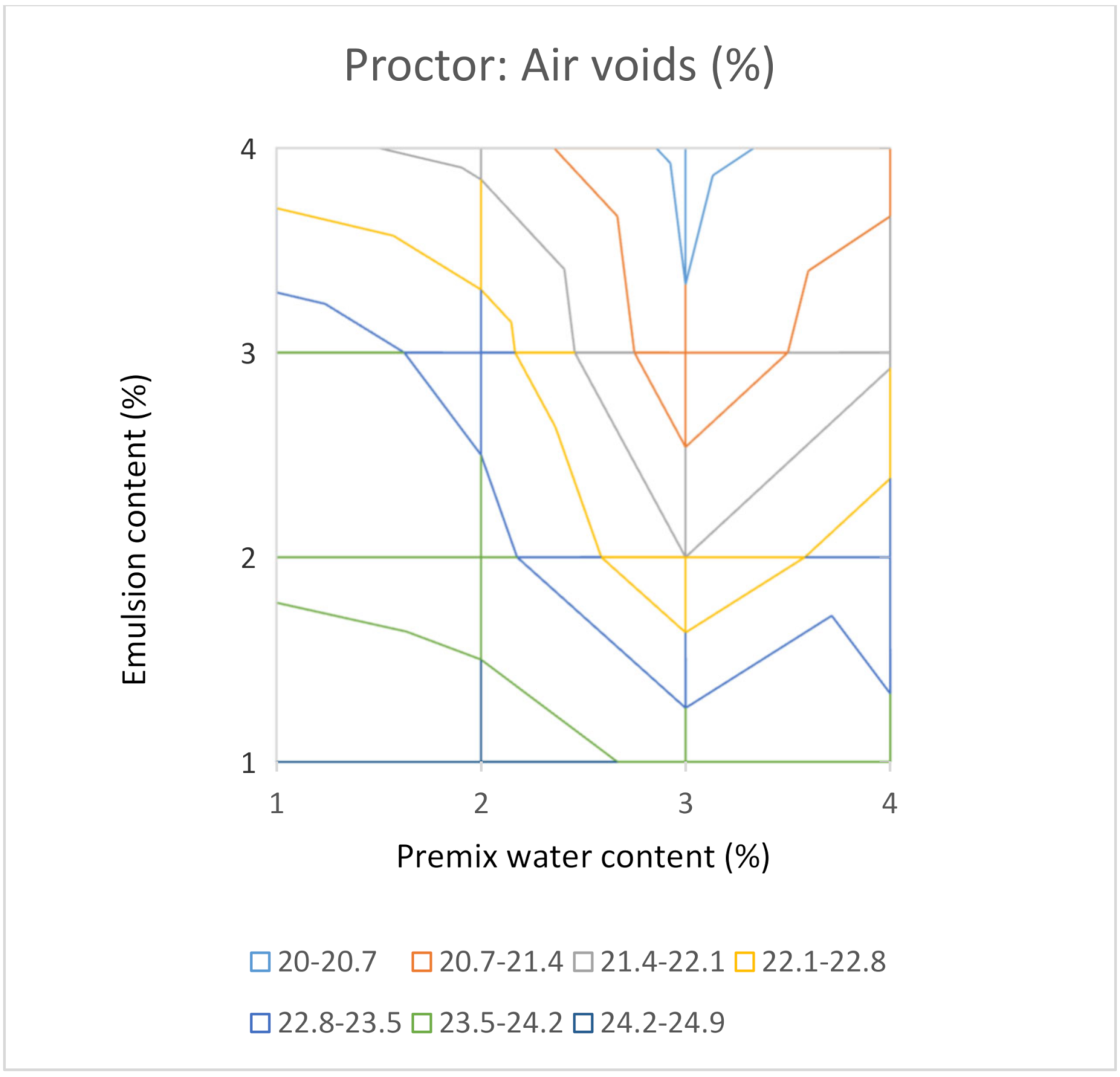
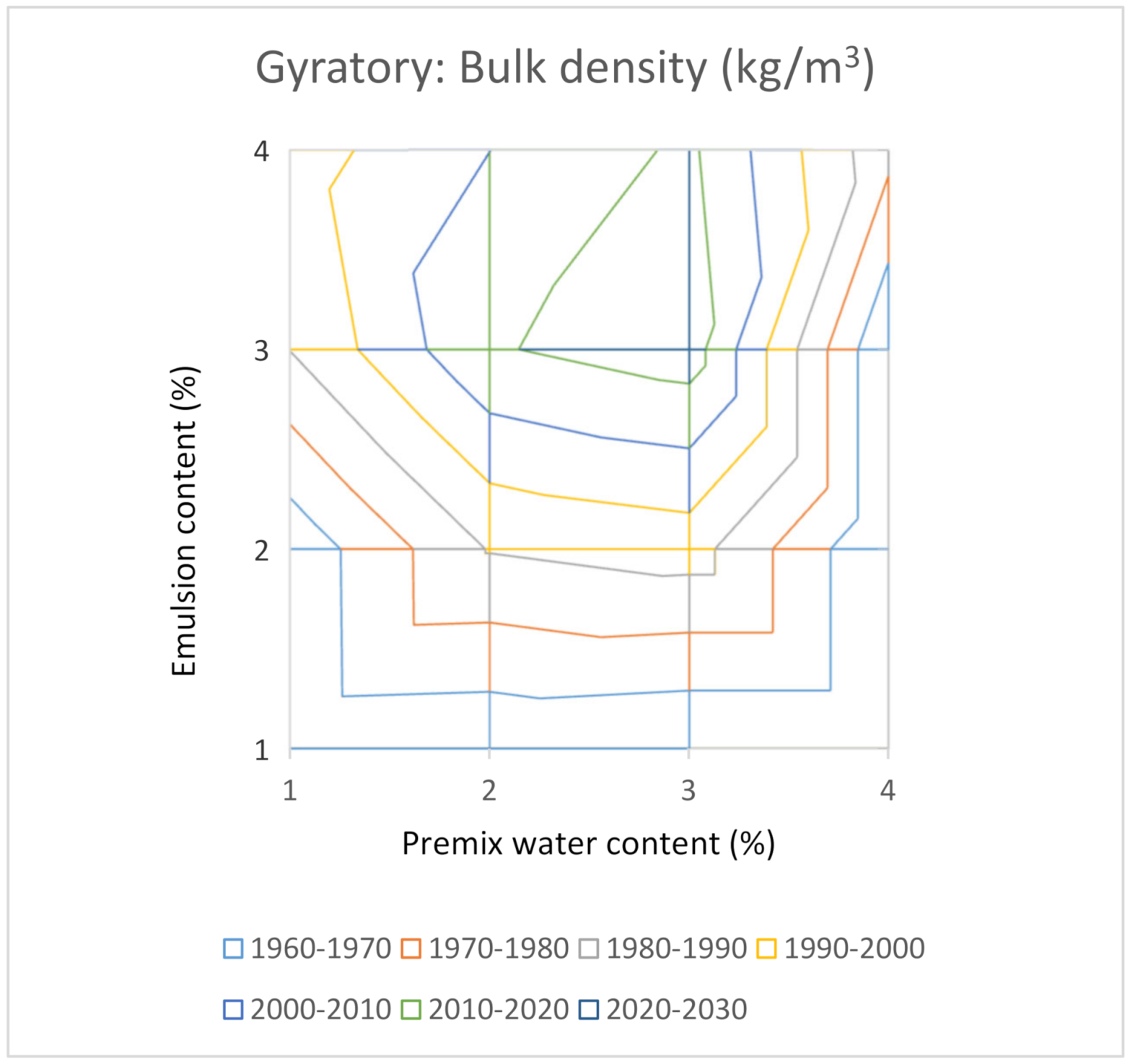
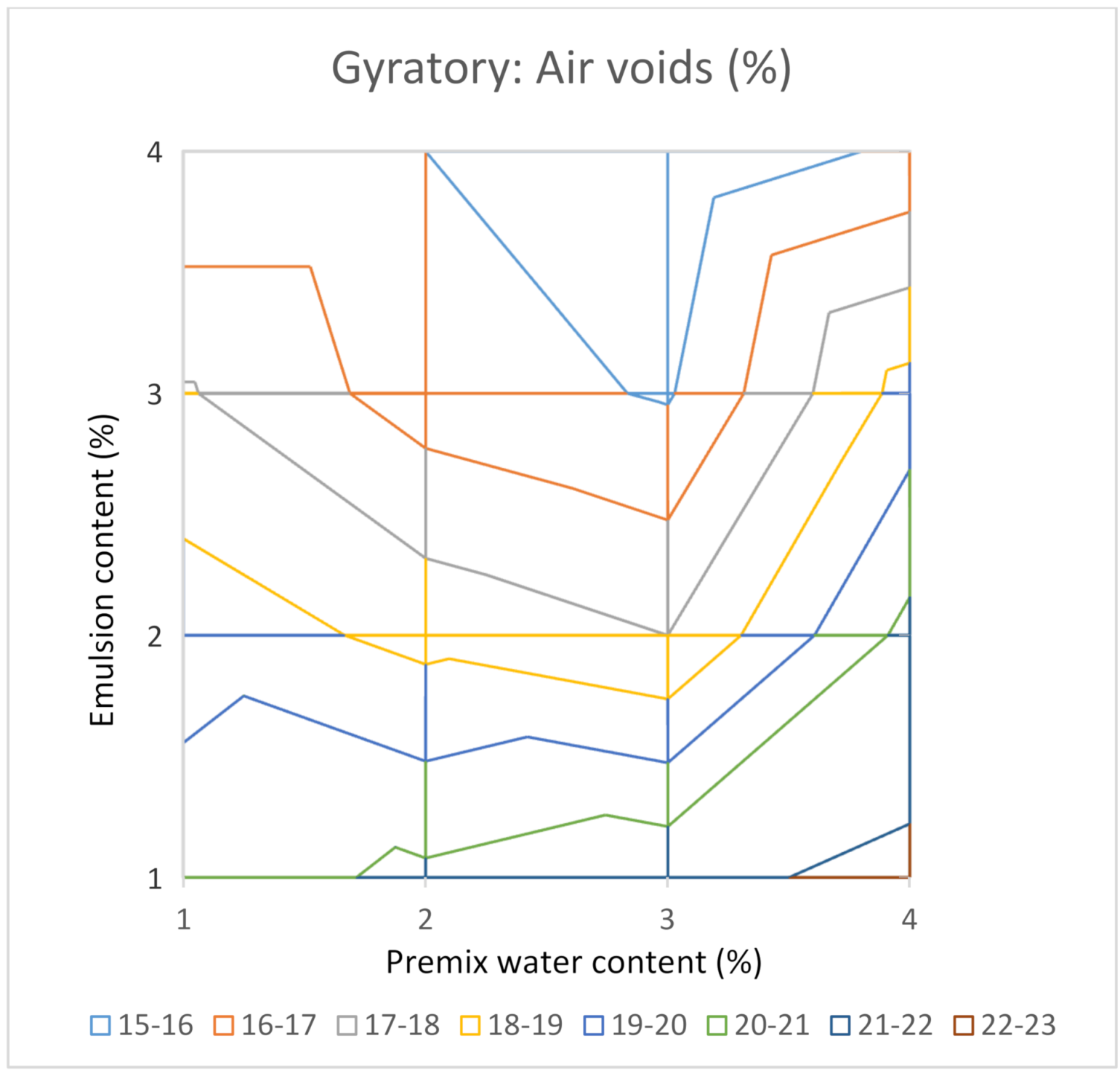
4.2. Bulk Density and Air Voids of the Mixtures
5. Analysis of Results
5.1. Analysis of Conventional Graphs for Bulk Density and Air Voids
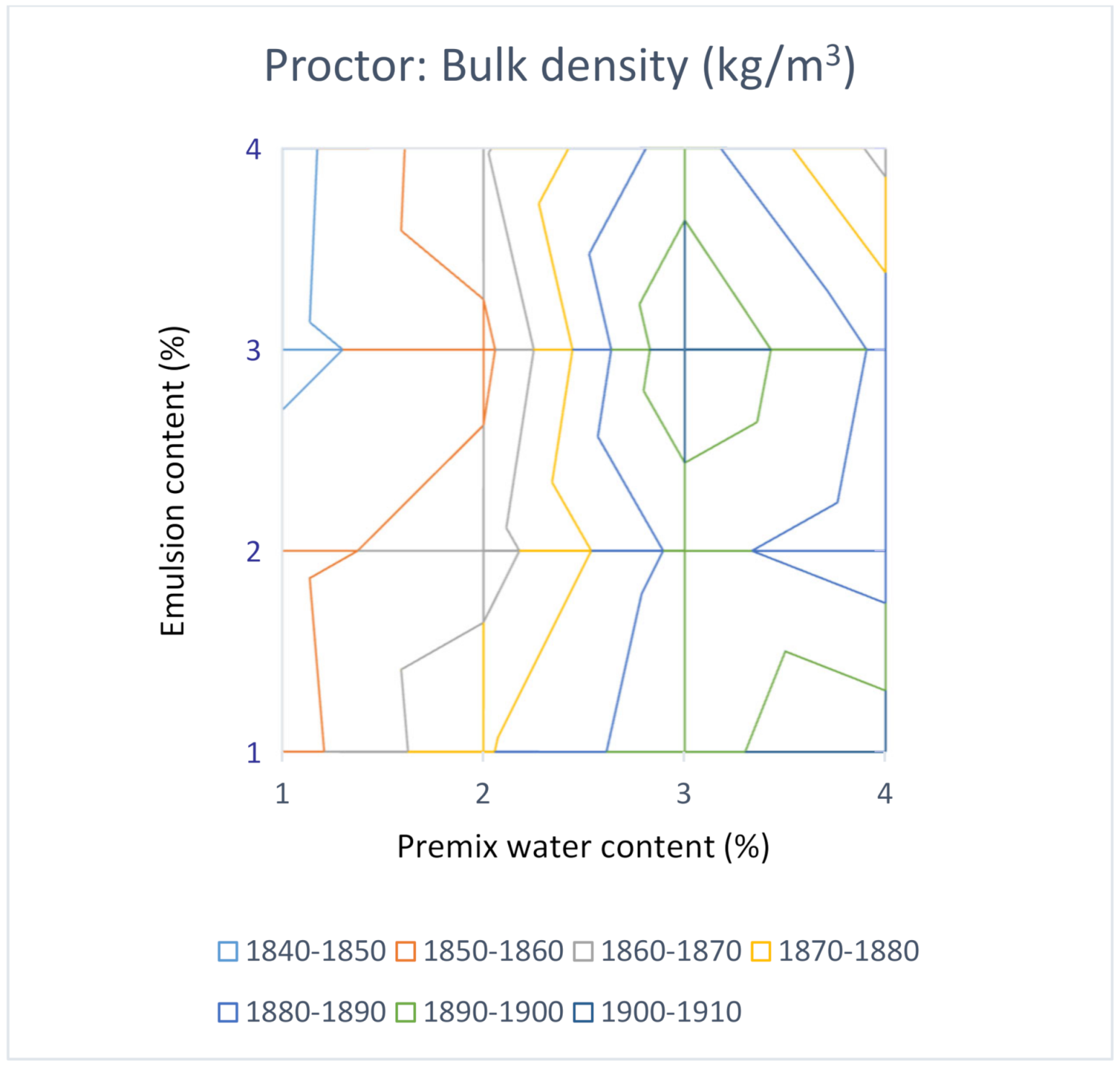
5.2. Proposal of a New Approach for the Volumetric Design of Cold Recycled Mixtures with Emulsion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Polaczyk, P.; Han, B.; Huang, B.; Jia, X.; Shu, X. Evaluation of the hot mix asphalt compactability utilizing the impact compaction method. Constr. Build. Mater. 2018, 187, 131–137. [Google Scholar] [CrossRef]
- Tušar, M.; Ramljak, I.; Avsenik, L. Validation of results of asphalt compactability determined by impact compactor according to EN 12697-10 and suggested new solutions for better predictions. Constr. Build. Mater. 2015, 91, 243–250. [Google Scholar] [CrossRef]
- Hu, W.; Jia, X.; Huang, B.; Park, H. Evaluation of compactability of asphalt mixture utilizing asphalt vibratory compactor. Constr. Build. Mater. 2017, 139, 419–429. [Google Scholar] [CrossRef]
- Dubois, V.; Roche, C.D.L.; Burban, O. Influence of the compaction process on the air void homogeneity of asphalt mixtures samples. Constr. Build. Mater. 2010, 24, 885–897. [Google Scholar] [CrossRef]
- Yiqiu, T.; Haipeng, W.; Shaojun, M.; Huining, X. Quality control of asphalt pavement compaction using fibre Bragg grating sensing technology. Constr. Build. Mater. 2014, 54, 53–59. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, H.; You, Z.; Yang, X. Compaction characteristics of asphalt mixture with different gradation type through Superpave Gyratory Compaction and X-Ray CT Scanning. Constr. Build. Mater. 2016, 129, 243–255. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, Y.; Shi, Y.; Dong, F.; Wang, Y. New method for making and selecting the compaction plan of asphalt pavement based on compaction quality and carbon emissions. J. Clean. Prod. 2018, 181, 385–398. [Google Scholar] [CrossRef]
- Kassem, E.; Liu, W.; Scullion, T.; Masad, E.; Chowdhury, A. Development of compaction monitoring system for asphalt pavements. Constr. Build. Mater. 2015, 96, 334–345. [Google Scholar] [CrossRef]
- Liu, P.; Xu, H.; Wang, D.; Wang, C.; Schulze, C.; Oeser, M. Comparison of mechanical responses of asphalt mixtures manufactured by different compaction methods. Constr. Build. Mater. 2018, 162, 765–780. [Google Scholar] [CrossRef]
- Leandro, R.P.; Vasconcelos, K.L.; Bernucci, L.L.B. Evaluation of the laboratory compaction method on the air voids and the mechanical behavior of hot mix asphalt. Constr. Build. Mater. 2017, 156, 424–434. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Design methodology for in situ cold recycled mixtures with emulsion and 100% rap. Constr. Build. Mater. 2019, 216, 496–505. [Google Scholar] [CrossRef]
- Sanchez-Alonso, E.; Vega-Zamanillo, A.; Castro-Fresno, D.; DelRio-Prat, M. Evaluation of compactability and mechanical properties of bituminous mixes with warm additives. Constr. Build. Mater. 2011, 25, 2304–2311. [Google Scholar] [CrossRef]
- European Committee for Standardization. Bituminous Mixtures. Test Methods for Hot Mix Asphalt. Part 10: Compactabilidad (EN 12697-10:2003); European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- European Committee for Standardization, Bituminous Mixtures. Material Specifications. Part 31: Asphalt Concrete with Bituminous Emulsion (EN 13108-31:2019); European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- Graziani, A.; Godenzoni, C.; Canestrari, F. Experimental characterization of the 3D linear viscoelastic behavior of cold recycled bitumen emulsion mixtures. J. Traffic Transp. Eng. Engl. Ed. 2019, 6, 324–336. [Google Scholar] [CrossRef]
- Sangiorgi, C.; Tataranni, P.; Simone, A.; Vignali, V.; Lantieri, C.; Dondi, G. A laboratory and filed evaluation of Cold Recycled Mixture for base layer entirely made with Reclaimed Asphalt Pavement. Constr. Build. Mater. 2017, 138, 232–239. [Google Scholar] [CrossRef]
- Lin, J.; Hong, J.; Xiao, Y. Dynamic characteristics of 100% cold recycled asphalt mixture using asphalt emulsion and cement. J. Clean. Prod. 2017, 156, 337–344. [Google Scholar] [CrossRef]
- Graziani, A.; Godenzoni, C.; Cardone, F.; Bocci, M. Effect of curing on the physical and mechanical properties of cold-recycled bituminous mixtures. Mater. Des. 2016, 95, 358–369. [Google Scholar] [CrossRef]
- Kuna, K.; Gottumukkala, B. Viscoelastic characterization of cold recycled bituminous mixtures. Constr. Build. Mater. 2019, 199, 298–306. [Google Scholar] [CrossRef]
- Omrani, M.A.; Modarres, A. Emulsified cold recycled mixtures using cement kiln dust and coal waste ash-mechanical-environmental impacts. J. Clean. Prod. 2018, 199, 101–111. [Google Scholar] [CrossRef]
- Dołżycki, B.; Jaskuła, P. Review and evaluation of cold recycling with bitumen emulsion and cement for rehabilitation of old pavements. J. Traffic Transp. Eng. Engl. Ed. 2019, 6, 311–323. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Cold asphalt mix with emulsion and 100% rap: Compaction energy and influence of emulsion and cement content. Constr. Build. Mater. 2020, 250, 118804. [Google Scholar] [CrossRef]
- Valentin, J.; Čížková, Z.; Suda, J.; Batista, F.; Mollenhauer, K.; Simnofske, D. Stiffness Characterization of Cold Recycled Mixtures. Transp. Res. Procedia 2016, 14, 758–767. [Google Scholar] [CrossRef] [Green Version]
- Ministerio de Fomento, Ediciones Liteam; Dirección General de Carreteras. Pliego de Prescripciones Técnicas Generales Para Obras de Conservación de Carreteras PG-4; Gobierno de España: Madrid, Spain, 2001.
- European Committee for Standardization. Bituminous Mixtures. Test Methods for Hot Mix Asphalt-Part 1: Soluble Binder Content (EN 12697-1); European Committee for Standardization: Brussels, Belgium, 2020. [Google Scholar]
- European Committee for Standardization. Bitumen and bituminous binders. Determination of the softening point. Ring and Ball method (EN 1427:2015); European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. Bitumen and Bituminous Binders. Determination of Needle Penetration (EN 1426:2015); European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. Geotechnics. Compaction Test. Modified Proctor, (UNE 103501-94); European Committee for Standardization: Brussels, Belgium, 1994. [Google Scholar]
- European Committee for Standardization. Bituminous Mixtures. Test Methods-Part 5: Determination of the Maximum Density (EN-12697-5); European Committee for Standardization: Brussels, Belgium, 2018. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve (mm) | 20 | 12.5 | 8 | 4 | 2 | 0.5 | 0.25 | 0.063 |
|---|---|---|---|---|---|---|---|---|
| RAP curve | 100.0 | 75.0 | 63.0 | 44.0 | 27.0 | 10.2 | 6.6 | 2.7 |
| Minimum | 80.0 | 62.0 | 49.0 | 31.0 | 19.0 | 2.0 | 0.0 | 0.0 |
| Maximum | 100.0 | 89.0 | 77.0 | 58.0 | 42.0 | 20.0 | 10.0 | 3.0 |
| Properties | Normative | Values |
|---|---|---|
| Bitumen (% by weight of RAP) | EN 12697-1 [25] | 4.89 |
| Softening Point (℃) | EN 1427 [26] | 80.3 |
| Penetration (10−1mm) | EN 1426 [27] | 11 |
| Mixture | Maximum Density (kg/m3) |
|---|---|
| W1E1 | 2470 |
| W1E2 | 2443 |
| W1E3 | 2431 |
| W1E4 | 2374 |
| W2E1 | 2491 |
| W2E2 | 2449 |
| W2E3 | 2419 |
| W2E4 | 2392 |
| W3E1 | 2496 |
| W3E2 | 2432 |
| W3E3 | 2409 |
| W3E4 | 2384 |
| W4E1 | 2498 |
| W4E2 | 2455 |
| W4E3 | 2422 |
| W4E4 | 2365 |
| Mixture | Bulk Density (kg/m3) | Air Void Content (%) |
|---|---|---|
| W1E1 | 1855 | 24.9 |
| W1E2 | 1857 | 24.0 |
| W1E3 | 1847 | 24.0 |
| W1E4 | 1846 | 22.3 |
| W2E1 | 1879 | 24.6 |
| W2E2 | 1865 | 23.8 |
| W2E3 | 1857 | 23.2 |
| W2E4 | 1869 | 21.9 |
| W3E1 | 1897 | 24.0 |
| W3E2 | 1893 | 22.1 |
| W3E3 | 1909 | 20.8 |
| W3E4 | 1895 | 20.5 |
| W4E1 | 1907 | 23.6 |
| W4E2 | 1884 | 23.3 |
| W4E3 | 1888 | 22.0 |
| W4E4 | 1867 | 21.1 |
| Mixture | Bulk Density (kg/m3) | Air Void Content (%) |
|---|---|---|
| W1E1 | 1962.7 | 20.5 |
| W1E2 | 1963.0 | 19.6 |
| W1E3 | 1990.2 | 18.1 |
| W1E4 | 1995.3 | 16.0 |
| W2E1 | 1961.8 | 21.2 |
| W2E2 | 1990.6 | 18.7 |
| W2E3 | 2019.1 | 16.5 |
| W2E4 | 2009.9 | 16.0 |
| W3E1 | 1951.5 | 21.8 |
| W3E2 | 1994.4 | 18.0 |
| W3E3 | 2025.3 | 15.9 |
| W3E4 | 2021.9 | 15.2 |
| W4E1 | 1943.4 | 22.2 |
| W4E2 | 1932.2 | 21.3 |
| W4E3 | 1951.9 | 19.4 |
| W4E4 | 1983.0 | 16.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Influence of the Compaction Method in the Volumetric Design of Cold Recycled Mixtures with Emulsion. Materials 2021, 14, 1309. https://doi.org/10.3390/ma14051309
Flores G, Gallego J, Miranda L, Marcobal JR. Influence of the Compaction Method in the Volumetric Design of Cold Recycled Mixtures with Emulsion. Materials. 2021; 14(5):1309. https://doi.org/10.3390/ma14051309
Chicago/Turabian StyleFlores, Guillermo, Juan Gallego, Lucía Miranda, and José Ramón Marcobal. 2021. "Influence of the Compaction Method in the Volumetric Design of Cold Recycled Mixtures with Emulsion" Materials 14, no. 5: 1309. https://doi.org/10.3390/ma14051309