
Performance of Sn-3.0Ag-0.5Cu Composite Solder with Kaolin Geopolymer Ceramic Reinforcement on Microstructure and Mechanical Properties under Isothermal Ageing


 ,
, 
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
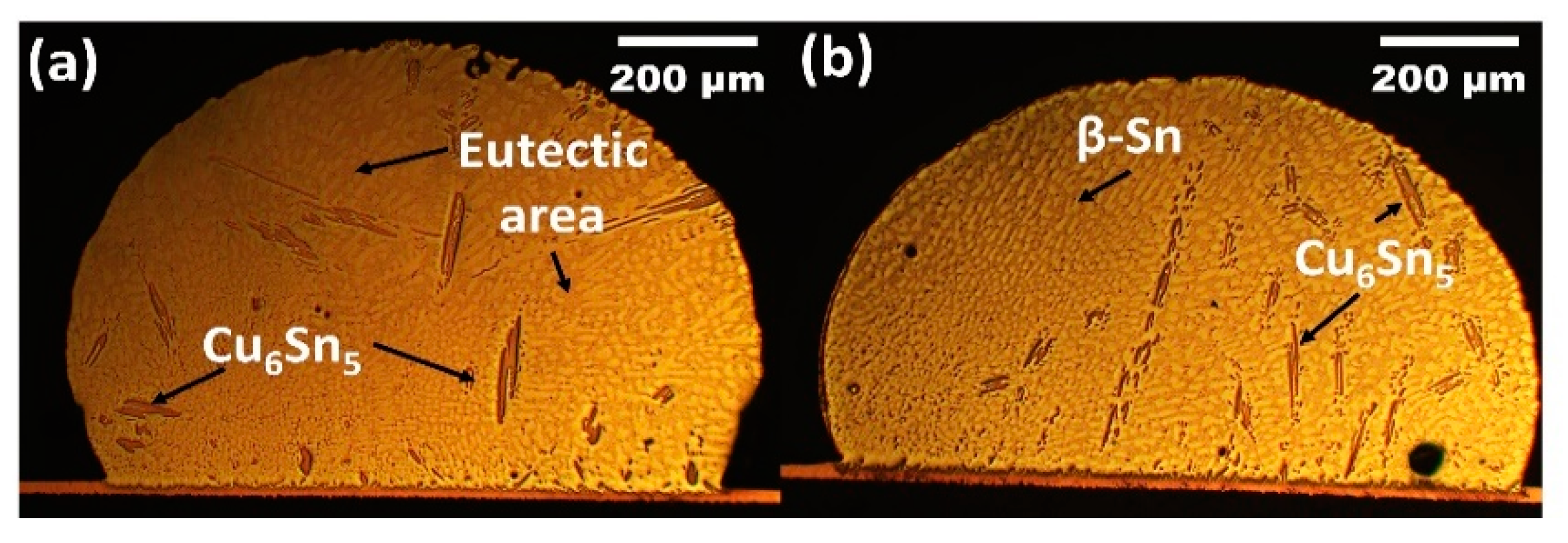
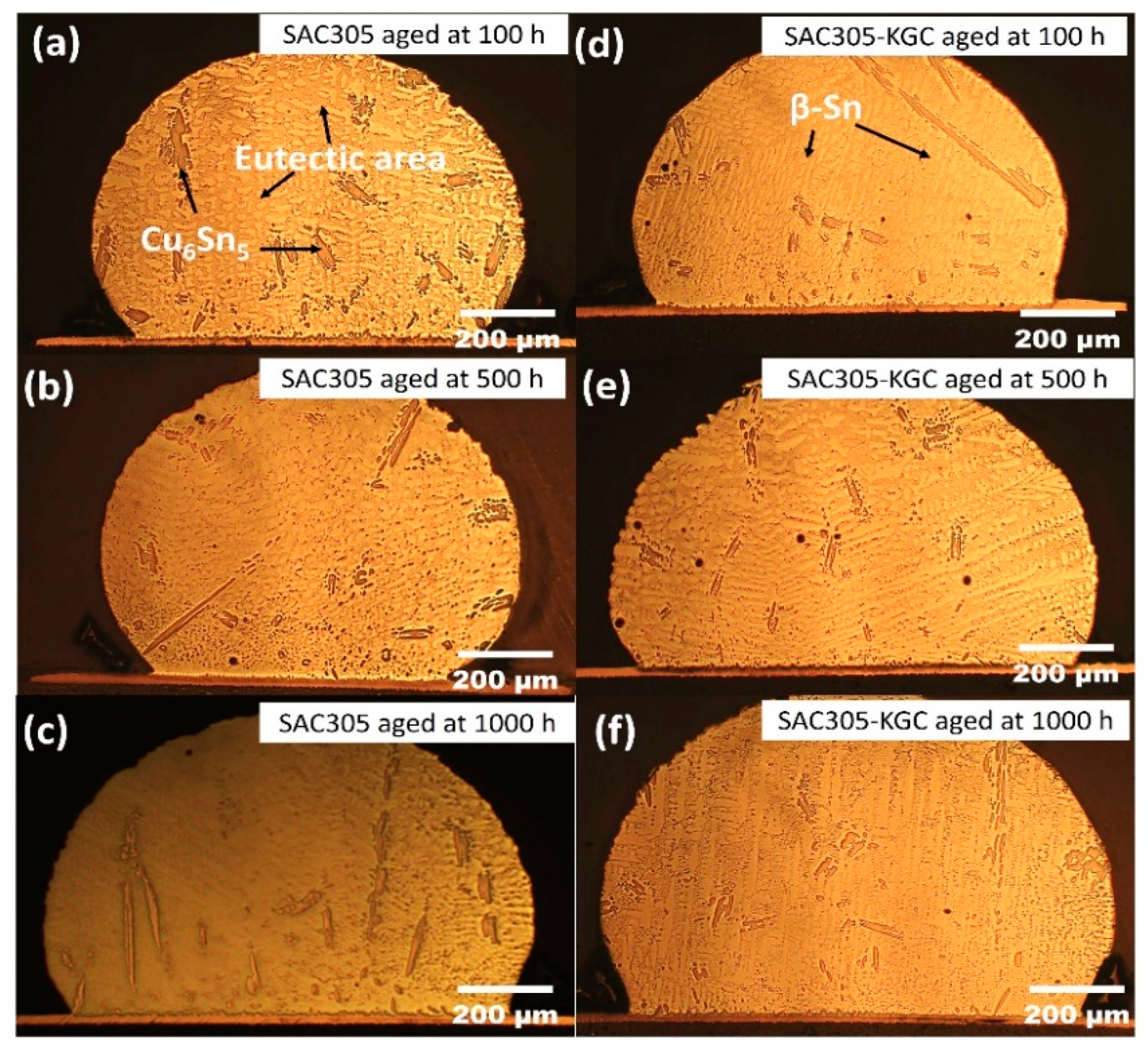
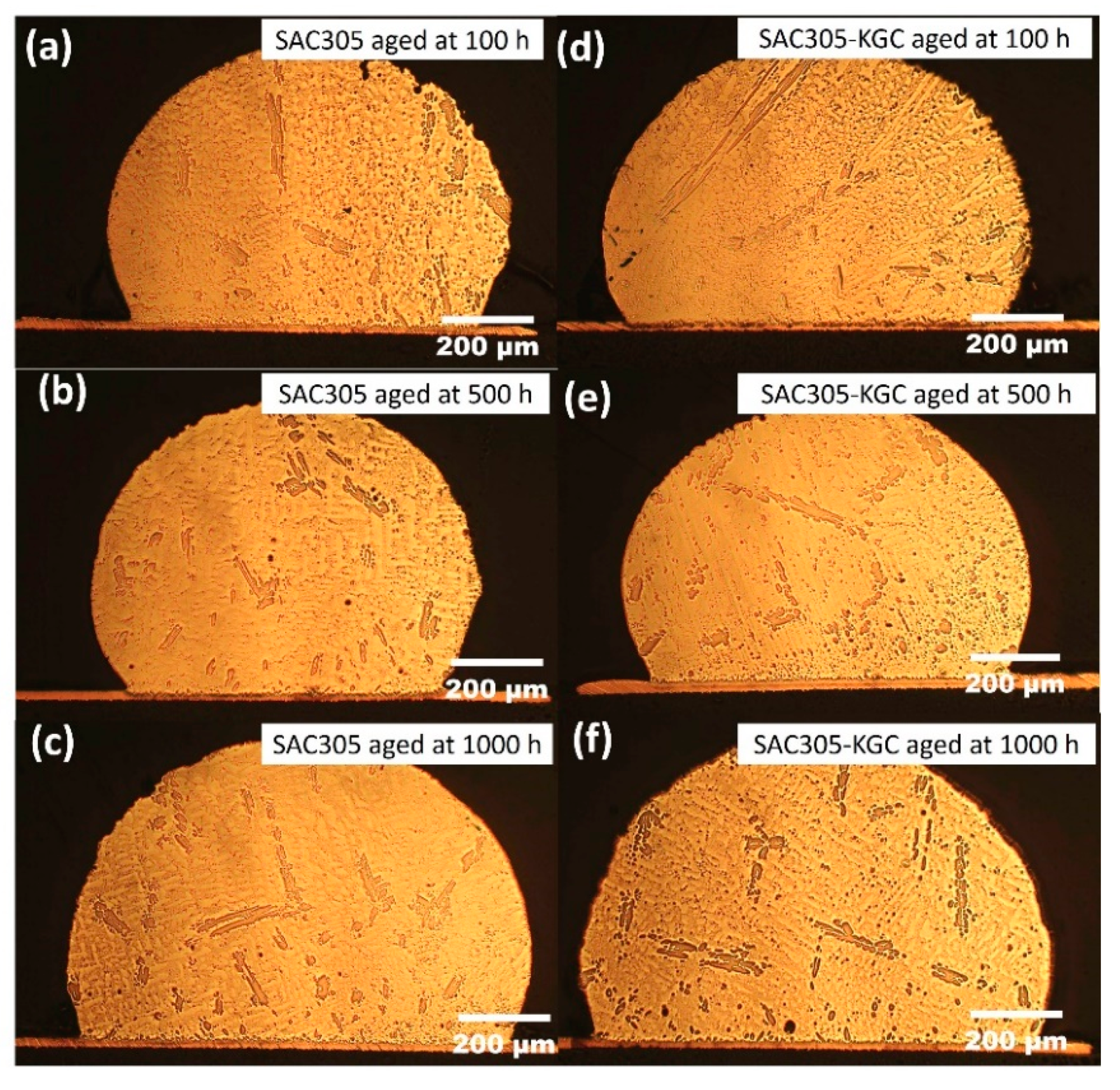
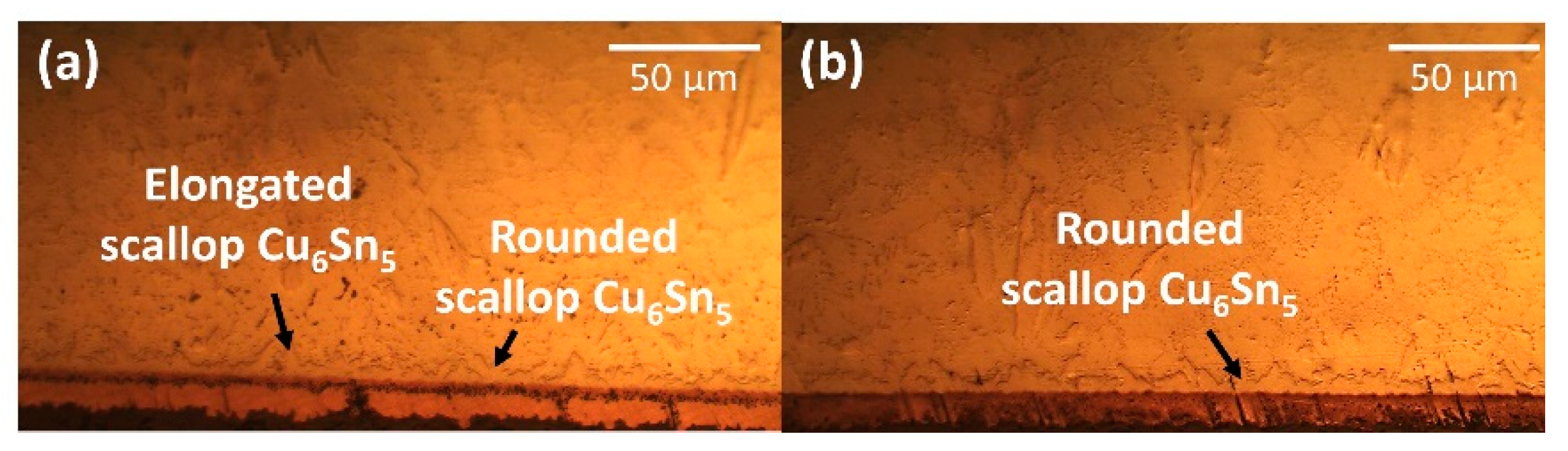
3.1. Evolutions of IMC of Microstructure
3.2. Growth Kinetics of IMC Layer
3.3. Shear Joint Strength
4. Conclusions
- (a)
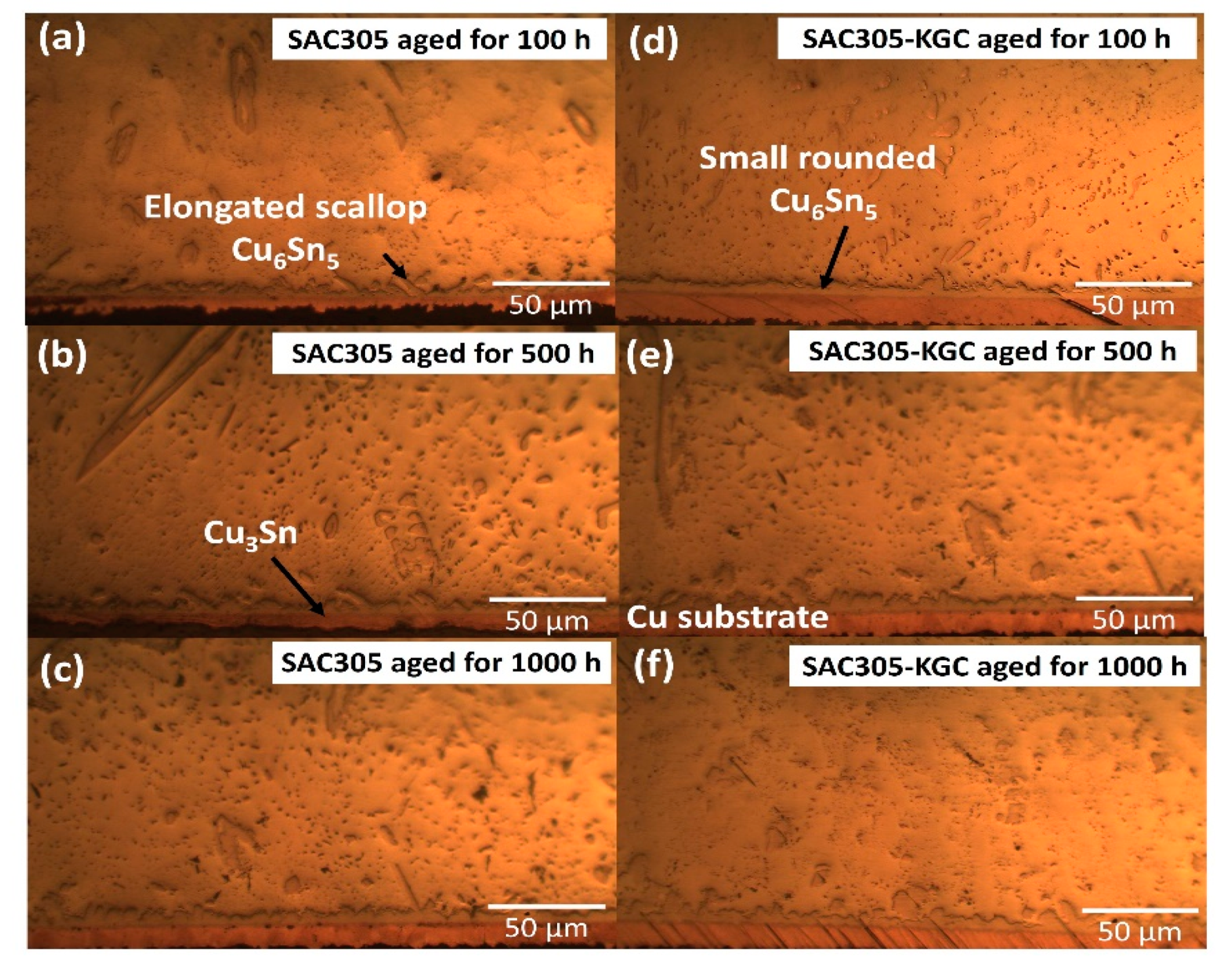
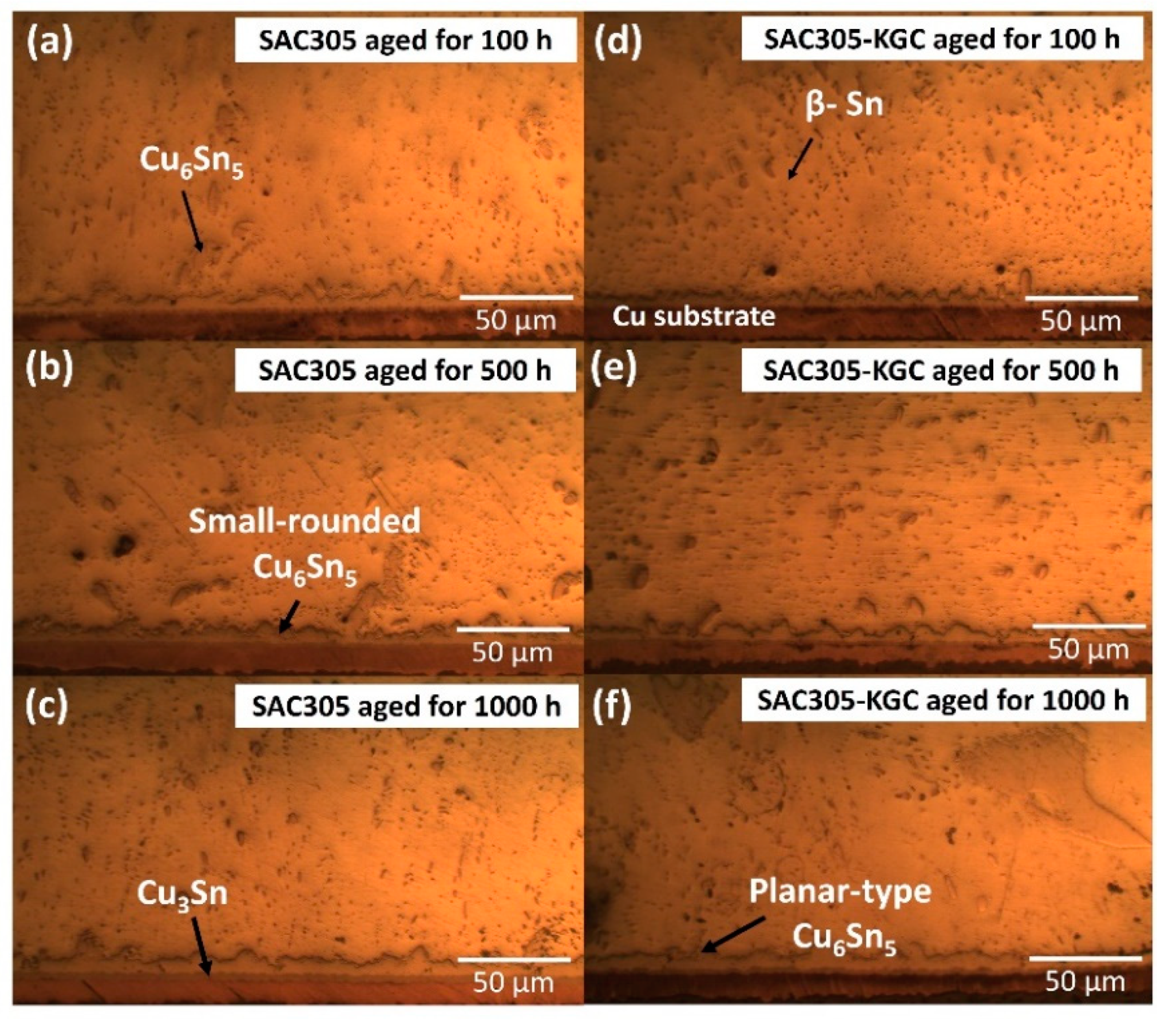
- The morphology of interfacial IMC layer of non-reinforced SAC305 and SAC305-KGC composite solder joints showed a duplex IMC structure comprises of scallop-type Cu6Sn5 and layer-type Cu3Sn. With an increase in ageing time and temperature, the initial scallop Cu6Sn5 gradually changes to planar-type in SAC305-KGC composite solder joints. For Cu3Sn, the morphology consistently maintained as layer-type across all ageing conditions.
- (b)
- The total thickness of interfacial IMC (both Cu6Sn5 and Cu3Sn) layer showed an increasing trend for non-reinforced SAC305 and SAC305-KGC composite solder joints which was about ~6–17 µm. However, with an addition of KGC particles the total thickness of interfacial IMC could be suppressed for about 15% as compared to non-reinforced SAC305 solder joints with the increase in ageing time and temperature. This can be owed to the ability of KGC particles to hinder the diffusion of Cu and resulting in thinner IMC layer. Moreover, the growth of total interfacial IMC layer was controlled by bulk diffusion process with the time exponent, n obtained was towards 0.5. The activation energy for SAC305-KGC composite solder joints was 74 kJ/mol and it exhibited lower diffusion coefficient as compared to non-reinforced SAC305.
- (c)
- Meanwhile, the addition of KGC particles into SAC305 could suppress the growth of Cu3Sn IMC layer by 24% as compared to non-reinforced SAC305 solder. In addition, the growth of Cu3Sn IMC layer in this study was controlled by grain-boundary diffusion. The activation energy of Cu3Sn IMC layer for SAC305-KGC composite solder joints was 104 kJ/mol and it exhibited lower diffusion coefficient even at high temperature as compared to non-reinforced SAC305.
- (d)
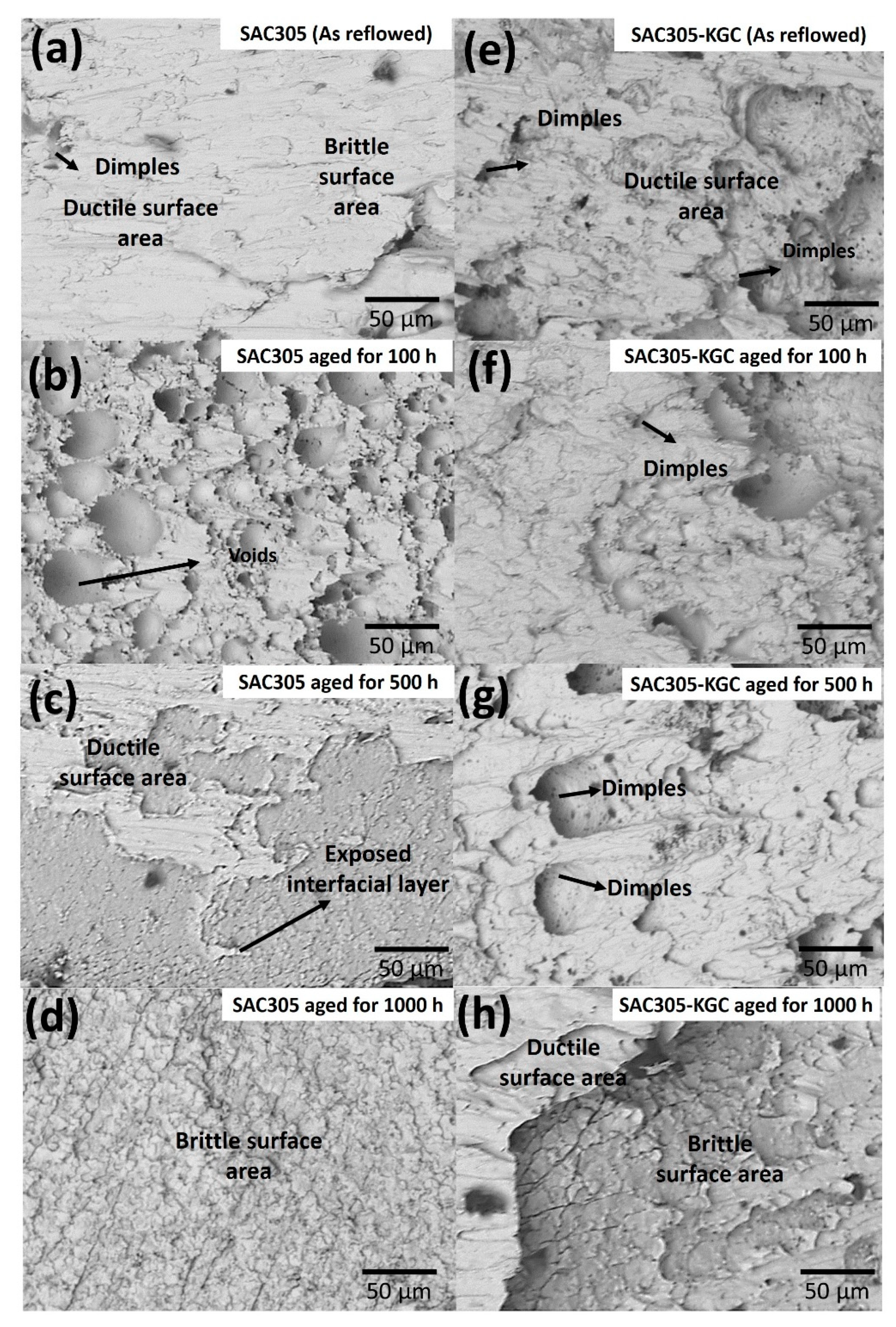
- The average shear strength for all the solder joints decreased with the increase ageing time and temperature. However, the decrement of the strength was lower in SAC305-KGC composite solder joints than non-reinforced SAC305 solder. The average shear strength of SAC305-KGC composite solder was in the range of ca. 8–13 MPa. Meanwhile for non-reinforced SAC305, the average shear strength was in the range of ca. 5–9 MPa. In addition, SAC305-KGC solder joint possessed a combination of ductile and brittle fracture mode at higher temperature of 150 °C and 1000 h of ageing time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Somidin, F.; Maeno, H.; Mohd Salleh, M.A.A.; Tran, X.Q.; McDonald, S.D.; Matsumura, S.; Nogita, K. Characterising the polymorphic phase transformation at a localised point on a Cu6Sn5 grain. Mater. Charact. 2018, 138, 113–119. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, L.; Wang, X.; He, P. Microstructural evolution and joint strength of Sn-58Bi/Cu joints through minor Zn alloying substrate during isothermal aging. J. Alloys Compd. 2016, 688, 639–648. [Google Scholar] [CrossRef]
- Lee, C.-J.; Min, K.D.; Park, H.J.; Jung, S.-B. Mechanical properties of Sn-58 wt%Bi solder containing Ag-decorated MWCNT with thermal aging tests. J. Alloys Compd. 2020, 820, 153077. [Google Scholar] [CrossRef]
- Tao, Q.B.; Benabou, L.; Nguyen Van, T.A.; Nguyen-Xuan, H. Isothermal aging and shear creep behavior of a novel lead-free solder joint with small additions of Bi, Sb and Ni. J. Alloys Compd. 2019, 789, 183–192. [Google Scholar] [CrossRef]
- Wen, Y.; Zhao, X.; Chen, Z.; Gu, Y.; Wang, Y.; Chen, Z.; Wang, X. Reliability enhancement of Sn-1.0Ag-0.5Cu nano-composite solders by adding multiple sizes of TiO2 nanoparticles. J. Alloys Compd. 2017, 696, 799–807. [Google Scholar] [CrossRef]
- Zhang, L.; Fan, X.; Guo, Y.; He, C. Properties enhancement of SnAgCu solders containing rare earth Yb. Mater. Des. 2014, 57, 646–651. [Google Scholar] [CrossRef]
- El-Daly, A.A.; El-Taher, A.M.; Gouda, S. Novel Bi-containing Sn–1.5Ag–0.7Cu lead-free solder alloy with further enhanced thermal property and strength for mobile products. Mater. Des. 2015, 65, 796–805. [Google Scholar] [CrossRef]
- Chen, G.; Peng, H.; Silberschmidt, V.V.; Chan, Y.C.; Liu, C.; Wu, F. Performance of Sn–3.0Ag–0.5Cu composite solder with TiC reinforcement: Physical properties, solderability and microstructural evolution under isothermal ageing. J. Alloys Compd. 2016, 685, 680–689. [Google Scholar] [CrossRef] [Green Version]
- Fix, A.R.; López, G.A.; Brauer, I.; Nüchter, W.; Mittemeijer, E.J. Microstructural development of Sn-Ag-Cu solder joints. J. Electron. Mater. 2005, 34, 137–142. [Google Scholar] [CrossRef]
- Liu, P.; Yao, P.; Liu, J. Evolutions of the interface and shear strength between SnAgCu–xNi solder and Cu substrate during isothermal aging at 150 °C. J. Alloys Compd. 2009, 486, 474–479. [Google Scholar] [CrossRef]
- Tang, Y.; Luo, S.M.; Wang, K.Q.; Li, G.Y. Effect of Nano-TiO2 particles on growth of interfacial Cu6Sn5 and Cu3Sn layers in Sn–3.0Ag–0.5Cu–xTiO2 solder joints. J. Alloys Compd. 2016, 684, 299–309. [Google Scholar] [CrossRef]
- Mohd Nasir, S.S.; Yahaya, M.Z.; Erer, A.M.; Illés, B.; Mohamad, A.A. Effect of TiO2 nanoparticles on the horizontal hardness properties of Sn-3.0Ag-0.5Cu-1.0TiO2 composite solder. Ceram. Int. 2019, 45, 18563–18571. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Ma, H.; Shang, S.; Wang, Y.; Li, X.; Ma, H. Effects of TiO2 nanoparticles addition on physical and soldering properties of Sn–xTiO2 composite solder. J. Mater. Sci. Mater. 2019, 30, 18828–18837. [Google Scholar] [CrossRef]
- Wu, J.; Xue, S.; Wang, J.; Wu, M.; Wang, J. Effects of α-Al2O3 nanoparticles-doped on microstructure and properties of Sn–0.3Ag–0.7Cu low-Ag solder. J. Mater. Sci. Mater. 2018, 29, 7372–7387. [Google Scholar] [CrossRef]
- Mahim, Z.; Mohd Salleh, M.A.A.; Saud, N. Effect on microstructural and physical properties of Sn-3.0Ag-0.5Cu lead-free solder with the addition of SiC particles. Eur. J. Mater. Sci. 2019, 4, 37–43. [Google Scholar] [CrossRef]
- Li, Z.H.; Tang, Y.; Guo, Q.W.; Li, G.Y. A diffusion model and growth kinetics of interfacial intermetallic compounds in Sn-0.3Ag-0.7Cu and Sn-0.3Ag-0.7Cu-0.5CeO2 solder joints. J. Alloys Compd. 2019, 818, 152893. [Google Scholar] [CrossRef]
- Mohamad Zaimi, N.S.; Mohd Salleh, M.A.A.; Abdullah, M.M.A.B.; Ahmad, R.; Mostapha, M.; Yoriya, S.; Chaiprapa, J.; Zhang, G.; Harvey, D.M. Effect of kaolin geopolymer ceramic addition on the properties of Sn-3.0Ag-0.5Cu solder joint. Mater. Today Commun. 2020, 25, 101469. [Google Scholar] [CrossRef]
- Li, Q.; Chan, Y.C. Growth kinetics of the Cu3Sn phase and void formation of sub-micrometre solder layers in Sn–Cu binary and Cu–Sn–Cu sandwich structures. J. Alloys Compd. 2013, 567, 47–53. [Google Scholar] [CrossRef]
- Mookam, N.; Kanlayasiri, K. Evolution of Intermetallic Compounds between Sn-0.3Ag-0.7Cu Low-silver Lead-free Solder and Cu Substrate during Thermal Aging. J. Mater. Sci. Technol. 2012, 28, 53–59. [Google Scholar] [CrossRef]
- Burduhos Nergis, D.D.; Vizureanu, P.; Corbu, O. Synthesis and Characteristics of Local Fly Ash Based Geopolymers Mixed with Natural Aggregates. Rev. Chim. 2019, 70, 1262–1267. [Google Scholar] [CrossRef]
- Nergis, D.D.B.; Vizureanu, P.; Ardelean, I.; Sandu, A.V.; Corbu, O.C.; Matei, E. Revealing the Influence of Microparticles on Geopolymers’ Synthesis and Porosity. Materials 2020, 13, 3211. [Google Scholar] [CrossRef]
- Rabiatul Adawiyah, M.A.; Saliza Azlina, O. Comparative study on the isothermal aging of bare Cu and ENImAg surface finish for Sn-Ag-Cu solder joints. J. Alloys Compd. 2018, 740, 958–966. [Google Scholar] [CrossRef]
- Sobhy, M.; El-Refai, A.M.; Mousa, M.M.; Saad, G. Effect of ageing time on the tensile behavior of Sn–3.5wt% Ag–0.5wt% Cu (SAC355) solder alloy with and without adding ZnO nanoparticles. Mater. Sci. Eng. A 2015, 646, 82–89. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Nanosized samarium oxide (Sm2O3) particles suppressed the IMC phases and enhanced the shear strength of environmental-friendly Sn-Ag-Cu material. Mater. Res. Express 2019, 6, 066526. [Google Scholar] [CrossRef]
- Feng, J.; Hang, C.; Tian, Y.; Liu, B.; Wang, C. Growth kinetics of Cu6Sn5 intermetallic compound in Cu-liquid Sn interfacial reaction enhanced by electric current. Sci. Rep. 2018, 8, 1775. [Google Scholar] [CrossRef]
- Zhang, L.; Song, B.X.; Zeng, G.; Gao, L.L.; Huan, Y. Interface reaction between SnAgCu/SnAgCuCe solders and Cu substrate subjected to thermal cycling and isothermal aging. J. Alloys Compd. 2012, 510, 38–45. [Google Scholar] [CrossRef]
- Chandra Rao, B.S.S.; Weng, J.; Shen, L.; Lee, T.K.; Zeng, K.Y. Morphology and mechanical properties of intermetallic compounds in SnAgCu solder joints. Microelectron. Eng. 2010, 87, 2416–2422. [Google Scholar] [CrossRef]
- Wang, K.-K.; Gan, D.; Hsieh, K.-C. The orientation relationships of the Cu3Sn/Cu interfaces and a discussion of the formation sequence of Cu3Sn and Cu6Sn5. Thin Solid Film. 2014, 562, 398–404. [Google Scholar] [CrossRef]
- Mohd Salleh, M.A.A.; McDonald, S.D.; Nogita, K. Effects of Ni and TiO2 additions in as-reflowed and annealed Sn0.7Cu solders on Cu substrates. J. Mater. Process. Technol. 2017, 242, 235–245. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Hu, X.; Jiang, X.; Li, Y. Interfacial reaction and microstructure between the Sn3Ag0.5Cu solder and Cu-Co dual-phase substrate. Appl. Phys. A 2018, 124, 484. [Google Scholar] [CrossRef]
- Dariavach, N.; Callahan, P.; Liang, J.; Fournelle, R. Intermetallic growth kinetics for Sn-Ag, Sn-Cu, and Sn-Ag-Cu lead-free solders on Cu, Ni, and Fe-42Ni substrates. J. Electron. Mater. 2006, 35, 1581–1592. [Google Scholar] [CrossRef]
- Tian, R.; Hang, C.; Tian, Y.; Zhao, L. Growth behavior of intermetallic compounds and early formation of cracks in Sn-3Ag-0.5Cu solder joints under extreme temperature thermal shock. Mater. Sci. Eng. 2018, 709, 125–133. [Google Scholar] [CrossRef]
- Yin, Z.; Lin, M.; Huang, Y.; Chen, Y.; Li, Q.; Wu, Z. Effect of Doped Nano-Ni on Microstructure Evolution and Mechanical Behavior of Sn-3.0Ag-0.5Cu (SAC305)/Cu-2.0Be Solder Joint during Isothermal Aging. J. Mater. Eng. Perform. 2020, 29, 3315–3323. [Google Scholar] [CrossRef]
- Tay, S.L.; Haseeb, A.S.M.A.; Johan, M.R.; Munroe, P.R.; Quadir, M.Z. Influence of Ni nanoparticle on the morphology and growth of interfacial intermetallic compounds between Sn–3.8Ag–0.7Cu lead-free solder and copper substrate. Intermetallics 2013, 33, 8–15. [Google Scholar] [CrossRef]
- Yoon, J.-W.; Noh, B.-I.; Kim, B.-K.; Shur, C.-C.; Jung, S.-B. Wettability and interfacial reactions of Sn–Ag–Cu/Cu and Sn–Ag–Ni/Cu solder joints. J. Alloys Compd. 2009, 486, 142–147. [Google Scholar] [CrossRef]
- Jeon, S.-J.; Kim, J.-W.; Lee, B.; Lee, H.-J.; Jung, S.-B.; Hyun, S.; Lee, H.-J. Evaluation of drop reliability of Sn–37Pb solder/Cu joints using a high speed lap-shear test. Microelectron. Eng. 2012, 91, 147–153. [Google Scholar] [CrossRef]
- Dele-Afolabi, T.T.; Azmah Hanim, M.A.; Norkhairunnisa, M.; Yusoff, H.M.; Suraya, M.T. Investigating the effect of isothermal aging on the morphology and shear strength of Sn-5Sb solder reinforced with carbon nanotubes. J. Alloys Compd. 2015, 649, 368–374. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, C.-Q.; Qi, L.; Chi, C.-Y. Kinetics of intermetallic compound layers and shear strength in Bi-bearing SnAgCu/Cu soldering couples. J. Alloys Compd. 2009, 473, 382–388. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solder Composition | Temperature (°C) | Diffusion Coefficient (Total Interfacial IMC) | Diffusion Coefficient (Cu3Sn IMC) |
|---|---|---|---|
| Non-reinforced SAC305 | 85 | 2.89 × 10−17 | 3.29 × 10−26 |
| 125 | 3.66 × 10−17 | 2.77 × 10−25 | |
| 150 | 4.25 × 10−17 | 1.65 × 10−24 | |
| SAC305-KGC composite solder | 85 | 1.84 × 10−17 | 1.68 × 10−26 |
| 125 | 2.89 × 10−17 | 8.09 ×10−26 | |
| 150 | 3.79 × 10−17 | 6.24 × 10−25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaimi, N.S.M.; Salleh, M.A.A.M.; Sandu, A.V.; Abdullah, M.M.A.B.; Saud, N.; Rahim, S.Z.A.; Vizureanu, P.; Said, R.M.; Ramli, M.I.I. Performance of Sn-3.0Ag-0.5Cu Composite Solder with Kaolin Geopolymer Ceramic Reinforcement on Microstructure and Mechanical Properties under Isothermal Ageing. Materials 2021, 14, 776. https://doi.org/10.3390/ma14040776
Zaimi NSM, Salleh MAAM, Sandu AV, Abdullah MMAB, Saud N, Rahim SZA, Vizureanu P, Said RM, Ramli MII. Performance of Sn-3.0Ag-0.5Cu Composite Solder with Kaolin Geopolymer Ceramic Reinforcement on Microstructure and Mechanical Properties under Isothermal Ageing. Materials. 2021; 14(4):776. https://doi.org/10.3390/ma14040776
Chicago/Turabian StyleZaimi, Nur Syahirah Mohamad, Mohd Arif Anuar Mohd Salleh, Andrei Victor Sandu, Mohd Mustafa Al Bakri Abdullah, Norainiza Saud, Shayfull Zamree Abd Rahim, Petrica Vizureanu, Rita Mohd Said, and Mohd Izrul Izwan Ramli. 2021. "Performance of Sn-3.0Ag-0.5Cu Composite Solder with Kaolin Geopolymer Ceramic Reinforcement on Microstructure and Mechanical Properties under Isothermal Ageing" Materials 14, no. 4: 776. https://doi.org/10.3390/ma14040776