
Effects of Temperature on the Evolution of Yield Surface and Stress Asymmetry in A356–T7 Cast Aluminium Alloy


Abstract
:1. Introduction
2. Materials and Methods
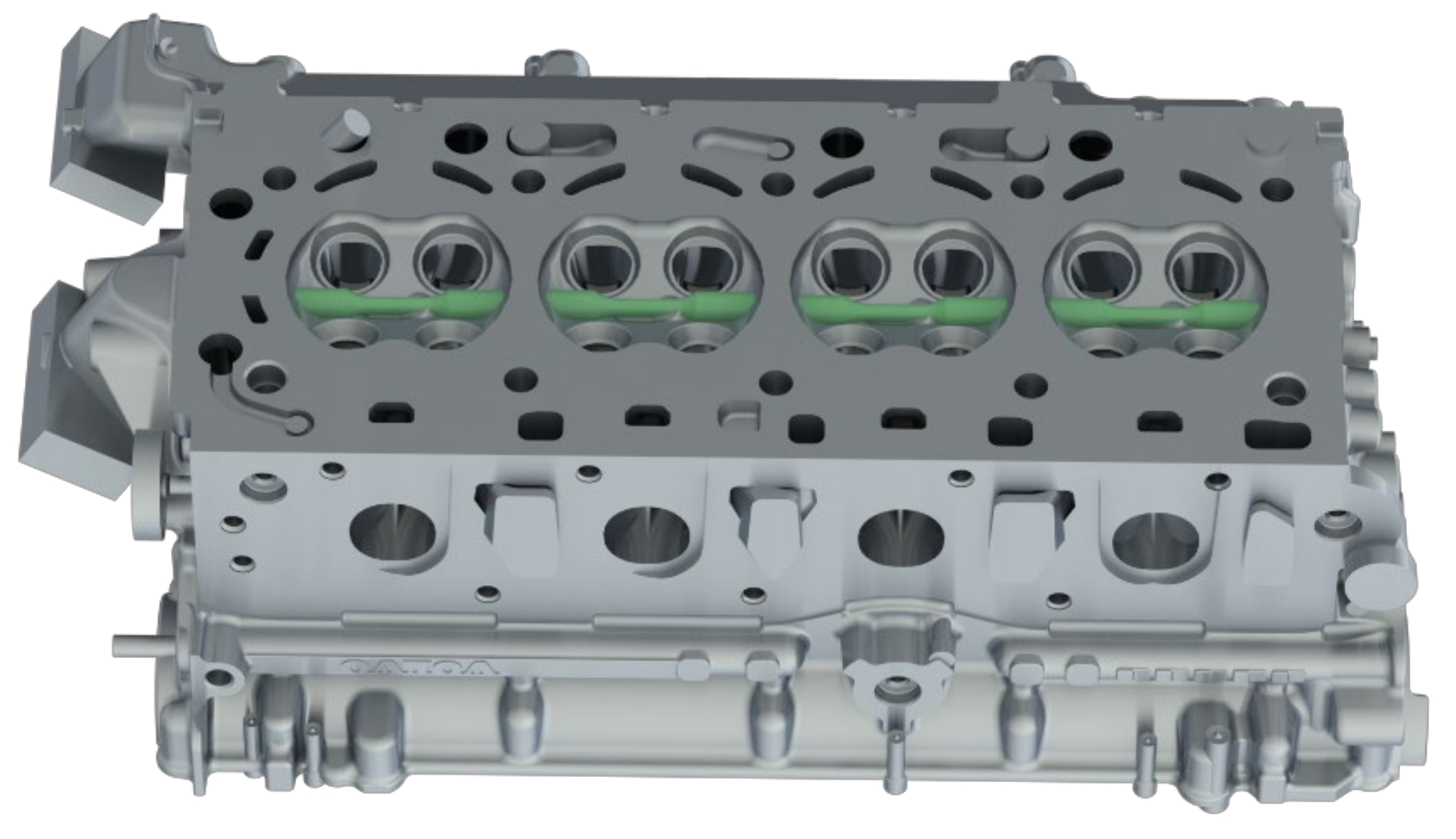
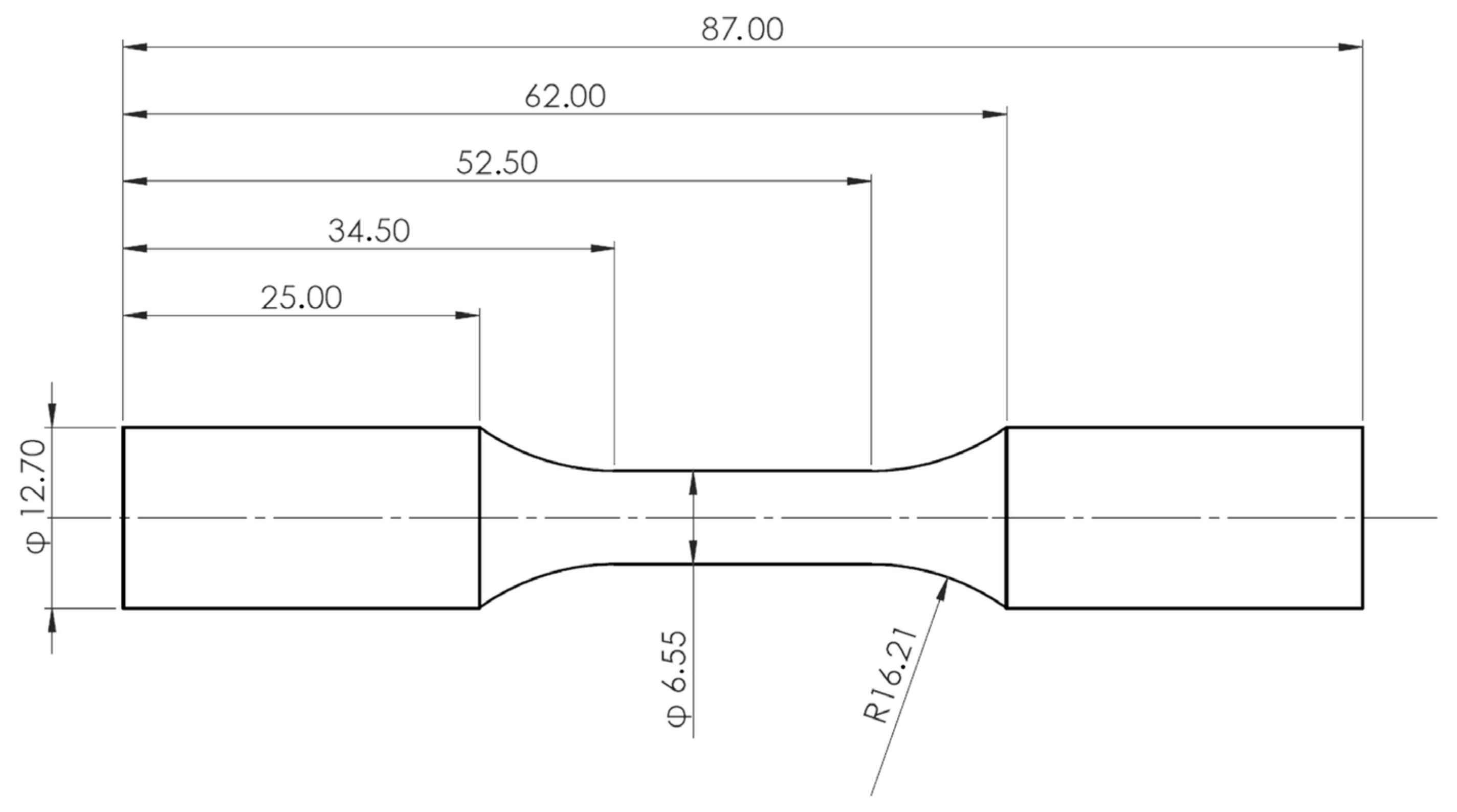
2.1. Sample Extraction and Sample Preparation
2.2. Material
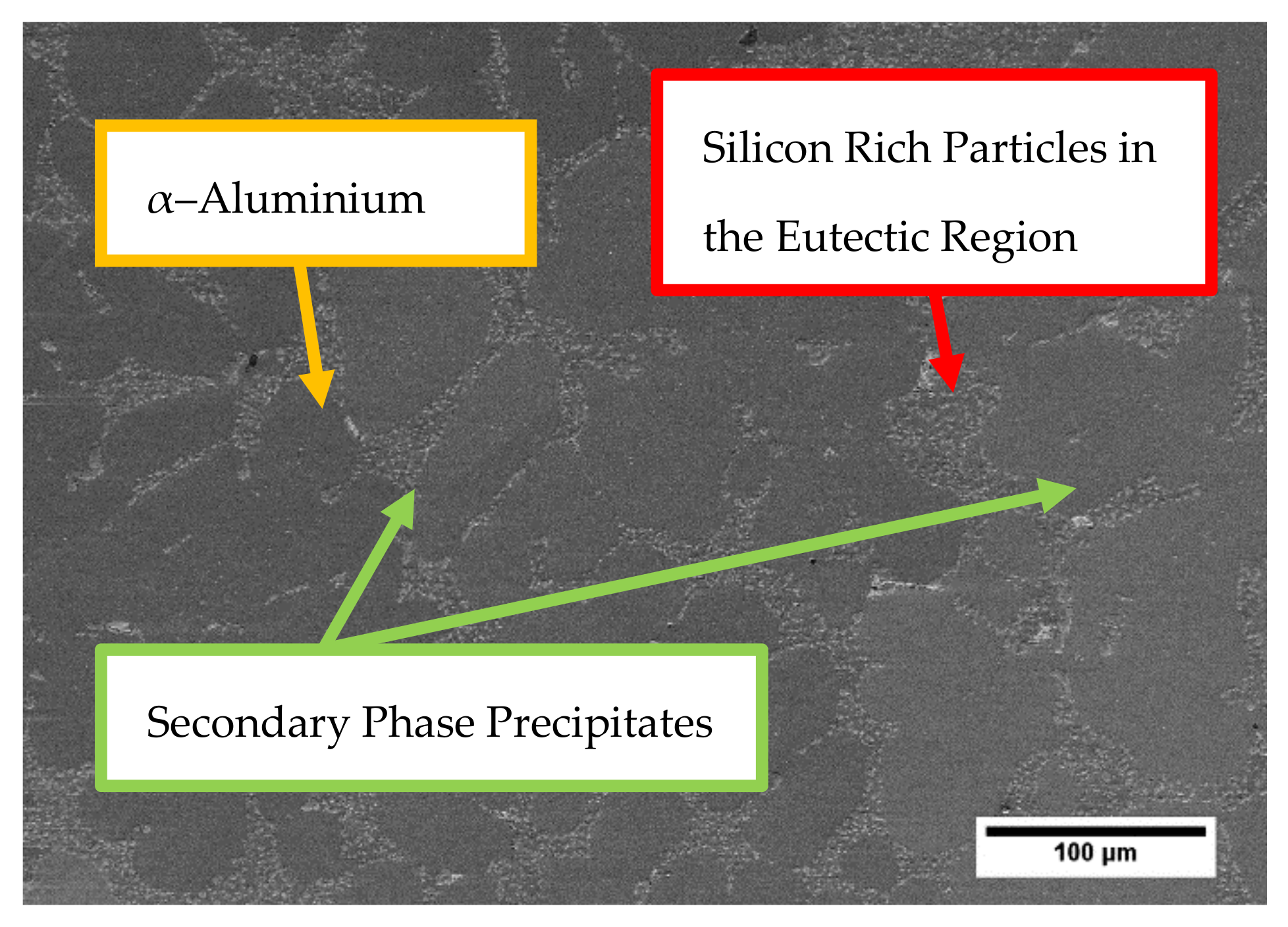
2.2.1. Chemical Composition and Microstructure
2.2.2. Manufacturing Process and Heat Treatment
2.2.3. Railway Steel Used for Investigation
2.3. Test Plan
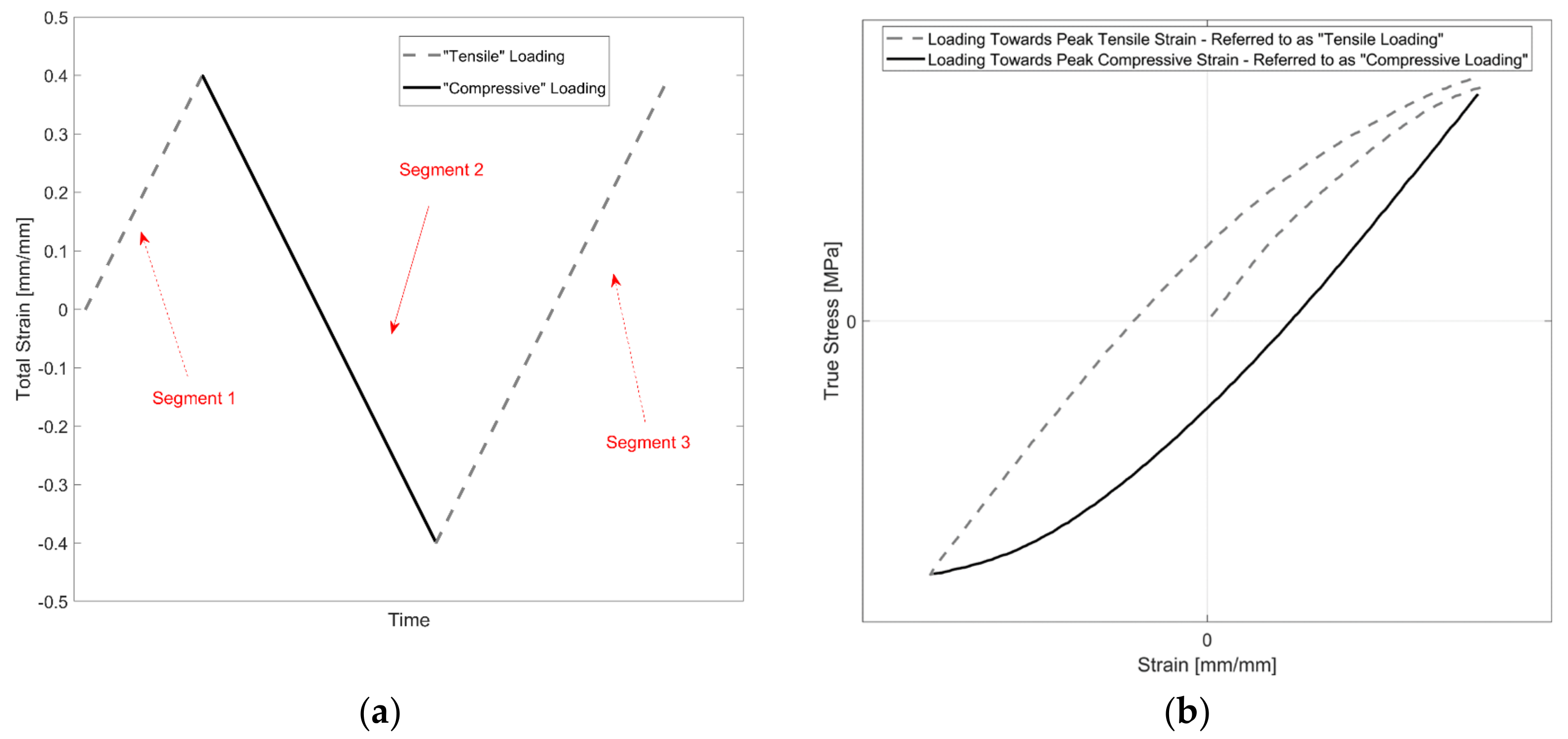
- To study the effect of mean strain and temperature on the mean stress relaxation and number of cycles to failure of the A356-T7 + 0.5% Cu alloy, strain-controlled cyclic loads were imposed with mean strains of +0.2%, 0% and −0.2% at room temperature, 150, 200 and 250 °C. All the above tests were run with a total strain amplitude of 0.4% by applying the strain-controlled load in a triangular wave form and at a strain rate of 1% s−1, obtained by setting the corresponding test frequency.
- To develop the cyclic stress–strain curve of the tested aluminium alloy, an additional completely reversed strain-controlled test was run with a total strain amplitude of 0.3% at an identical strain rate of 1% s−1.
- To compare the yield stress and cyclic stress–strain asymmetry of the aluminium alloy with that of general steel, R260 pearlitic steel specimens extracted from rail heads were tested using completely reversed strain-controlled tests at room temperature with total strain amplitudes of 0.3 and 0.4% and at identical test strain rates of 1% s−1. A similar strain-controlled, triangular wave load application was used for testing the steel specimens as well to maintain consistency and to enable comparison.
2.4. Test Equipment and Set-Up
2.4.1. Equipment Used
2.4.2. Thermal Stabilization
2.5. Analysis of Experimental Results
2.5.1. Nomenclature
2.5.2. Cyclic Yield Strength Determination
- Estimate a preliminary stiffness (EPrel) using either of the following steps depending on the loading segment:
- i.
- For the first 2 segments, data points from when the elastic loading/unloading commences up to a stress response of 60 MPa are used for the preliminary stiffness approximation. The choice of 60 MPa was dictated by the necessity to have a sufficient collection of sampling points while limiting the extraction of data points from just the elastic loading/unloading of the segment stress–strain curve.
- ii.
- For all the subsequent loading segments, by using the stress–strain data of the current loading segment for the preliminary stiffness approximation with the data sampled for the evaluation limited to half the yield strength of the corresponding tensile/compressive loading of the prior cycle.
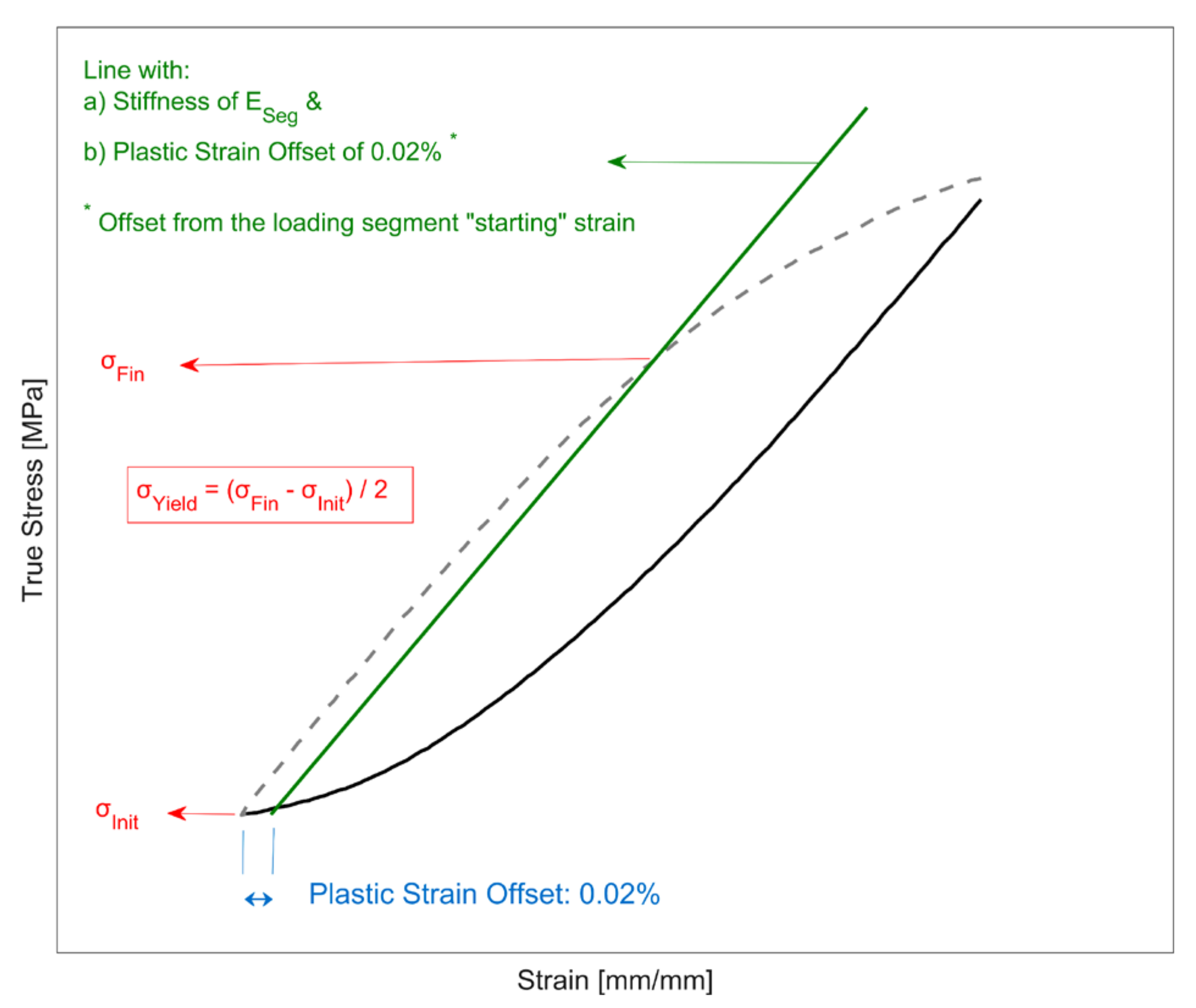
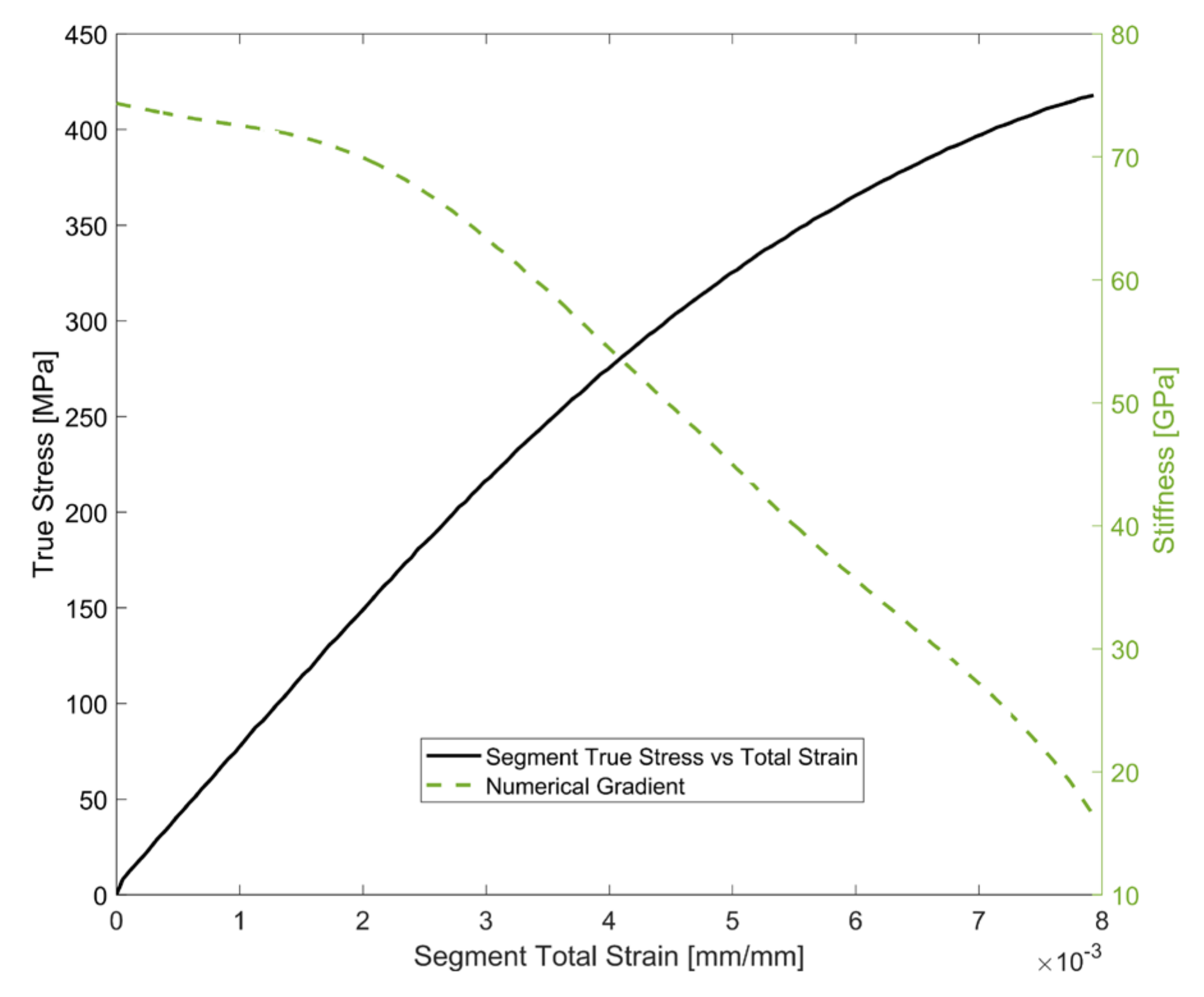
- Estimate a preliminary yield strength using a plastic offset strain of 0.02% and the estimated preliminary stiffness (EPrel). The stress range is identified from the initial stress from where the elastic loading/unloading begins and the stress value at the point of intersection of the offset line and the segment’s stress–strain curve. The preliminary yield strength (σPrel) is estimated as half the stress range estimated.
- A revised sample size of the segment’s stress–strain data is used for the final linear elastic stiffness (ESeg) evaluation, with the data limited to half the preliminary yield strength evaluated in the previous step.
- The final yield strength is determined using a plastic offset strain of 0.02% from the elastic unloading/loading starting point using the re-evaluated segment linear elastic stiffness (ESeg). Half the difference between the initial stress data point (σInit) and the point of intersection of the new offset line (σFin) gives the final cyclic yield strength estimation for the segment and is illustrated in Figure 5.
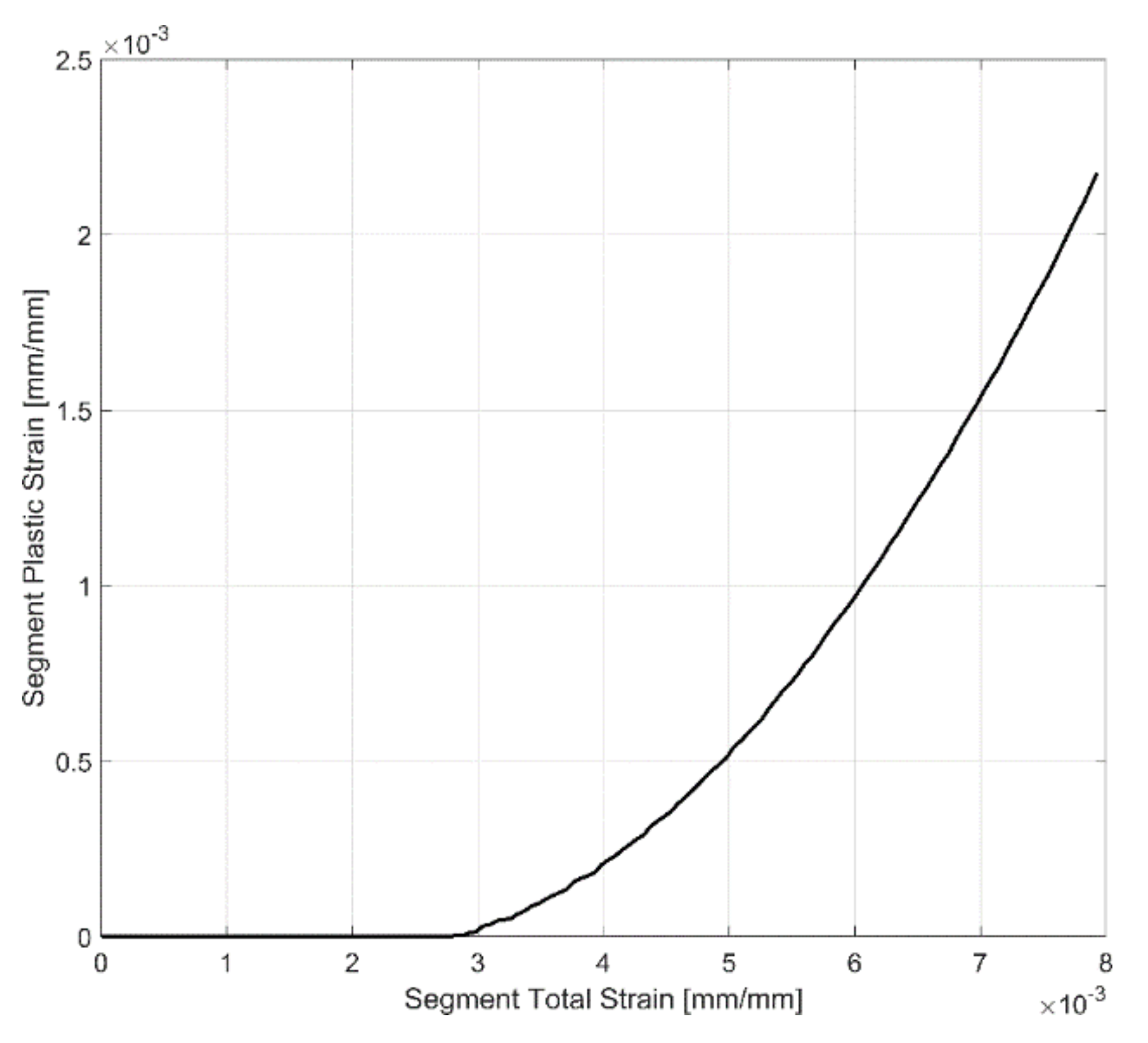
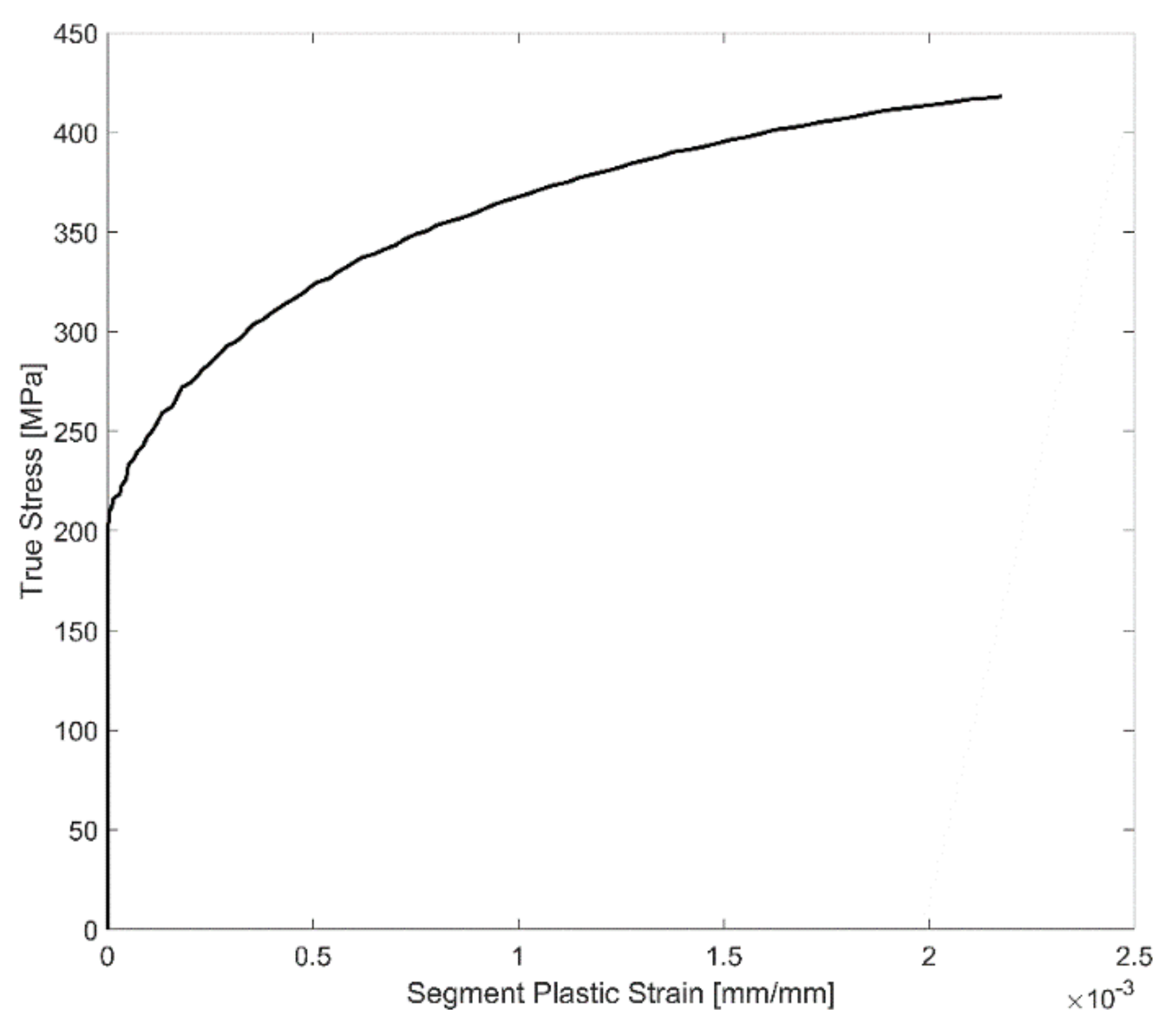
2.5.3. Calculation of Accumulated Plastic Strain
3. Results
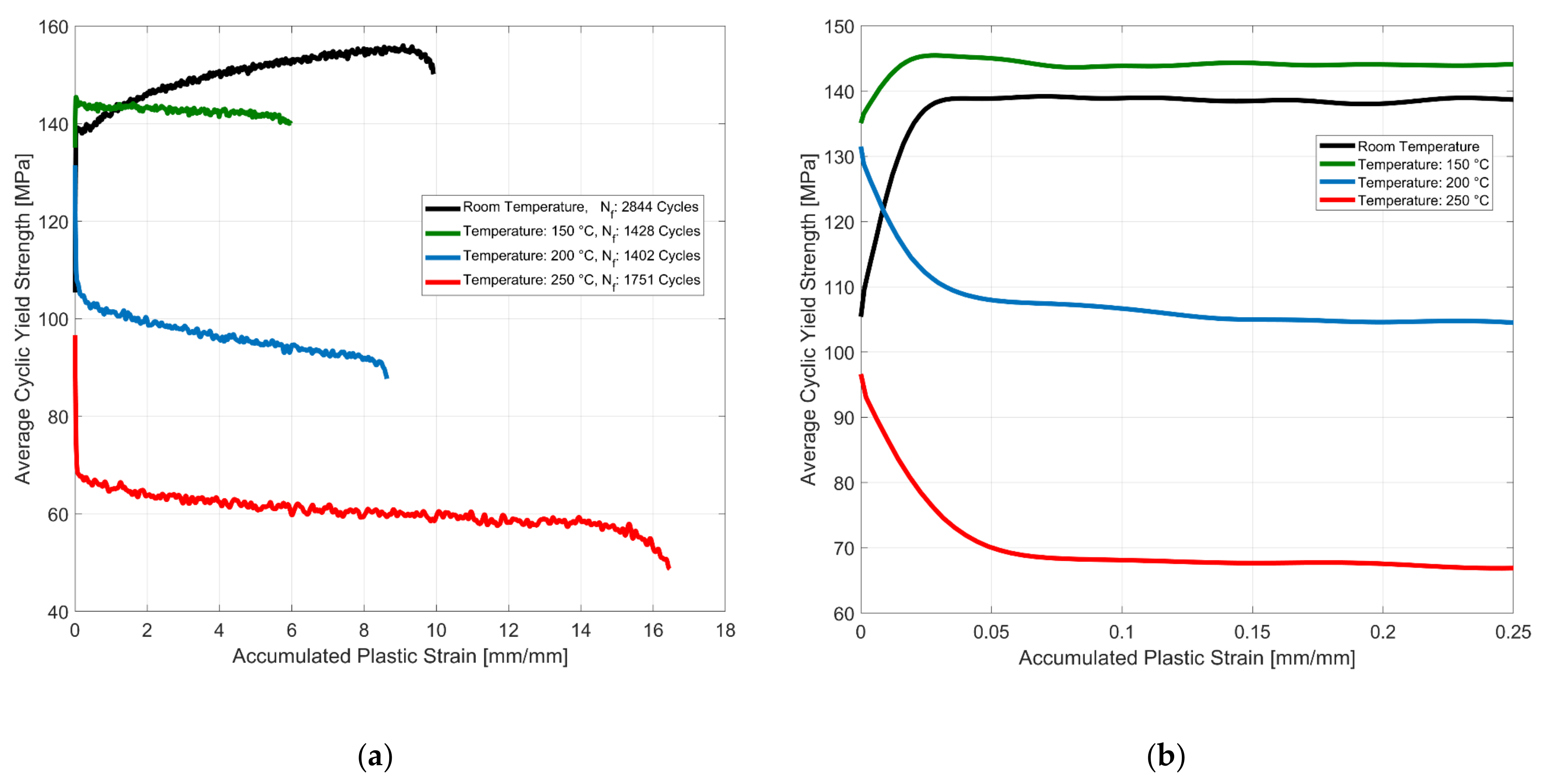
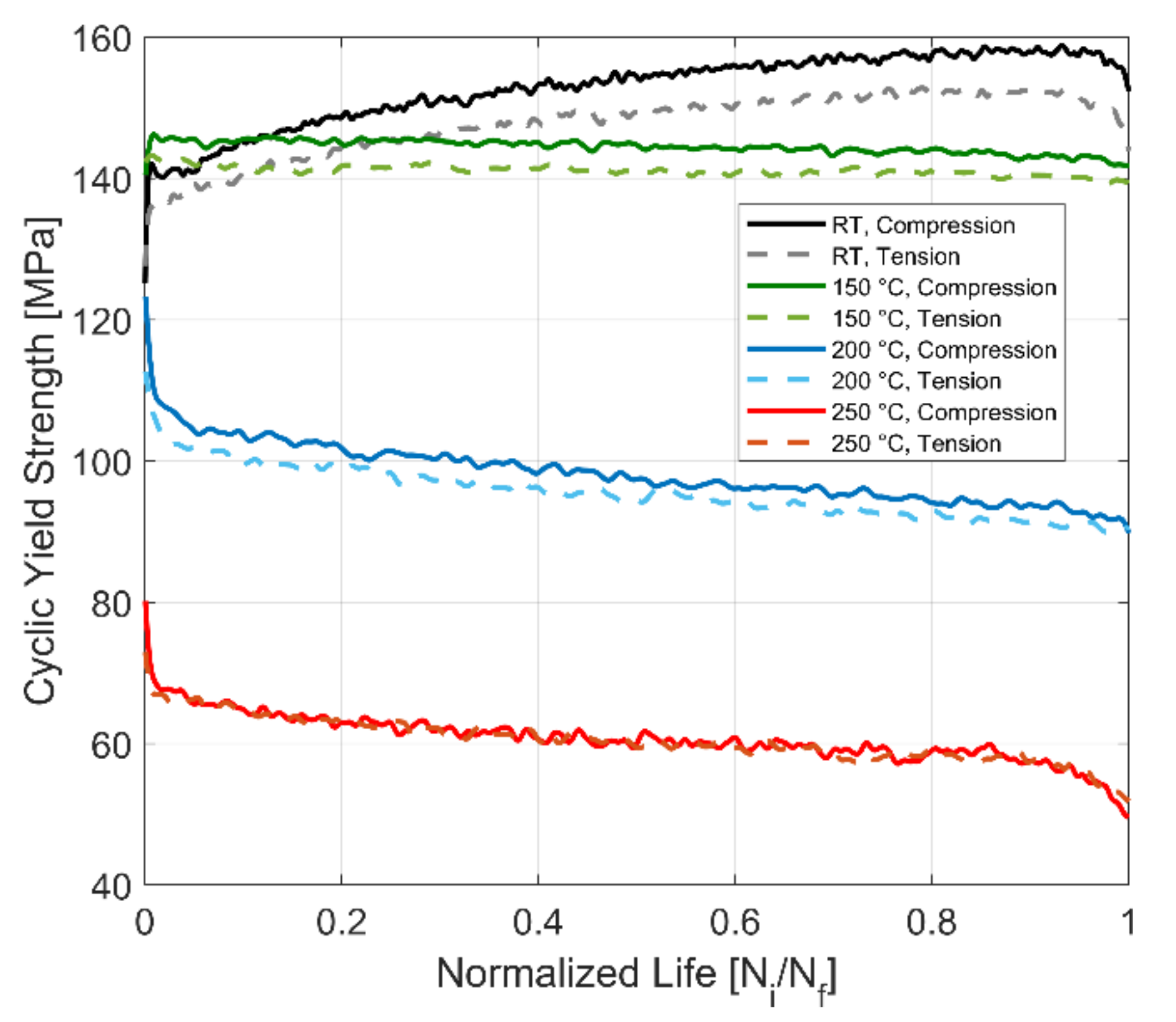
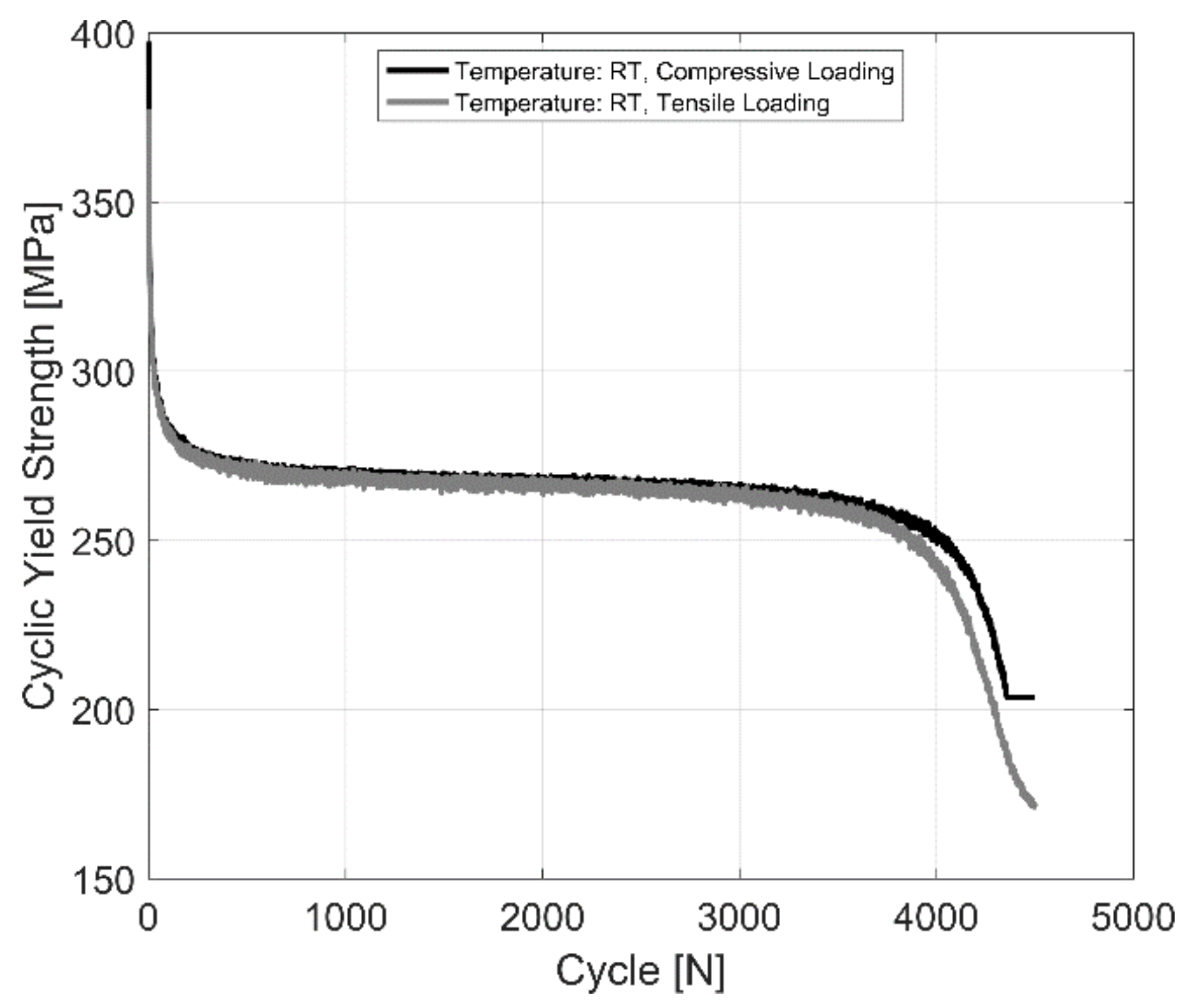
3.1. Yield Strength Evolution
3.2. Yield Strength Asymmetry
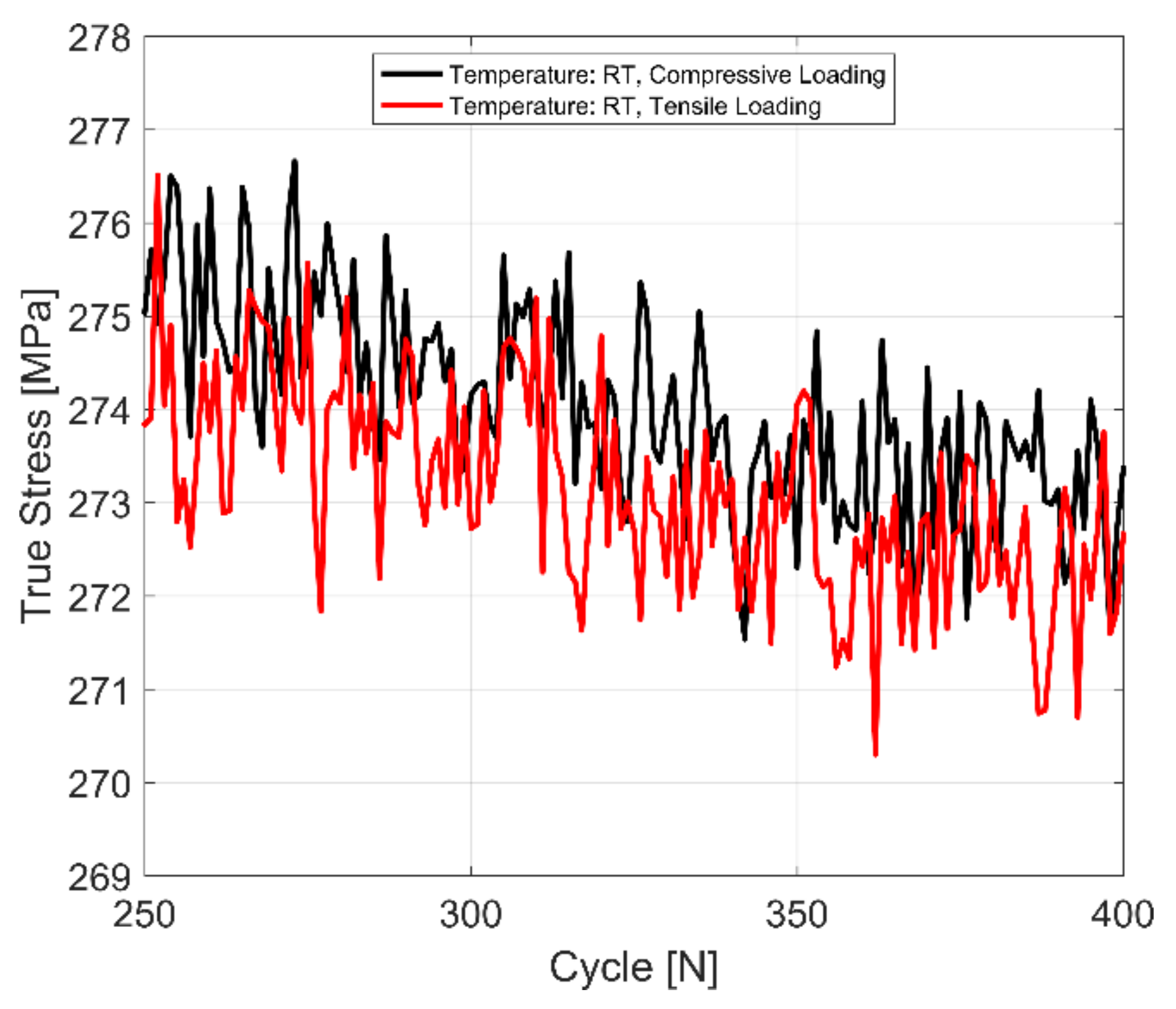
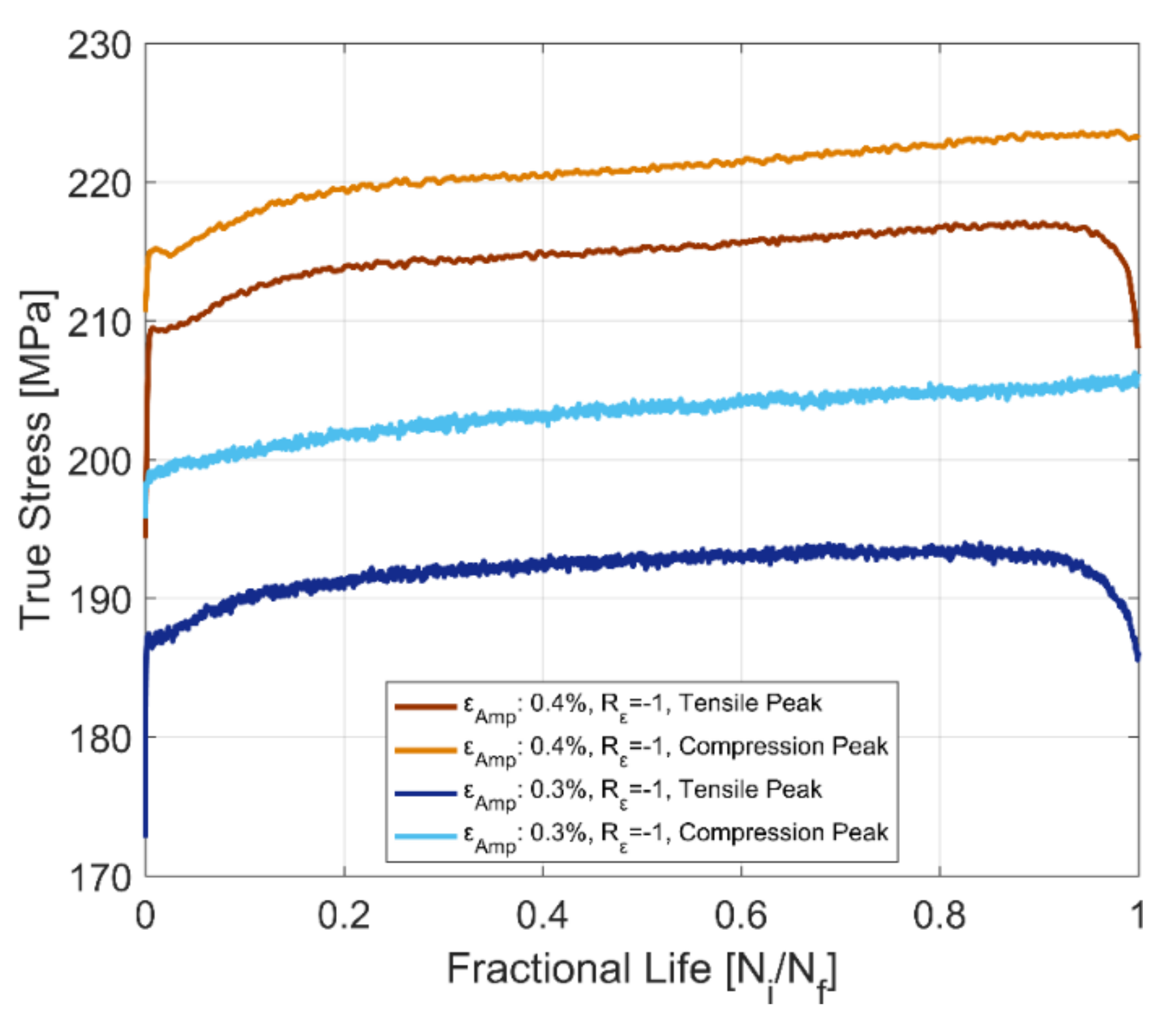
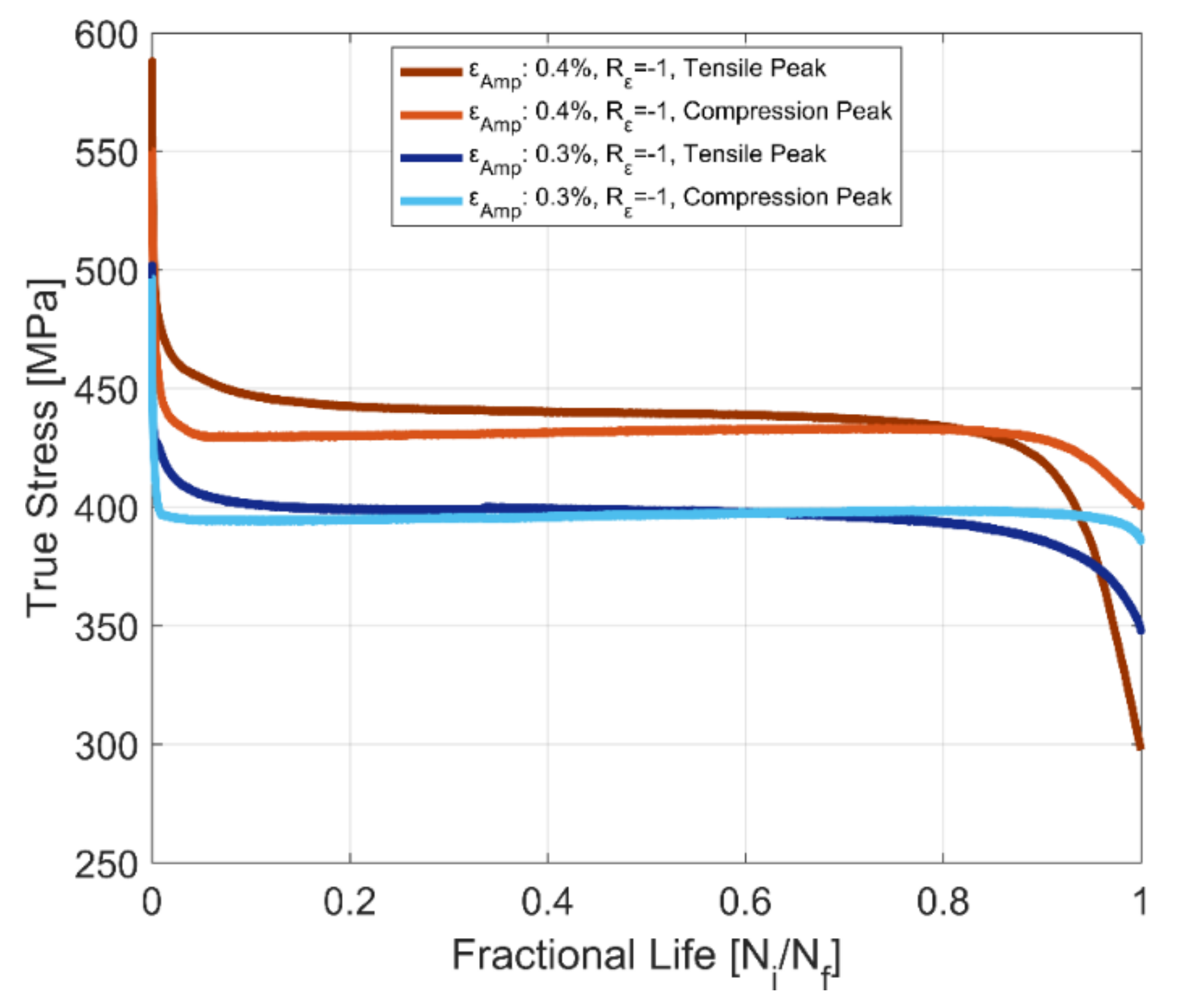
3.3. Peak Stress Asymmetry and Cyclic Behaviour
3.3.1. Peak Stress Levels
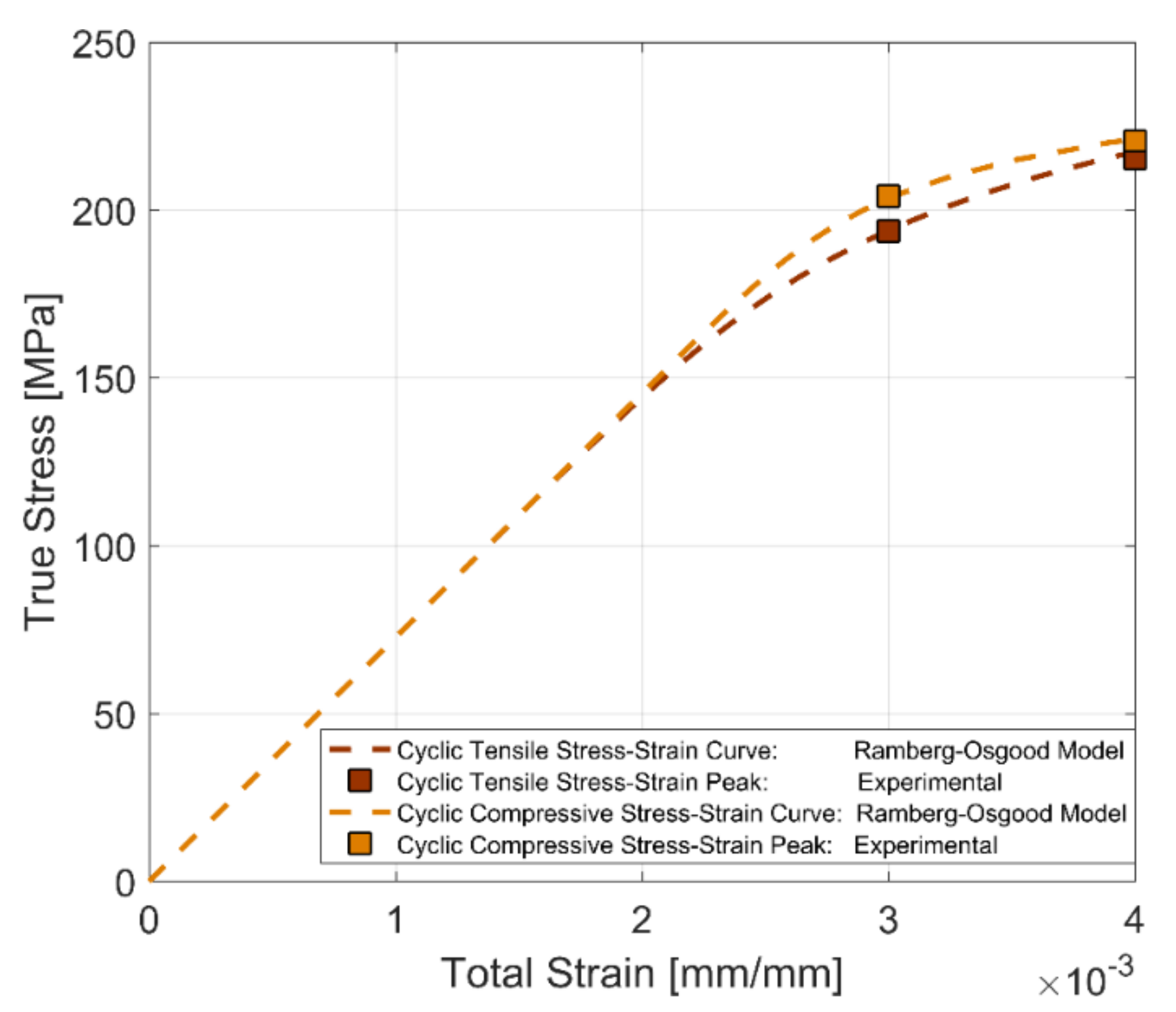
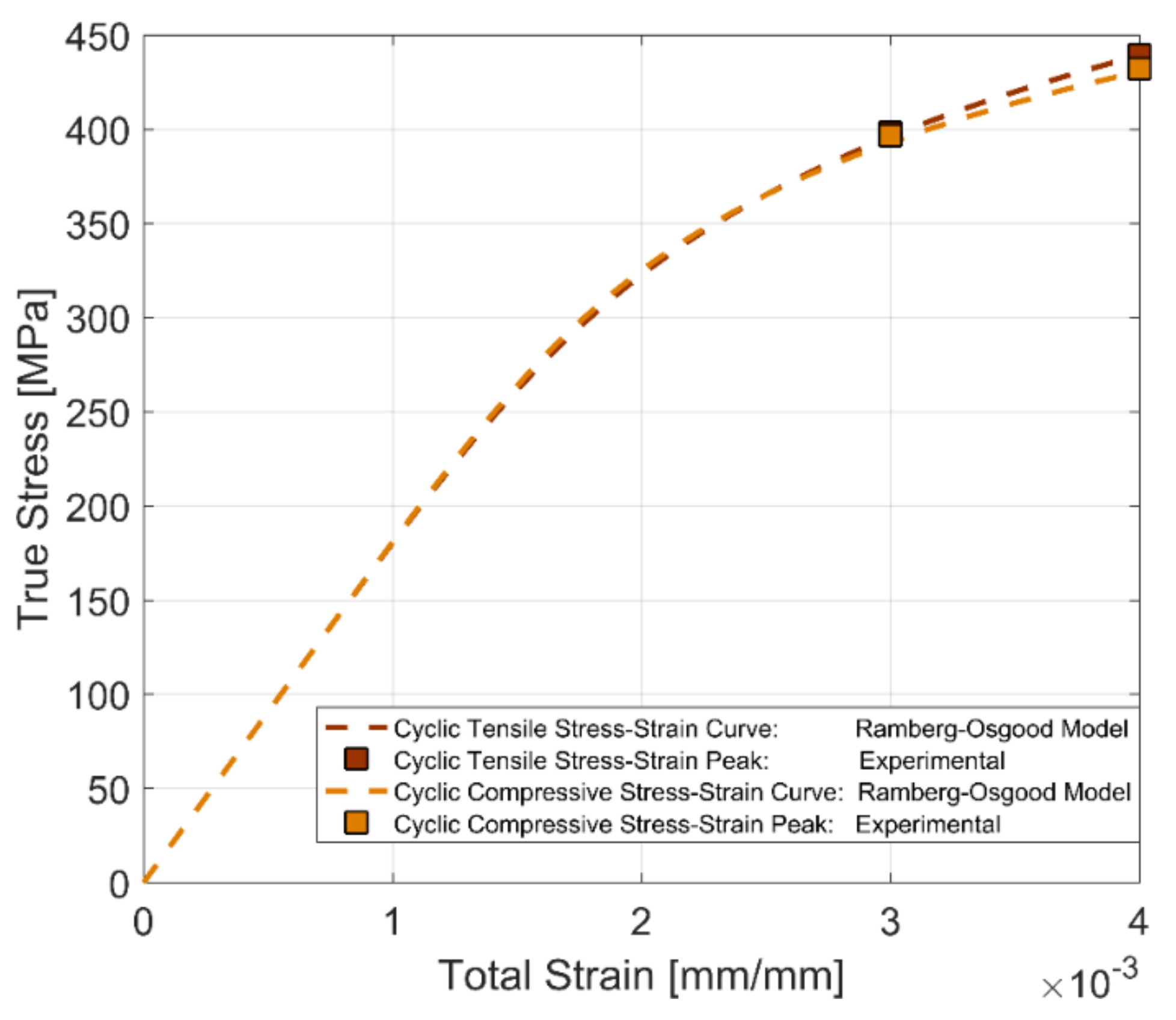
3.3.2. Cyclic Stress–Strain Behaviour
3.4. Effect of Mean Strain and Temperature on Cyclic Plasticity
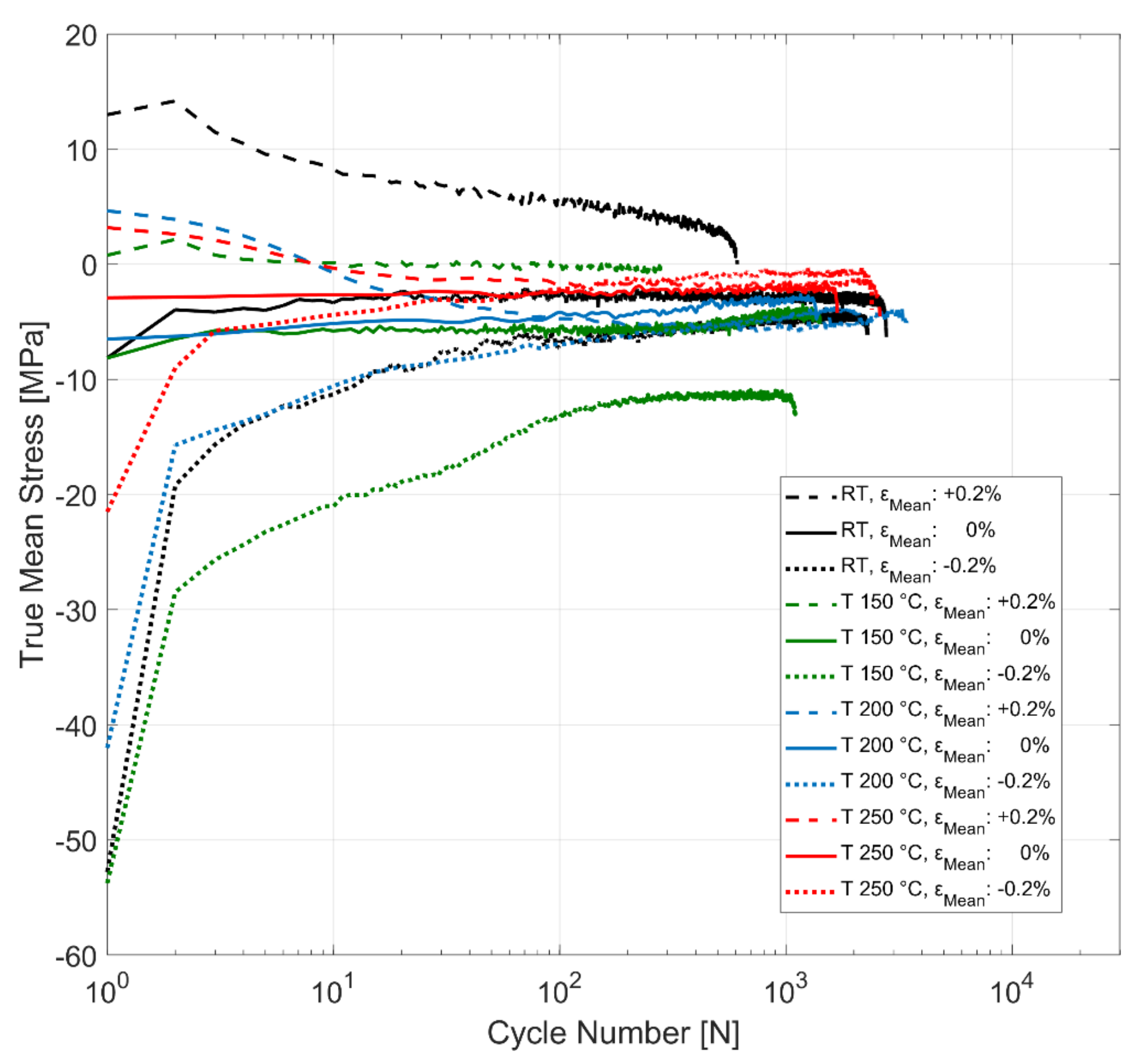
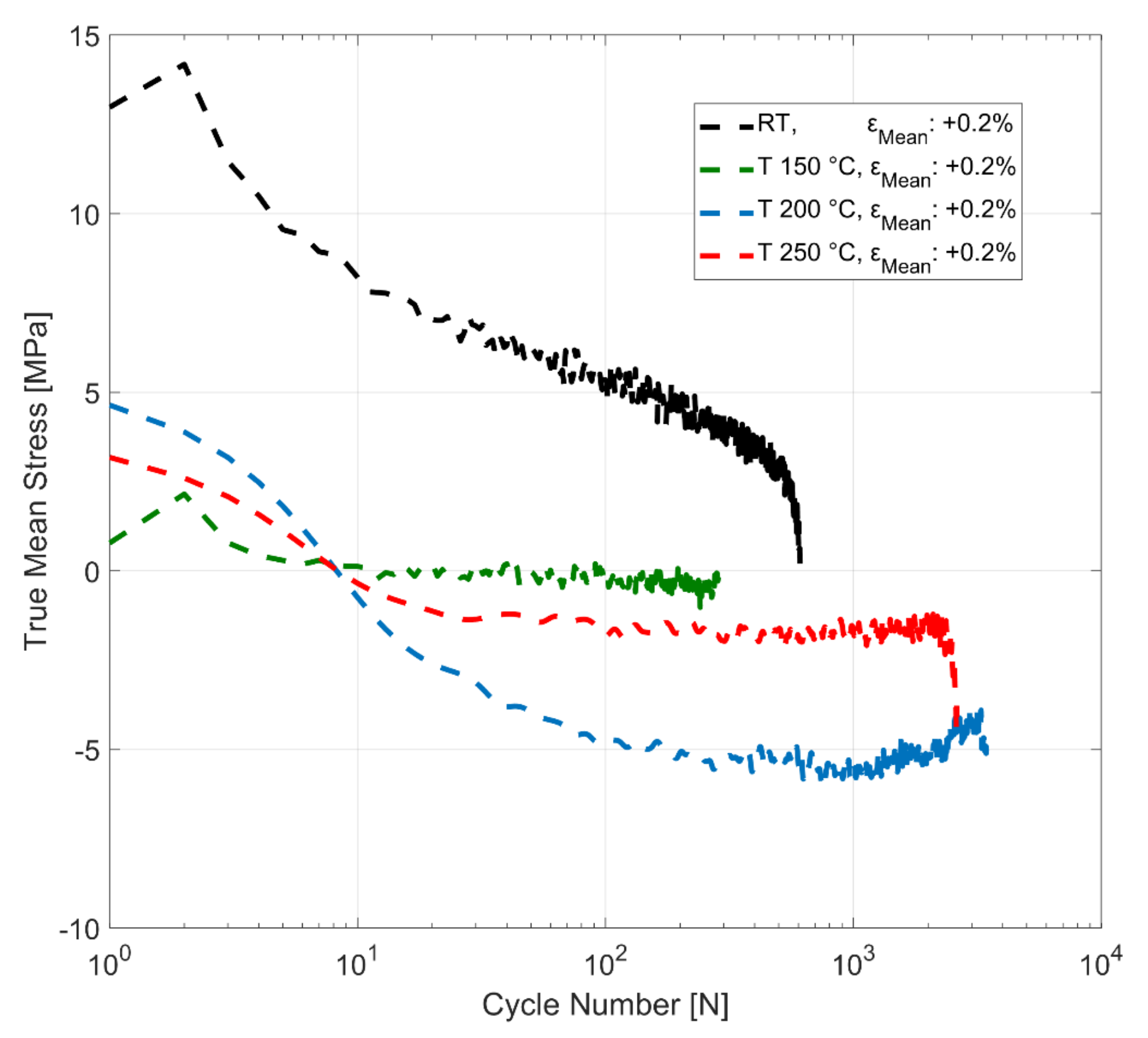
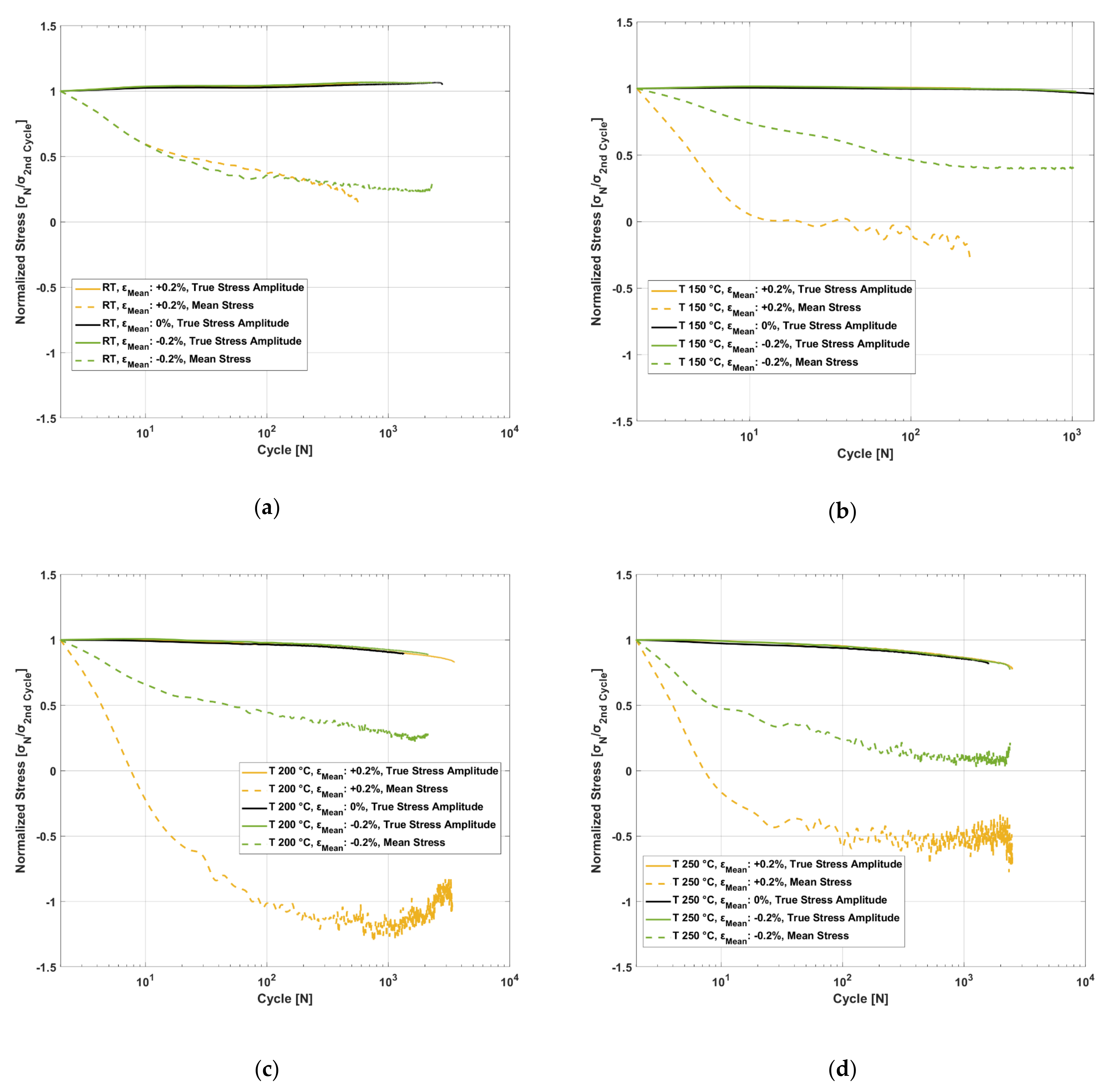
3.4.1. Effect of Temperature and Mean Strain on Mean Stress Relaxation
3.4.2. Interplay between Cyclic Hardening and Mean Stress Relaxation
4. Discussion
4.1. Yield Strength Asymmetry
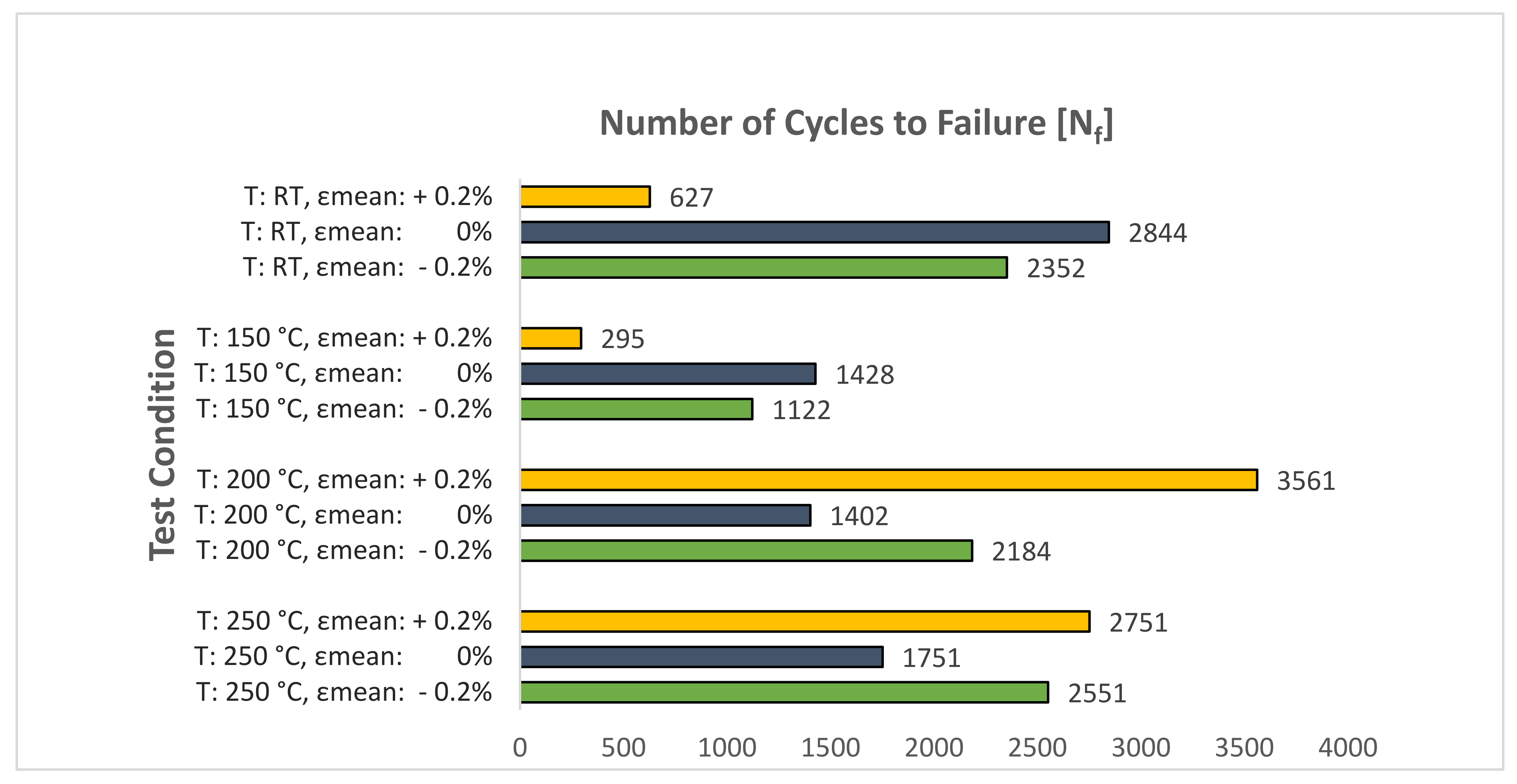
4.2. Comparison of the Number of Cycles to Failure
5. Conclusions
- The material exhibits a non-linear cyclic hardening behaviour at room temperature. At 150 °C, the material hardens initially before quickly saturating and softening with subsequent strain load cycles. At 200 and 250 °C, the material exhibits non-linear isotropic softening.
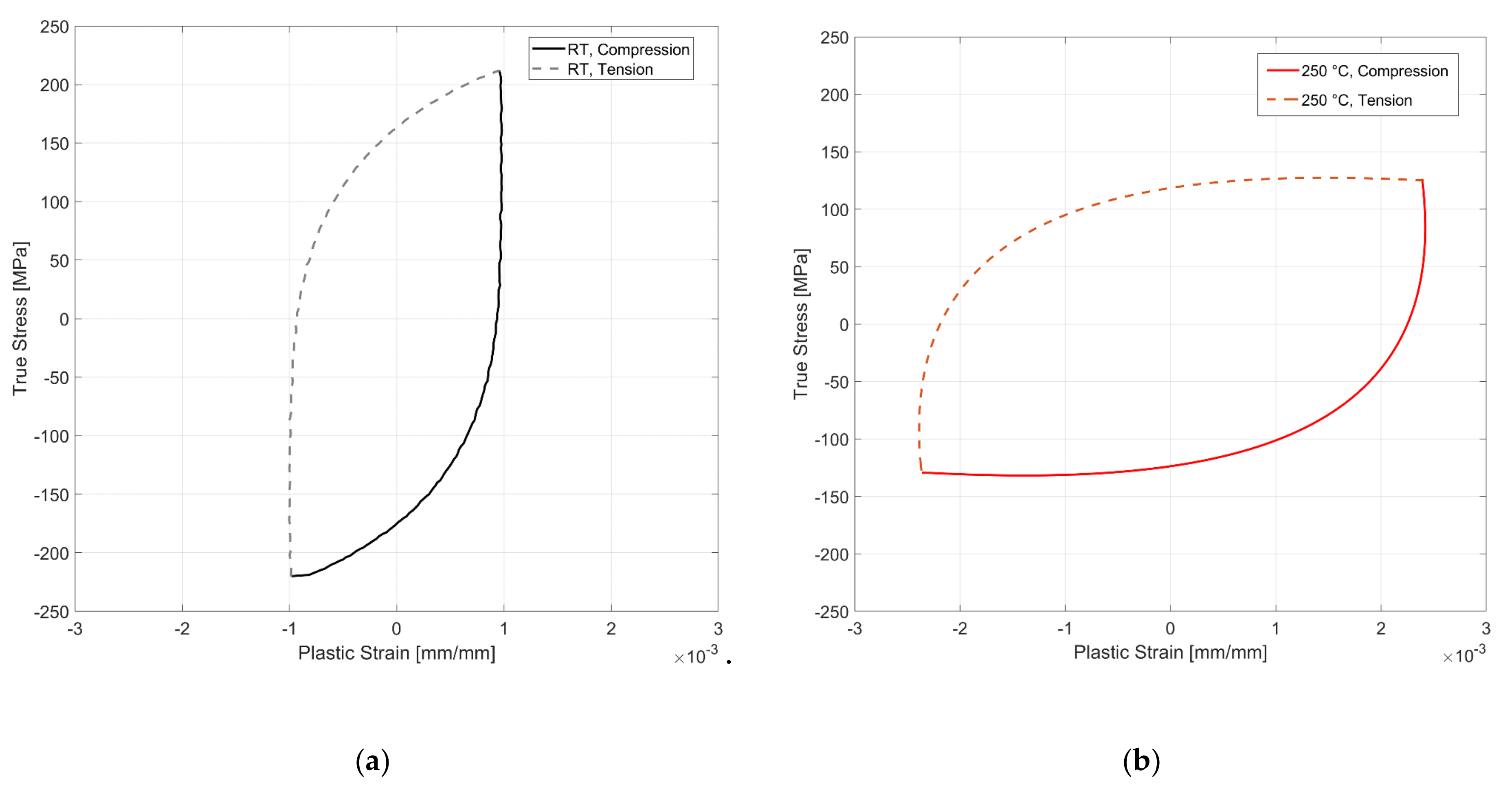
- The material exhibits yield strength asymmetry, with higher yield strength under compressive loading than under tension. This asymmetry decreases with an increase in temperature.
- The material exhibits cyclic stress–strain asymmetry, with the peak stress response under compression higher than in tension for a fully reversed strain-controlled cyclic loading. This response is in contrast with the peak stress asymmetry observed in R260 railway steels, where the peak stress response under tension is higher than in compression for a fully reversed strain-controlled cyclic loading.
- The material exhibits mean stress relaxation for strain-controlled cyclic loading with tensile and compressive mean strains at all temperatures. The mean stress developed for tests with a compressive mean strain is higher than the corresponding tests with a tensile mean strain at all temperatures.
- The tensile mean strain has a deleterious effect on the fatigue life of the tested A356-T7 + 0.5% Cu aluminium alloy for lower temperatures up to 150 °C. At elevated temperatures of 200 and 250 °C, however, the material shows a marginal increase in the number of cycles to failure, but more tests are needed to distinguish between the scatter in the number of cycles to failure often observed in cast materials and the consequences of the tensile mean strains.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Aluminium Aluminium Automotive Manual. Available online: https://www.european-aluminium.eu/resource-hub/aluminium-automotive-manual/ (accessed on 12 March 2020).
- Callister, W.D., Jr. Materials Science and Engineering: An Introduction, 7th ed.; Wiley Publishers: Hoboken, NJ, USA, 2006; ISBN 978-0006970118. [Google Scholar]
- Megel, M.C.; Bailey, G.E. Material and Process Selection-Cylinder Blocks and Heads. In Encyclopedia of Automotive Engineering; John Wiley & Sons, Ltd.: Chichester, UK, 2014; pp. 1–10. [Google Scholar]
- Solberg, J.K.; Thon, H. Stress relaxation and creep of some aluminium alloys. Mater. Sci. Eng. 1985, 75, 105–116. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. Enhanced mechanical properties of an Al–Si–Cu–Mg alloy at 300°C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Javidani, M.; Hoseini, M.; Larouche, D.; Pekguleryuz, M. Phase formation in as-solidified and heat-treated Al–Si–Cu–Mg–Ni alloys: Thermodynamic assessment and experimental investigation for alloy design. J. Alloys Compd. 2013, 551, 596–606. [Google Scholar] [CrossRef]
- Seifeddine, S.; Sjölander, E.; Bogdanoff, T. On the Role of Copper and Cooling Rates on the Microstructure, Defect Formations and Mechanical Properties of Al-Si-Mg Alloys. Mater. Sci. Appl. 2013, 4, 171–178. [Google Scholar] [CrossRef] [Green Version]
- Engler-Pinto, C.C.; Lasecki, J.V.; Boileau, J.M.; Allison, J.E. A Comparative Investigation on the High Temperature Fatigue of Three Cast Aluminum Alloys; SAE Technical Papers; SAE International: Troy, MI, USA, 2004. [Google Scholar]
- Su, X.; Zubeck, M.; Lasecki, J.; Engler-Pinto, C.C.; Tang, C.; Sehitoglu, H.; Allison, J. Thermal Fatigue Analysis of Cast Aluminum Cylinder Heads. SAE Trans. 2002, 111, 418–424. [Google Scholar]
- Fuchs, H.; Wappelhorst, M. Light metal materialsLeichtmetallwerkstoffe für hochbelastete Motorblöcke und Zylinderköpfe. MTZ Worldw. 2003, 64, 36–39. [Google Scholar] [CrossRef]
- Tabibian, S.; Charkaluk, E.; Constantinescu, A.; Szmytka, F.; Oudin, A. TMF-LCF life assessment of a Lost Foam Casting A319 aluminum alloy. Int. J. Fatigue 2013, 53, 75–81. [Google Scholar] [CrossRef] [Green Version]
- Lederer, G.; Charkaluk, E.; Verger, L.; Constantinescu, A. Numerical Lifetime Assessment of Engine Parts Submitted to Thermomechanical Fatigue, Application to Exhaust Manifold Design; SAE Technical Papers; SAE International: Troy, MI, USA, 2000. [Google Scholar]
- Tabibian, S.; Charkaluk, E.; Constantinescu, A.; Oudin, A.; Szmytka, F. Behavior, damage and fatigue life assessment of lost foam casting aluminum alloys under thermo-mechanical fatigue conditions. Procedia Eng. 2010, 2, 1145–1154. [Google Scholar] [CrossRef] [Green Version]
- Grieb, M.B.; Christ, H.J.; Plege, B. Thermomechanical fatigue of cast aluminium alloys for cylinder head applicationsexperimental characterization and life prediction. Procedia Eng. 2010, 2, 1767–1776. [Google Scholar] [CrossRef] [Green Version]
- Thomas, J.J.; Verger, L.; Bignonnet, A.; Charkaluk, E. Thermomechanical design in the automotive industry. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 887–895. [Google Scholar] [CrossRef] [Green Version]
- Charkaluk, E.; Bignonnet, A.; Constantinescu, A.; Dang Van, K. Fatigue design of structures under thermomechanical loadings. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 1199–1206. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.-L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990; ISBN 9781139167970. [Google Scholar]
- Ahlström, J.; Kabo, E.; Ekberg, A. Temperature-dependent evolution of the cyclic yield stress of railway wheel steels. Wear 2016, 366, 378–382. [Google Scholar] [CrossRef]
- Mercer, M.E.; Dickerson, S.L.; Gibeling, J.C. Cyclic deformation of dispersion-strengthened aluminum alloys. Mater. Sci. Eng. A 1995, 203, 46–58. [Google Scholar] [CrossRef]
- Ma, B.T.; Wang, Z.G.; Radin, A.L.; Laird, C. Asymmetry behavior between tension and compression in the cyclic deformation of copper single crystals and other ductile metals. Mater. Sci. Eng. A 1990, 129, 197–206. [Google Scholar] [CrossRef]
- Hörnqvist, M.; Karlsson, B. Influence of heat treatment on the cyclic deformation properties of aluminium alloy AA7030. Mater. Sci. Eng. A 2008, 479, 345–355. [Google Scholar] [CrossRef]
- Szymczak, T.; Kowalewski, Z.L.; Dietrich, L. Experimental analysis of creep and fatigue of light multifunctional aluminium alloys. Mater. Res. Innov. 2011, 15 (Suppl. 1), s53–s56. [Google Scholar] [CrossRef]
- Rutecka, A.; Kowalewski, Z.L.; Pietrzak, K.; Dietrich, L.; Rehm, W. Creep and low cycle fatigue investigations of light aluminium alloys for engine cylinder heads. Strain 2011, 47, 374–381. [Google Scholar] [CrossRef]
- Nikas, D.; Ahlström, J.; Malakizadi, A. Mechanical properties and fatigue behaviour of railway wheel steels as influenced by mechanical and thermal loadings. Wear 2016, 366–367, 407–415. [Google Scholar] [CrossRef]
- Azadi, M. Effects of strain rate and mean strain on cyclic behavior of aluminum alloys under isothermal and thermo-mechanical fatigue loadings. Int. J. Fatigue 2013, 47, 148–153. [Google Scholar] [CrossRef]
- Iben Houria, M.; Nadot, Y.; Fathallah, R.; Roy, M.; Maijer, D.M. Influence of casting defect and SDAS on the multiaxial fatigue behaviour of A356-T6 alloy including mean stress effect. Int. J. Fatigue 2015, 80, 90–102. [Google Scholar] [CrossRef]
- Tabibian, S.; Charkaluk, E.; Constantinescu, A.; Szmytka, F.; Oudin, A. TMF criteria for Lost Foam Casting aluminum alloys. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 349–360. [Google Scholar] [CrossRef]
- Trampert, S.; Gocmez, T.; Pischinger, S. Thermomechanical Fatigue Life Prediction of Cylinder Heads in Combustion Engines. J. Eng. Gas Turbines Power 2008, 130, 012806. [Google Scholar] [CrossRef]
- ASTM. ASTM E606/E606M—12: Standard Test Method for Strain-Controlled Fatigue Testing. In ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2019; ISBN 5935522004. [Google Scholar]
- D-Lab Metal Analysis. Available online: http://www.degerforslab.se/en-us/Services/Metal-Analyses#al (accessed on 25 June 2019).
- ASTM E1251-17a; Standard Test Method for Analysis of Aluminum and Aluminum Alloys by Spark Atomic Emission Spectrometry. ASTM International: West Conshohocken, PA, USA, 2017.
- Meyer, K.A.; Nikas, D.; Ahlström, J. Microstructure and mechanical properties of the running band in a pearlitic rail steel: Comparison between biaxially deformed steel and field samples. Wear 2018, 396–397, 12–21. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Yaghoobi, M. Nonlocal continuum plasticity. In Size Effects in Plasticity; Elsevier: Amsterdam, The Netherlands, 2019; pp. 81–190. [Google Scholar]
- Marquis, D. Cyclic Plasticity Model with Nonlinear Isotropic and Kinematic Hardening: NoLIKH Model. In Handbook of Materials Behavior Models; Elsevier: Amsterdam, The Netherlands, 2001; pp. 213–222. [Google Scholar]
- Bai, Q.; Bai, Y. Limit-State Based Strength Design. In Subsea Pipeline Design, Analysis, and Installation; Elsevier: Amsterdam, The Netherlands, 2014; pp. 67–87. [Google Scholar]
- Natesan, E.; Eriksson, S.; Ahlström, J.; Persson, C. Deformation and fatigue behaviour of A356-T7 cast aluminium alloys used in high specific power IC engines. Materials 2019, 12, 3033. [Google Scholar] [CrossRef] [Green Version]
- Natesan, E.; Eriksson, S.; Ahlström, J.; Persson, C. Effect of Temperature on Deformation and Fatigue Behaviour of A356–T7 Cast Aluminium Alloys Used in High Specific Power IC Engine Cylinder Heads. Materials 2020, 13, 1202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hörnqvist, M.; Karlsson, B. Development of the unloading stiffness during cyclic plastic deformation of a high-strength aluminium alloy in different tempers. Z. fuer Met. Res. Adv. Tech. 2007, 98, 1115–1123. [Google Scholar] [CrossRef]
- Grüneisen, E. Die elastischen Konstanten der Metalle bei kleinen Deformationen. I. Der dynamisch und statisch gemessene Elastizitätsmodul. Ann. Phys. 1907, 327, 801–851. [Google Scholar] [CrossRef] [Green Version]
- Sommer, C.; Christ, H.J.; Mughrabi, H. Non-linear elastic behaviour of the roller bearing steel SAE 52100 during cyclic loading. Acta Metall. Mater. 1991, 39, 1177–1187. [Google Scholar] [CrossRef]
- Lefebvre, D.; Ellyin, F. Cyclic response and inelastic strain energy in low cycle fatigue. Int. J. Fatigue 1984, 6, 9–15. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2008; p. 0947. ISBN 978051181. [Google Scholar]
- Natesan, E.; Meyer, K.A.; Eriksson, S.; Ahlström, J.; Persson, C. Effects of dwell time on the deformation and fatigue behaviour of A356-T7 cast aluminium alloys used in high specific power IC engine cylinder heads. Materials 2020, 13, 2727. [Google Scholar] [CrossRef] [PubMed]
- Barlas, B.; Massinon, D.; Meyer, P.; Cailletaud, G.; Guillot, I.; Morin, G. A Phenomenological Model for Fatigue Life Prediction of Highly Loaded Cylinder Heads; SAE Technical Paper; SAE International: Troy, MI, USA, 2006. [Google Scholar]
- Koch, F.; Maassen, F.; Deuster, U.; Loeprecht, M.; Marckwardt, H. Low Cycle Fatigue of Aluminum Cylinder Heads—Calculation and Measurement of Strain under Fired Operation. SAE Trans. 1999, 108, 1029–1036. [Google Scholar]
- Thalmair, S.; Thiele, J.; Fischersworring-Bunk, A.; Ehart, R.; Guillou, M. Cylinder Heads for High Power Gasoline Engines—Thermomechanical Fatigue Life Prediction; SAE Technical Papers; SAE International: Troy, MI, USA, 2006. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Ti | Fe | Mn | B | Others | Al |
|---|---|---|---|---|---|---|---|---|
| 6.8 | 0.53 | 0.35 | 0.12 | 0.10 | 0.07 | 0.0012 | <0.05 | Bal |
| C | Si | Mn | P | S | Cr | N | Cu | Fe & Others |
|---|---|---|---|---|---|---|---|---|
| 0.77 | 0.32 | 1.02 | 0.014 | 0.013 | 0.04 | 0.006 | 0.047 | Bal |
| Extensometer | Temperature |
|---|---|
| Instron 2620-603 axial clip-on dynamic extensometer (Instron, MA, USA) | RT and 150 °C |
| Epsilon 3555-010M-020 high temperature 146 axial capacitive extensometer (Epsilon Technology Corporation, Jackson, WY, USA). | 200 and 250 °C |
| Material | Loading | H′ [MPa] | Cyclic Strain Hardening Coefficient n′ | |
|---|---|---|---|---|
| A356-T7 + 0.5% Cu | Tension | 233 | 443 | 0.1033 |
| Compression | 230 | 323 | 0.0542 | |
| R260 | Tension | 456 | 1205 | 0.1565 |
| Compression | 443 | 1035 | 0.1365 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Natesan, E.; Ahlström, J.; Eriksson, S.; Persson, C. Effects of Temperature on the Evolution of Yield Surface and Stress Asymmetry in A356–T7 Cast Aluminium Alloy. Materials 2021, 14, 7898. https://doi.org/10.3390/ma14247898
Natesan E, Ahlström J, Eriksson S, Persson C. Effects of Temperature on the Evolution of Yield Surface and Stress Asymmetry in A356–T7 Cast Aluminium Alloy. Materials. 2021; 14(24):7898. https://doi.org/10.3390/ma14247898
Chicago/Turabian StyleNatesan, Elanghovan, Johan Ahlström, Stefan Eriksson, and Christer Persson. 2021. "Effects of Temperature on the Evolution of Yield Surface and Stress Asymmetry in A356–T7 Cast Aluminium Alloy" Materials 14, no. 24: 7898. https://doi.org/10.3390/ma14247898