
Assessing the Asphalt Binder Film Thickness in Recycled Asphalt Mixtures Using Micro-Level Techniques


Abstract
:
1. Introduction
2. Research Objectives
- (1)
- To conventionally assess the ABFT in recycled asphalt mixtures, using analytical models;
- (2)
- To measure ABFT in recycled asphalt mixtures, at the highest magnification, using SEM and EDS, and to check the validity of the ABFT assessed in step (1);
- (3)
- To assess the consequence of recycled asphalt mixture and rejuvenator content on ABFT using analytical models, and image analysis utilizing SEM and EDS.
3. Materials and Methods
3.1. Aggregate
3.2. Asphalt Cement
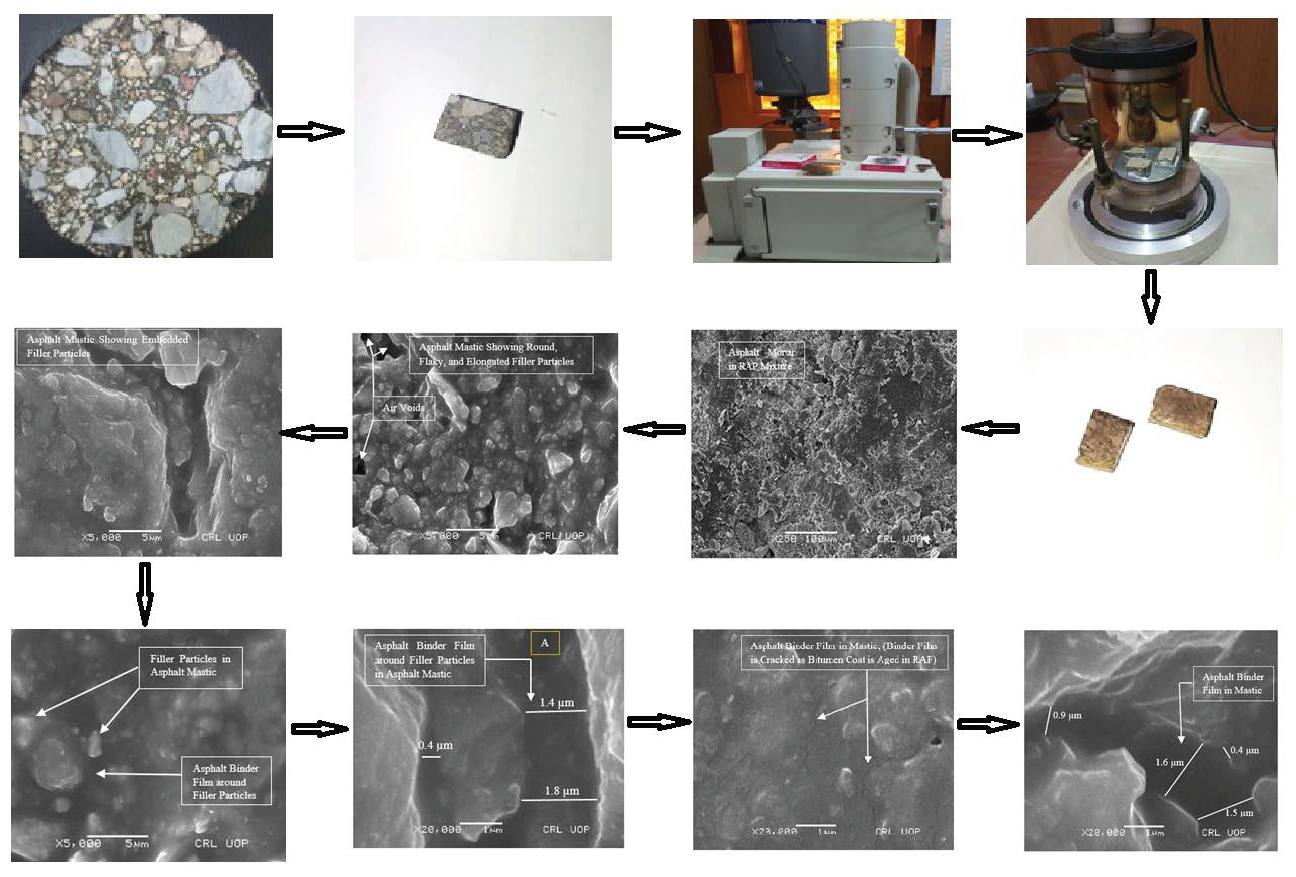
4. Research Methodology
5. Asphalt Mixture Design
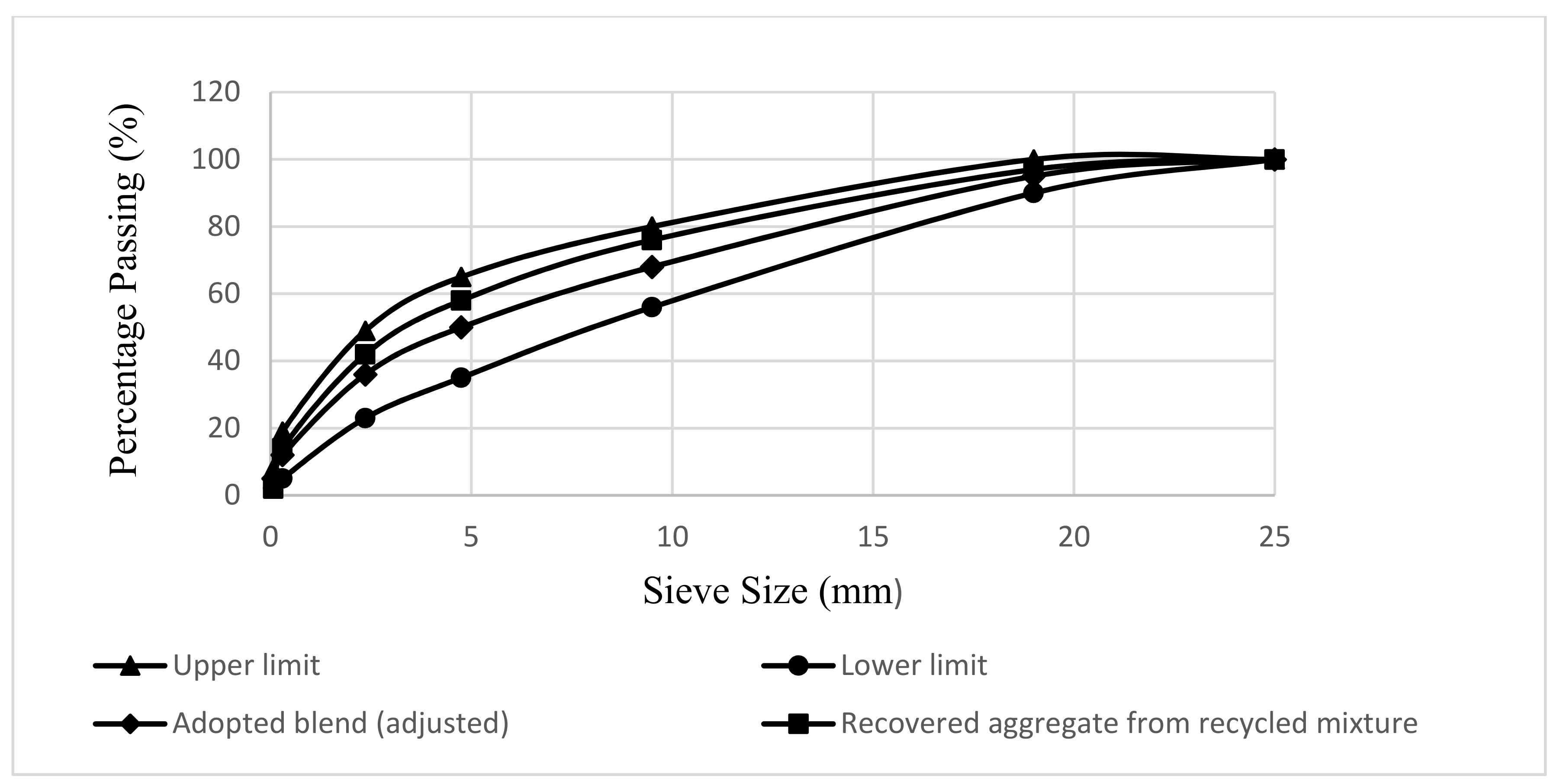
6. Quantifying Surface Area of Aggregates
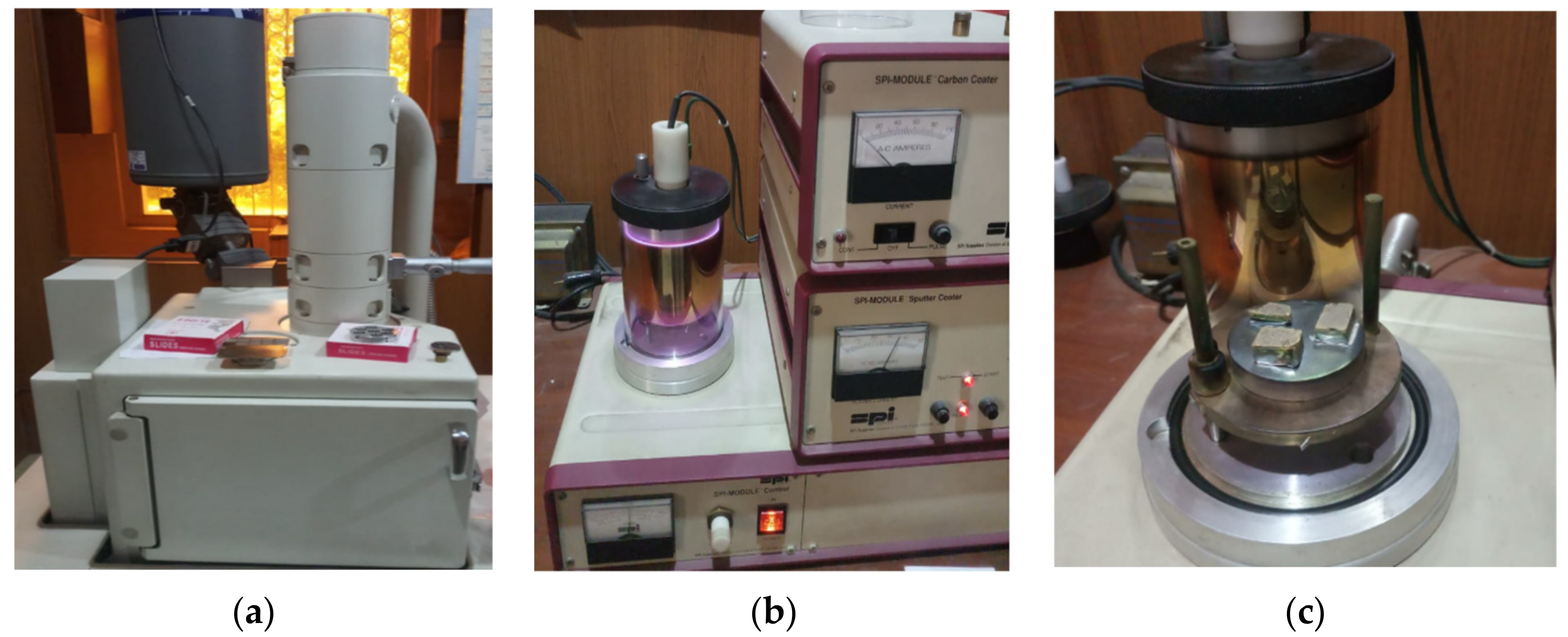
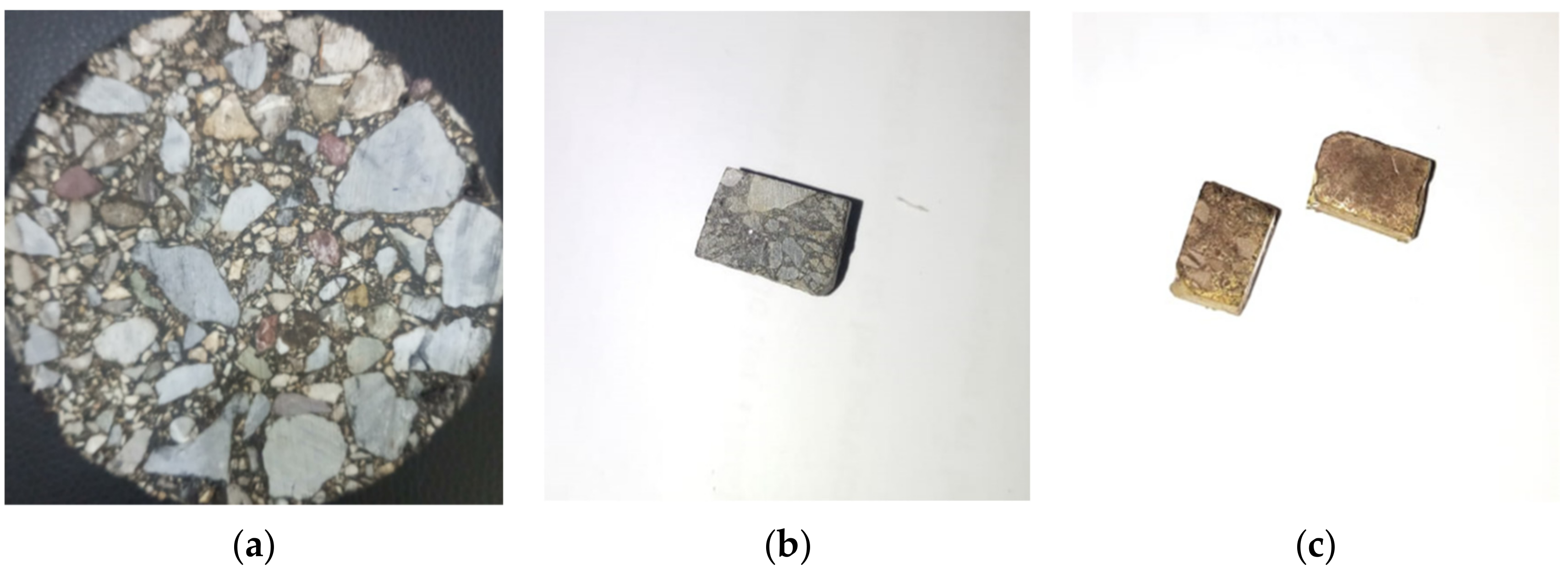
7. Image Analysis Using SEM and EDS
8. Results and Discussion
8.1. Analysis of ABFT Achieved through Analytical Models
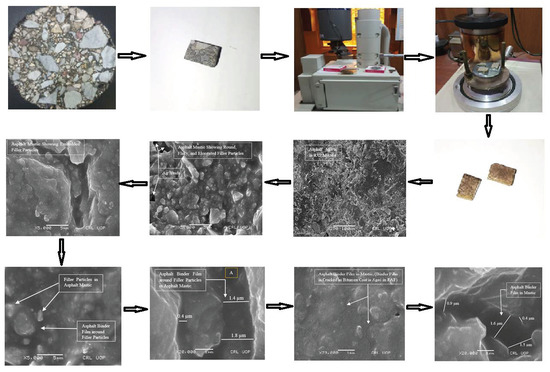
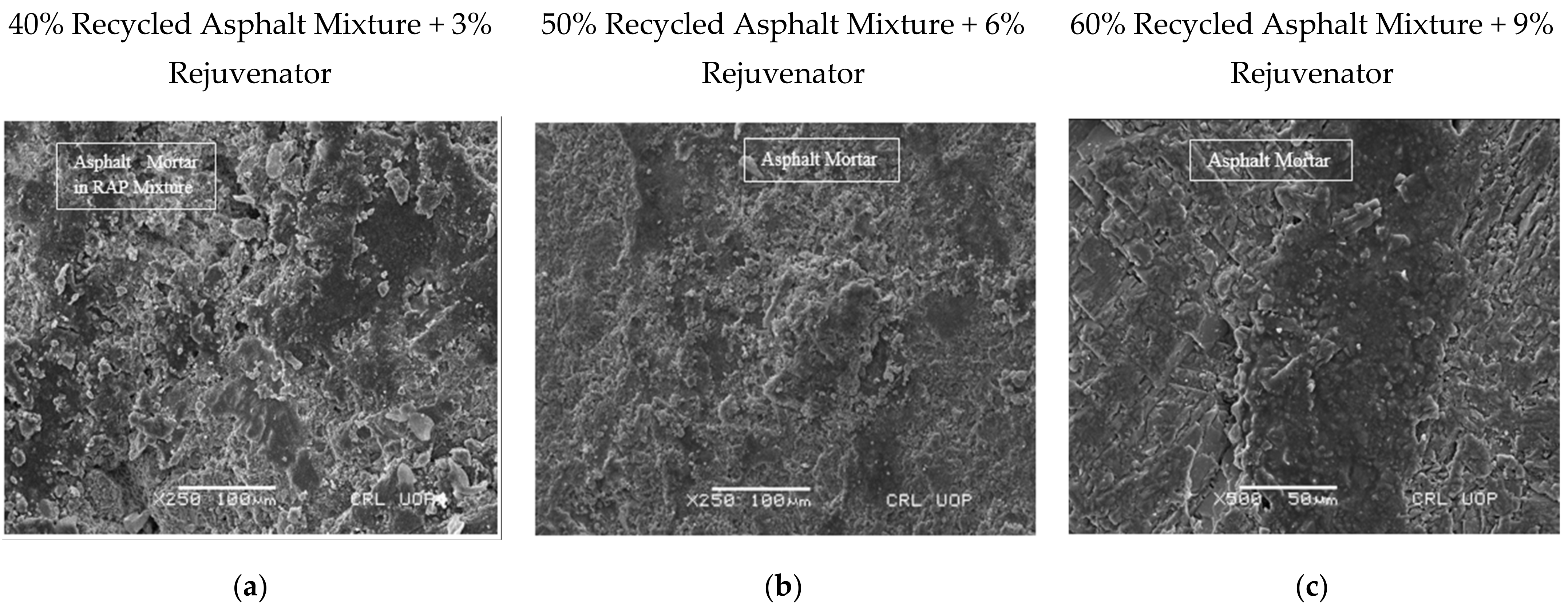
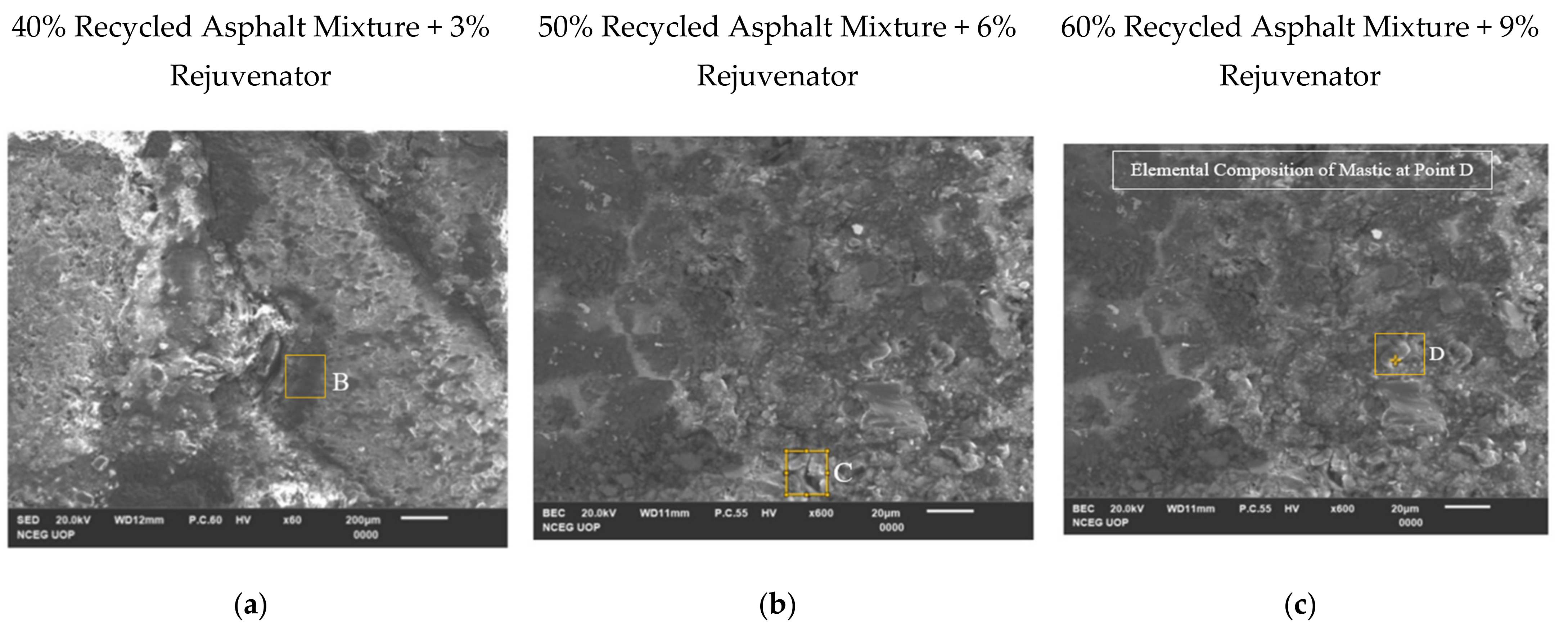
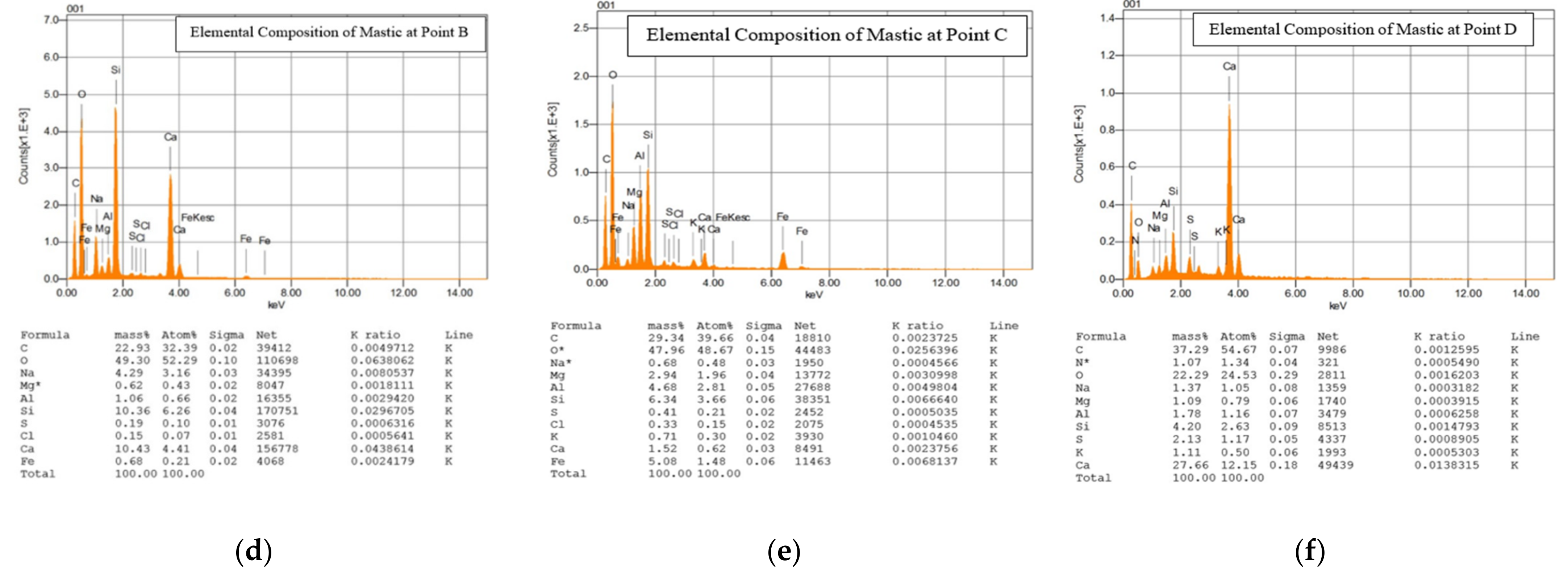
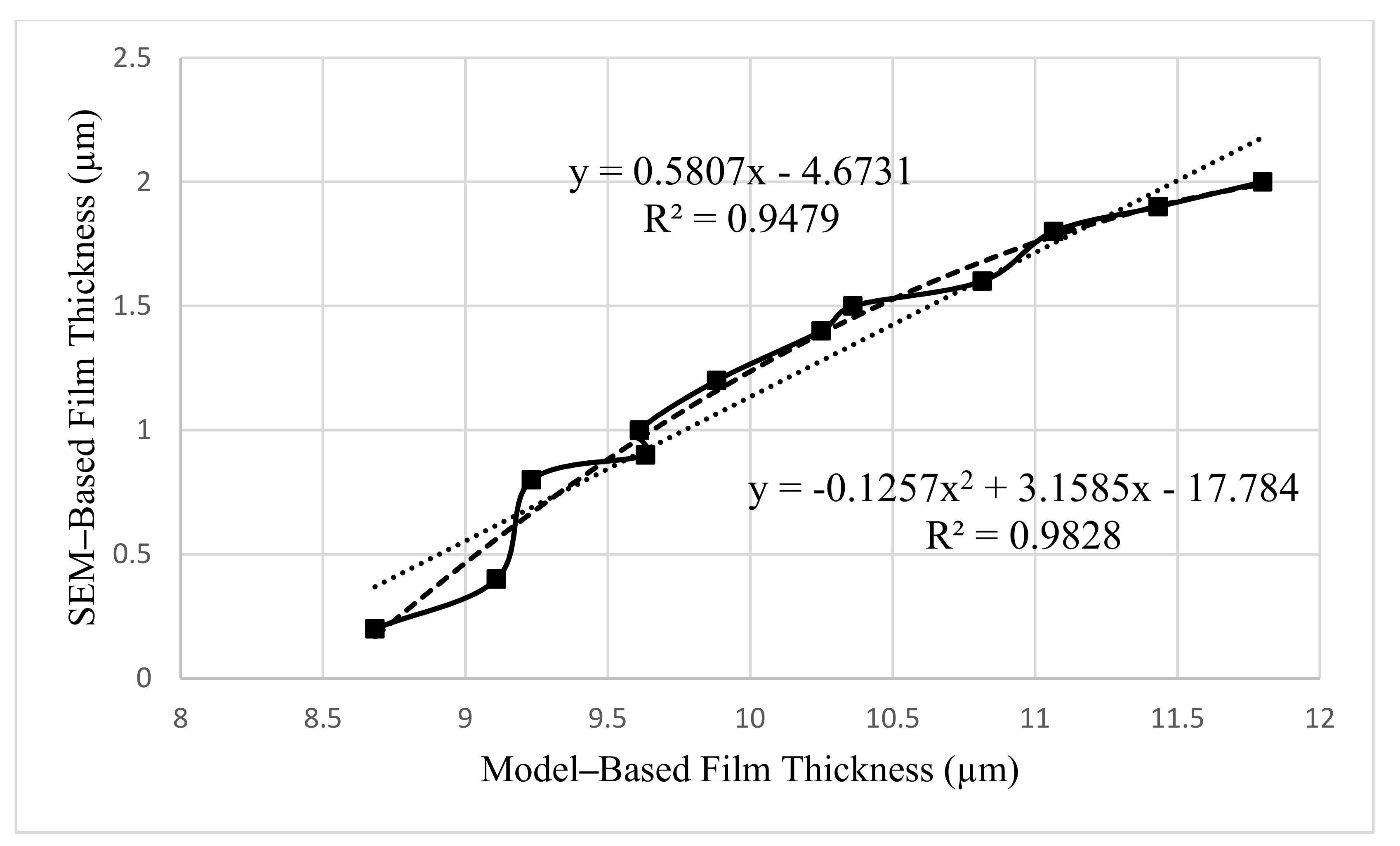
8.2. Analysis of ABFT Achieved through SEM and EDS
9. Conclusions
- Using analytical models, the traditional method of estimating ABFT in recycled asphalt mixtures found that the film thickness is a function of the recycled asphalt mixture’s content, rejuvenator content, and model type. A substantial disparity in determining the ABFT was discovered for the same mix design. It is difficult to stick to a strict film thickness limit to be followed for adequate performance of asphalt paving mixtures.
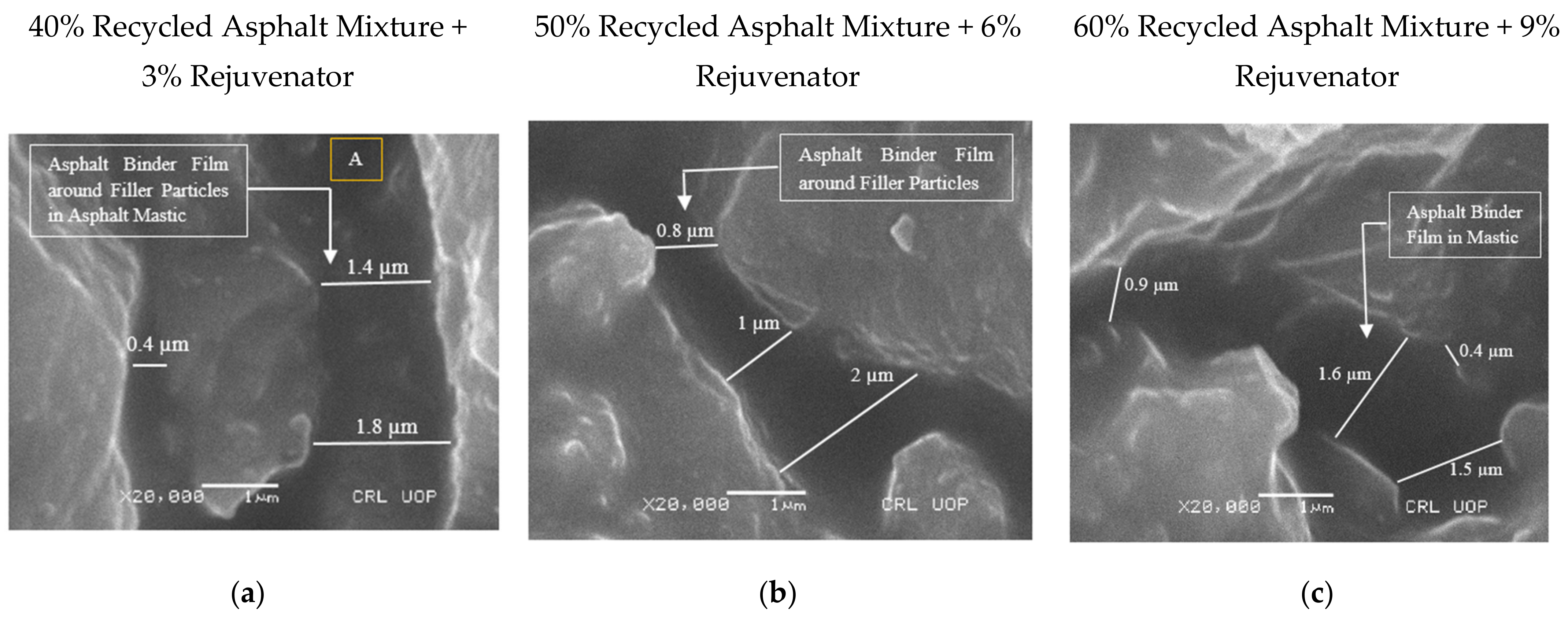
- Using existing analytical models, the conventional estimation of ABFT in recycled asphalt mixtures, under all conditions of recycled asphalt mixture and rejuvenator content, revealed that the film thickness fluctuates from 6.4 to 13.7 µm, with a fair association to recycled asphalt mixture content and rejuvenator content to mobilize recycled binder. However, imaging analysis discovered that the ABFT for the above-mentioned circumstances fluctuates between 0.4 and 2 µm, with no correlation to recycled asphalt mixture and rejuvenator content.
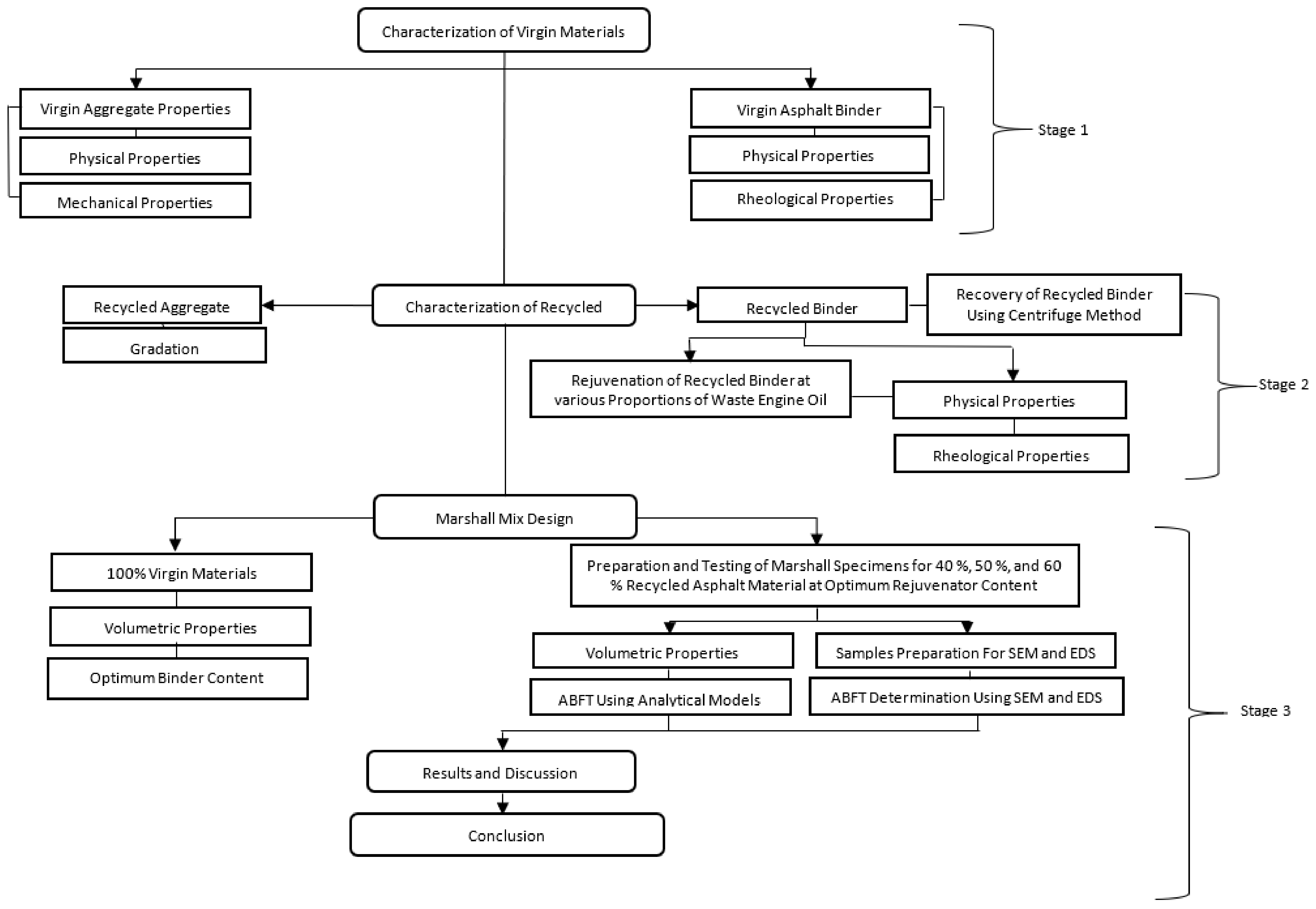
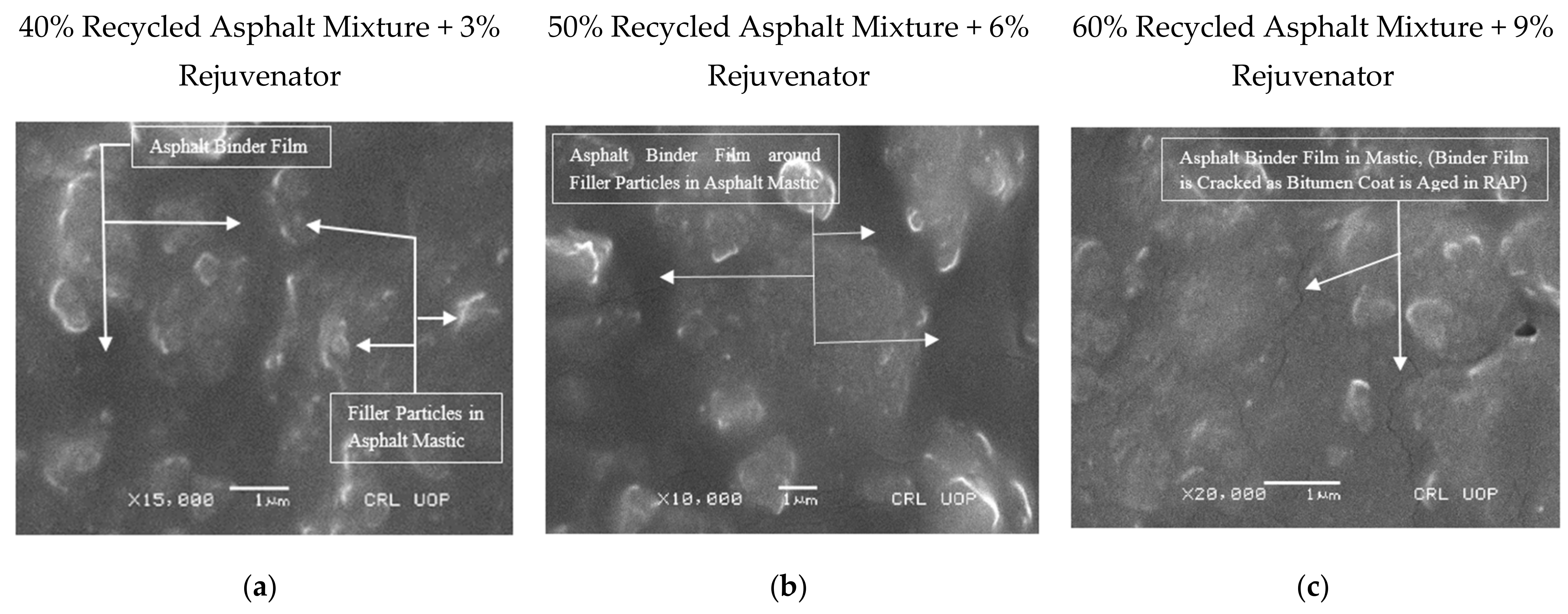
- The asphalt binder film is a non-absorbed binder that occurs as a deviating stand-alone entity, exclusively surrounding the mineral fillers in the asphalt mastic, occupying an imprecise space of 0.4 to 2 µm among the filler particles.
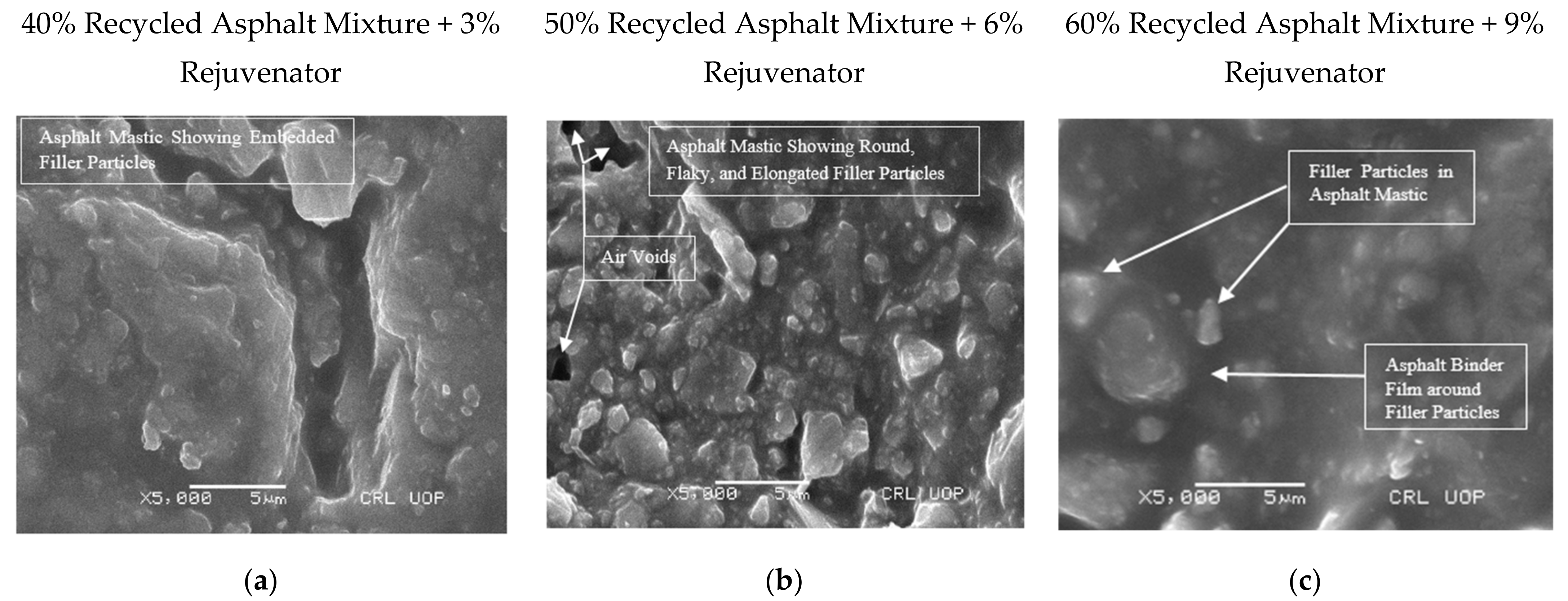
- In the asphalt mixtures under consideration, air voids can be found at the interface between asphalt mortar and coarse particles, as well as within the asphalt mastic at the boundary of flaky and elongated filler particles, which may originate the weak zone.
- According to SEM analysis, the asphalt mortar is used to grip only coarse aggregate in the recycled asphalt mixtures. The asphalt mastic, on the other hand, was discovered to be an interlocking agent, binding fine aggregate in asphalt mortar.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Al-Khateeb, G.G.; Shenoy, A. Mixture-property-independent asphalt film thickness model. Mater. Today Commun. 2019, 19, 482–486. [Google Scholar] [CrossRef]
- Al-Khateeb, G.G. Conceptualizing the asphalt film thickness to investigate the SuperPave VMA criteria. Int. J. Pavement Eng. 2016, 19, 1–9. [Google Scholar] [CrossRef]
- Dong, M.; Sun, W.; Li, L.; Gao, Y. Effect of asphalt film thickness on shear mechanical properties of asphalt-aggregate interface. Constr. Build. Mater. 2020, 263, 120208. [Google Scholar] [CrossRef]
- Dong, M.; Hao, Y.; Zhang, C.; Li, L.; Sun, W.; Jin, C. Shear fracture energy of asphalt aggregate systems and its application to predicting shear fatigue in asphalt mixtures. Int. J. Pavement Eng. 2020, 21, 246–256. [Google Scholar] [CrossRef]
- Dong, M.; Hao, Y.; Zhang, C.; Li, L. Failure mechanism analysis of asphalt aggregate systems subjected to direct shear loading. Mater. Struct. 2017, 50, 218. [Google Scholar] [CrossRef] [Green Version]
- Roberts, F.L.; Kandhal, P.S.; Brown, E.R.; Lee, D.; Kennedy, T.W. Hot Mix Asphalt Materials, Mixture Design, and Construction, 2nd ed.; NAPA Education Foundation: Lanham, MD, USA, 1996. [Google Scholar]
- Zhang, H.; Li, H.; Zhang, Y.; Wang, D.; Harvey, J.; Wang, H. Performance enhancement of porous asphalt pavement using red mud as alternative filler. Constr. Build. Mater. 2018, 160, 707–713. [Google Scholar] [CrossRef]
- Yang, B.; Li, H.; Zhang, H.; Xie, N.; Zhou, H. Laboratorial investigation on effects of microscopic void characteristics on properties of porous asphalt mixture. Constr. Build. Mater. 2019, 213, 434–446. [Google Scholar] [CrossRef]
- Cala, A.; Caro, S.; Lleras, M.; Rojas-Agramonte, Y. Impact of the chemical composition of aggregates on the adhesion quality and durability of asphalt-aggregate systems. Constr. Build. Mater. 2019, 216, 661–672. [Google Scholar] [CrossRef]
- Karim, F.; Hussain, J.; Hafeez, I. Estimating the Asphalt Binder Film Thickness Using Scanning Electron Microscope and Energy Dispersive X-Ray Spectroscopy. Adv. Mater. Sci. Eng. 2021, 2021, 1–16. [Google Scholar] [CrossRef]
- Kandhal, P.S.; Chakraborty, S. Evaluation of Voids in the Mineral Aggregate for HMA Paving Mixtures; NCAT Report 96–4; National Center for Asphalt Technology: Auburn, GA, USA, 1996. [Google Scholar]
- McLeod, N.W. Voids Requirements for Dense-Graded Bituminous Paving Mixtures Special; Technical Publication 252; ASTM: West Conshohocken, PA, USA, 1959. [Google Scholar]
- Kandhal, P.S.; Foo, K.Y.; Mallick, R.B. A Critical Review of VMA Requirements in Superpave; NCAT Report 98-01; National Center for Asphalt Technology: Auburn, AL, USA, 1998. [Google Scholar]
- Sengoz, B.; Agar, E. Effect of asphalt film thickness on the moisture sensitivity characteristics of hot-mix asphalt. Build. Environ. 2007, 42, 3621–3628. [Google Scholar] [CrossRef]
- Heitzman, M. New Film Thickness Models for Iowa Hot Mix Asphalt. In Proceedings of the Mid-Continent Transportation Research Symposium, Ames, IA, USA, 50010, Iowa State University, August 2007. Available online: https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.514.5814&rep=rep1&type=pdf (accessed on 27 September 2021).
- Oliver, J.W. The effect of binder film thickness on asphalt cracking and raveling. In Road and Transport Research; ARRB Group Vermont South: Victoria, Australia, 2011; Volume 20, No. 3; Available online: https://trid.trb.org/view/1122902 (accessed on 27 September 2021).
- AlKofahi, N.; Khedaywi, T. Evaluation the Effect of Asphalt Film Thickness on Stripping Resistance. Int. J. Appl. Eng. Res. 2019, 14, 560–570. [Google Scholar]
- Elseifi, M.A.; Al-Qadi, I.L.; Yang, S.-H.; Carpenter, S.H. Validity of Asphalt Binder Film Thickness Concept in Hot-Mix Asphalt. Transp. Res. Rec. J. Transp. Res. Board 2008, 2057, 37–45. [Google Scholar] [CrossRef]
- Avalli, M.C.; Partl, M.N.; Poulikakos, L. Measuring the binder film residues on black rock in mixtures with high amounts of reclaimed asphalt. J. Clean. Prod. 2017, 149, 665–672. [Google Scholar] [CrossRef]
- Read, J.; Whiteoak, D. Calculation of bitumen film thickness in asphalt mixtures. In The Shell Bitumen Handbook; Thomas Telford Ltd.: London, UK, 2003. [Google Scholar]
- Debao, L.; Xiaoming, H.; Changlu, G. Method to Determine Asphalt Film Thickness Based on Actual Measurement. In Advanced Materials Research; Trans Tech Publications: Bach, Switzerland, 2013; Volume 779–780, pp. 140–143. [Google Scholar]
- Zaniewski, J.P.; Reyes, C.H. Evaluation of the Effect of Fines on Asphalt Concrete. In Asphalt Technology Program; Department of Civil and Environmental Engineering: Morgantown, WV, USA, 2003. [Google Scholar]
- Overseas Road Note 19. A Guide to the Design of Hot Mix Asphalt in Tropical and Sub-Tropical Countries, 1st ed.; TRL Limited, Crowthorne: Berkshire, UK, 2002; ISSN 0951-8797. [Google Scholar]
- SuperPave Mix Design Series No. 2 (SP-2), 3rd ed.; Asphalt Institute: Lexington, MA, USA, 2001; Volume 78, pp. 317–351.
- American Society for Testing and Materials. Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine; ASTM Designation C131; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- British Standard Institute. Standard Test Method for Determination of Particle Shape. Flakiness Index of Coarse Aggregate; BS EN 933-3; British Standard Institute: London, UK, 2012. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate; ASTM C127-15; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- American Society for Testing and Materials. Flat or Elongated Particles in Coarse Aggregates; ASTM Designation D4791; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- American Society for Testing and Materials. Test Method for Determining the Percentage of Fractured Faces in Coarse Aggregate; ASTM Designation D5821; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Soundness of Aggregates by Use of Sodium Sulfate or Magnesium Sulfate; ASTM C88-13 International; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate; ASTM C29/C29M-17a; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- British Standard Institute. Standard Test Method for Determination of Impact Value of Coarse Aggregate; BS EN 812-112; British Standard Institute: London, UK, 1990. [Google Scholar]
- American Society for Testing and Materials. Standard Test Methods for Uncompacted Void Content of Fine Aggregate (as Influenced by Particle Shape, Surface Texture, and Grading); ASTM C1252-17; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Sand Equivalent Value of Soils and Fine Aggregate; ASTM D2419-14; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- American Society for Testing and Materials. Standard Method for Petrographic Examination of Aggregates for Concrete; ASTM C295-19; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Potential Alkali Reactivity of Carbonate Rocks as Concrete Aggregates (Rock-Cylinder Method); ASTM C586-19; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Penetration of Bituminous Materials; ASTM D5; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus); ASTM D36/D36M-14; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Ductility of Asphalt Materials; ASTM D113-17; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Clay Lumps and Friable Particles in Aggregates; ASTM C142/C142M-17; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer; ASTM D4402/D4402M-15; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society for Testing and Materials. Standard Specification for Performance-Graded Asphalt Binder; ASTM D6373-21; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- American Society for Testing and Materials. Standard Test Methods for Quantitative Extraction of Bitumen from Bituminous Paving Mixtures; ASTM D2172-05; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Standard Practice for Mixture Conditioning of Hot Mix Asphalt; AASHTO R30; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2002.
- European Standard. Bituminous Mixtures: Test Methods for Hot Mix Asphalt, Part 35: Laboratory Mixing; EN 12697-35; European Standard: UK, 2007; Available online: https://standards.iteh.ai/catalog/standards/cen/72dda9e2-1eaf-48b8-900c-bd3253f56708/en-12697-35-2016 (accessed on 27 September 2021).
- American Society for Testing and Materials. Resistance to Plastic Flow of Bituminous Mixtures Using Marshall Apparatus; ASTM D1559; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2001. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ABFT (µm) | Reference | ABFT (µm) | Reference |
|---|---|---|---|
| 9–10 µm @ 8 % air voids | Kandhal, and Chakraborty [11] | 8 µm (average) | McLeod [12] |
| 9–10 µm (min) | Kandhal et al. [13] | 9–10 µm | Sengoz and Agar [14] |
| 6–8 µm (min) | Kandhal et al. [13] Heitzman [15] | 9–10 µm 7.5–9 µm | Sengoz and Agar [14] Oliver [16] |
| 9–15.5 µm, (INDEX Model) | |||
| 8.5–13.5 µm, (VIRTUAL Model) | Heitzman [15] | 9–11 µm | AlKofahi [17] |
| Analytical Models for Estimating ABFT in Microns (μm) | Reference | Analytical Models for Estimating ABFT in Microns (μm) | Reference |
|---|---|---|---|
| Read and Whiteoak [20] | Debao et al. [21] | ||
| Zaniewski et al. [22] | Road Note 19TRL Ltd. [23] | ||
| SuperPave Series No. 2 (SP-2) [24] | Al-Khateeb [2] |
| Property | Standard | Value | Property | Standard | Value |
|---|---|---|---|---|---|
| Los Angeles abrasion value, (%) | ASTM C131 [25] | 23.8 | Flakiness index, (%) | BS 933-3 [26] | 5.53 |
| Water absorption, (%) | ASTM C127 [27] | 0.845 | Elongation index, (%) | ASTM D4791 [28] | 4.2 |
| Fractured aggregates (Two faces), (%) | ASTM D5821 [29] | 100 | Soundness (Fine Aggregates), (%) | ASTM C88 [30] | 3.74 |
| Bulk density, (kg/m3) | ASTM C29 [31] | 1547 | Impact Value, (%) | BS 812 [32] | 14.4 |
| Voids (Uncompacted fine aggregates), (%) | ASTM C1252 [33] | 47.6 | Sand equivalent value, (%) | ASTM D2419 [34] | 81.2 |
| Petrography | ASTM C295 [35] | Innoc-uous | Alkali silica reactivity | ASTM C586 [36] | Innoc-uous |
| Property | Value |
|---|---|
| Penetration (25 °C, 1/10th of mm), ASTM D5 [37] | 63.6 |
| Softening point, (°C), ASTM D36 [38] | 48.5 |
| Ductility, (cm), ASTM D113 [39] | 102 |
| Flash and fire point, (°C), ASTM C142 [40] | 265 283 |
| Property | Recycled Binder | Recycled Binder at Various Rejuvenator Contents | |||
|---|---|---|---|---|---|
| 3% | 6% | 9% | 12% | ||
| Penetration at 25 °C, (1/10th of mm), ASTM D5 [37] | 31 | 37 | 49 | 57 | 67 |
| Softening point, (°C), ASTM D36 [38] | 76 | 71 | 62 | 53 | 48 |
| Ductility, (cm), ASTM D113 [39] | 37 | 44 | 53 | 59 | 71 |
| Flash point, (°C), ASTM C142 [40] | 278 | 271 | 260 | 257 | 249 |
| Fire point, (°C), ASTM C142 [40] | 299 | 283 | 277 | 266 | 261 |
| Property | Standard | Virgin Binder | Recycled Binder | Recycled Binder at Various Rejuvenator Contents | |||
|---|---|---|---|---|---|---|---|
| 3% | 6% | 9% | 12% | ||||
| Viscosity (135 °C), (Pa.s) | ASTM D4402 [41] | 0.626 | 0.743 | 0.710 | 0.662 | 0.557 | 0.513 |
| Viscosity (165 °C), (Pa.s) | ASTM D4402 [41] | 0.171 | 0.664 | 0.541 | 0.502 | 0.414 | 0.354 |
| Complex Shear Modulus G*/Sinδ at 64 °C,10 rad/s, (kPa) | ASTM D6373 [42] | 1.32 | 9.62 | ||||
| Specimen | Symbol | Unit | Mix Design Results | ||||
|---|---|---|---|---|---|---|---|
| Asphalt binder by total mix | Pb | % | 3.5 | 4 | 4.5 | 5 | 5.5 |
| Bulk specific gravity of compressed mix | Gmb | - | 2.343 | 2.361 | 2.376 | 2.368 | 2.354 |
| Theoretical specific gravity of loose mixt | Gmm | - | 2.455 | 2.463 | 2.478 | 2.491 | 2.532 |
| Air voids in total mix | VTM | % | 4.541 | 3.923 | 3.927 | 5.240 | 6.637 |
| Voids in mineral aggregate | VMA | % | 14.722 | 14.356 | 14.677 | 15.461 | 15.972 |
| Voids filled with asphalt | VFA | % | 69.539 | 73.672 | 72.822 | 66.373 | 58.163 |
| Stability | S | KN | 9.832 | 11.624 | 12.410 | 11.206 | 8.912 |
| Flow | F | mm | 3.5 | 2.8 | 2.4 | 3.3 | 4.5 |
| Dust proportion ratio | DP | % | 1.15 | 1.17 | 1.16 | 1.19 | 1.28 |
| Virgin Binder (%) | Recycled Binder (%) | Recycled Mix (%) | Virgin Aggregate (%) | Rejuven-Ator (WEO) (%) | Gmb (%) | Gmm (%) | VFA (%) | VMA (%) | A.V (%) | Stability (KN) | Flow (mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4.12 | 3.2 | 40 | 60 | 3% | 2.440 | 2.53 | 69.64 | 11.72 | 3.55 | 14.816 | 2.30 |
| 6% | 2.391 | 2.51 | 64.85 | 13.49 | 4.74 | 14.104 | 2.902 | ||||
| 9% | 2.384 | 2.55 | 53.16 | 13.74 | 6.43 | 12.322 | 3.514 | ||||
| 12% | 2.405 | 2.54 | 59.06 | 12.98 | 5.31 | 11.157 | 4.236 | ||||
| 4.12 | 3.2 | 50 | 50 | 3% | 2.408 | 2.49 | 74.42 | 12.88 | 3.29 | 13.335 | 4.598 |
| 6% | 2.422 | 2.50 | 73.52 | 12.37 | 2.27 | 13.809 | 3.343 | ||||
| 9% | 2.409 | 2.50 | 71.65 | 12.84 | 3.64 | 12.775 | 3.823 | ||||
| 12% | 2.403 | 2.51 | 67.35 | 13.06 | 4.26 | 10.496 | 5.262 | ||||
| 4.12 | 3.2 | 60 | 40 | 3% | 2.403 | 2.52 | 64.44 | 13.06 | 4.64 | 12.249 | 6.445 |
| 6% | 2.411 | 2.51 | 69.10 | 12.77 | 3.94 | 12.913 | 6.033 | ||||
| 9% | 2.422 | 2.49 | 77.92 | 12.37 | 2.73 | 14.212 | 3.739 | ||||
| 12% | 2.403 | 2.53 | 61.55 | 13.06 | 5.01 | 13.237 | 5.987 |
| Sieve Size | Specification Limits (% Passing) | Target Blend (% Passing) | Surface Area Factor (m2/Kg) | Surface Area (m2/Kg) | |
|---|---|---|---|---|---|
| Inch | mm | ||||
| 1 | 25 | 100 | 100 | 0.41 | 0.410 |
| 3/4 | 19 | 90–100 | 95 | - | 0.410 |
| 3/8 | 9.5 | 56–80 | 68 | - | 0.410 |
| #4 | 4.75 | 35–65 | 50 | - | 0.205 |
| #8 | 2.36 | 23–49 | 36 | 0.82 | 0.295 |
| #50 | 0.3 | 5–19 | 12 | 6.14 | 0.736 |
| #200 | 0.075 | 2–8 | 5 | 32.77 | 1.638 |
| Total Surface Area of Aggregate Blend, m2/Kg | 4.104 | ||||
| Models Estimating Film Thickness (µm) | ABFT in Recycled Asphalt Mixtures at Rejuvenator Content of 3%, 6%, 9%, and 12%, (µm) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 40% Recycled Asphalt Mixture | 50% Recycled Asphalt Mixture | 60% Recycled Asphalt Mixture | ||||||||||
| 3% | 6% | 9% | 12% | 3% | 6% | 9% | 12% | 3% | 6% | 9% | 12% | |
| 8.9 | 10.4 | 10.8 | 11.2 | 9.3 | 9.7 | 10.2 | 10.5 | 10.3 | 10.6 | 11.2 | 11.8 | |
| 6.7 | 7.5 | 7.6 | 8.6 | 8.3 | 8.7 | 9.2 | 9.9 | 12.1 | 12.6 | 13.5 | 13.7 | |
| 6.4 | 7.2 | 7.7 | 8.3 | 8.0 | 8.3 | 8.8 | 9.3 | 9.8 | 10.3 | 10.7 | 11.5 | |
| 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | 9.8 | |
| 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | 11.6 | |
| 8.7 | 9.5 | 7.6 | 8.3 | 10.4 | 11.2 | 11.9 | 12.7 | 11.3 | 11.5 | 11.8 | 12.4 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karim, F.; Hussain, J. Assessing the Asphalt Binder Film Thickness in Recycled Asphalt Mixtures Using Micro-Level Techniques. Materials 2021, 14, 7891. https://doi.org/10.3390/ma14247891
Karim F, Hussain J. Assessing the Asphalt Binder Film Thickness in Recycled Asphalt Mixtures Using Micro-Level Techniques. Materials. 2021; 14(24):7891. https://doi.org/10.3390/ma14247891
Chicago/Turabian StyleKarim, Fazli, and Jawad Hussain. 2021. "Assessing the Asphalt Binder Film Thickness in Recycled Asphalt Mixtures Using Micro-Level Techniques" Materials 14, no. 24: 7891. https://doi.org/10.3390/ma14247891