
Study on the Influence of the Ball Material on Abrasive Particles’ Dynamics in Ball-Cratering Thin Coatings Wear Tests

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.1.1. Substrate Material and Geometry Characterization
2.1.2. Ball Characterization
2.1.3. Abrasive Particles Characterization
2.2. Methods
2.2.1. Coating Deposition Process
2.2.2. Morphology and Thickness Analysis
2.2.3. AFM and Profilometry, Roughness Analysis
2.2.4. Adhesion Analysis
2.2.5. XRD Analysis
2.2.6. Micro-Hardness Assessment
2.2.7. Micro-Abrasion Test
3. Results and Discussion
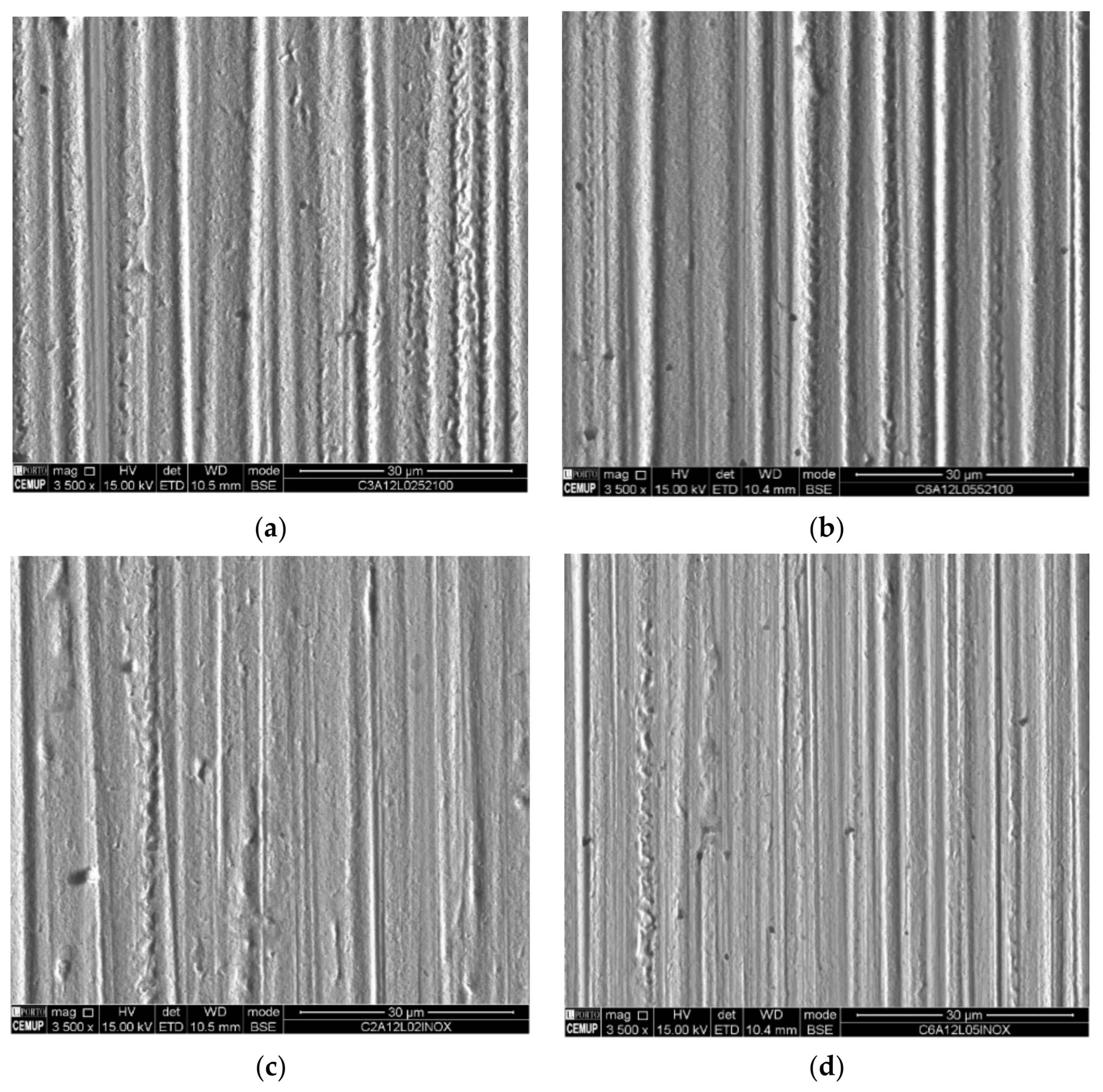
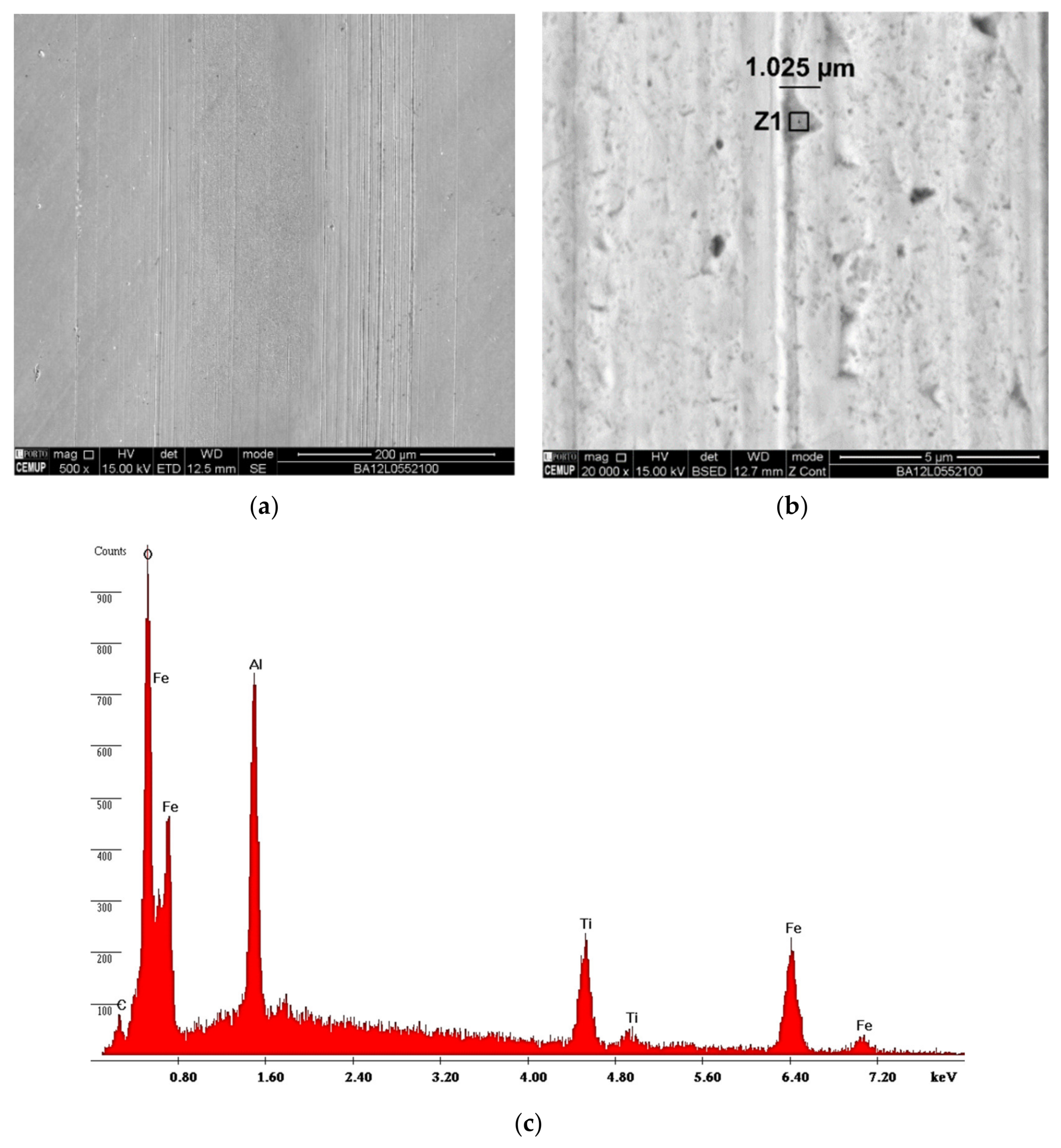
3.1. Coating’s Morphology and Thickness
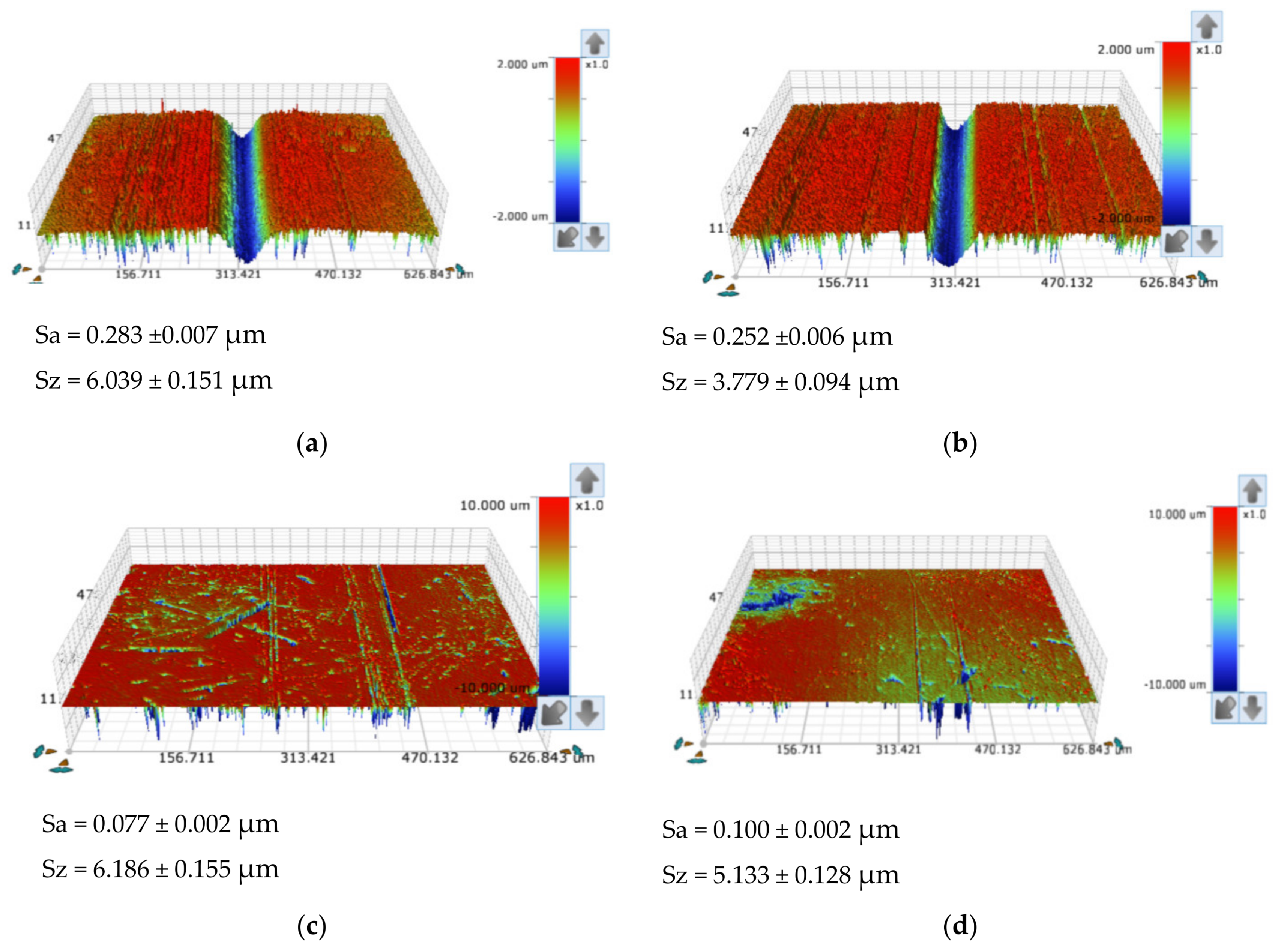
3.2. Roughness Results
3.3. Adhesion Evaluation
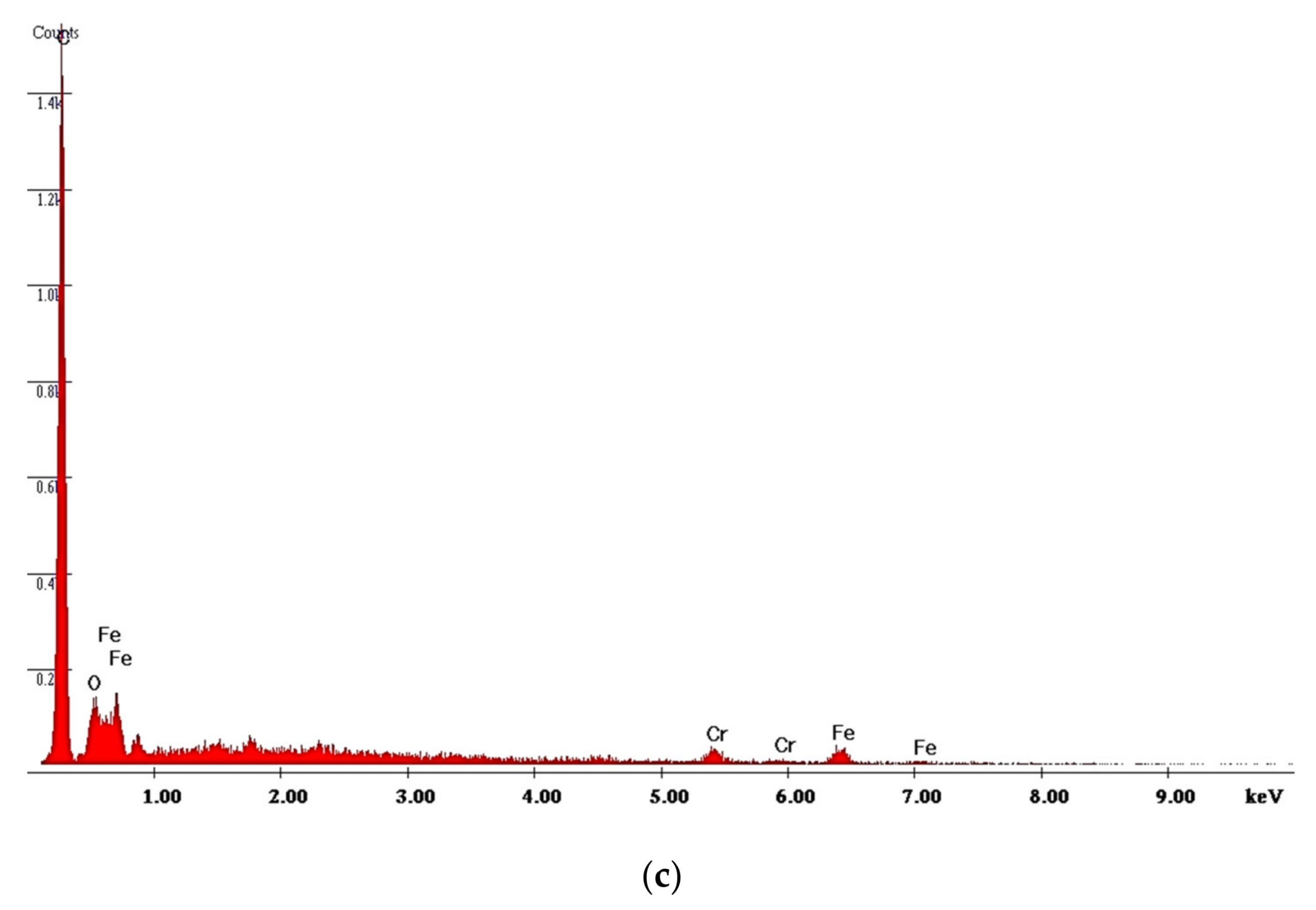
3.4. Coating’s Structure
3.5. Micro-Hardness
3.6. Micro-Abrasion Analysis
3.7. Ball Analyses
4. Concluding Remarks
- It was found that the SS AISI 304 ball is undoubtably more suitable for ball-cratering micro-abrasion tests, as its material is slightly softer than the one usually used, AISI 52100, allowing to drag more particles and promoting a more uniform wear in the samples;
- The craters generated by SS AISI 304 balls are larger, allowing a better resolution between tests made with a different number of rotation cycles of the ball, or maybe reducing the duration of each test, but producing similar results to harder balls used in this type of test;
- Regarding the tracks produced on the balls’ surface, it was found that AISI 52100, as previously reported, presents high tendency to produce a deep and clear central groove, while SS AISI 304 balls tend to generate a more homogeneous track. This is related to the hardness presented by each one of the materials used in the balls. It must be referred to that AISI 52100 steel balls are in a heat-treated state, ready to use in ball-bearing;
- Regarding the evolution of the roughness, it was found that average roughness Ra increased in AISI 52100 balls (track area), presenting the main central groove in the middle of the track, while the tracks on SS AISI 304 balls become smoother in terms of Ra, but rougher in terms of Sz. This corroborates the lower hardness presented by SS AISI 304 balls, being deeply and abundantly scratched by small abrasive particles, but the rolling wear being the predominant wear mode, and due to its lower hardness, the tracks on SS AISI 304 balls are smoother, but present higher Sz due to deep scratches present on their surface;
- Moreover, it was found that even when using dissimilar abrasive particles in the ball-cratering tests, the wear phenomena on the balls’ surface are the same for each one of the materials used in the balls;
- Furthermore, although a mixed wear mode has been found in most of the tests, the rolling wear was predominant when using SS AISI 304, while grooving is predominant for AISI 52100 steel. Moreover, larger particles always tend to bypass the contact using the surrounding area and not contribute in a more significant way to carry the load in the contact area. This cannot be considered in an absolute way, but as a general trend;
- It was also found that the abrasive particles’ material is an important issue in this kind of test, but the main factor conditioning the results is the ball material. However, diamond particles have shown to be more suitable for micro-abrasion due to the well-defined craters generated, opposite to the ill-defined craters generated by alumina. This fact was already previously reported by other authors [16];
- The tests have also shown that the PTFE balls proved to be unsuitable for this type of test because they are self-lubricated and because they cannot capture, in an effective way, a large number of particles. In addition, the punctual charge ends up causing a deformation in the ball during the contact of the PTFE against the sample due to its lack of resistance, resulting in very irregular craters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rutherford, K.L.; Hutchings, I.M. A Micro-Abrasive Wear Test, with Particular Application to Coated Systems. Surf. Coat. Technol. 1996, 79, 231–239. [Google Scholar] [CrossRef]
- Rutherford, K.L.; Hutchings, I.M. Theory and Application of a Micro-Scale Abrasive Wear Test. J. Test. Eval. 1997, 25, 250–260. [Google Scholar]
- Gee, M.G.; Gant, A.; Hutchings, I.; Bethke, R.; Schiffman, K.; Van Acker, K.; Poulat, S.; Gachon, Y.; von Stebut, J. Progress Towards Standardisation of Ball Cratering. Wear 2003, 255, 1–13. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.J.; Hutchings, I.M.; Kusano, Y.; Schiffman, K.; Van Acker, K.; Poulat, S.; Gachon, Y.; von Stebut, J.; Hatto, P. Results from an Interlaboratory Exercise to Validate the Micro-Scale Abrasion Test. Wear 2005, 259, 27–35. [Google Scholar] [CrossRef]
- Schiffmann, K.I.; Bethke, R.; Kristen, N. Analysis of Perforating and Non-Perforating Micro-Scale Abrasion Tests on Coated Substrates. Surf. Coat. Technol. 2005, 200, 2348–2357. [Google Scholar] [CrossRef]
- Kusano, Y.; Van Acker, K.; Hutchings, I.M. Methods of Data Analysis for the Micro-Scale Abrasion Test on Coated Substrates. Surf. Coat. Technol. 2004, 183, 312–327. [Google Scholar] [CrossRef]
- Gee, M.G. The Use of PC Scanners in Micro-Abrasion Wear Testing. Wear 2005, 259, 1448–1452. [Google Scholar] [CrossRef]
- Leroy, C.; Schiffmann, K.I.; van Acker, K.; von Stebut, J. Ball Cratering an Efficient Tool for 3 Body Microabrasion of Coated Systems. Surf. Coat. Technol. 2005, 200, 153–156. [Google Scholar] [CrossRef]
- Stachowiak, G.B.; Stachowiak, G.W.; Brandt, J.M. Ball-Cratering Abrasion Tests with Large Abrasive Particles. Tribol. Int. 2006, 39, 1–11. [Google Scholar] [CrossRef]
- Shipway, P.H. A Mechanical Model for Particle Motion in the Micro-Scale Abrasion Wear Test. Wear 2004, 257, 984–991. [Google Scholar] [CrossRef]
- Cozza, R.C.; Tanaka, D.K.; Souza, R.M. Friction Coefficient and Abrasive Wear Modes in Ball-Cratering Tests Conducted at Constant Normal Force and Constant Pressure—Preliminary Results. Wear 2009, 267, 61–70. [Google Scholar] [CrossRef]
- Cozza, R.C.; Tanaka, D.K.; Souza, R.M. Friction Coefficient and Wear Mode Transition in Micro-Scale Abrasion Tests. Tribol. Int. 2011, 44, 1878–1889. [Google Scholar] [CrossRef]
- Bose, K.; Wood, R.J.K. Influence of Load and Speed on Rolling Micro-Abrasion of CVD Diamond and Other Hard Coatings. Diam. Relat. Mater. 2003, 12, 753–756. [Google Scholar] [CrossRef]
- Batista, J.C.A.; Joseph, M.C.; Godoy, C.; Matthews, A. Micro-Abrasion Wear Testing of PVD TiN Coatings on Untreated and Plasma Nitrided AISI H13 Steel. Wear 2002, 249, 971–979. [Google Scholar] [CrossRef]
- Andrade, M.F.C.; Martinho, R.P.; Silva, F.J.G.; Alexandre, R.J.D.; Baptista, A.P.M. Influence of the Abrasive Particles Size in the Micro-Abrasion Wear Tests of Tialsin Thin Coatings. Wear 2009, 267, 12–18. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.J.G.; Casais, R.B.; Martinho, R.P.; Baptista, A.P.M. Role of Abrasive Material on Micro-Abrasion Wear Tests. Wear 2011, 271, 2632–2639. [Google Scholar] [CrossRef] [Green Version]
- Ardila, M.A.N.; Costa, H.L.; de Mello, J.D.B. Influence of the Ball Material on Friction and Wear in Microabrasion Tests. Wear 2020, 450–451, 203–266. [Google Scholar] [CrossRef]
- Esteves, P.J.; de Macêdo, M.C.S.; Souza, R.M.; Scandian, C. Effect of Ball Rotation Speed on Wear Coefficient and Particle Behavior in Micro-Abrasive Wear Tests. Wear 2019, 426–427, 137–141. [Google Scholar] [CrossRef]
- Cozza, R.C. Influence of the Normal Force, Abrasive Slurry Concentration and Abrasive Wear Modes on the Coefficient of Friction in Ball-Cratering Wear Tests. Tribol. Int. 2014, 70, 52–62. [Google Scholar] [CrossRef]
- Shipway, P.H.; Hogg, J.J. Wear of Bulk Ceramics in Micro-Scale Abrasion—The Role of Abrasive Shape and Hardness and Its Relevance to Testing of Ceramic Coatings. Wear 2007, 263, 887–895. [Google Scholar] [CrossRef]
- Baig, M.; Cook, R.; Pratten, J.; Wood, R. The Effect of Shape and Size Distribution of Abrasive Particles on the Volume Loss of Enamel Using Micro-Abrasion. Wear 2020, 448–449, 203212. [Google Scholar] [CrossRef]
- Allsopp, D.N.; Hutchings, I.M. Micro-Scale Abrasion and Scratch Response of PVD Coatings at Elevated Temperatures. Wear 2001, 251, 1308–1314. [Google Scholar] [CrossRef]
- Stack, M.M.; Mathew, M.T. Mapping the Micro-Abrasion Resistance of WC/Co Based Coatings in Aqueous Conditions. Surf. Coat. Technol. 2004, 183, 337–346. [Google Scholar] [CrossRef]
- Rodríguez-Castro, G.A.; Reséndiz-Calderon, C.D.; Jiménez-Tinoco, L.F.; Meneses-Amador, A.; Gallardo-Hernández, E.A.; Campos-Silva, I.E. Micro-Abrasive Wear Resistance of CoB/Co2B Coatings Formed in CoCrMo Alloy. Surf. Coat. Technol. 2015, 284, 258–263. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Fernandes, A.J.S.; Costa, F.M.; Teixeira, V.; Baptista, A.P.M.; Pereira, E. Tribological Behaviour of CVD Diamond Films on Steel Substrates. Wear 2003, 255, 846–853. [Google Scholar] [CrossRef]
- Silva, F.G.; Neto, M.A.; Fernandes, A.J.S.; Costa, F.M.; Oliveira, F.J.; Silva, R.F. Adhesion and Wear Behaviour of NCD Coatings on Si3N4 by Micro-Abrasion Tests. J. Nanosci. Nanotechnol. 2009, 9, 3938–3943. [Google Scholar] [CrossRef] [Green Version]
- Cozza, R.C. A Study on Friction Coefficient and Wear Coefficient of Coated Systems Submitted to Micro-Scale Abrasion Tests. Surf. Coat. Technol. 2013, 215, 224–233. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.J.G.; Martinho, R.P.; Alexandre, R.J.D.; Baptista, A.P.M. Wear Resistance of TiAlSiN Thin Coatings. J. Nanosci. Nanotechnol. 2012, 12, 9094–9101. [Google Scholar] [CrossRef]
- Martinho, R.P.; Andrade, M.F.C.; Silva, F.J.G.; Alexandre, R.J.D.; Baptista, A.P.M. Microabrasion Wear Behaviour of TiAlCrSiN Nanostructured Coatings. Wear 2009, 267, 1160–1165. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.J.G.; Martinho, R.P.; Baptista, A.P.M. Characterization of Laboratory and Industrial CrN/CrCN/Diamond-Like Carbon Coatings. Thin Solid Films 2014, 550, 278–284. [Google Scholar] [CrossRef]
- DIN EN ISO 4288:1997—Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO 4288; International Organization for Standardization: Geneve, Switzerland, 1997.
- ASME B46.1:2019—Surface Texture (Surface Roughness, Waviness, and Lay); ASME (American Society of Mechanical Engineers): New York, NY, USA, 2019.
- EN ISO 4287:1997—Geometric Product Specification (GPS). Surface Texture Profile Method: Terms, Definition and Surface Texture Parameters; ISO 4287; International Organization for Standardization: Geneve, Switzerland, 1997.
- ISO 25178-2:2012—Geometric Product Specification (GPS). Surface Texture: Areal. Part 2: Terms, Definitions and Surface Texture Parameters; ISO 25178; International Organization for Standardization: Geneve, Switzerland, 2012.
- BS EN ISO 20502:2016—Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics). Determination of Adhesion of Ceramic Coatings by Scratch Testing; ISO 20502; International Organization for Standardization: Geneve, Switzerland, 2016.
- VDI 3198:1991—Coating (CVD, PVD) of Cold Forging Tools; VDI 3198; Verein Deutscher Ingenieure Normen: Dusseldorf, Germany, 1991.
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Miranda, J.C.; Ramalho, A.; Cavadas, S. Efeito da Temperatura de Revenido no Comportamento Tribológico do Aço Din 100Cr6. Cienc. Tecnol. Mater. 2006, 18, 35–42. [Google Scholar]
- Bello, J.O.; Wood, R.J.K. Micro-Abrasion of Filled and Unfilled Polyamide 11 Coatings. Wear 2005, 258, 294–302. [Google Scholar] [CrossRef]
- Kumar, S.; Maity, S.R.; Patnaik, L. Effect of Heat Treatment and TiN Coating on AISI O1 Cold Work Tool Steel. Mater. Today Proc. 2020, 26, 685–688. [Google Scholar] [CrossRef]
- Hussein, M.A.; Adesina, A.Y.; Kumar, A.M.; Sorour, A.A.; Ankah, N.; Al-Aqeeli, N. Mechanical, In-Vitro Corrosion, and Tribological Characteristics of TiN Coating Produced by Cathodic Arc Physical Vapor Deposition on Ti20Nb13Zr Alloy for Biomedical Applications. Thin Solid Films 2020, 709, 138183. [Google Scholar] [CrossRef]
- Lępicka, M.; Grądzka-Dahlke, M.; Pieniak, D.; Pasierbiewicz, K.; Niewczas, A. Effect of Mechanical Properties of Substrate and Coating on Wear Performance of TiN- or DLC-Coated 316LVM Stainless Steel. Wear 2017, 382–383, 62–70. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abrasive | Load (N) | Ball Material | Ø Medium Outer (mm) | V—Volume Wear (mm3) | K—Wear Coefficient (mm3/Nm) |
|---|---|---|---|---|---|
| Alumina Powder (1 µm) | 0.2 | AISI 52100 | 0.671 ± 0.0251 | 0.00079 ± 0.00012 | 0.00010 ± 0.00002 |
| SS AISI 304 | 0.678 ± 0.0166 | 0.00082 ± 0.00008 | 0.00010 ± 0.00001 | ||
| PTFE | * N.A. | * N.A. | * N.A. | ||
| 0.5 | AISI 52100 | 0.688 ± 0.0201 | 0.00087 ± 0.00010 | 0.00004 ± 0.000005 | |
| SS AISI 304 | 0.745 ± 0.0241 | 0.00120 ± 0.00015 | 0.00006 ± 0.00001 | ||
| PTFE | * N.A. | * N.A. | * N.A. | ||
| Diamond Powder (1–2 µm) | 0.2 | AISI 52100 | 0.778 ± 0.0067 | 0.00142 ± 0.00005 | 0.00018 ± 0.00001 |
| SS AISI 304 | 0.941 ± 0.0404 | 0.00306 ± 0.00050 | 0.00038 ± 0.00006 | ||
| PTFE | 0.892 ± 0.0052 | 0.00245 ± 0.00006 | 0.00031 ± 0.00001 | ||
| 0.5 | AISI 52100 | 0.963 ± 0.0051 | 0.00333 ± 0.00007 | 0.00017 ± 0.000004 | |
| SS AISI 304 | 1.148 ± 0.0117 | 0.00673 ± 0.00027 | 0.00034 ± 0.00001 | ||
| PTFE | 1.013 ± 0.0210 | 0.00409 ± 0.00034 | 0.00020 ± 0.00002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pinto, G.; Baptista, A.; Silva, F.; Porteiro, J.; Míguez, J.; Alexandre, R. Study on the Influence of the Ball Material on Abrasive Particles’ Dynamics in Ball-Cratering Thin Coatings Wear Tests. Materials 2021, 14, 668. https://doi.org/10.3390/ma14030668
Pinto G, Baptista A, Silva F, Porteiro J, Míguez J, Alexandre R. Study on the Influence of the Ball Material on Abrasive Particles’ Dynamics in Ball-Cratering Thin Coatings Wear Tests. Materials. 2021; 14(3):668. https://doi.org/10.3390/ma14030668
Chicago/Turabian StylePinto, Gustavo, Andresa Baptista, Francisco Silva, Jacobo Porteiro, José Míguez, and Ricardo Alexandre. 2021. "Study on the Influence of the Ball Material on Abrasive Particles’ Dynamics in Ball-Cratering Thin Coatings Wear Tests" Materials 14, no. 3: 668. https://doi.org/10.3390/ma14030668