
Effect of Heat Treatment on the Mechanical and Corrosion Properties of Mg–Zn–Ga Biodegradable Mg Alloys

 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Melting Procedure
2.2. Heat Treatment Response Analysis
2.3. Microstructural Observations and Thermal Analysis
2.4. Mechanical Properties
2.5. Corrosion Testing
3. Results
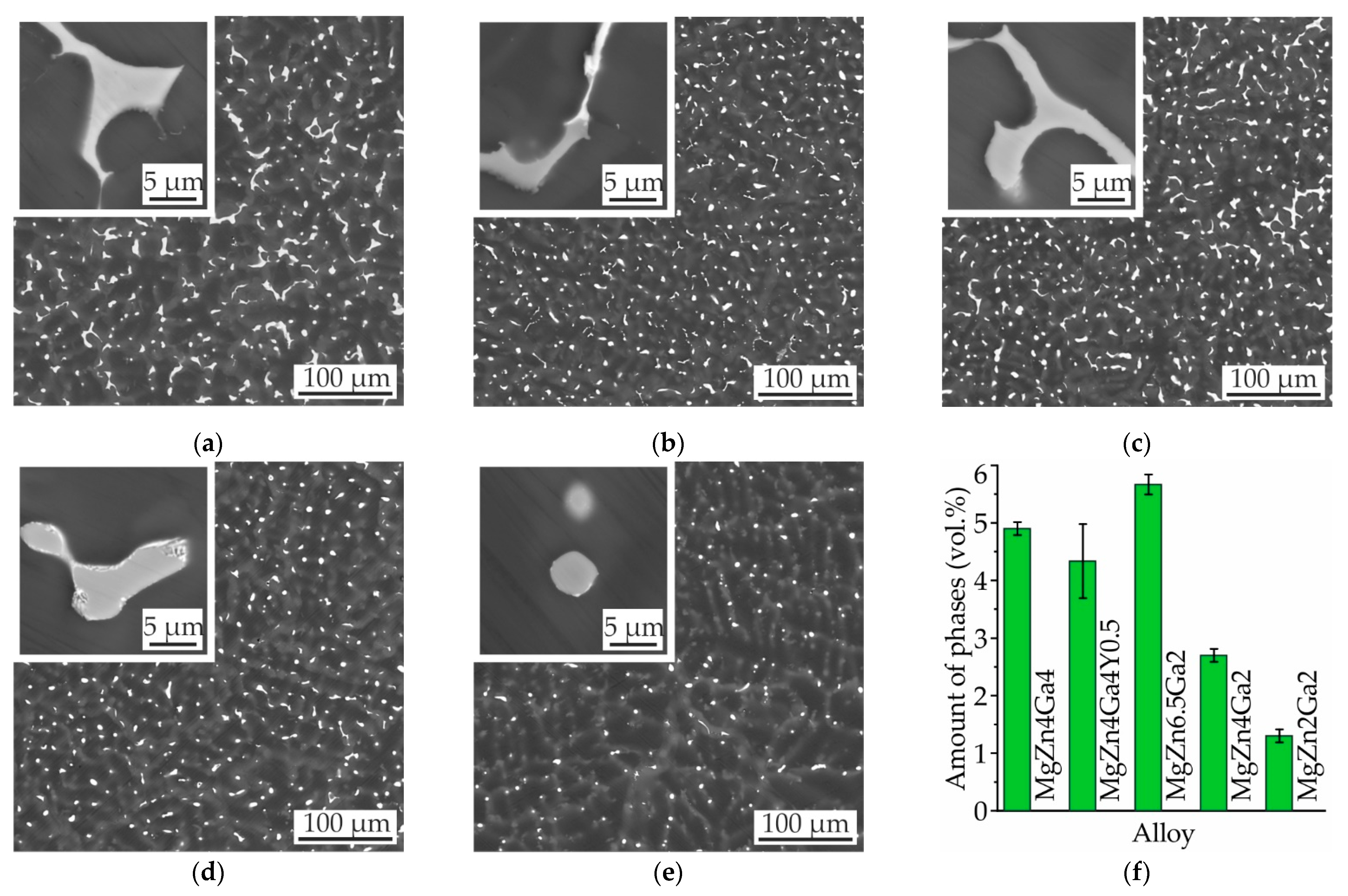
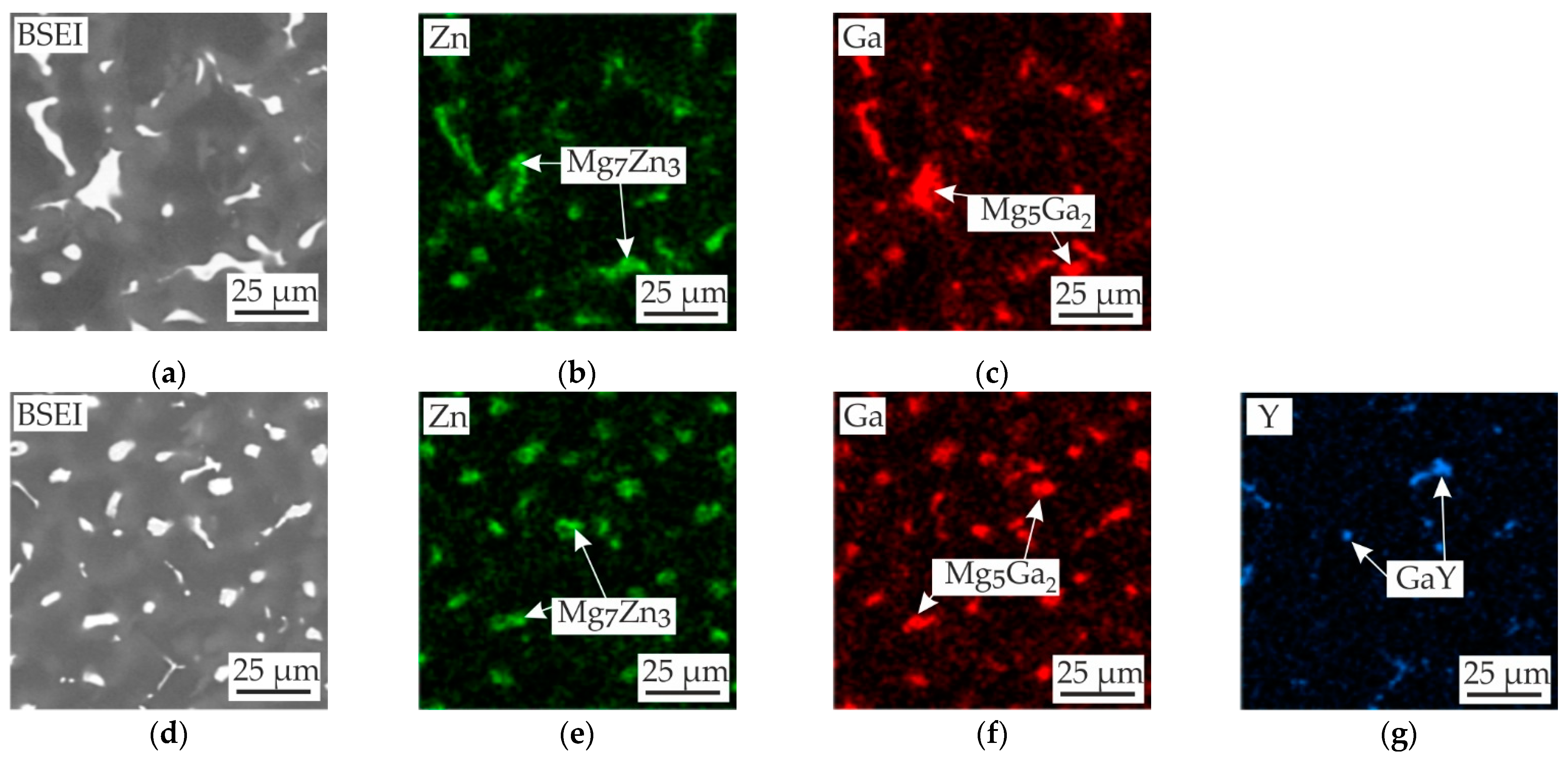
3.1. Microstructure of as-Cast Alloys
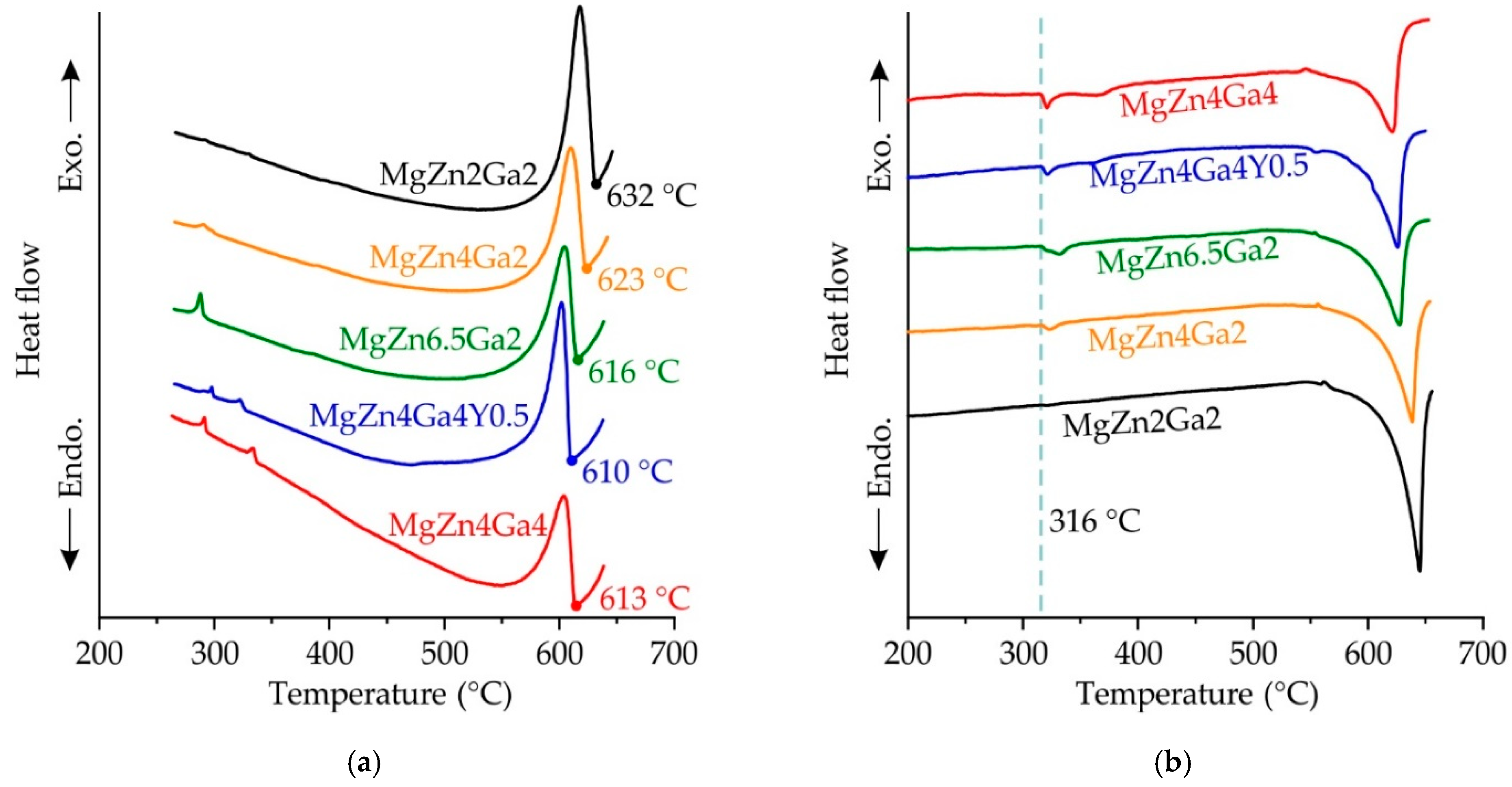
3.2. DSC Analysis of as-Cast Alloys
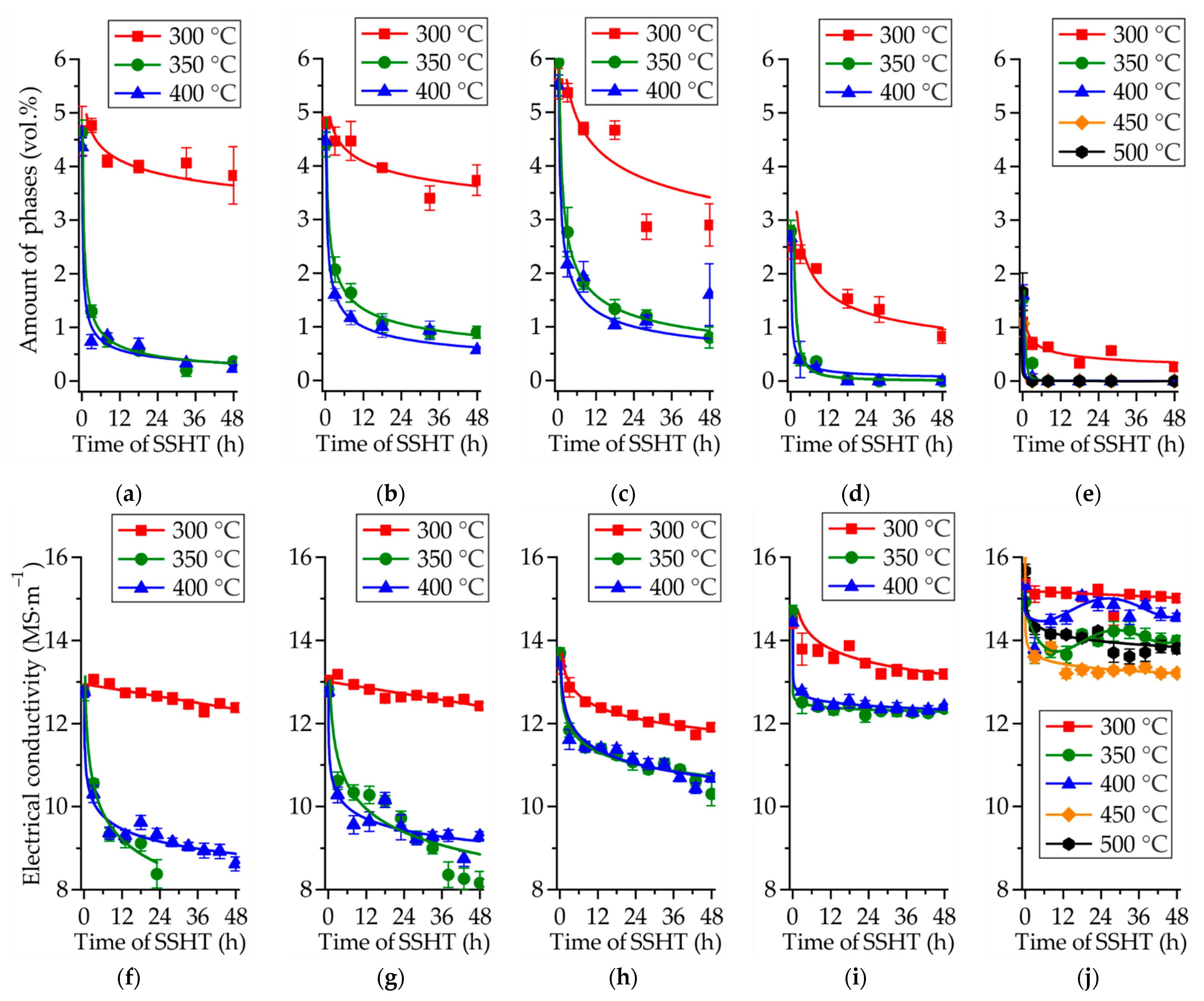
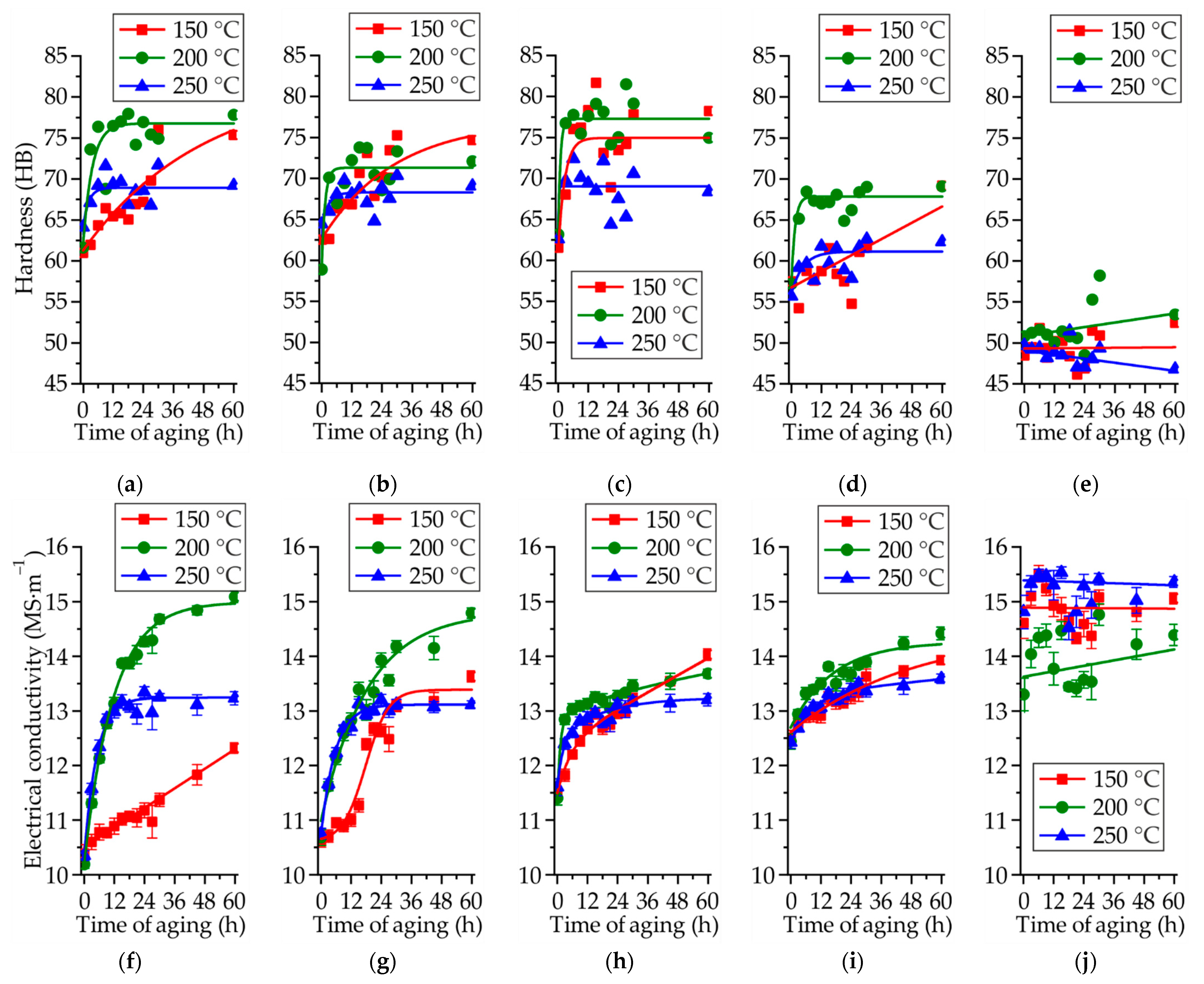
3.3. SSHT and Aging Response of Alloys
3.4. Microstructure and Mechanical Properties of MgZn4Ga4 and MgZn4Ga4Y0.5 after T4 and T6 Heat Treatments
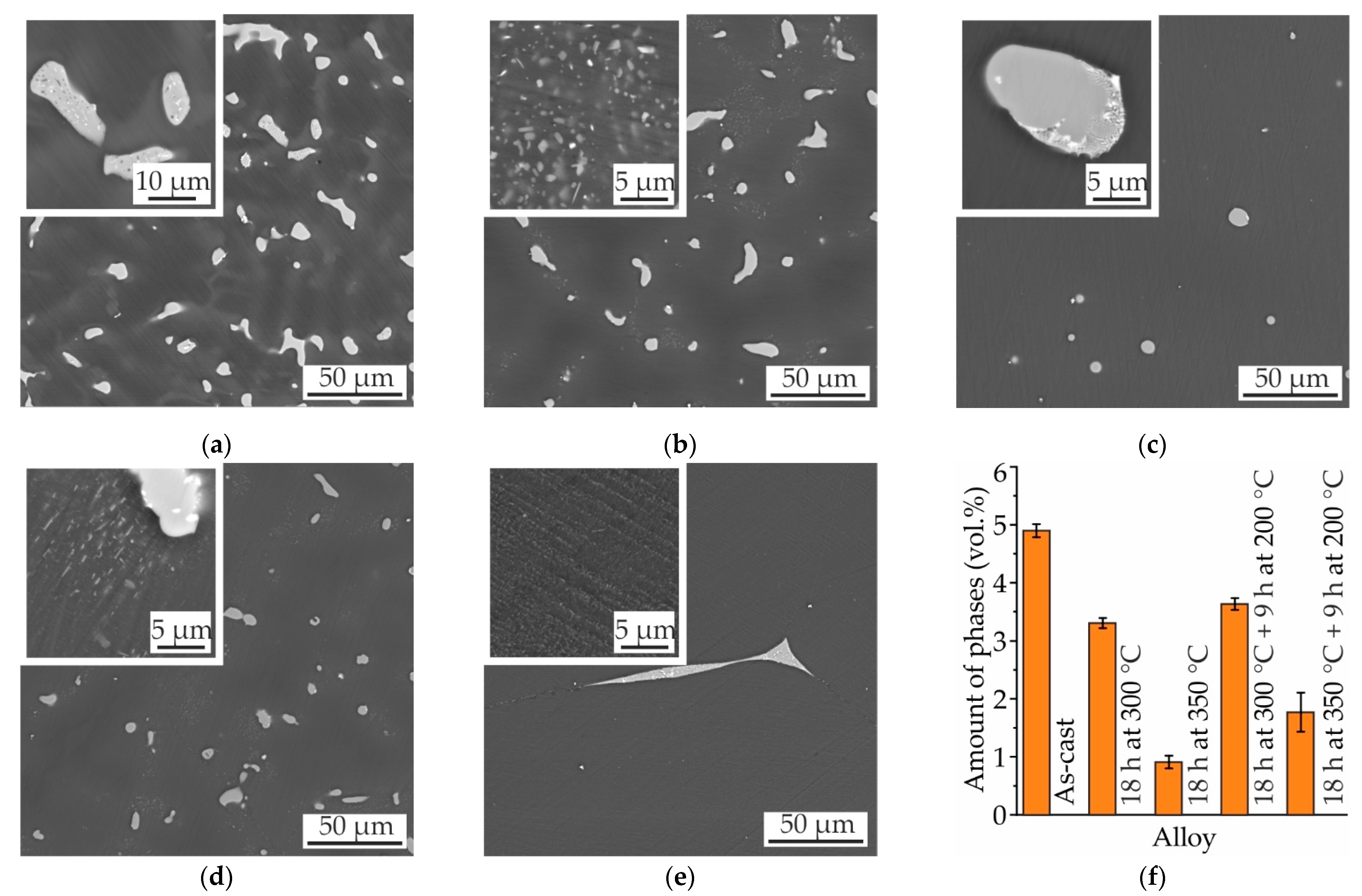
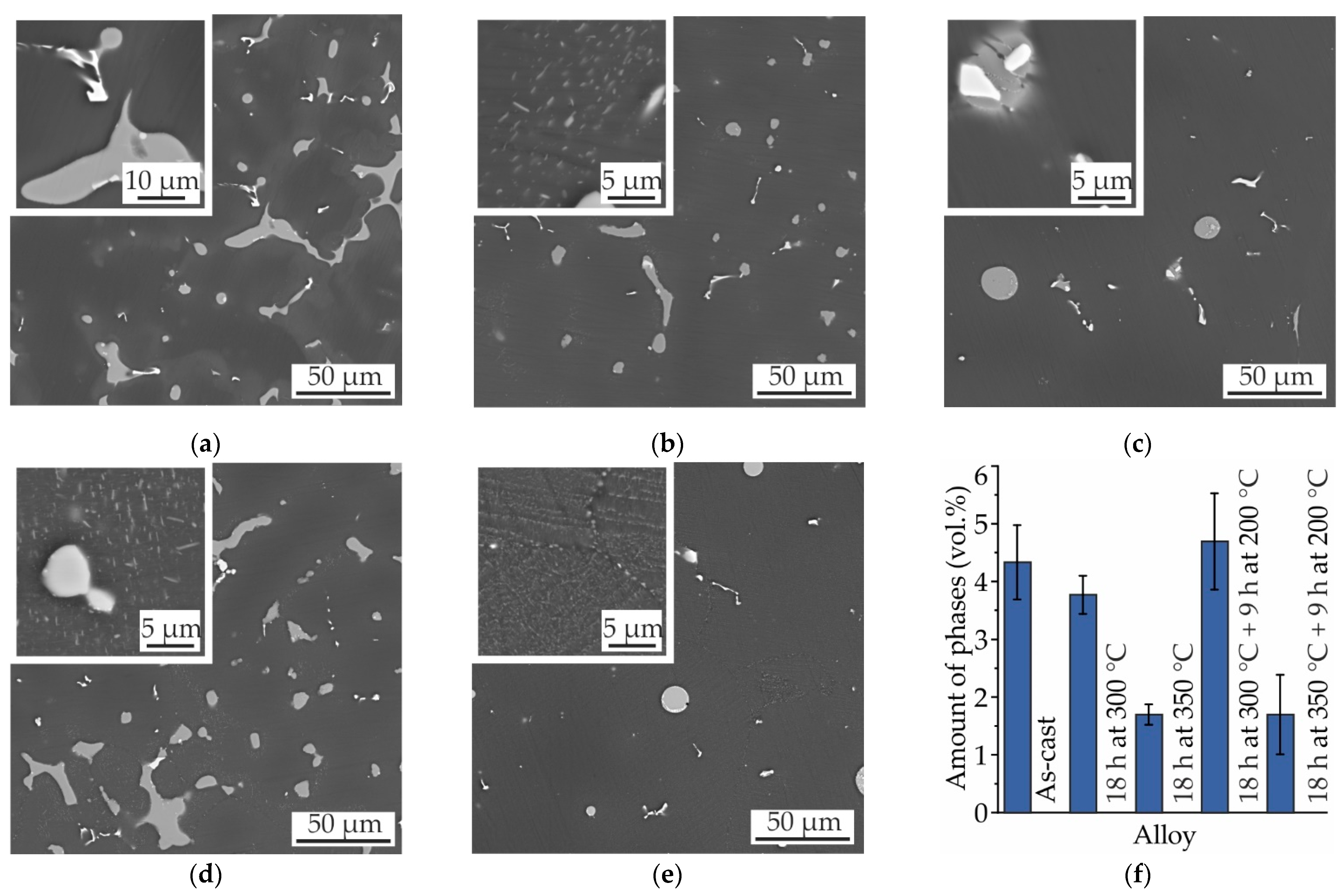
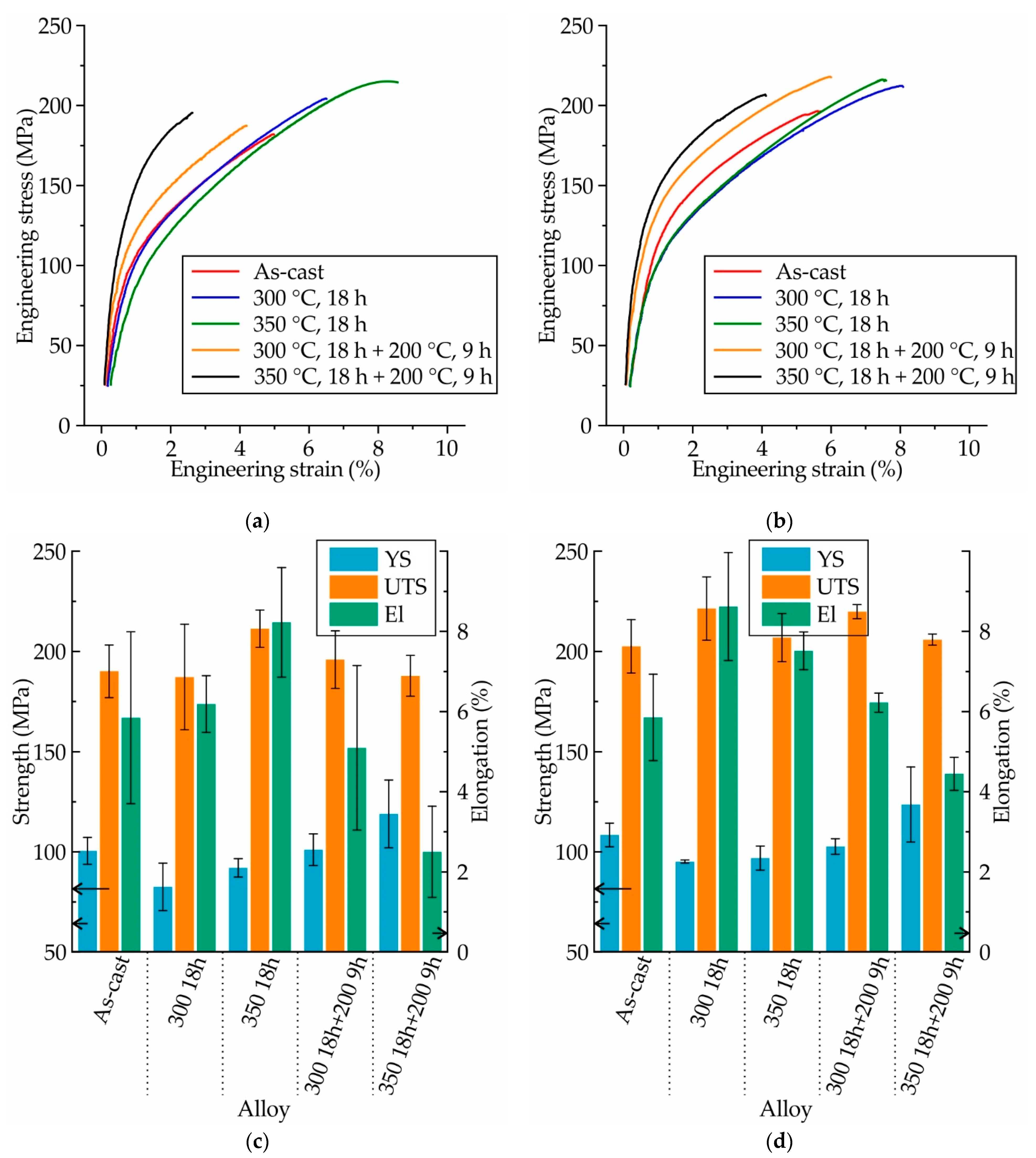
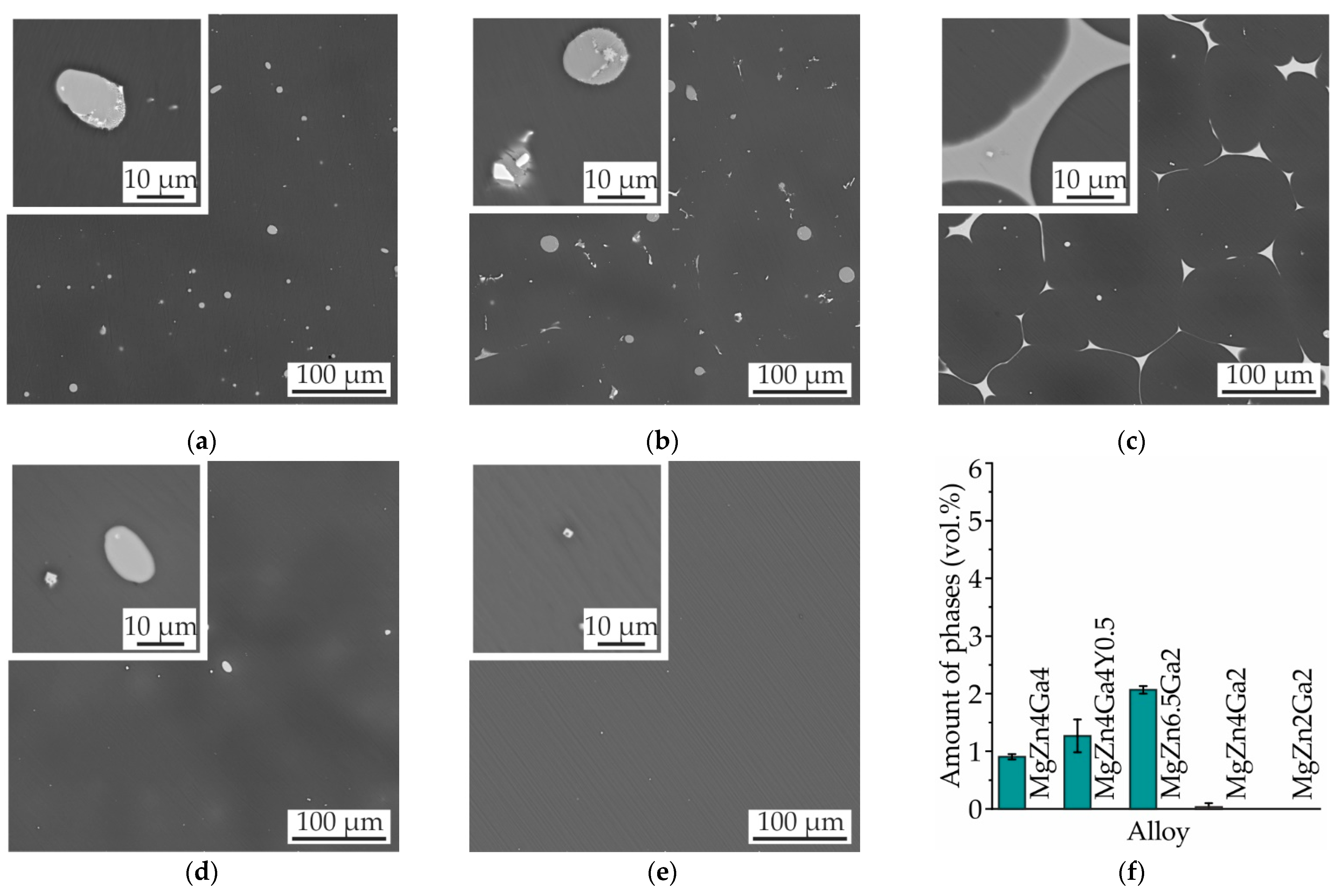
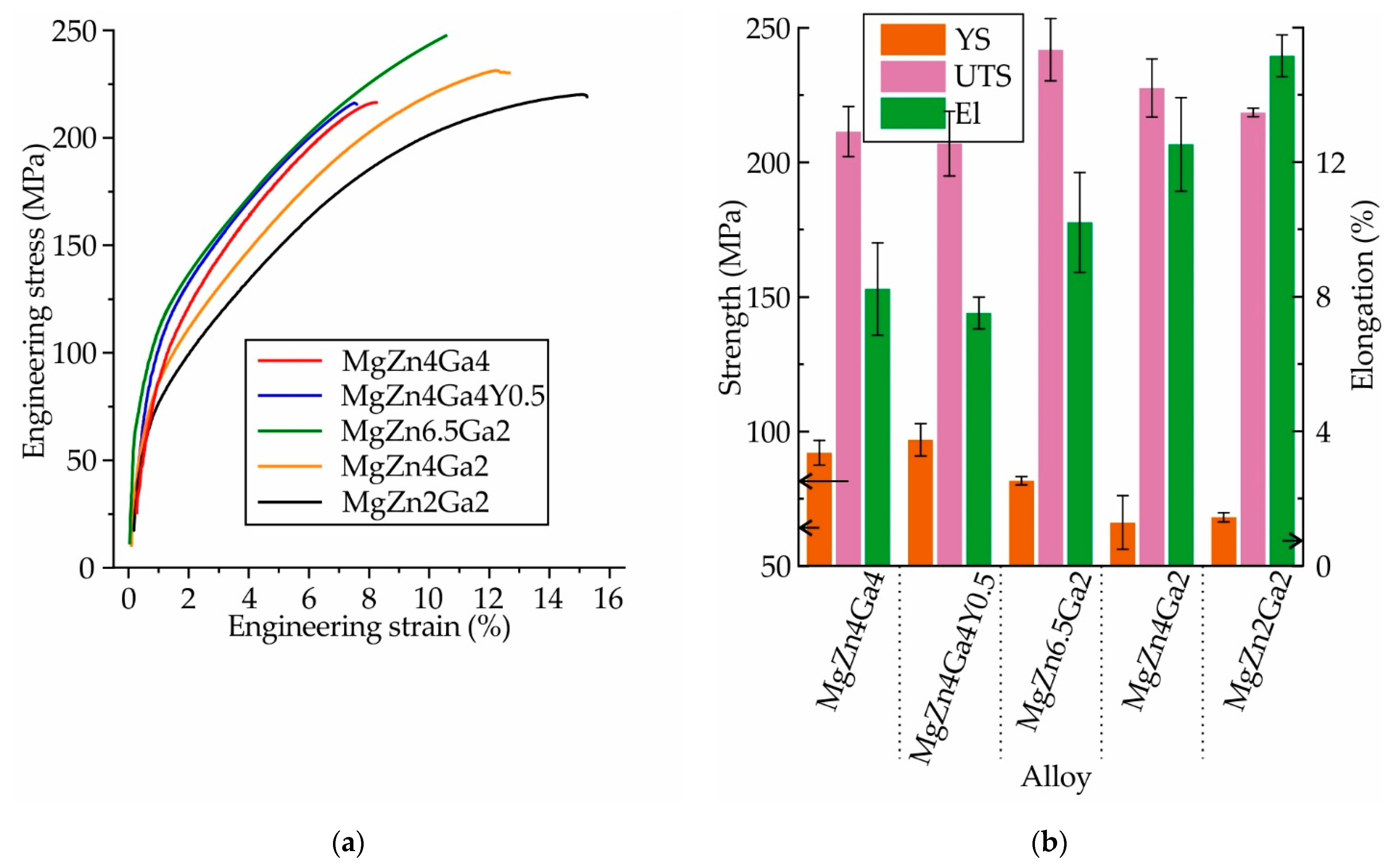
3.5. Microstructure and Mechanical Properties of T4 Heat-Treated Mg–Zn–Ga Alloys
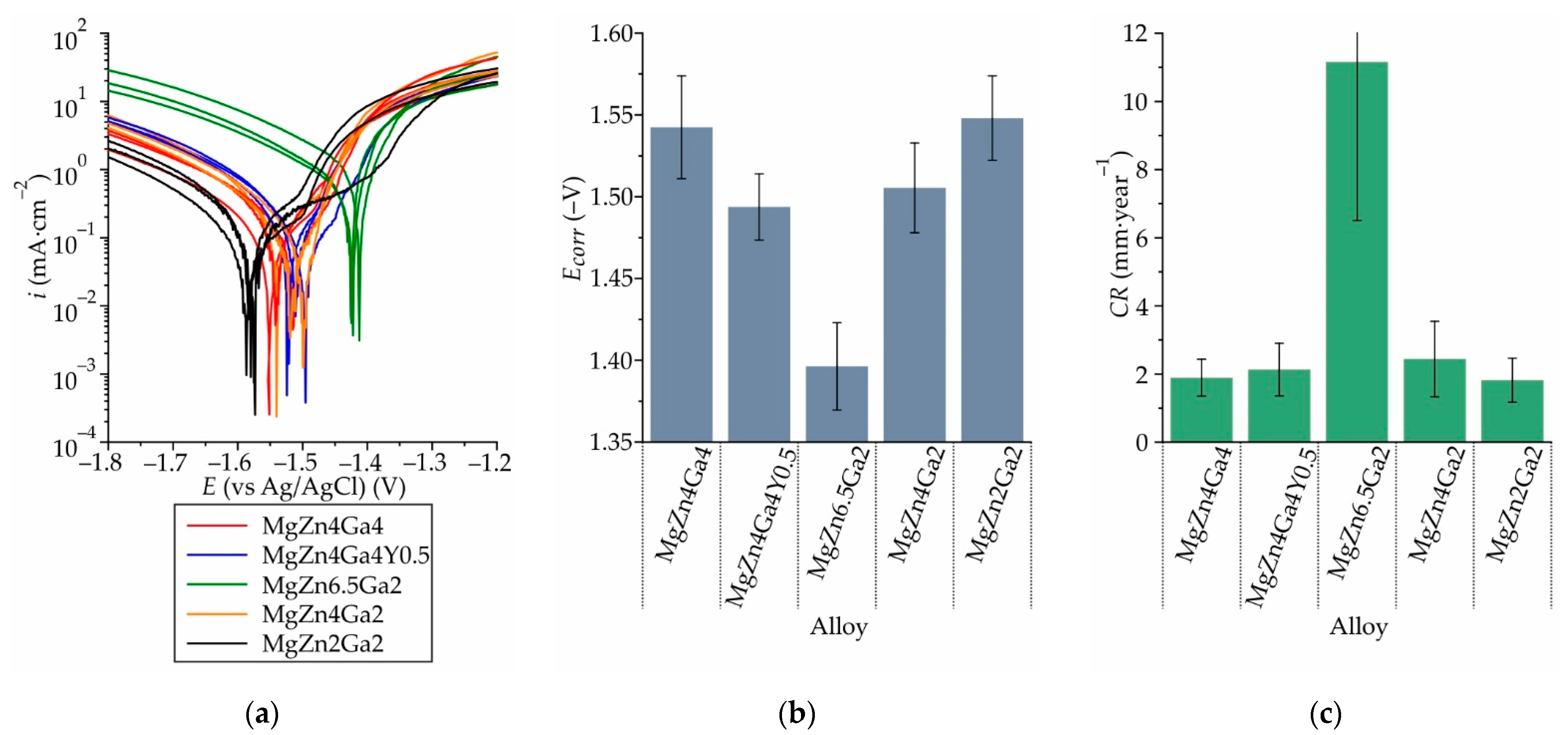
3.6. Corrosion Properties of T4 Heat-Treated Mg–Zn–Ga Alloys in Hanks’ Solution
4. Discussion
5. Conclusions
- The microstructures of the investigated as-cast Mg–Zn–Ga alloys (MgZn4Ga4, MgZn4Ga4Y0.5, MgZn6.5Ga2, MgZn4Ga2, and MgZn2Ga2) consisted of α-Mg, Mg5Ga2, and Mg7Zn3 eutectic phases. MgZn4Ga4Y0.5 also contained a GaY eutectic phase;
- The Mg–Zn–Ga alloys under investigation exhibited a solidus temperature of 316 °C, which was related to the ternary eutectic L→α-Mg+Mg7Zn3+Mg5Ga2. This ternary eutectic transition was responsible for the low SSHT temperatures;
- Analysis of the alloy heat treatment response showed that the optimal temperature and time for SSHT were 350 °C (450 °C for MgZn2Ga2 alloy) and 18 h, respectively. Furthermore, based on the analysis results, aging at 200 °C for 9 h is recommended for these alloys;
- The SSHT of the Mg–Zn–Ga alloys induced a high El (up to 15.2 %) and produced a low fraction of intermetallic phases that provided high corrosion resistance. Moreover, aging had a low effect on the alloy strength; however, it also decreased the El value of the alloy;
- The immersion corrosion test results showed that the alloys with a Zn/Ga ratio (in wt.%) close to 1 exhibited approximately the same CR of ~0.6 mm/year. For the alloys with Zn/Ga ratios of 2 and 3.25, the CR was 0.78 and 1.03 mm/year, respectively. The addition of Y decreased the CR from 0.59 to 0.27 mm/year because of the improvement in the corrosion-product shielding effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef]
- Gu, X.N.; Zheng, Y.F. A review on magnesium alloys as biodegradable materials. Front. Mater. Sci. China 2010, 4, 111–115. [Google Scholar] [CrossRef]
- Richards, A.M.; Coleman, N.W.; Knight, T.A.; Belkoff, S.M.; Mears, S.C. Bone Density and Cortical Thickness in Normal, Osteopenic, and Osteoporotic Sacra. J. Osteoporos. 2010, 2010, 504078. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.N.; Li, S.S.; Li, X.M.; Fan, Y.B. Magnesium based degradable biomaterials: A review. Front. Mater. Sci. 2014, 8, 200–218. [Google Scholar] [CrossRef]
- Bazhenov, V.; Koltygin, A.; Komissarov, A.; Li, A.; Bautin, V.; Khasenova, R.; Anishchenko, A.; Seferyan, A.; Komissarova, J.; Estrin, Y. Gallium-containing magnesium alloy for potential use as temporary implants in osteosynthesis. J. Magnes. Alloy. 2020, 8, 352–363. [Google Scholar] [CrossRef]
- Bernstein, L.R. Mechanisms of Therapeutic Activity for Gallium. Pharmacol. Rev. 1998, 50, 665–682. [Google Scholar] [PubMed]
- Warrell, R.P., Jr.; Bockman, R.S.; Coonley, C.J.; Isaacs, M.; Staszewski, H. Gallium nitrate inhibits calcium resorption from bone and is effective treatment for cancer-related hypercalcemia. J. Clin. Investig. 1984, 73, 1487–1490. [Google Scholar] [CrossRef] [Green Version]
- Warrell, R.P., Jr.; Skelos, A.; Alcock, N.W.; Bockman, R.S. Gallium Nitrate for Acute Treatment of Cancer-related Hypercalcemia: Clinicopharmacological and Dose Response Analysis. Cancer Res. 1986, 46, 4208–4212. [Google Scholar] [PubMed]
- Warrell, R.P., Jr.; Israel, R.; Frisone, M.; Snyder, T.; Gaynor, J.J.; Bockman, R.S. Gallium Nitrate for Acute Treatment of Cancer-Related Hypercalcemia: A Randomized, Double-Blind Comparison to Calcitonin. Ann. Intern. Med. 1988, 108, 669–674. [Google Scholar] [CrossRef] [PubMed]
- Warrell, R.P., Jr.; Bosco, B.; Weinerman, S.; Levine, B.; Lane, J.; Bockman, R.S. Gallium Nitrate for Advanced Paget Disease of Bone: Effectiveness and Dose-Response Analysis. Ann. Intern. Med. 1990, 113, 847–851. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Matkovic, V.; Apseloff, G.; Shepard, D.R.; Gerber, N. Use of gallium to treat Paget’s disease of bone: A pilot study. Lancet 1990, 335, 72–75. [Google Scholar] [CrossRef]
- Niesvizky, R. Gallium nitrate in multiple myeloma: Prolonged survival in a cohort of patients with advanced-stage disease. Semin. Oncol. 2003, 30, 20–24. [Google Scholar] [CrossRef]
- Valappil, S.P.; Ready, D.; Neel, E.A.A.; Pickup, D.M.; Chrzanowski, W.; O’Dell, L.A.; Newport, R.J.; Smith, M.E.; Wilson, M.; Knowles, J.C. Antimicrobial Gallium-Doped Phosphate-Based Glasses. Adv. Funct. Mater. 2008, 18, 732–741. [Google Scholar] [CrossRef]
- Valappil, S.P.; Ready, D.; Abou Neel, E.A.; Pickup, D.M.; O’Dell, L.A.; Chrzanowski, W.; Pratten, J.; Newport, R.J.; Smith, M.E.; Wilson, M.; et al. Controlled delivery of antimicrobial gallium ions from phosphate-based glasses. Acta Biomater. 2009, 5, 1198–1210. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gao, Z.; Song, M.; Liu, R.L.; Shen, Y.; Ward, L.; Cole, I.; Chen, X.B.; Liu, X. Improving in vitro and in vivo antibacterial functionality of Mg alloys through micro-alloying with Sr and Ga. Mater. Sci. Eng. C 2019, 104, 109926. [Google Scholar] [CrossRef]
- Gale, W.F.; Totemeier, T.C. Smithells Metals Reference Book, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004. [Google Scholar]
- Liu, H.; Qi, G.; Ma, Y.; Hao, H.; Jia, F.; Ji, S.; Zhang, H.; Zhang, X. Microstructure and mechanical property of Mg–2.0Ga alloys. Mater. Sci. Eng. A 2009, 526, 7–10. [Google Scholar] [CrossRef]
- Kubásek, J.; Vojtěch, D.; Dvorskỳ, D. Structural and mechanical study on Mg–xLM (x= 0–5 wt.%, LM= Sn, Ga) alloys. Int. J. Mater. Res. 2016, 107, 459–471. [Google Scholar] [CrossRef]
- Kubásek, J.; Vojtěch, D.; Lipov, J.; Ruml, T. Structure, mechanical properties, corrosion behavior and cytotoxicity of biodegradable Mg–X (X=Sn, Ga, In) alloys. Mater. Sci. Eng. C 2013, 33, 2421–2432. [Google Scholar] [CrossRef] [PubMed]
- Kubásek, J.; Vojtech, D.; Pospíŝilová, I. Structural and corrosion characterization of biodegradable Mg-Zn alloy castings. Kov. Mater. 2012, 50, 415–424. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.R.; Hamzah, E.; Medraj, M.; Idris, M.H.; Lotfabadi, A.F.; Daroonparvar, M.; Yajid, M.A.M. Effect of heat treatment on the microstructure and corrosion behaviour of Mg-Zn alloys. Mater. Corros. 2014, 65, 999–1006. [Google Scholar] [CrossRef]
- Hernández-Cortés, A.A.; Escobedo-Bocardo, J.C.; Cortés-Hernández, D.A.; Almanza-Robles, J.M. Effect of gallium content and heat treatment on the microstructure and corrosion rate of magnesium binary alloys. Metals 2019, 9, 990. [Google Scholar] [CrossRef] [Green Version]
- Bazhenov, V.E.; Koltygin, A.V.; Sung, M.C.; Park, S.H.; Tselovalnik, Y.V.; Stepashkin, A.A.; Rizhsky, A.A.; Belov, M.V.; Belov, V.D.; Malyutin, K.V. Development of Mg–Zn–Y–Zr casting magnesium alloy with high thermal conductivity. J. Magnes. Alloy. 2021, 9, 1567–1577. [Google Scholar] [CrossRef]
- ASTM standard G1–03. Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Birbilis, N.; Staiger, M.P. Assessing the corrosion of biodegradable magnesium implants: A critical review of current methodologies and their limitations. Acta Biomater. 2012, 8, 925–936. [Google Scholar] [CrossRef]
- Bazhenov, V.; Koltygin, A.; Komissarov, A.; Anishchenko, A.; Khasenova, R.; Komissarova, J.; Bautin, V.; Seferyan, A.; Fozilov, B. Microstructure, Mechanical and Corrosion Properties of Biodegradable Mg-Ga-Zn-X (X = Ca, Y, Nd) Alloys, Metal 2018. In Proceedings of the 27th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2018; TANGER Ltd.: Ostrava, Czech Republic, 2018; pp. 1375–1380. [Google Scholar]
- ASTM standard G102–89. Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Okamoto, H. Ga-Mg (Gallium-Magnesium). J. Phase Equilibria Diffus. 2013, 34, 148. [Google Scholar] [CrossRef] [Green Version]
- Kang, Y.B.; Jeong, J.; Oh, S.H. Critical evaluation and thermodynamic optimization of Mg–Ga system and effect of low pressure on phase equilibria. Calphad 2014, 46, 168–175. [Google Scholar] [CrossRef]
- Predel, B. Mg-Zn (Magnesium-Zinc). In Li-Mg–Nd-Zr; Madelung, O., Ed.; Springer: Berlin, Germany, 1997; Volume 5H. [Google Scholar] [CrossRef]
- Okamoto, H. Supplemental Literature Review of Binary Phase Diagrams: Al-Pt, As-U, C-Li, C-Mg, Cd-Nd, Co-Ta, Fe-Re, Ga-Y, La-Ni, O-V, P-Si, and Re-Zr. J. Phase Equilibria Diffus. 2020, 41, 722–733. [Google Scholar] [CrossRef]
- Kraus, T.; Fischerauer, S.F.; Hänzi, A.C.; Uggowitzer, P.J.; Löffler, J.F.; Weinberg, A.M. Magnesium alloys for temporary implants in osteosynthesis: In vivo studies of their degradation and interaction with bone. Acta Biomater. 2012, 8, 1230–1238. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, Z.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef] [PubMed]
- Fazel Anvari-Yazdi, A.; Tahermanesh, K.; Hadavi, S.M.; Talaei-Khozani, T.; Razmkhah, M.; Abed, S.M.; Mohtasebi, M.S. Cytotoxicity assessment of adipose-derived mesenchymal stem cells on synthesized biodegradable Mg-Zn-Ca alloys. Mater. Sci. Eng. C 2016, 69, 584–597. [Google Scholar] [CrossRef] [PubMed]
- Bakhsheshi-Rad, H.R.; Idris, M.H.; Abdul-Kadir, M.R.; Ourdjini, A.; Medraj, M.; Daroonparvar, M.; Hamzah, E. Mechanical and bio-corrosion properties of quaternary Mg–Ca–Mn–Zn alloys compared with binary Mg–Ca alloys. Mater. Des. 2014, 53, 283–292. [Google Scholar] [CrossRef]
- Hänzi, A.C.; Sologubenko, A.S.; Gunde, P.; Schinhammer, M.; Uggowitzer, P.J. Design considerations for achieving simultaneously high-strength and highly ductile magnesium alloys. Philos. Mag. Lett. 2012, 92, 417–427. [Google Scholar] [CrossRef]
- Zhang, E.; Yin, D.; Xu, L.; Yang, L.; Yang, K. Microstructure, mechanical and corrosion properties and biocompatibility of Mg–Zn–Mn alloys for biomedical application. Mater. Sci. Eng. C 2009, 29, 987–993. [Google Scholar] [CrossRef]
- Poitevin, A.A.; Viezzer, C.; Machado, D.C.; Da Costa, B.E.P.; Figueiredo, A.E.; D’Avila, D.; Poli-De-Figueiredo, C.E. Effect of standard and neutral-pH peritoneal dialysis solutions upon fibroblasts proliferation. J. Bras. Nefrol. 2014, 36, 150–154. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Zhang, E. Biocorrosion behavior of magnesium alloy in different simulated fluids for biomedical application. Mater. Sci. Eng. C 2009, 29, 1691–1696. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Element Content (wt.%) | |||
|---|---|---|---|---|
| Mg | Zn | Ga | Y | |
| MgZn4Ga4 | Bal. | 4.2 | 4.1 | - |
| MgZn4Ga4Y0.5 | Bal. | 4.2 | 4.1 | 0.4 |
| MgZn6.5Ga2 | Bal. | 6.5 | 2.0 | - |
| MgZn4Ga2 | Bal. | 4.2 | 2.2 | - |
| MgZn2Ga2 | Bal. | 2.3 | 2.3 | - |
| Alloy | Phase | Element Content (at.%) | |||
|---|---|---|---|---|---|
| Mg | Zn | Ga | Y | ||
| MgZn4Ga4 | Mg7Zn3 | Bal. | 14.9 ± 1.9 | 9.3 ± 2.1 | - |
| Mg5Ga2 | Bal. | 5.7 ± 0.7 | 20.3 ± 0.7 | - | |
| MgZn4Ga4Y0.5 | Mg7Zn3 | Bal. | 16.7 ± 2.8 | 10.1 ± 2.7 | - |
| Mg5Ga2 | Bal. | 7.2 ± 1.1 | 19.5 ± 1.9 | - | |
| GaY | Bal. | 14.3 ± 2.2 | 31.5 ± 2.4 | 25.6 ± 3.5 | |
| MgZn6.5Ga2 | Mg7Zn3 | Bal. | 19.8 ± 0.9 | 4.2 ± 0.6 | - |
| Alloy | Condition | Ref. | Property | |||
|---|---|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | El (%) | CR * (mm/year) | |||
| MgZn4Ga4 | 18 h SSHT at 350 °C | This work | 92 | 211 | 8.2 | 0.59 |
| MgZn4Ga4Y0.5 | 18 h SSHT at 350 °C | This work | 97 | 207 | 7.5 | 0.27 |
| MgZn6.5Ga2 | 18 h SSHT at 350 °C | This work | 82 | 242 | 10.2 | 1.03 |
| MgZn4Ga2 | 18 h SSHT at 350 °C | This work | 66 | 228 | 12.5 | 0.78 |
| MgZn2Ga2 | 18 h SSHT at 350 °C | This work | 68 | 218 | 15.2 | 0.56 |
| MgGa4 | As-cast | [19] | 66 | 188 | 7.2 | 0.24 |
| MgGa5.5 | 12 h SSHT at 375 °C+ 0.5 h aging 225 °C | [17] | 107 | 181 | 8.2 | - |
| MgGa5.5 | 12 h SSHT at 375 °C+ 128 h aging 225 °C | [17] | 151 | 197 | 4.7 | - |
| MgGa | As-cast | [18] | 28 | 90 | 3.8 | - |
| MgGa3.5 | As-cast | [18] | 61 | 150 | 5.6 | - |
| MgGa5 | As-cast | [18] | 61 | 187 | 8.4 | - |
| MgGa3.5 | Extruded at 300 °C (ratio 10:1) | [18] | 158 | 245 | 13.7 | - |
| MgGa0.375 | As-cast | [22] | - | - | - | 0.67 |
| MgGa0.75 | As-cast | [22] | - | - | - | 0.72 |
| MgGa1.125 | As-cast | [22] | - | - | - | 0.87 |
| MgGa1.5 | As-cast | [22] | - | - | - | 1.02 |
| MgGa0.375 | 12 h SSHT at 350 °C+ 16 h aging 225 °C | [22] | - | - | - | 0.60 |
| MgGa0.75 | 12 h SSHT at 350 °C+ 16 h aging 225 °C | [22] | - | - | - | 0.55 |
| MgZn4Ga4 | ECAP, 3 passes at 310 °C (CB route) | [5] | 168 | 298 | 22.8 | 0.16 |
| MgZn4Ga4Ca0.2 | ECAP, 3 passes at 310 °C (CB route) | [5] | 165 | 255 | 17.5 | 0.37 |
| MgZn4Ga4Y0.3 | ECAP, 3 passes at 310 °C (CB route) | [5] | 144 | 283 | 18.0 | 0.22 |
| MgZn4Ga4Nd0.3 | ECAP, 3 passes at 310 °C (CB route) | [5] | 139 | 283 | 27.0 | 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazhenov, V.; Lyskovich, A.; Li, A.; Bautin, V.; Komissarov, A.; Koltygin, A.; Bazlov, A.; Tokar, A.; Ten, D.; Mukhametshina, A. Effect of Heat Treatment on the Mechanical and Corrosion Properties of Mg–Zn–Ga Biodegradable Mg Alloys. Materials 2021, 14, 7847. https://doi.org/10.3390/ma14247847
Bazhenov V, Lyskovich A, Li A, Bautin V, Komissarov A, Koltygin A, Bazlov A, Tokar A, Ten D, Mukhametshina A. Effect of Heat Treatment on the Mechanical and Corrosion Properties of Mg–Zn–Ga Biodegradable Mg Alloys. Materials. 2021; 14(24):7847. https://doi.org/10.3390/ma14247847
Chicago/Turabian StyleBazhenov, Viacheslav, Anastasia Lyskovich, Anna Li, Vasily Bautin, Alexander Komissarov, Andrey Koltygin, Andrey Bazlov, Alexey Tokar, Denis Ten, and Aigul Mukhametshina. 2021. "Effect of Heat Treatment on the Mechanical and Corrosion Properties of Mg–Zn–Ga Biodegradable Mg Alloys" Materials 14, no. 24: 7847. https://doi.org/10.3390/ma14247847