Preparation and Tensile Properties of Novel Porous Plates Made by Stainless Steel Wire Mesh and Powder Composites

Abstract
:1. Introduction
2. Materials and Methods
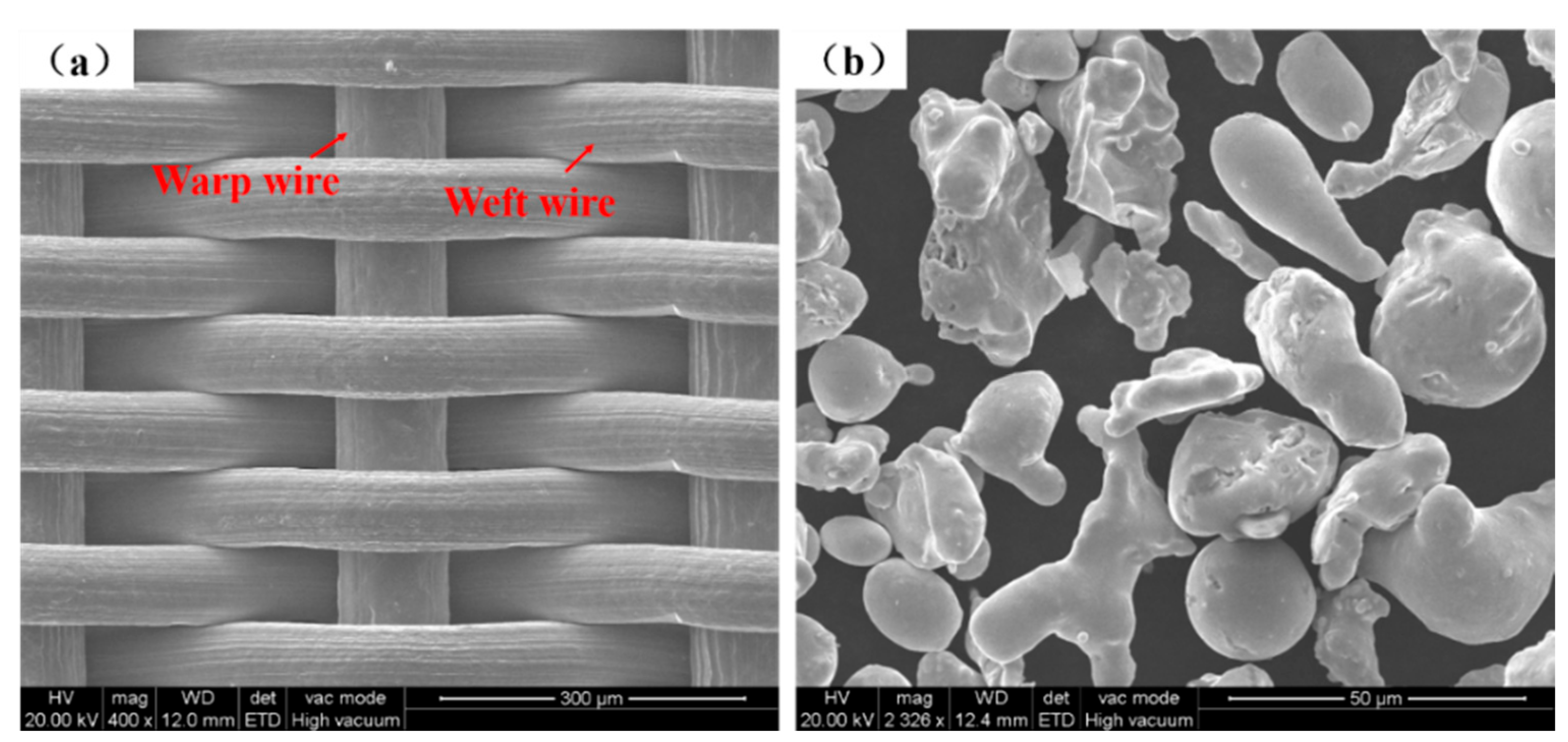
2.1. Preparations of Materials
2.2. Design of Experiments
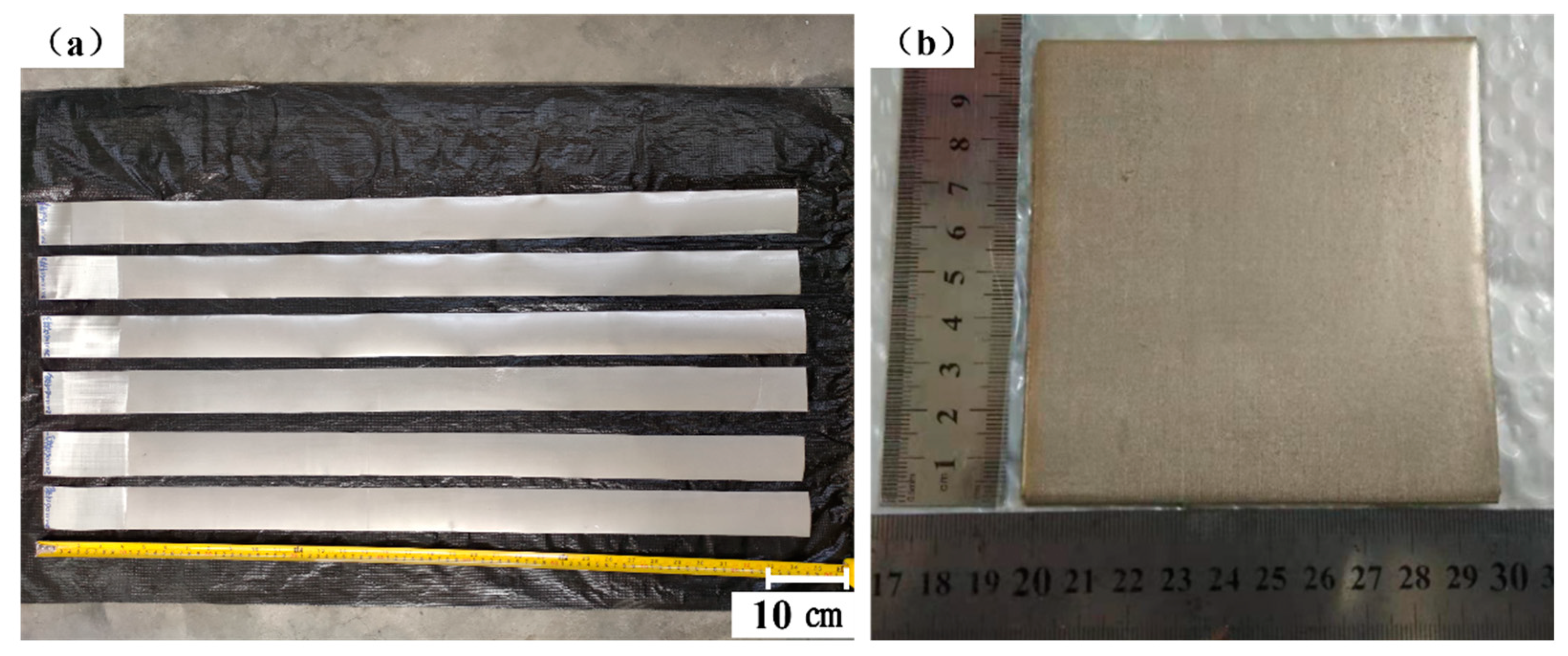
2.2.1. Preparation of the Porous Plate of Stainless Steel Wire Mesh and Powder Composite
2.2.2. Experiment of Air Permeability
2.3. Characterization
2.3.1. Microstructure Imaging
2.3.2. Porosity
2.3.3. Relative Permeability Coefficient
3. Results and Discussion
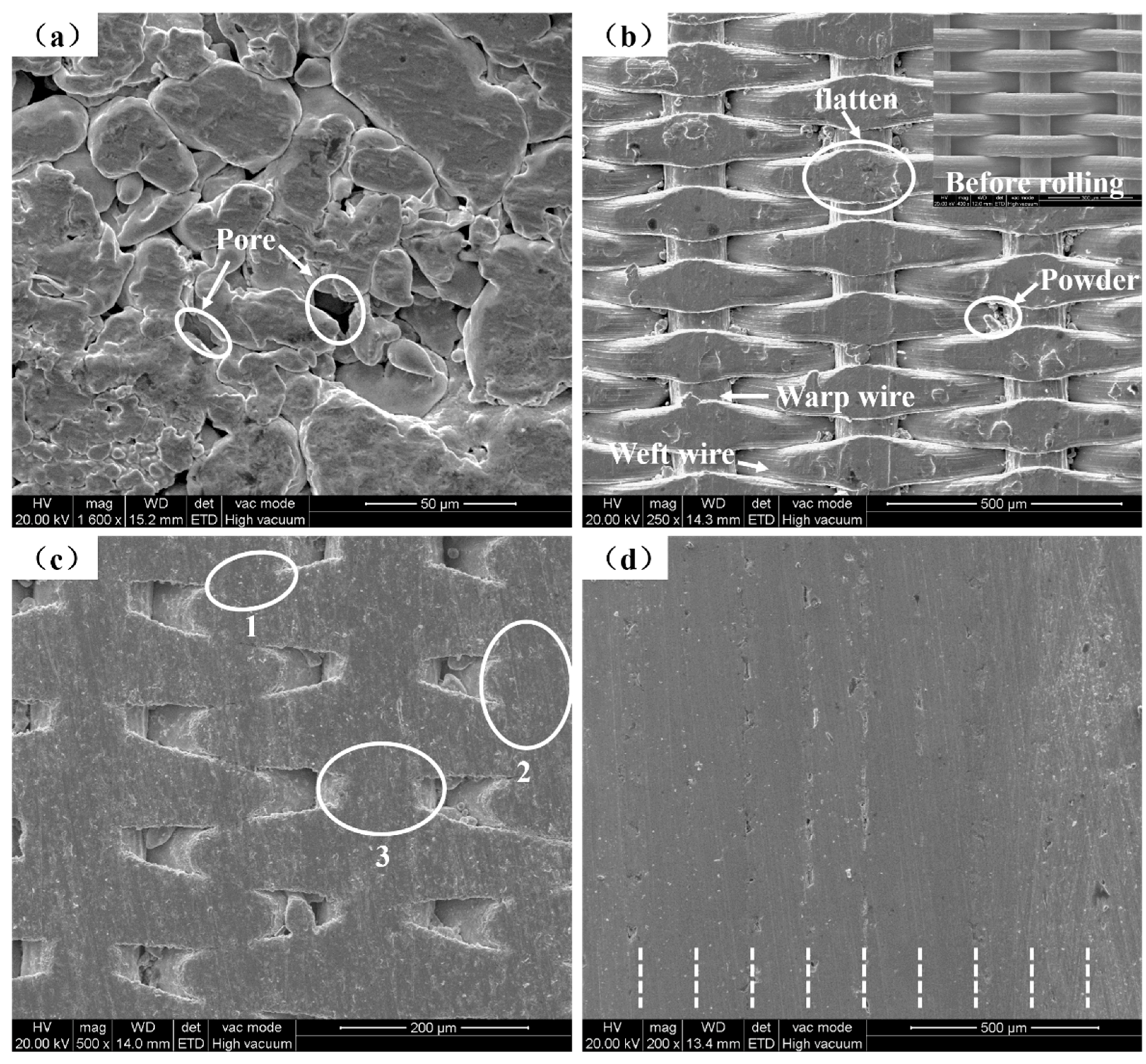
3.1. Structural Characterization of the Porous Plate of Stainless Steel Wire Mesh and Powder Composite
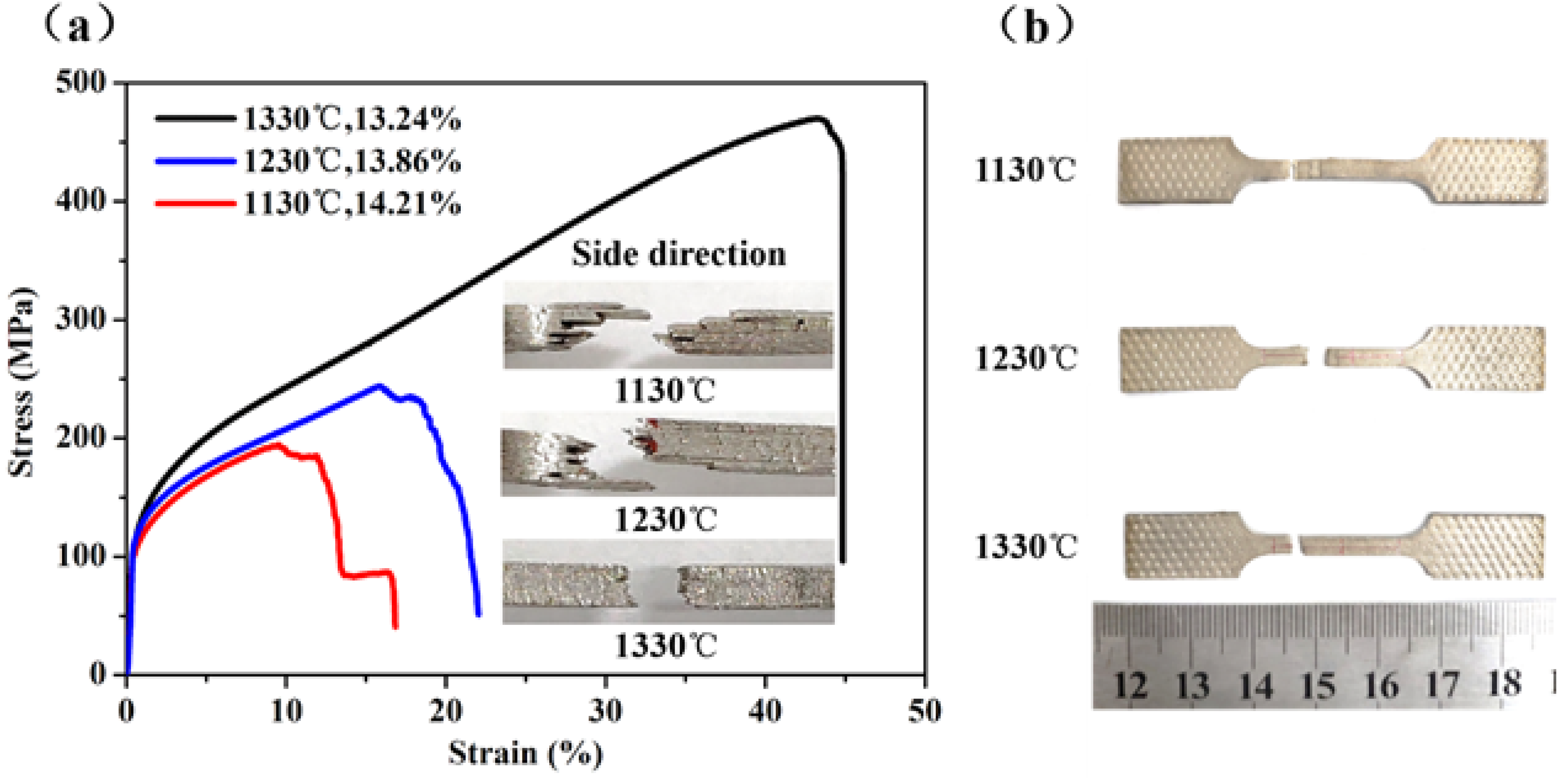
3.2. Tensile Properties of the Porous Plate of Stainless Steel Wire Mesh and Powder Composite
4. Conclusions
- The permeability of the SWMPCs increased with increasing porosity. As the flowing rate increased, the variation range of pressure differences with high porosity was smaller than that with low porosity. The maximum relative permeability coefficient of the sample with porosity of 25.97% was 51.98% higher than that of the sample with porosity of 10.72%.
- The tensile test results showed that the sintering temperature had a great influence on the tensile properties of the SWMPCs: The mechanical properties of the SWMPCs were enhanced with increased sintering temperature. The whole bonding quality of the sample sintered at 1330 °C was far better than that of the sample at 1130 °C.
- The gap of the roller had a direct effect on the porosity of the SWMPCs, thereby affecting on the tensile properties specifically: The greater the gap of the roller, the higher the porosity and the worse the mechanical properties. The rolling force with d1 of 0.1 mm was less than that with d1 of 0 mm. As the gap of the roller increased from 0 mm to 0.1 mm, the porosity increased by 69.18%, the ultimate tensile strength decreased by 38.81%, and the elongation at total failure decreased by 37.86%.
- The gap of the powder box also had an important effect on the porosity and tensile properties of the SWMPCs. As the gap of the powder box increased, the porosity decreased and the tensile properties improved. Compared with the samples numbered S1 and S4, when the gap of powder box increased from 0.3 to 0.5 mm, the porosity decreased by 30.16%, the strength increased by 26.67%, and the total elongation of the fracture increased by 24.33%.
- The number of layers by folding had no effect on the porosity of the porous plate, because the porosity of the sample was determined by the porosity of the thin strip. However, the more layers there were, the better were the mechanical properties of the samples. This was because more wire mesh acted as a reinforcement to resist deformation and fracture due to tension.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qin, J.; Chen, Q.; Yang, C.; Huang, Y. Research process on property and application of metal porous materials. J. Alloy. Compd. 2016, 654, 39–44. [Google Scholar] [CrossRef]
- Medraj, M.; Baril, E.; Loya, V.; Lefebvre, L.-P. The effect of microstructure on the permeability of metallic foams. J. Mat. Sci. 2007, 42, 4372–4383. [Google Scholar] [CrossRef] [Green Version]
- Xi, Z.; Zhu, J.; Tang, H.P.; Ao, Q.; Zhi, H.; Wang, J.; Li, C. Progress of Application Researches of Porous Fiber Metals. Materials 2011, 4, 816–824. [Google Scholar] [CrossRef] [PubMed]
- Masmoudi, M.; Kaddouri, W.; Kanit, T.; Madani, S.; Ramtani, S.; Imad, A. Modeling of the effect of the void shape on effective ultimate tensile strength of porous materials: Numerical homogenization versus experimental results. Int. J. Mech. Sci. 2017, 130, 497–507. [Google Scholar] [CrossRef]
- Asaoka, K.; Kuwayama, N.; Okuno, O.; Miura, I. Mechanical properties and biomechanical compatibility of porous titanium for dental implants. J. Biomed. Mat. Res. 1985, 19, 699–713. [Google Scholar] [CrossRef]
- Raghavendra, S.; Molinari, A.; Fontanari, V.; Luchin, V.; Zappini, G.; Benedetti, M.; Johansson, F.; Klarin, J. Tensile and compression properties of variously arranged porous Ti-6Al-4V additively manufactured struc-tures via SLM. Proced. Struct. Integr. 2018, 13, 149–154. [Google Scholar] [CrossRef]
- Duan, L.; Zhou, Z.; Yao, B. Fabrication, Structural Characterization and Uniaxial Tensile Properties of Novel Sintered Multi-Layer Wire Mesh Porous Plates. Materials 2018, 11, 156. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y.; Zhou, R.; Li, H.; Yuan, W.; Lu, L. Experimental study on the tensile strength of a sintered porous met-al composite. Materials science & engineering. A Struct. Mat. Prop. Microstruct. Process. 2014, 607, 536–541. [Google Scholar]
- Su, S.-L.; Rao, Q.-H.; He, Y.-H.; Xie, W. Effects of porosity on tensile mechanical properties of porous FeAl intermetallics. Trans. Nonferrous Met. Soc. China 2020, 30, 2757–2763. [Google Scholar] [CrossRef]
- Zou, S.; Wan, Z.; Lu, L.; Li, Z.-T. Experimental Study on Tensile Properties of a Novel Porous Metal Fiber/Powder Sintered Composite Sheet. Materials 2016, 9, 712. [Google Scholar] [CrossRef] [Green Version]
- Zhou, B.; Yuan, W.; Hu, J.-Y.; Tang, Y.; Lu, L.; Yu, B.-H. Uniaxial tensile behavior of porous metal fiber sintered sheet. Trans. Nonferrous Met. Soc. China 2015, 25, 2003–2008. [Google Scholar] [CrossRef]
- Costanza, G.; Tata, M.E.; Trillicoso, G. Al foams manufactured by PLA replication and sacrifice. Int. J. Light. Mat. Manuf. 2021, 4, 62–66. [Google Scholar] [CrossRef]
- Mirzaei, M.; Paydar, M. A novel process for manufacturing porous 316 L stainless steel with uniform pore distribution. Mat. Des. 2017, 121, 442–449. [Google Scholar] [CrossRef]
- Li, B.Q.; Yan, F.; Lu, X. Effect of microstructure on the tensile property of porous Ti produced by powder met-allurgy technique. Mat. Sci. Eng. A 2012, 534, 43–52. [Google Scholar] [CrossRef]
- Zhou, W.; Tang, Y.; Pan, M.; Wei, X.; Xiang, J. Experimental investigation on uniaxial tensile properties of high-porosity metal fiber sintered sheet. Mat. Sci. Eng. A 2009, 525, 133–137. [Google Scholar] [CrossRef]
- Wang, X.-S.; Lu, Z.-L.; Jia, L.; Chen, J.-X. Preparation of porous titanium materials by powder sintering process and use of space holder technique. J. Iron Steel Res. Int. 2017, 24, 97–102. [Google Scholar] [CrossRef]
- Zheng, D.; Baciu, G.; Hu, J. Entropy-Based Fabric Weave Pattern Indexing and Classification. Int. J. Cogn. Inf. Nat. Intell. 2010, 4, 76–92. [Google Scholar] [CrossRef] [Green Version]
- Kraft, S.M.; Gordon, A.P. Yield characteristics of a twill dutch woven wire mesh via experiments and numerical modeling. J. Appl. Mech. 2013, 80, 1002. [Google Scholar] [CrossRef]
- Joodat, S.H.S.; Nakshatrala, K.B.; Ballarini, R. Modeling flow in porous media with double porosi-ty/permeability: A stabilized mixed formulation, error analysis, and numerical solutions. Comp. Methods Appl. Mech. Eng. 2018, 337, 632–676. [Google Scholar] [CrossRef]
- Happel, J.; Brenner, H. Low Reynolds number hydrodynamics. Electr. Ind. Vortical Flows 1981, 6, 273–282. [Google Scholar] [CrossRef]
- Bryant, S.; Blunt, M. Prediction of relative permeability in simple porous media. Phys. Rev. A 1992, 46, 2004–2011. [Google Scholar] [CrossRef] [PubMed]
- Tan, X.-H.; Jiang, L.; Li, X.-P.; Li, Y.-Y.; Zhang, K. A complex model for the permeability and porosity of porous media. Chem. Eng. Sci. 2017, 172, 230–238. [Google Scholar] [CrossRef]
- Nahlé, A.H.; Kerr, C.; Barker, B.D.; Wals, F.C. A Rapid Electrochemical Test for Porosity in Electroless Nickel Coatings on Carbon Steel Substrates. Trans. IMF 1998, 76, 29–34. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Vollert, F.; Gibmeier, J.; Schulze, V. Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit. Manuf. 2018, 20, 77–89. [Google Scholar] [CrossRef]
- Huang, Z.; Zhang, Y.; Xie, L.; Zhao, P.; He, B.; Ren, L. Comparative study of porosity test methods for shale. Arab. J. Geosci. 2020, 13, 1–16. [Google Scholar] [CrossRef]
- Kutlusoy, T.; Oktaya, B.; Apohan, N.K.; Süleymanoğlu, M.; Kuruca, S.E. Chitosan-co-Hyaluronic acid porous cryogels and their application in tissue engineering. Int. J. Biol. Macromol. 2017, 103, 366–378. [Google Scholar] [CrossRef]
- Das, S.; Heasman, P.; Ben, T.; Qiu, S. Porous organic materials: Strategic design and Structure–Function corre-lation. Chem. Rev. 2017, 117, 1515. [Google Scholar] [CrossRef]
- Gómez-Martín, A.; Orihuela, M.; Becerra, J.; Martínez-Fernández, J.; Ramírez-Rico, J. Permeability and mechanical integrity of porous biomorphic SiC ceramics for application as hot-gas filters. Mat. Des. 2016, 107, 450–460. [Google Scholar] [CrossRef]
- Wang, K.; Sun, W.C. A multiscale multi-permeability poroplasticity model linked by recursive homogeniza-tions and deep learning. Comput. Method. Appl. M 2018, 334, 337–380. [Google Scholar] [CrossRef]
- Banala, A.; Ma, H.; Kumar, A. Influence of particulate geometry on permeability of porous materials. Powder Technol. 2019, 345, 704–716. [Google Scholar] [CrossRef]
- Wang, F.; Wang, F.; Hu, C.; Shen, A.; Liang, S.; Cai, B. A Simplified Physical Model Construction Method and Gas-Water Micro Scale Flow Simulation in Tight Sandstone Gas Reservoirs. Energies 2018, 11, 1559. [Google Scholar] [CrossRef] [Green Version]
- Klinkenberg, L.; Shell Development Co. The Permeability of Porous Media to Liquids and Gases; Oil Gas Scientific Research Project Institute: Baku, Azerbaijan, 2012; Volume 2, pp. 57–73. [Google Scholar]
- Heikkinen, M.S.; Harley, N.H. Experimental investigation of sintered porous metal filters. J. Aerosol Sci. 2000, 31, 721–738. [Google Scholar] [CrossRef]
- Simonis, J.J.; Basson, A.K. Evaluation of a low-cost ceramic micro-porous filter for elimination of common disease microorganisms. Phys. Chem. Earth Parts A B C 2011, 36, 1129–1134. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, S.; Feng, X.; Li, H.; Zhou, J.; Wang, B. Preparation of Nanofibrous Metal–Organic Framework Filters for Efficient Air Pollution Control. J. Am. Chem. Soc. 2016, 138, 5785–5788. [Google Scholar] [CrossRef]
- Zhang, X.F.; Lin, B. Theoretical Research on Deformation of Porous Material in Air Bearing. Appl. Mech. Mat. 2012, 215, 779–784. [Google Scholar] [CrossRef]
- Silva, L.J.D.; Panzera, T.H.; Viera, L.M.G.; Bowen, C.R.; Duduch, J.G.; Rubio, J.C.C. Cementitious porous material applied to precision aerostatics bearings. Int. J. Precis. Eng. Manuf. 2018, 19, 239–243. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Porosity | Test Area (cm−2) | Gas Flow (L·min−1) | Pressure Difference (kPa) | Relative Permeability Coefficient (m3·(h·kPa·m2)−1) |
|---|---|---|---|---|
| 10.72% | 18.10 | 1.67 | 24.00 | 9.22 |
| 3.33 | 38.00 | 11.64 | ||
| 5.00 | 61.00 | 10.88 | ||
| 15.35% | 18.10 | 3.33 | 31.00 | 14.27 |
| 5.00 | 40.00 | 16.59 | ||
| 6.67 | 60.00 | 14.74 | ||
| 25.97% | 18.10 | 5.00 | 38.00 | 17.46 |
| 6.67 | 50.00 | 17.69 | ||
| 8.33 | 65.00 | 17.01 |
| Sample Number | d1 (mm) | d2 (mm) | Number of Layers | Sintering Parameters | Porosity after Sintering (%) | Ultimate Tensile Strength (MPa) | Elongation at Total Failure (%) | ||
|---|---|---|---|---|---|---|---|---|---|
| Engineering | True | Engineering | True | ||||||
| S1 | 0 | 0.3 | 10 | 1330 °C × 2 h | 15.35 | 420 | 592 | 41.52 | 34.74 |
| S2 | 0 | 0.3 | 15 | 1330 °C × 2 h | 15.20 | 435 | 622 | 44.29 | 36.64 |
| S3 | 0 | 0.4 | 10 | 1330 °C × 2 h | 13.24 | 470 | 673 | 44.83 | 37.05 |
| S4 | 0 | 0.5 | 10 | 1330 °C × 2 h | 10.72 | 532 | 793 | 51.62 | 41.01 |
| S5 | 0.1 | 0.3 | 10 | 1330 °C × 2 h | 25.97 | 257 | 320 | 25.80 | 22.96 |
| S6 | 0.1 | 0.3 | 15 | 1330 °C × 2 h | 25.38 | 280 | 359 | 29.62 | 25.78 |
| S7 | 0.1 | 0.3 | 10 | 1130 °C × 2 h | 14.21 | 194 | / | 16.82 | / |
| S8 | 0.1 | 0.3 | 10 | 1230 °C × 2 h | 13.86 | 243 | / | 21.96 | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, S.; Zhou, Z. Preparation and Tensile Properties of Novel Porous Plates Made by Stainless Steel Wire Mesh and Powder Composites. Materials 2021, 14, 677. https://doi.org/10.3390/ma14030677
Lin S, Zhou Z. Preparation and Tensile Properties of Novel Porous Plates Made by Stainless Steel Wire Mesh and Powder Composites. Materials. 2021; 14(3):677. https://doi.org/10.3390/ma14030677
Chicago/Turabian StyleLin, Shengcun, and Zhaoyao Zhou. 2021. "Preparation and Tensile Properties of Novel Porous Plates Made by Stainless Steel Wire Mesh and Powder Composites" Materials 14, no. 3: 677. https://doi.org/10.3390/ma14030677