
Reinforcing Mechanisms of Coir Fibers in Light-Weight Aggregate Concrete


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Treatment
2.3. Mixture Design and Mixing Procedures
2.4. Test Methods
2.4.1. Isothermal Calorimetry
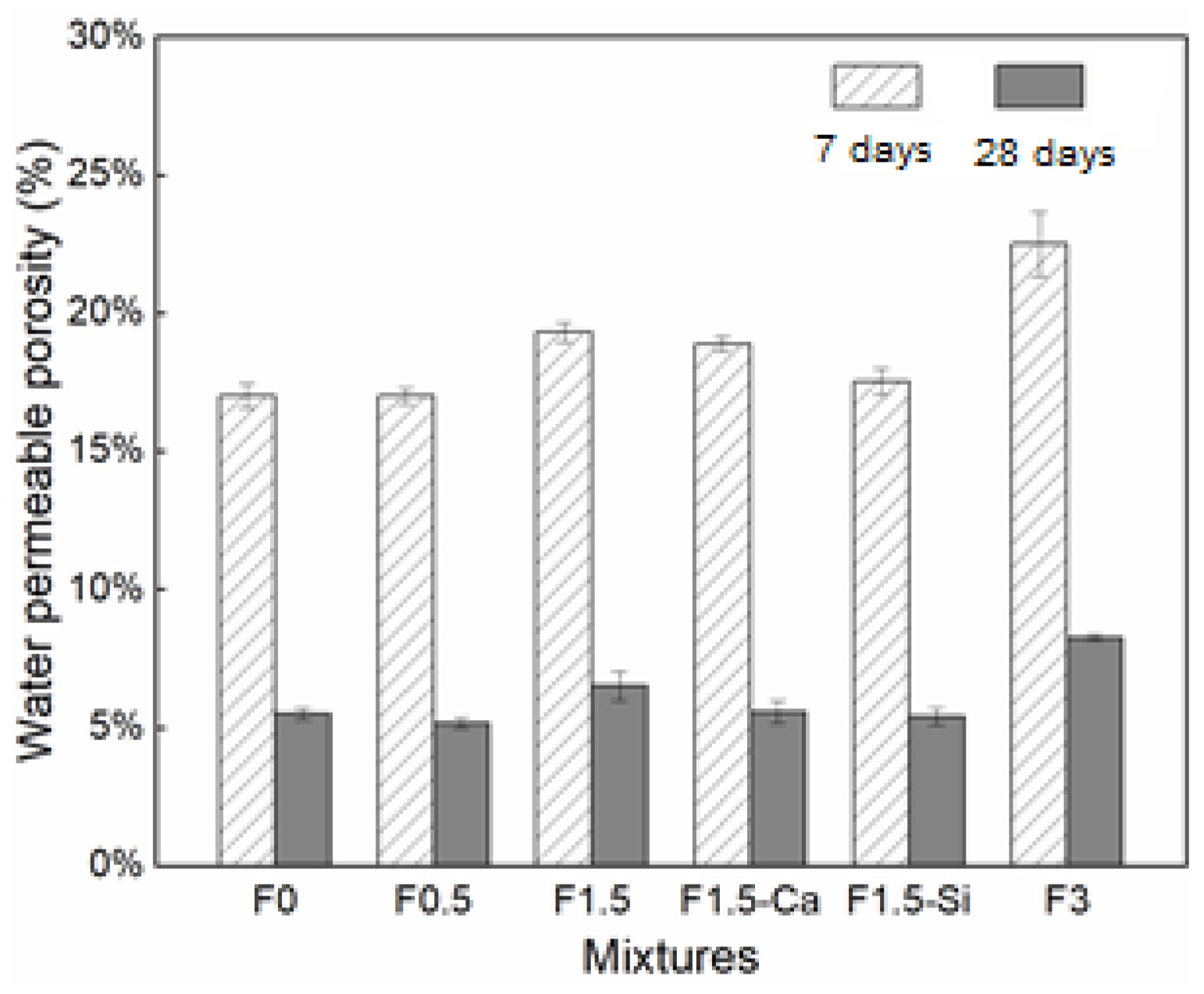
2.4.2. Water Permeable Porosity
2.4.3. Scanning Electron Microscope-Energy Dispersive X-Ray (SEM-EDX)
2.4.4. Densities
2.4.5. Compressive Properties
2.4.6. Flexural Properties
2.4.7. Drying and Autogenous Shrinkage
3. Results and Discussion
3.1. Reaction Kinetics
3.2. Porosities and Microstructure
3.3. Drying and Autogenous Shrinkages
3.4. Compressive Strength
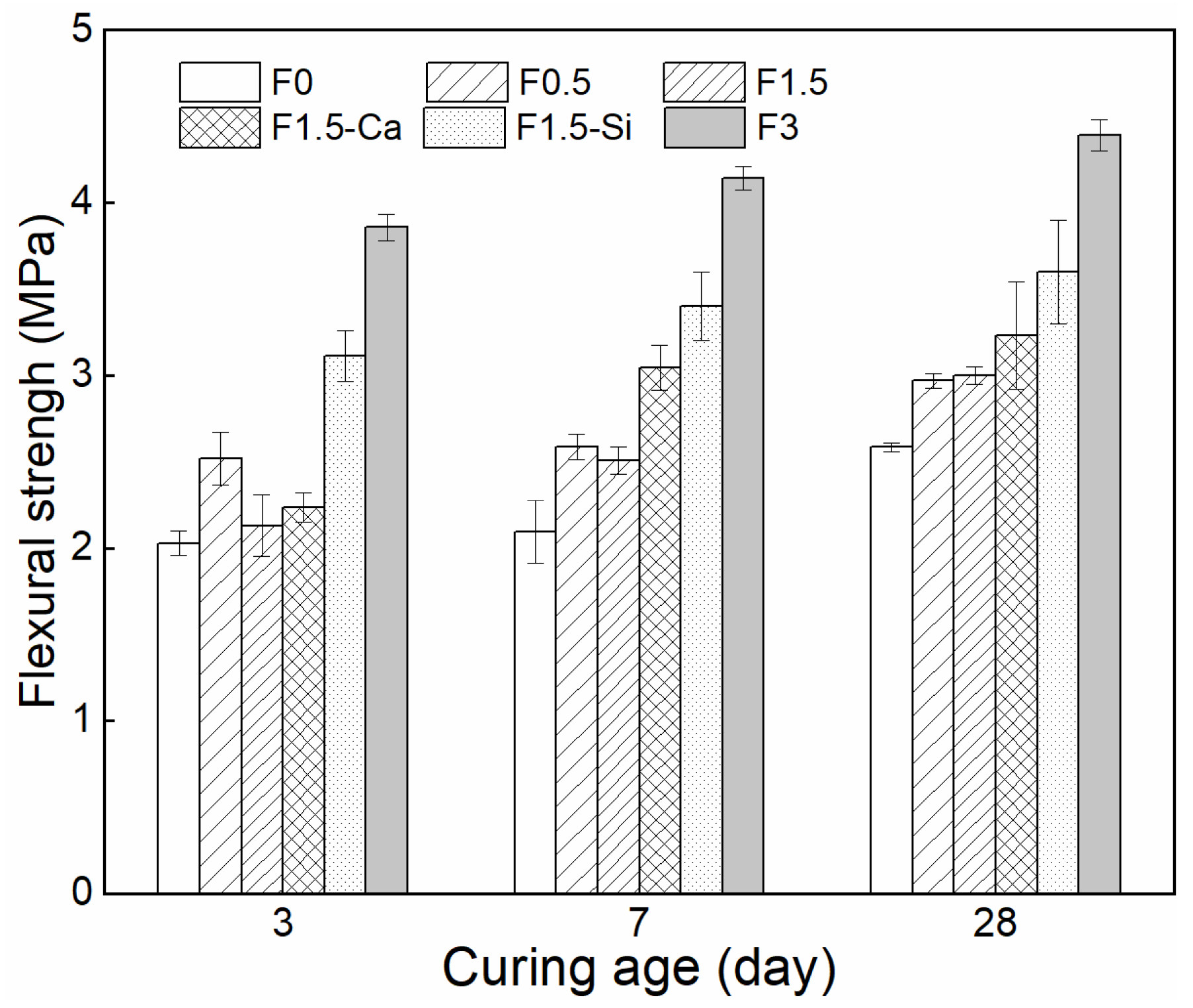
3.5. Flexural Properties
3.6. Reinforcement Mechanisms of Coir Fibers
4. Conclusions
- The leached sugars from coir fibers with the amount ranging from 0.5% to 3% act as a delayed accelerator rather than a retarder, which promotes cement hydration in the long term.
- With the increased fiber content up to 3%, the drying shrinkage of concrete increases while the autogenous shrinkage decreases. When a sufficient content of coir fibers, i.e., 3% in this study is applied, fibers can be used for internal curing.
- The compressive strength of LWAC increases slightly by adding fibers, and the maximum increase is in the order of 14% in samples with 0.5% coir fibers as compared to the reference. As the coir fiber content increases from 0% to 3%, the flexural strength and toughness show a maximum increase in the order of 70% and 800%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, H.K.; Jeon, J.H.; Lee, H.K. Workability, and mechanical, acoustic and thermal properties of lightweight aggregate concrete with a high volume of entrained air. Constr. Build. Mater. 2012, 29, 193–200. [Google Scholar] [CrossRef]
- Da Fonseca, R.P.; Rocha, J.C.; Cheriaf, M. Mechanical properties of mortars reinforced with amazon rainforest natural fibers. Materials 2012, 14, 155. [Google Scholar]
- ZZi, G.; Kim, S.; Choi, J.; Hino, S.; Yamaguchi, K. Influence of fiber reinforcement on strength and toughness of all-lightweight concrete. Constr. Build. Mater. 2014, 69, 381–389. [Google Scholar]
- Li, J.; Niu, J.; Wan, C.; Liu, X.; Jin, Z. Comparison of flexural property between high performance polypropylene fiber reinforced lightweight aggregate concrete and steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2017, 157, 729–736. [Google Scholar] [CrossRef]
- Chen, B.; Liu, J. Contribution of hybrid fibers on the properties of the high-strength lightweight concrete having good workability. Cem. Concr. Res. 2005, 35, 913–917. [Google Scholar] [CrossRef]
- Claramunt, J.; Fernández-Carrasco, L.J.; Ventura, H.; Ardanuy, M. Natural fiber nonwoven reinforced cement composites as sustainable materials for building envelopes. Constr. Build. Mater. 2016, 115, 230–239. [Google Scholar] [CrossRef] [Green Version]
- Korol, J.; Hejna, A.; Burchart-Korol, D.; Wachowicz, J. Comparative analysis of carbon, ecological, and water footprints of polypropylene-based composites filled with cotton, jute and kenaf fibers. Materials 2020, 13, 3541. [Google Scholar] [CrossRef]
- Hejazi, S.M.; Sheikhzadeh, M.; Abtahi, S.M.; Zadhoush, A. A simple review of soil reinforcement by using natural and synthetic fibers. Constr. Build. Mater. 2012, 30, 100–116. [Google Scholar] [CrossRef]
- Guler, S. The effect of polyamide fibers on the strength and toughness properties of structural lightweight aggregate concrete. Constr. Build. Mater. 2018, 173, 394–402. [Google Scholar] [CrossRef]
- Castillo-Lara, J.F.; Flores-Johnson, E.A.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Carrillo, J.G.; Gonzalez-Chi, P.I.; Li, Q.M. Mechanical properties of natural fiber reinforced foamed concrete. Materials 2020, 13, 3060. [Google Scholar] [CrossRef]
- Camargo, M.M.; Taye, E.A.; Roether, J.A.; Redda, D.T.; Boccaccini, A.R. A review on natural fiber-reinforced geopolymer and cement-based composites. Materials 2020, 13, 4603. [Google Scholar] [CrossRef] [PubMed]
- Juarez, C.A.; Fajardo, G.; Monroy, S.; Duran-Herrera, A.; Valdez, P.; Magniont, C. Comparative study between natural and PVA fibers to reduce plastic shrinkage cracking in cement-based composite. Constr. Build. Mater. 2015, 91, 164–170. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Castoldi, R.d.; de Souza, L.M.S.; Silva, F.d. Comparative study on the mechanical behavior and durability of polypropylene and sisal fiber reinforced concretes. Constr. Build. Mater. 2019, 211, 617–628. [Google Scholar] [CrossRef]
- FAO. Why Natural Fibres. International Year of Natural Fibres. Available online: http://www.naturalfibres2009.org/en/fibres/coir.html (accessed on 30 December 2015).
- Bamigboye, G.; Ngene, B.; Aladesuru, O.; Mark, O.; Adegoke, D. Reinforced Concrete at Elevated Temperatures. Materials 2020, 8, 5. [Google Scholar]
- Nam, T.H.; Ogihara, S.; Tung, N.H.; Kobayashi, S. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly (butylene succinate) biodegradable composites. Compos. Part B 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- Hwang, C.; Tran, V.; Hong, J.; Hsieh, Y. Effects of short coconut fiber on the mechanical properties, plastic cracking behavior, and impact resistance of cementitious composites. Constr. Build. Mater. 2016, 127, 984–992. [Google Scholar] [CrossRef]
- Ali, M.; Liu, A.; Sou, H.; Chouw, N. Mechanical and dynamic properties of coconut fibre reinforced concrete. Constr. Build. Mater. 2012, 30, 814–825. [Google Scholar] [CrossRef]
- Agopyan, V.; Savastano, H.; John, V.M.; Cincotto, M.A. Developments on vegetable fibre-cement based materials in São Paulo, Brazil: An overview. Cem. Concr. Compos. 2005, 27, 527–536. [Google Scholar] [CrossRef]
- Araya-Letelier, G.; Antico, F.C.; Carrasco, M.; Rojas, P.; García-Herrera, C.M. Effectiveness of new natural fibers on damage-mechanical performance of mortar. Constr. Build. Mater. 2017, 152, 672–682. [Google Scholar] [CrossRef]
- Bilba, K.; Arsene, M.A.; Ouensanga, A. Sugar cane bagasse fibre reinforced cement composites. Part I. Influence of the botanical components of bagasse on the setting of bagasse/cement composite. Cem. Concr. Compos. 2003, 25, 91–96. [Google Scholar] [CrossRef]
- Kochova, K.; Schollbach, K.; Gauvin, F.; Brouwers, H.J.H. Effect of saccharides on the hydration of ordinary Portland cement. Constr. Build. Mater. 2017, 150, 268–275. [Google Scholar] [CrossRef]
- Taallah, B.; Guettala, A. The mechanical and physical properties of compressed earth block stabilized with lime and filled with untreated and alkali-treated date palm fibers. Constr. Build. Mater. 2016, 104, 52–62. [Google Scholar] [CrossRef]
- Caprai, V.; Gauvin, F.; Schollbach, K.; Brouwers, H.J.H. Influence of the spruce strands hygroscopic behaviour on the performances of wood-cement composites. Constr. Build. Mater. 2018, 166, 522–530. [Google Scholar] [CrossRef]
- Jongvisuttisun, P.; Leisen, J.; Kurtis, K.E. Key mechanisms controlling internal curing performance of natural fibers. Cem. Concr. Res. 2018, 107, 206–220. [Google Scholar] [CrossRef]
- Wei, J.; Ma, S.; Thomas, D.G. Correlation between hydration of cement and durability of natural fiber-reinforced cement composites. Corros. Sci. 2016, 106, 1–15. [Google Scholar] [CrossRef]
- Jo, B.W.; Chakraborty, S.; Yoon, K.W. A hypothetical model based on effectiveness of combined alkali and polymer latex modified jute fibre in controlling the setting and hydration behaviour of cement. Constr. Build. Mater. 2014, 68, 1–9. [Google Scholar] [CrossRef]
- Zadeh, V.Z.; Bobko, C.P. Nano-mechanical properties of internally cured kenaf fiber reinforced concrete using nanoindentation. Cem. Concr. Compos. 2014, 52, 9–17. [Google Scholar] [CrossRef]
- le Troedec, M.; Sedan, D.; Peyratout, C.; Bonnet, J.P.; Smith, A.; Guinebretiere, R.; Gloaguen, V.; Krausz, P. Influence of various chemical treatments on the composition and structure of hemp fibres. Compos. Part A Appl. Sci. Manuf. 2008, 39, 514–522. [Google Scholar] [CrossRef]
- Page, J.; Khadraoui, F.; Gomina, M.; Boutouil, M. Influence of different surface treatments on the water absorption capacity of flax fibres: Rheology of fresh reinforced-mortars and mechanical properties in the hardened state. Constr. Build. Mater. 2019, 199, 424–434. [Google Scholar] [CrossRef]
- Vo, L.T.T.; Navard, P. Treatments of plant biomass for cementitious building materials—A review. Constr. Build. Mater. 2016, 121, 161–176. [Google Scholar] [CrossRef] [Green Version]
- Kicińska-Jakubowska, A.; Bogacz, E.; Zimniewska, M. Review of natural fibers. Part I-vegetable fibers. J. Nat. Fibers 2012, 9, 150–167. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical composition of natural fibers and its influence on their mechanical properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Yu, Q.L.; Spiesz, P.; Brouwers, H.J.H. Development of cement-based lightweight composites—Part 1: Mix design methodology and hardened properties. Cem. Concr. Compos. 2013, 44, 17–29. [Google Scholar] [CrossRef] [Green Version]
- ASTM D1895-17. Standard Test Methods for Apparent Density, Bulk Factor, and Pourability of Plastic Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D2343-17. Standard Test Method for Tensile Properties of Glass Fiber Strands, Yarns, and Rovings Used in Reinforced Plastics; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Kochova, K.; Gauvin, F.; Schollbach, K.; Brouwers, H.J.H. Using alternative waste coir fibres as a reinforcement in cement-fibre composites. Constr. Build. Mater. 2020, 231, 117121. [Google Scholar] [CrossRef]
- Andreasen, A.H.M. Ueber die Beziehung zwischen Kornabstufung und Zwischenraum in Produkten aus losen Körnern (mit einigen Experimenten). Kolloid-Zeitschrift 1930, 50, 217–228. [Google Scholar] [CrossRef]
- Brouwers, H.J.H. Particle-size distribution and packing fraction of geometric random packings. Phys. Rev. 2006, 74, 031309. [Google Scholar] [CrossRef] [Green Version]
- Hüsken, G.; Brouwers, H.J.H. A new mix design concept for earth-moist concrete: A theoretical and experimental study. Cem. Concr. Res. 2008, 38, 1246–1259. [Google Scholar] [CrossRef]
- ASTM D1632-17; ASTM C192-19. Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C1679-14. Standard Practice for Measuring Hydration Kinetics of Hydraulic Cementitious Mixtures Using Isothermal Calorimetry; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C109. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C348. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford London: London, UK, 1997. [Google Scholar]
- Thomas, N.L.; Birchall, J.D. The retarding action of sugars on cement hydration. Cem. Concr. Res. 1983, 13, 830–842. [Google Scholar] [CrossRef]
- Young, J.F. A review of the mechanisms of set-retardation in portland cement pastes containing organic admixtures. Cem. Concr. Res. 1972, 2, 415–433. [Google Scholar] [CrossRef]
- Mazumder, A.F. Effect of sugar on setting time of portland cement. Proc. 3rd Int. Conf. Adv. Civ. Eng. 2016, 21, 249–352. [Google Scholar]
- Banfill, P.F.G.; Saunders, D.C. The relationship between the sorption of organic compounds on cement and the retardation of hydration. Cem. Concr. Res. 1986, 16, 399–410. [Google Scholar] [CrossRef]
- Peterson, V.K.; Juenger, M.C.G. Hydration of tricalcium silicate: Effects of CaCl2 and sucrose on reaction kinetics and product formation. Chem. Mater. 2006, 18, 5798–5804. [Google Scholar]
- Pourchez, J.; Grosseau, P.; Ruot, B. Current understanding of cellulose ethers impact on the hydration of C3A and C3A-sulphate systems. Cem. Concr. Res. 2009, 39, 664–669. [Google Scholar] [CrossRef] [Green Version]
- Collepardi, M.; Monosi, S.; Moriconi, G.; Pauri, M. Influence of gluconate, lignosulfonate or glucose on the C3A hydration in the presence of gysum with or without lime. Cem. Concr. Res. 1984, 14, 105–112. [Google Scholar] [CrossRef]
- Collepardi, M.; Monosi, S.; Moriconi, G.; Pauri, M. Influence of lignosulphonate, glucose and gluconate on the C3A hydration. Cem. Concr. Res. 1983, 13, 568–574. [Google Scholar]
- Stefanidou, M.; Papayianni, I. Influence of nano-SiO2 on the Portland cement pastes. Compos. Part B 2012, 43, 2706–2710. [Google Scholar] [CrossRef]
- Singh, L.P.; Karade, S.R.; Bhattacharyya, S.K.; Yousuf, M.M.; Ahalawat, S. Beneficial role of nanosilica in cement based materials—A review. Constr. Build. Mater. 2013, 47, 1069–1077. [Google Scholar] [CrossRef]
- Naji, A.; Abdul, S.; Nora, F.; Aziz, A.; Amran, M.; Salleh, M. Experimental investigation of the size effects of SiO2 nano-particles on the mechanical properties of binary blended concrete. Compos. Part B 2010, 41, 673–677. [Google Scholar] [CrossRef]
- Garci, M.C.; Jennings, H.M. New insights into the effects of sugar on the hydration and microstructure of cement pastes. Cem. Concr. Res. 2002, 32, 393–399. [Google Scholar] [CrossRef]
- Zaman, H.U.; Beg, M.D.H. Preparation, structure, and properties of the coir fiber/polypropylene composites. J. Compos. Mater. 2014, 48, 3293–3301. [Google Scholar] [CrossRef]
- Prychid, C.J.; Rudall, P.J.; Gregory, M. Systematics and biology of silica bodies in monocotyledons. Bot. Rev. 2004, 69, 377–440. [Google Scholar] [CrossRef]
- Omar, F.N.; Mohammed, M.A.P.; Baharuddin, A.S. Microstructure modelling of silica bodies from oil palm empty fruit bunch (OPEFB) fibres. BioResources 2014, 9, 938–951. [Google Scholar] [CrossRef] [Green Version]
- Biagiotti, J.M.K.J.; Puglia, D. A Review on natural fibre-based Composites-Part I: Structure, processing and properties of vegetable fibres. J. Nat. Fibers 2004, 1, 37–41. [Google Scholar] [CrossRef]
- Balapour, M.; Joshaghani, A.; Althoey, F. Nano-SiO2 contribution to mechanical, durability, fresh and microstructural characteristics of concrete: A review. Constr. Build. Mater. 2018, 181, 27–41. [Google Scholar] [CrossRef]
- Yi, M.W.; Fujii, T.; Hiramatsu, Y.; Miyatake, A.; Yoshinaga, S.; Fujii, T.; Tomita, B. A preliminary investigation on microstructural characteristics of interfacial zone between cement and exploded wood fiber strand by using SEM-EDS. J. Wood Sci. 2004, 50, 327–336. [Google Scholar]
- Mohr, B.J.; Biernacki, J.J.; Kurtis, K.E. Microstructural and chemical effects of wet/dry cycling on pulp fiber-cement composites. Cem. Concr. Res. 2006, 36, 1240–1251. [Google Scholar] [CrossRef]
- Roma, L.C.; Martello, L.S.; Savastano, H. Evaluation of mechanical, physical and thermal performance of cement-based tiles reinforced with vegetable fibers. Constr. Build. Mater. 2008, 22, 668–674. [Google Scholar] [CrossRef]
- Silva, F.d.; Filho, R.D.T.; Filho, J.d.M.; Fairbairn, E.d.R. Physical and mechanical properties of durable sisal fiber-cement composites. Constr. Build. Mater. 2010, 24, 777–785. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Wang, F. Autogenous shrinkage behavior of ultra-high performance concrete. Constr. Build. Mater. 2019, 226, 459–468. [Google Scholar] [CrossRef]
- Jensen, O.M.; Hansen, P.F. Water-entrained cement-based materials II. Experimental observation. Cem. Concr. Res. 2002, 32, 973–978. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shi, F.; Combe, M.; Collister, T.; Sivakugan, N. Use of macro plastic fibres in concrete: A review. Constr. Build. Mater. 2015, 93, 180–188. [Google Scholar] [CrossRef]
- Sarikanat, M.; Demirci, C. Physical and mechanical properties of randomly oriented coir fiber—cementitious composites. Compos. Part B Eng. 2014, 61, 49–54. [Google Scholar]
- Babafemi, A.J.; Boshoff, W.P. Pull-out response of macro synthetic fibre from concrete matrix: Effect of loading rate and embedment length. Constr. Build. Mater. 2017, 135, 590–599. [Google Scholar] [CrossRef]
- Isla, F.; Ruano, G.; Luccioni, B. Analysis of steel fibers pull-out. Experimental study. Constr. Build. Mater. 2015, 100, 183–193. [Google Scholar] [CrossRef]
- Xu, Z.; Hao, H.; Li, H.N. Experimental study of dynamic compressive properties of fibre reinforced concrete material with different fibres. Mater. Des. 2012, 33, 42–55. [Google Scholar] [CrossRef]
- Ali, M.; Li, X.; Chouw, N. Experimental investigations on bond strength between coconut fibre and concrete. Mater. Des. 2013, 44, 596–605. [Google Scholar] [CrossRef]
- Lertwattanaruk, P.; Suntijitto, A. Properties of natural fiber cement materials containing coconut coir and oil palm fibers for residential building applications. Constr. Build. Mater. 2015, 94, 664–669. [Google Scholar] [CrossRef]
- Wang, W.; Chouw, N. The behaviour of coconut fibre reinforced concrete (CFRC) under impact loading. Constr. Build. Mater. 2017, 134, 452–461. [Google Scholar] [CrossRef]
- Sinha, E.; Rout, S.K. Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute fibre and its composite. Bull. Mater. Sci. 2009, 32, 65–76. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of alkali and silane treatments on mechanical and fibre-matrix bond strength of kenaf and pineapple leaf fibres. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bulk Density (kg/m3) | Specific Density (kg/m3) | Average Length (mm) | Average Diameter (µm) | Average Tensile Strength (MPa) | Cellulose (wt.%) [37] | Hemicellulose (wt.%) [37] | Lignin (wt.%) [37] |
|---|---|---|---|---|---|---|---|
| 69.8 | 1539.6 | 15 | 250 ± 42 | 400 ± 83 | 36.6 ± 0.15 | 37.0 ± 0.15 | 22.2 ± 0.05 |
| Sugars | Concentration (mg/mL) |
|---|---|
| Arabinose | 0.21 ± 0.02 |
| Galactose | 0.08 ± 0.01 |
| Glucose | 0.04 ± 0.01 |
| Xylose | 0.56 ± 0.05 |
| Mannose | 0.02 ± 0.01 |
| Galacturonic acid | 0.02 |
| Glucuronic acid | 0.07 ± 0.01 |
| Total sugars | 0.91 ± 0.1 |
| No. | Cement (kg/m3) | LWA-1 (kg/m3) | LWA-2 (kg/m3) | LWA-3 (kg/m3) | LWA-4 (kg/m3) | LWA-5 (kg/m3) | Water (kg/m3) | SP (wt.%) | Coir Fibers (wt.%) |
|---|---|---|---|---|---|---|---|---|---|
| F0 (Ref) | 526.7 | 85.1 | 32.3 | 41.2 | 43.9 | 60.9 | 210.7 | 0.8 | 0.0% |
| F0.5 | 524.1 | 84.6 | 32.1 | 41.0 | 43.7 | 60.6 | 209.6 | 1.0 | 0.5% |
| F1.5 | 518.8 | 83.8 | 31.8 | 40.6 | 43.3 | 60.0 | 207.5 | 2.3 | 1.5% |
| F1.5-Ca | 518.8 | 83.8 | 31.8 | 40.6 | 43.3 | 60.0 | 207.5 | 2.3 | 1.5% |
| F1.5-Si | 518.8 | 83.8 | 31.8 | 40.6 | 43.3 | 60.0 | 207.5 | 2.3 | 1.5% |
| F3 | 510.9 | 82.5 | 31.3 | 40.0 | 42.6 | 59.1 | 204.4 | 4.1 | 3.0% |
| Treatments | Spots | Chemical Elements (wt.%) | ||||
|---|---|---|---|---|---|---|
| Carbon | Ca | Si | Ca/Carbon | Si/Carbon | ||
| Reference, no treated | ref-1 | 55% | 9% | 0% | 0.16 | 0 |
| ref-2 | 17% | 40% | 6% | 2.33 | 0.35 | |
| Ca(OH)2 treated | F-Ca-1 | 44% | 10% | 3% | 0.22 | 0.06 |
| F-Ca-2 | 14% | 19% | 8% | 1.37 | 0.55 | |
| Nano-silica treated | F-Si-1 | 33% | 19% | 34% | 0.59 | 1.03 |
| F-Si-2 | 11% | 52% | 40% | 4.99 | 3.79 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Pel, L.; Gauvin, F.; Smeulders, D. Reinforcing Mechanisms of Coir Fibers in Light-Weight Aggregate Concrete. Materials 2021, 14, 699. https://doi.org/10.3390/ma14030699
Zhang X, Pel L, Gauvin F, Smeulders D. Reinforcing Mechanisms of Coir Fibers in Light-Weight Aggregate Concrete. Materials. 2021; 14(3):699. https://doi.org/10.3390/ma14030699
Chicago/Turabian StyleZhang, Xiaoxiao, Leo Pel, Florent Gauvin, and David Smeulders. 2021. "Reinforcing Mechanisms of Coir Fibers in Light-Weight Aggregate Concrete" Materials 14, no. 3: 699. https://doi.org/10.3390/ma14030699