
A Method and Device for Automated Grinding of Small Ceramic Elements


Abstract
:1. Introduction
2. Materials and Methods
2.1. Purpose and Scope of Research
- The use of a very small thickness of the layers of material removed with individual grains allows to significantly reduce the local values of the process energy, which allows more favorable features of the surface layer after treatment to be obtained.
- The small depth of grinding results in a low density of heat fluxes, a short time of their local impact, and small temperature gradients. The depth of heat penetration into the surface layer of the object is significantly reduced.
- The use of small layers of material removal reduces grinding forces, which is important for machining small-size and high compliance workpieces or workpieces with low thickness and low pressure resistance.
- The use of low material removal rates does reduce the proportion of active grains, but it is compensated by the considerable elongation of the grinding zone resulting from the features of the method.
- Automated grinding of small ceramics can be competitive with lapping processes by increasing productivity, eliminating stacking of items on lapping plates, increasing production flexibility, and extending process monitoring.
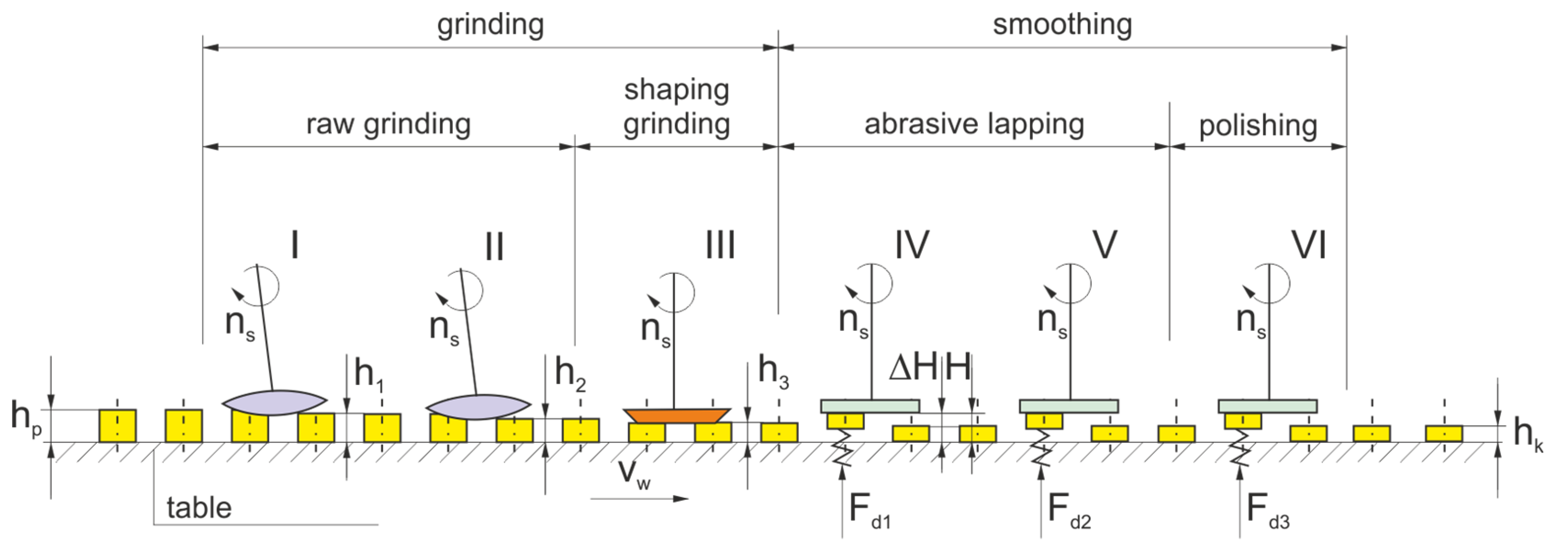
- To obtain a long grinding zone and a decreasing speed of stock removal during the movement of the object under the active surface of the grinding wheel, it was assumed that:
- The machining will be carried out on an angular path ϕmax with the use of grinding wheels with radius Rg and with a hyperboloid active surface, and the lowest-lying forming (cross-section A-A) will be horizontal (cross-section B-B). The axis of the grinding wheel deviates from the plane of movement of the objects by angles α and β (Figure 1).
- The machining cycle consists of a single pass of the ground elements through several treatment zones.
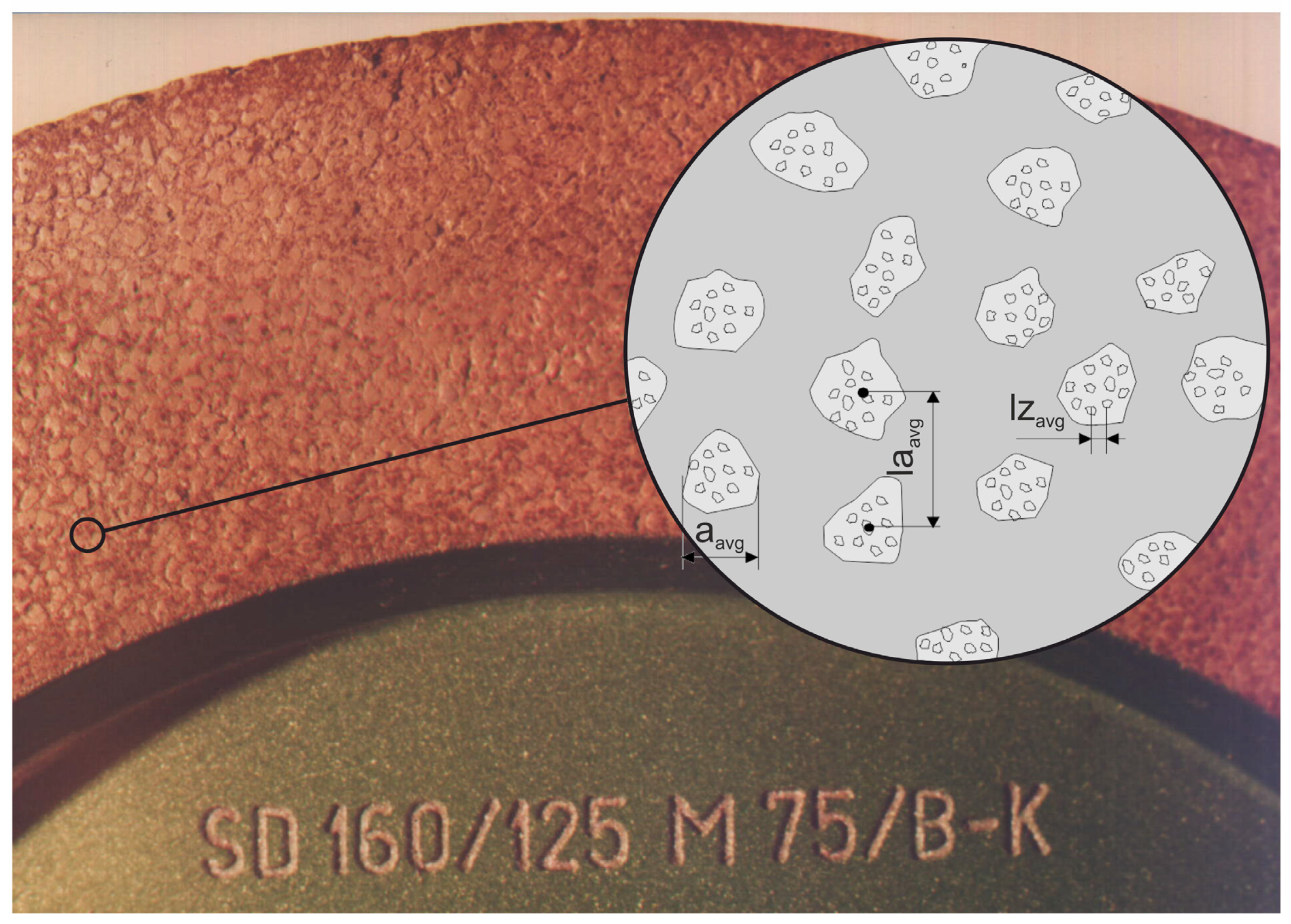
- In the grinding process, up to five grinding wheels (Figure 2) with diamond grains, joined by a metal bond to form aggregates with dimensions of approx. 500 µm, will be used. Due to the developed surface, the aggregates were placed in resin binders ensuring high porosity. As a result, the bonding forces of the grains are high, the porosity is good, and the low temperatures in the production of grinding wheels do not limit the introduction of active additives into the volume of the abrasive tools.
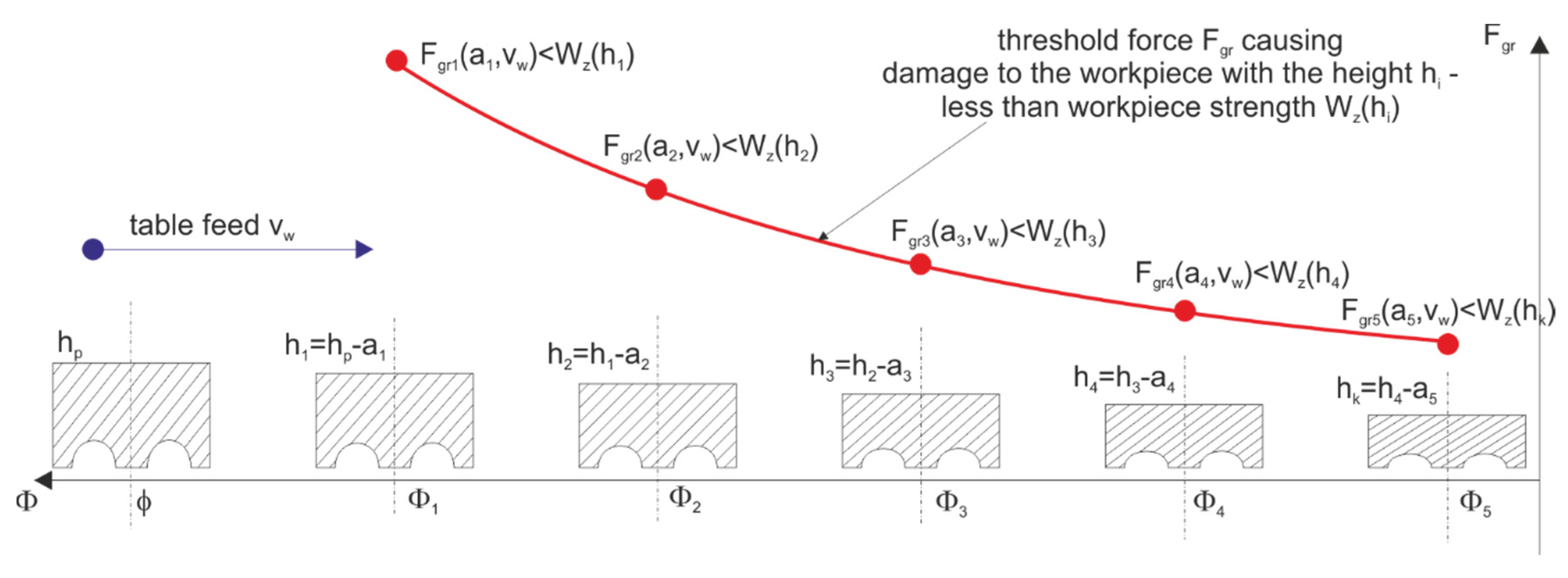
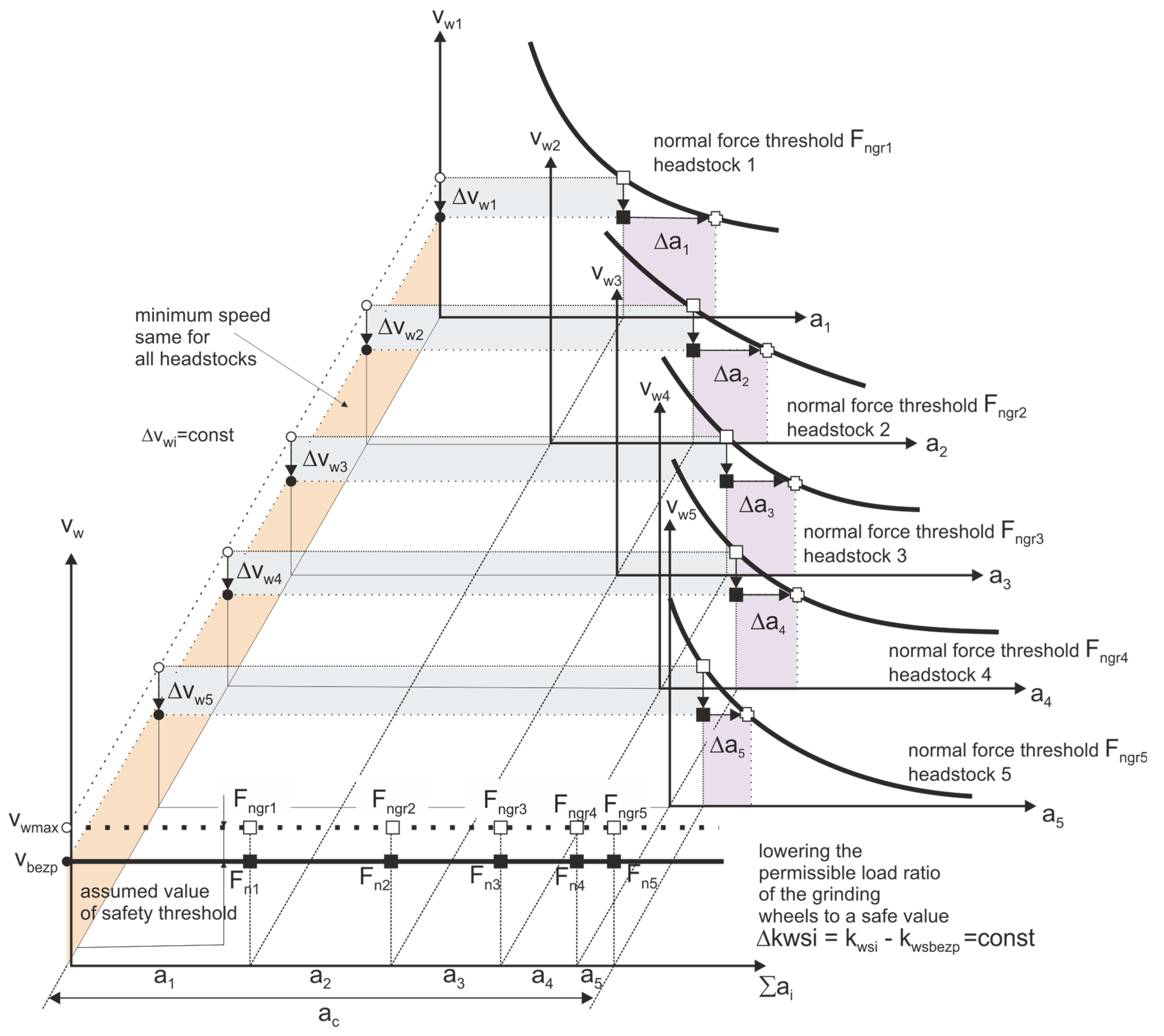
- The allowance removed by subsequent grinding wheels has been divided taking into account the safe relationship between the pressure force on the workpiece and its compressive strength.
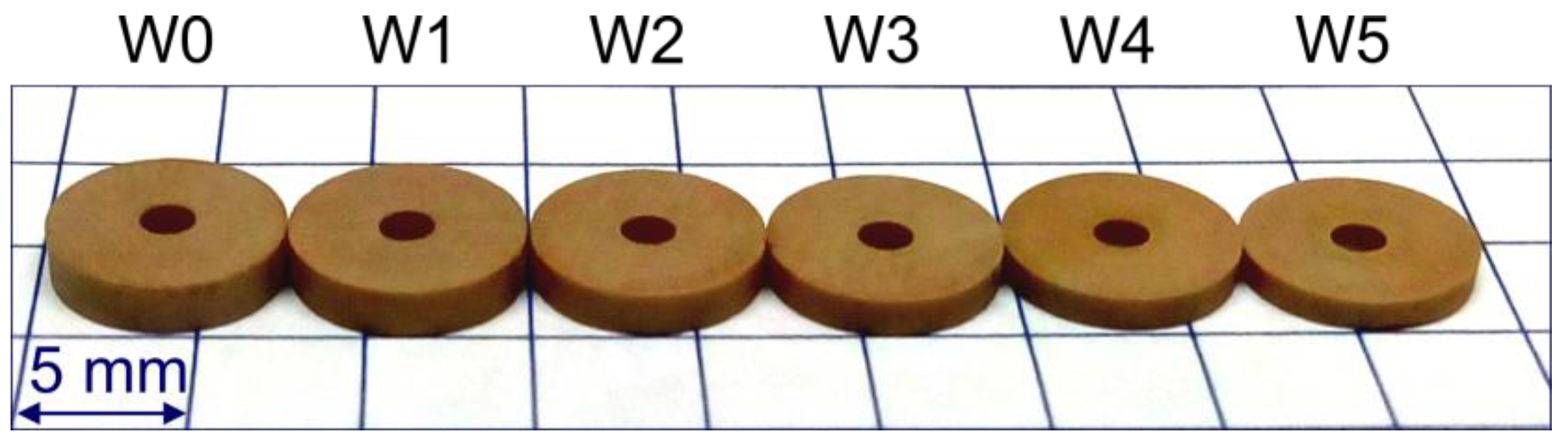
2.2. Characteristics of Processed Elements As Well As Parameters and Processing Conditions
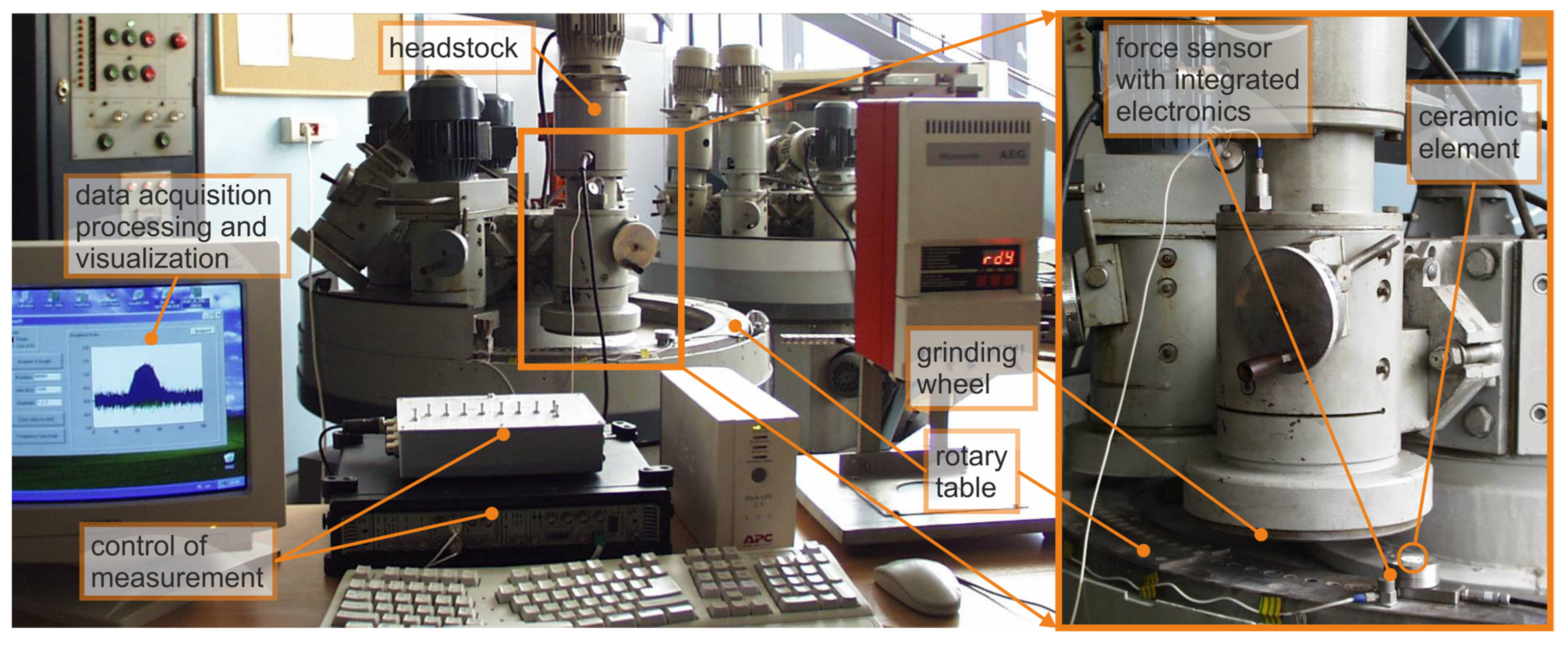
2.3. Research Stand
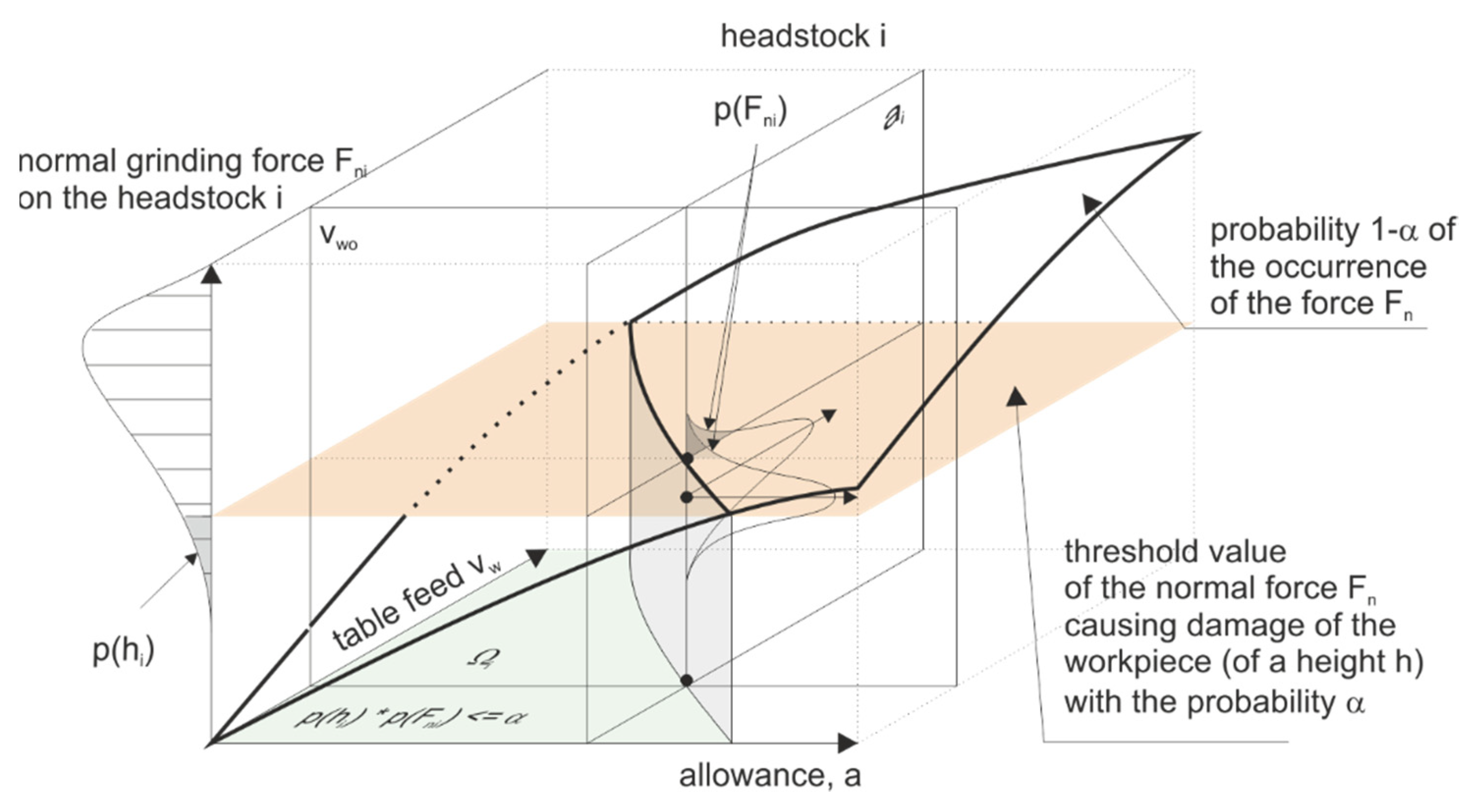
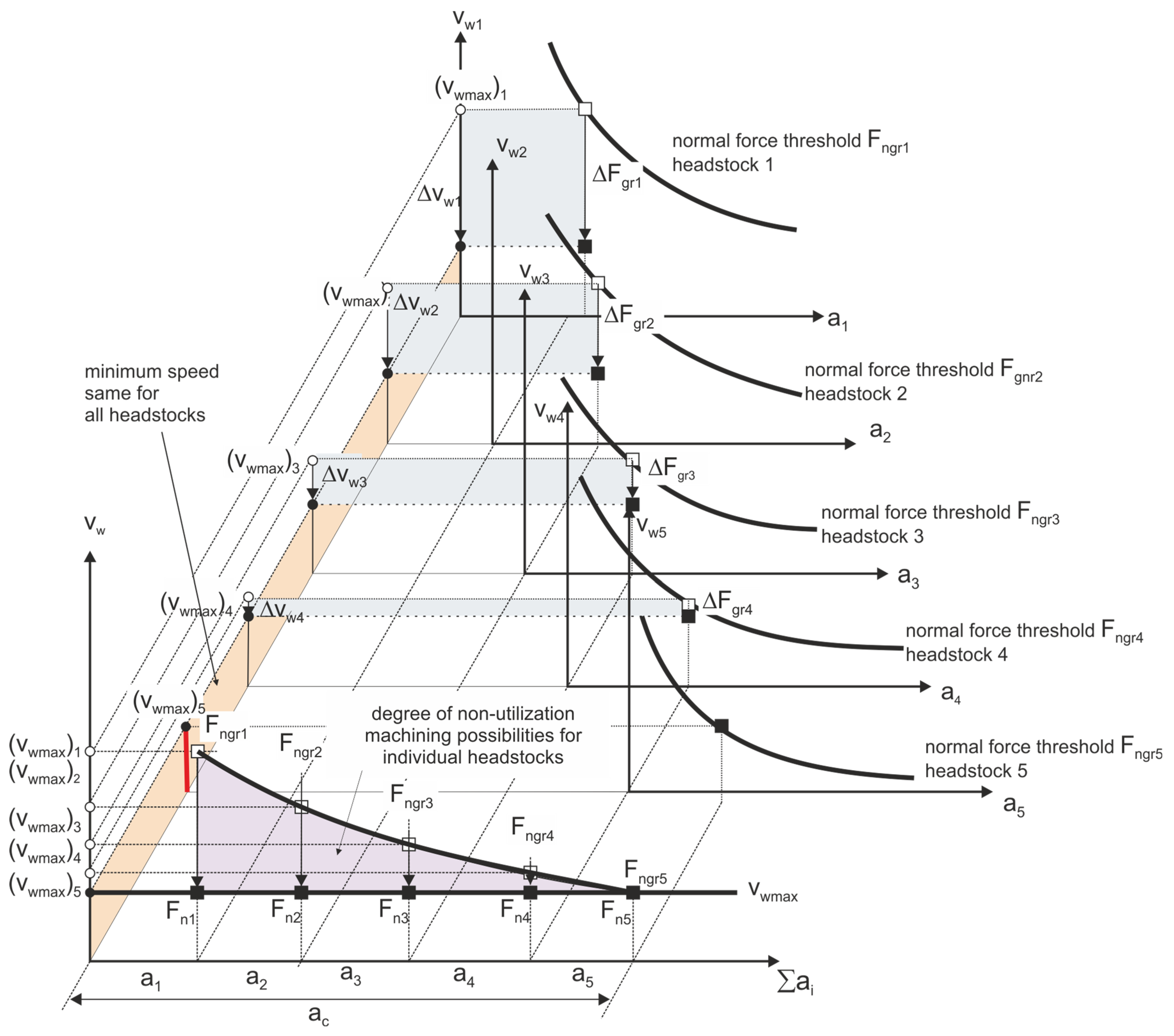
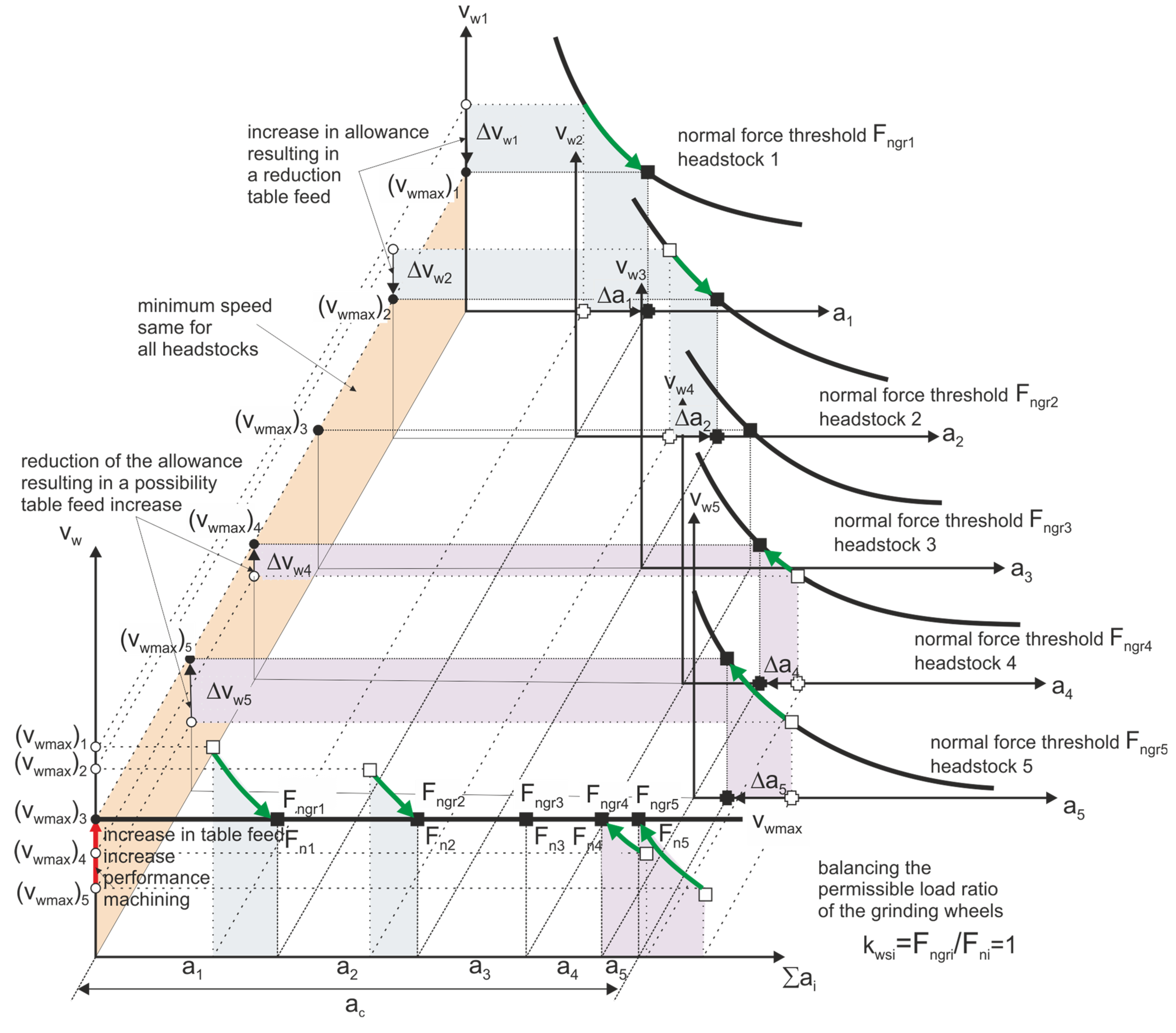
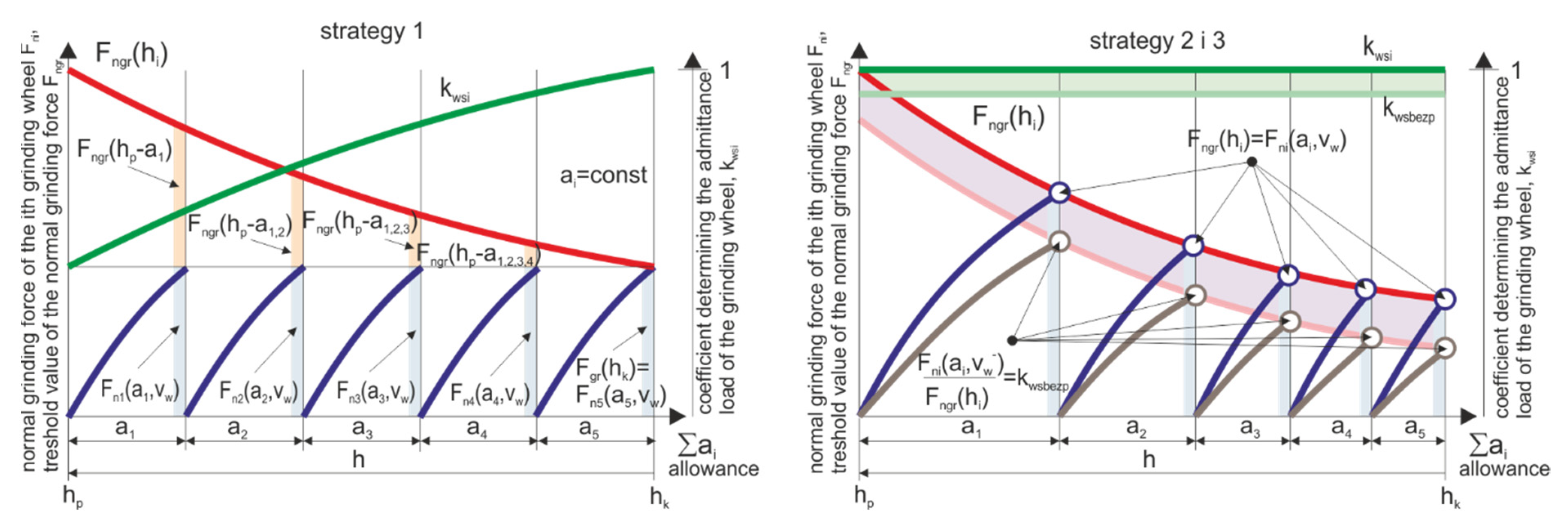
2.4. Methodology of Optimizing the Division of the Allowance in the Process of Sequential Grinding of Small Ceramic Elements
3. Results
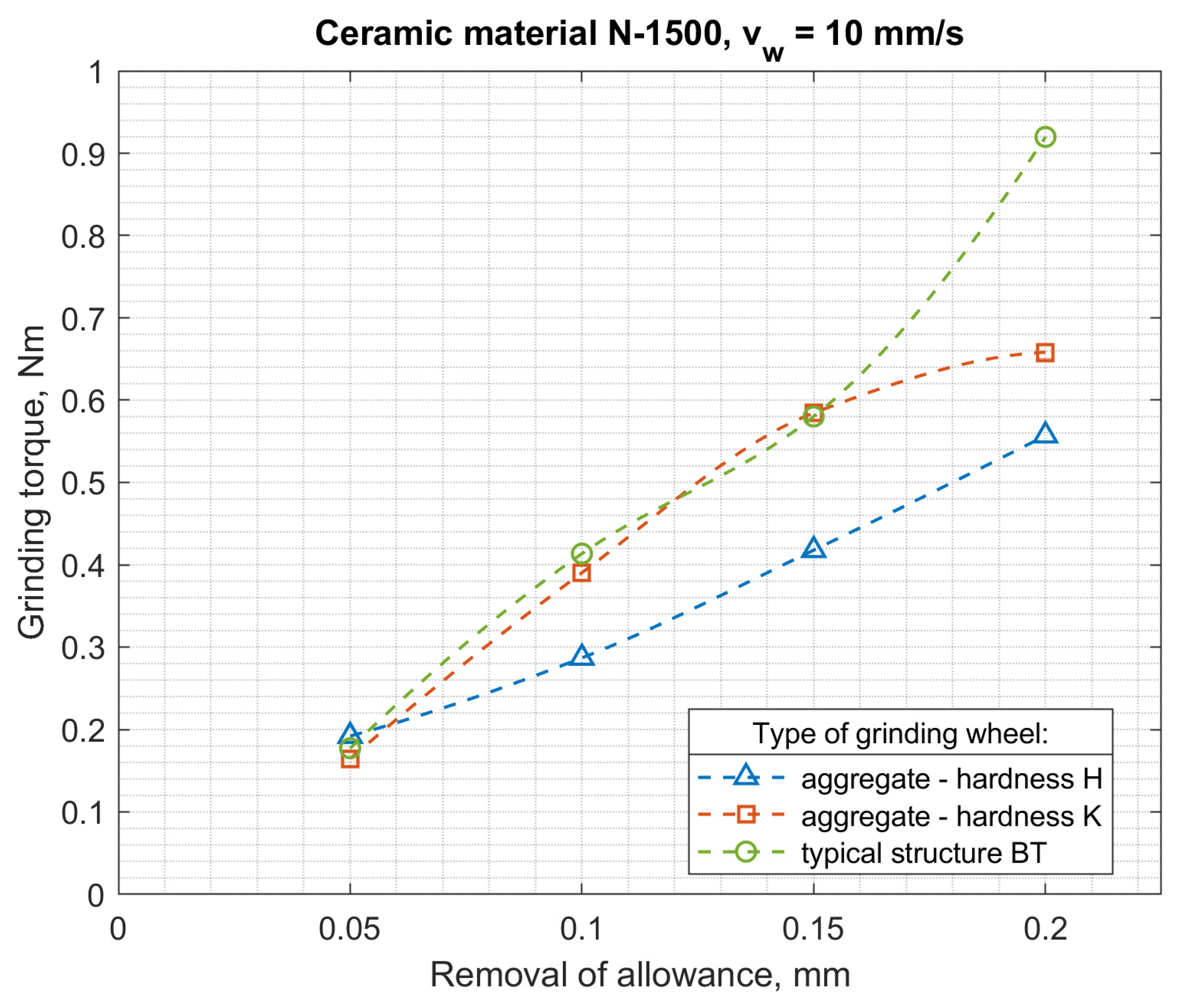
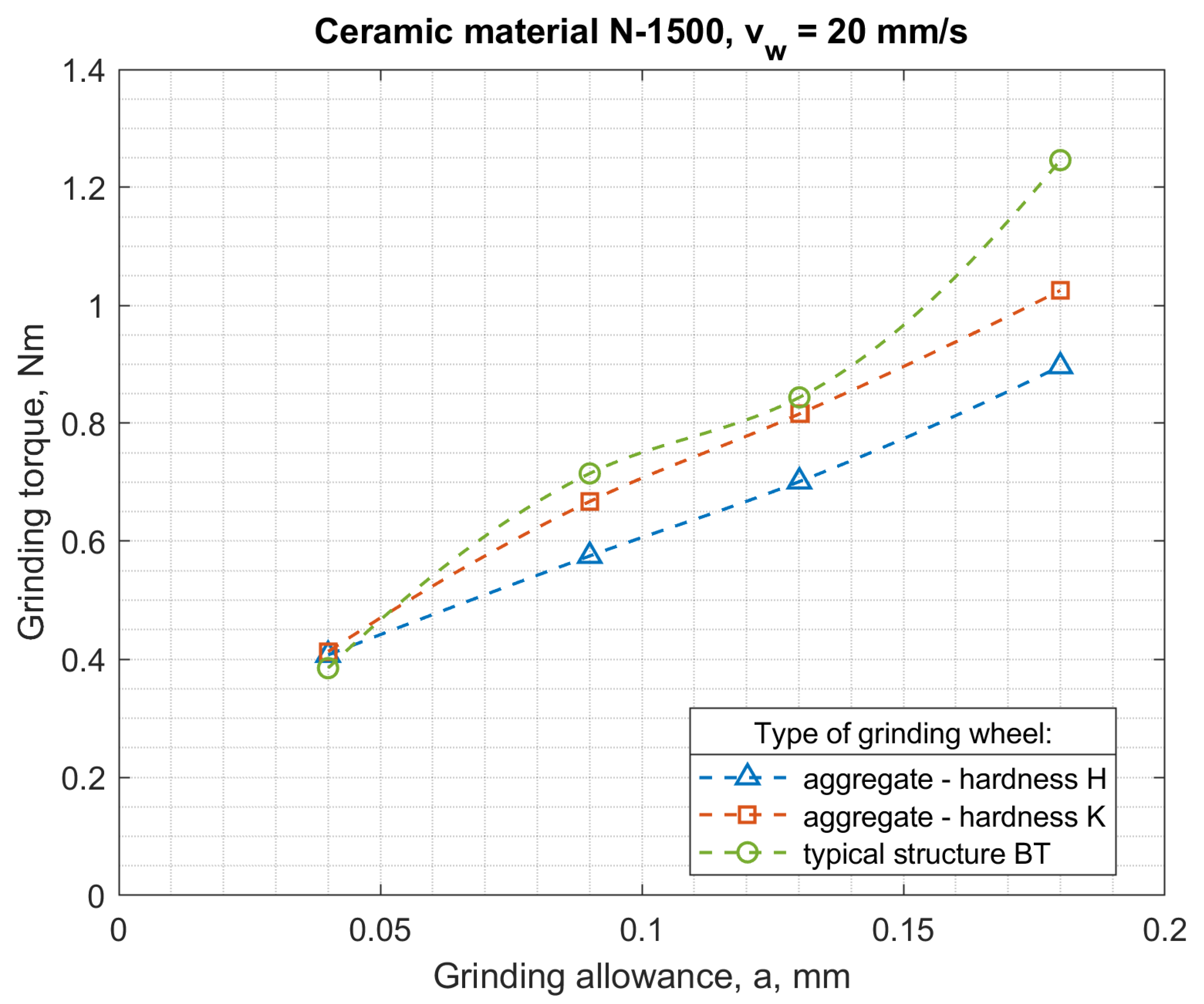
Research on Grinding Processes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kacalak, W.; Lipiński, D.; Bałasz, B.; Rypina, Ł.; Tandecka, K.; Szafraniec, F. Performance Evaluation of the Grinding Wheel with Aggregates of Grains in Grinding of Ti-6Al-4V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 301–314. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.; Li, B.; Liang, S.Y. A Critical Energy Model for Brittle–Ductile Transition in Grinding Considering Wheel Speed and Chip Thickness Effects. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1372–1380. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Markopoulos, A.P. Molecular Dynamics Study of the Effect of Abrasive Grains Orientation and Spacing during Nanogrinding. Micromachines 2020, 11, 712. [Google Scholar] [CrossRef]
- Cai, S.; Yao, B.; Zheng, Q.; Cai, Z.; Feng, W.; Chen, B.; He, Z. Dynamic Grinding Force Model for Carbide Insert Peripheral Grinding Based on Grain Element Method. J. Manuf. Process. 2020, 58, 1200–1210. [Google Scholar] [CrossRef]
- Zhang, D.; Li, C.; Jia, D.; Zhang, Y. Investigation into Engineering Ceramics Grinding Mechanism and the Influential Factors of the Grinding Force. Int. J. Control Autom. 2014, 7, 19–34. [Google Scholar] [CrossRef]
- Mamalis, A.G.; Kundrak, J.; Gyani, K.; Horvath, M. On the Precision Grinding of Advanced Ceramics. Int. J. Adv. Manuf. Technol. 2002, 20, 255–258. [Google Scholar]
- Hamieh, T.; Kawtharani, F.; Kassas, A.; Houivet, D. Ultrafine Grinding of MgTiO3 Based Ceramic Influencing the Material Properties Non-Cytotoxic Smart Fluorescent Core/Shell Nanoparticles and Their Further Application for Cancer Drug Release View Project Physical Chemistry & Biophysics. Artic. J. Phys. Chem. Biophys. 2013, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Eder, S.J.; Bianchi, D.; Cihak-Bayr, U.; Vernes, A.; Betz, G. An Analysis Method for Atomistic Abrasion Simulations Featuring Rough Surfaces and Multiple Abrasive Particles. Comput. Phys. Commun. 2014, 185, 2456–2466. [Google Scholar] [CrossRef]
- Ding, M.; Lin, B.; Sui, T.; Wang, A.; Yan, S.; Yang, Q. The Excellent Anti-Wear and Friction Reduction Properties of Silica Nanoparticles as Ceramic Water Lubrication Additives. Ceram. Int. 2018, 44, 14901–14906. [Google Scholar] [CrossRef]
- Rokosz, K.; Hryniewicz, T.; Kacalak, W.; Tandecka, K.; Raaen, S.; Gaiaschi, S.; Chapon, P.; Malorny, W.; Matýsek, D.; Pietrzak, K.; et al. Phosphate Coatings Enriched with Copper on Titanium Substrate Fabricated Via DC-PEO Process. Materials 2020, 13, 1295. [Google Scholar] [CrossRef] [Green Version]
- Rokosz, K.; Hryniewicz, T.; Kacalak, W.; Tandecka, K.; Raaen, S.; Gaiaschi, S.; Chapon, P.; Malorny, W.; Mat, D.; Pietrzak, K.; et al. Porous Coatings Containing Copper and Phosphorus Obtained by Plasma Electrolytic Oxidation of Titanium. Materials 2020, 13, 828. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez, A.; González, M.; Pereira, O.; de Lacalle, L.N.L.; Esparta, M. Edge Finishing of Large Turbine Casings Using Defined Multi-Edge and Abrasive Tools in Automated Cells. Int. J. Adv. Manuf. Technol. 2021, 1–11. [Google Scholar] [CrossRef]
- Kirsch, B.; Bohley, M.; Arrabiyeh, P.A.; Aurich, J.C. Application of Ultra-Small Micro Grinding and Micro Milling Tools: Possibilities and Limitations. Micromachines 2017, 8, 261. [Google Scholar] [CrossRef] [Green Version]
- Pratap, A.; Patra, K.; Dyakonov, A.A. Manufacturing Miniature Products by Micro-Grinding: A Review. Procedia Eng. 2016, 150, 969–974. [Google Scholar] [CrossRef] [Green Version]
- Aurich, J.C.; Carrella, M.; Walk, M. Micro Grinding with Ultra Small Micro Pencil Grinding Tools Using an Integrated Machine Tool. CIRP Ann. 2015, 64, 325–328. [Google Scholar] [CrossRef]
- Li, W.; Li, B.; Yang, J. Dynamic Characteristics Analysis of a Micro Grinding Machine Tool. MATEC Web Conf. 2017, 95, 07002. [Google Scholar] [CrossRef] [Green Version]
- Aurich, J.C.; Bohley, M.; Reichenbach, I.G.; Kirsch, B. Surface Quality in Micro Milling: Influences of Spindle and Cutting Parameters. CIRP Ann. 2017, 66, 101–104. [Google Scholar] [CrossRef]
- Lipiński, D.; Kacalak, W. Metrological Aspects of Abrasive Tool Active Surface Topography Evaluation. Metrol. Meas. Syst. 2016, 23, 567–577. [Google Scholar] [CrossRef]
- Bałasz, B.; Szałkiewicz, T.; Królikowski, T. Grinding Wheel Topography Modeling with Application of an Elastic Neural Network. Lect. Notes Comput. Sci. 2007, 4682, 83–90. [Google Scholar] [CrossRef]
- Gäbler, J.; Pleger, S. Precision and Micro CVD Diamond-Coated Grinding Tools. Int. J. Mach. Tools Manuf. 2010, 50, 420–424. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K.; Mathia, T.G. A Method and New Parameters for Assessing the Active Surface Topography of Diamond Abrasive Films. J. Mach. Eng. 2016, 16, 95–108. [Google Scholar]
- Gołąbczak, M.; Święcik, R.; Gołąbczak, A.; Kaczmarek, D.; Dąbkowski, R.; Tomczyk, B.; Kuczmaszewski, J.; Józwik, J. Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels. Materials 2021, 14, 6773. [Google Scholar] [CrossRef] [PubMed]
- Regulska, K.; Januszewicz, B.; Klimek, L.; Palatyńska-Ulatowska, A. Analysis of the Surface Condition and Changes in Crystallographic Structure of Zirconium Oxide Affected by Mechanical Processing. Materials 2021, 14, 4042. [Google Scholar] [CrossRef]
- Chen, Y.; Su, H.; He, J.; Qian, N.; Gu, J.; Xu, J.; Ding, K. The Effect of Torsional Vibration in Longitudinal–Torsional Coupled Ultrasonic Vibration-Assisted Grinding of Silicon Carbide Ceramics. Materials 2021, 14, 688. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Yu, T.; Zhu, L.; Wang, W. Analysis of Loads on Grinding Wheel Binder in Grinding Process: Insights from Discontinuum-Hypothesis-Based Grinding Simulation. Int. J. Adv. Manuf. Technol. 2015, 78, 1943–1960. [Google Scholar] [CrossRef]
- Ren, J.; Liang, G.X.; Lv, M. Effect of Different Crystal Orientations on the Surface Integrity during Nanogrinding of Monocrystalline Nickel. Model. Simul. Mater. Sci. Eng. 2019, 27, 075007. [Google Scholar] [CrossRef]
- Emami, M.; Sadeghi, M.H.; Sarhan, A.A.D.; Hasani, F. Investigating the Minimum Quantity Lubrication in Grinding of Al2O3 Engineering Ceramic. J. Clean. Prod. 2014, 66, 632–643. [Google Scholar] [CrossRef]
- Liu, Y.; Song, S.; Zhang, Y.; Li, W.; Xiao, G. Prediction of Surface Roughness of Abrasive Belt Grinding of Superalloy Material Based on RLSOM-RBF. Materials 2021, 14, 5701. [Google Scholar] [CrossRef] [PubMed]
- Strunk, R.; Borchers, F.; Clausen, B.; Heinzel, C. Influence of Subsequently Applied Mechanical and Thermal Loads on Surfaces Ground with Mechanical Main Impact. Materials 2021, 14, 2386. [Google Scholar] [CrossRef] [PubMed]
- Gołąbczak, M.; Gołąbczak, A.; Tomczyk, B. Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds. Materials 2021, 14, 1375. [Google Scholar] [CrossRef]
- Bazan, A.; Kawalec, A.; Rydzak, T.; Kubik, P.; Olko, A. Determination of Selected Texture Features on a Single-Layer Grinding Wheel Active Surface for Tracking Their Changes as a Result of Wear. Materials 2020, 14, 6. [Google Scholar] [CrossRef] [PubMed]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Zawada-Tomkiewicz, A.; Tandecka, K.; Królczyk, G. Metrological Basis for Assessing the State of the Active Surface of Abrasive Tools Based on Parameters Characterizing Their Machining Potential. Measurement 2020, 165, 108068. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Różański, R.; Królczyk, G.M. Assessment of the Classification Ability of Parameters Characterizing Surface Topography Formed in Manufacturing and Operation Processes. Measurement 2021, 170, 108715. [Google Scholar] [CrossRef]
- An, Q.; Suo, S.; Bai, Y. A Novel Simulation Method of Micro-Topography for Grinding Surface. Materials 2021, 14, 5128. [Google Scholar] [CrossRef]
- Holtermann, R.; Menzel, A.; Schumann, S.; Biermann, D.; Siebrecht, T.; Kersting, P. Modelling and Simulation of Internal Traverse Grinding: Bridging Meso- and Macro-Scale Simulations. Prod. Eng. 2015, 9, 451–463. [Google Scholar] [CrossRef]
- Rypina, Ł.; Lipiński, D.; Bałasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and Modeling of the Micro-Cutting Process of Ti-6Al-4V Titanium Alloy with Single Abrasive Grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef] [PubMed]
- Lipiński, D.; Kacalak, W.; Bałasz, B. Optimization of Sequential Grinding Process in a Fuzzy Environment Using Genetic Algorithms. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 96. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula | CaCO3 | TiO2 | Parafin Emulsion | ZrO2 | Other Admixtures |
|---|---|---|---|---|---|
| share | 50% | 40% | 7% | 1% | 2% |
| Aggregate Grinding Wheel Hardness | Size of Diamond Grains, µm | Concentration | Average Linear Aggregate Size aavg, µm | Average Distance between the Centers of the Aggregates laavg, µm | Percentage of Aggregates in the Volume of the Abrasive Layer, % | Unit Number of Aggregates, 1/cm2 |
|---|---|---|---|---|---|---|
| H | 160/125 | 75 | 540 | 1457.4 | 34.5 | 50 |
| K | 160/125 | 75 | 516 | 1444.1 | 33.2 | 50.4 |
| Size of Diamond Grains, µm | Number of Grains in One Carat | Concentration | Unit Volume Number of Grains z, 1/cm3 | Unit Linear Number of Grains z1, 1/cm | Distance Between the Grains on the Active Surface lzavg, µm | Distance Between the Grains in the Volume of the Abrasive Layer lzoavg, µm |
|---|---|---|---|---|---|---|
| 160/125 | 25,500 | 75 | 84,150 | 44 | 227 | 321 |
| No. | Grain Size, µm | Angle α, ° | The Height of the Element after Processing, mm | Removal of Allowance, mm |
|---|---|---|---|---|
| 1. | 160–125 | 0°35′ | 1.57 | 0.03–0.23 |
| 2. | 125–100 | 0°35′ | 1.35 | 0.22 |
| 3. | 125–100 | 0°35′ | 1.13 | 0.22 |
| 4. | 100–80 | 0°25′ | 1.05 | 0.08 |
| 5. | 63–50 | 0° | 1.00 | 0.05 |
| Parameter | Value |
|---|---|
| Diameter of ground elements | 7.4−0.2 mm |
| Height of elements after grinding | 0.98±0.02 mm |
| Machining efficiency—elements/h | 1280–6800 |
| Table rotation speed | 0.066–0.175 min−1 |
| Table diameter | 1060 mm |
| Speed of moving objects | 4–20 mm/s |
| Number of locating sockets | 324 |
| Number of grinding headstocks | 5 |
| Spindle speed | 2820 min−1 |
| Diameter of the diamond grinding wheels | 200 mm |
| Vertical spindle travel | up to 10 mm |
| Elementary plot on the scale of vertical spindle travel | 0.001 µm |
| Compressed air supply pressure | min. 0.2 MPa |
| Compressed air flow rate | 10 m3/min |
| Water supply pressure | min. 0.2 MPa |
| Water flow rate | 3 dm3/min |
| Supply voltage/frequency | 3 × 380 V/50 Hz |
| Drive motor power of each grinding wheel | 0.75 kW |
| Table drive motor power | 0.37 kW |
| Total, installed power | 4.48 kW |
| Overall dimensions A × B × H | 1500 mm × 1700 mm × 1290 mm |
| The mass of the device | about 1100 kg |
| Headstock Number | Safe Parameters | Element with a Height | ||
|---|---|---|---|---|
| Minimal (ac = 100 µm) | Average (ac = 200 µm) | Maximal (ac = 300 µm) | ||
| 1–3 | vw, mm/s | 8.5 | 5.9 | 4.4 |
| 1 | a1, µm | 64.2 | 103.7 | 139.1 |
| Fn1, N | 32.5 | 31.4 | 30.4 | |
| 2 | a2, µm | 29.7 | 67.5 | 100.6 |
| Fn2, N | 29.8 | 29.9 | 28.7 | |
| 3 | a3, µm | 6.1 | 28.7 | 60.3 |
| Fn3, N | 22.3 | 23.3 | 24.1 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kacalak, W.; Lipiński, D.; Szafraniec, F.; Bałasz, B. A Method and Device for Automated Grinding of Small Ceramic Elements. Materials 2021, 14, 7904. https://doi.org/10.3390/ma14247904
Kacalak W, Lipiński D, Szafraniec F, Bałasz B. A Method and Device for Automated Grinding of Small Ceramic Elements. Materials. 2021; 14(24):7904. https://doi.org/10.3390/ma14247904
Chicago/Turabian StyleKacalak, Wojciech, Dariusz Lipiński, Filip Szafraniec, and Błażej Bałasz. 2021. "A Method and Device for Automated Grinding of Small Ceramic Elements" Materials 14, no. 24: 7904. https://doi.org/10.3390/ma14247904