
Vat Photopolymerization of Cemented Carbide Specimen

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of Raw Materials
2.2. Slurry Preparation for Vat Photopolymerization
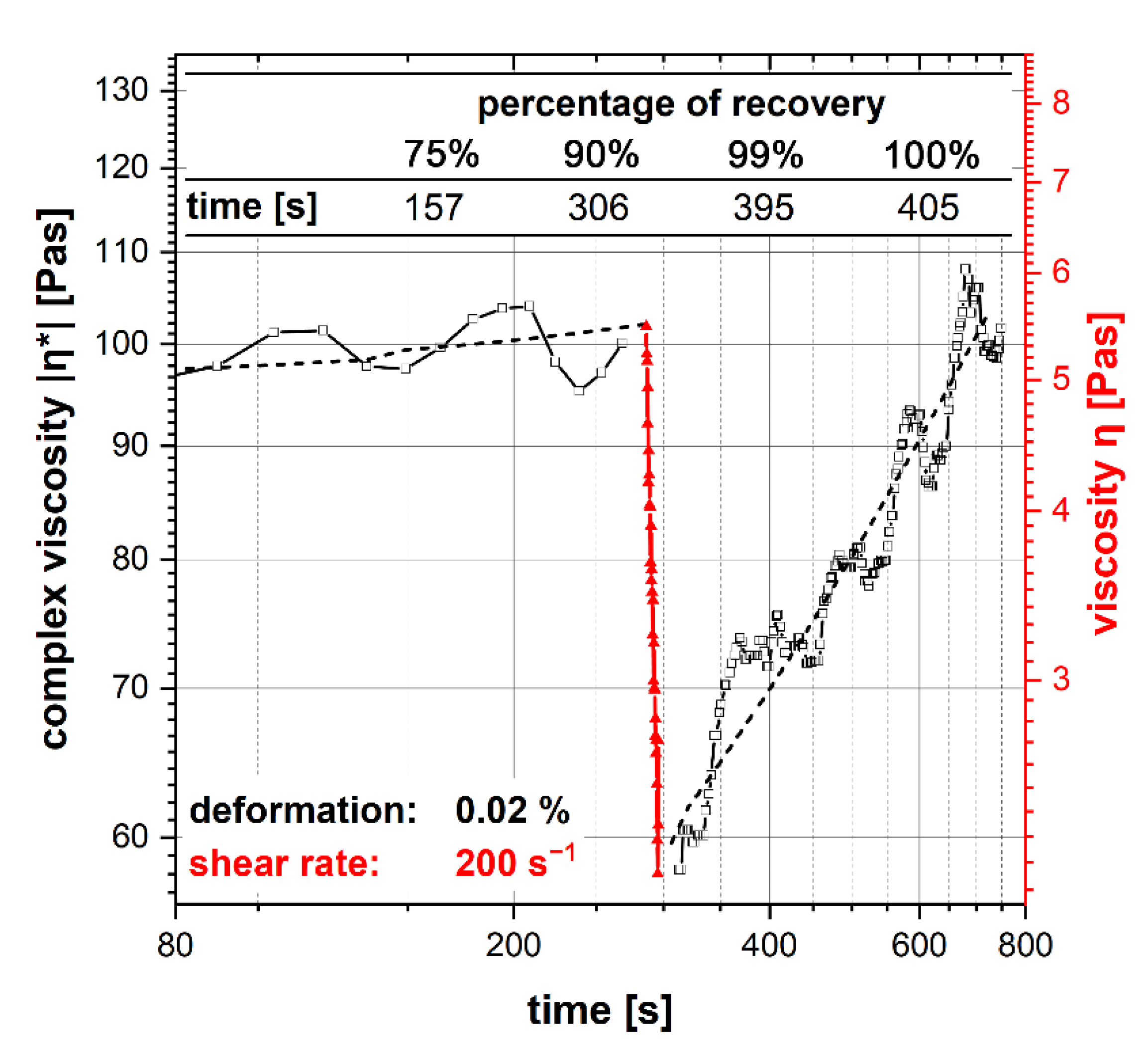
2.3. Characterization of Thixotropic Behavior
2.4. Additive Manufacturing and Characterization of the WC–Co Green Body
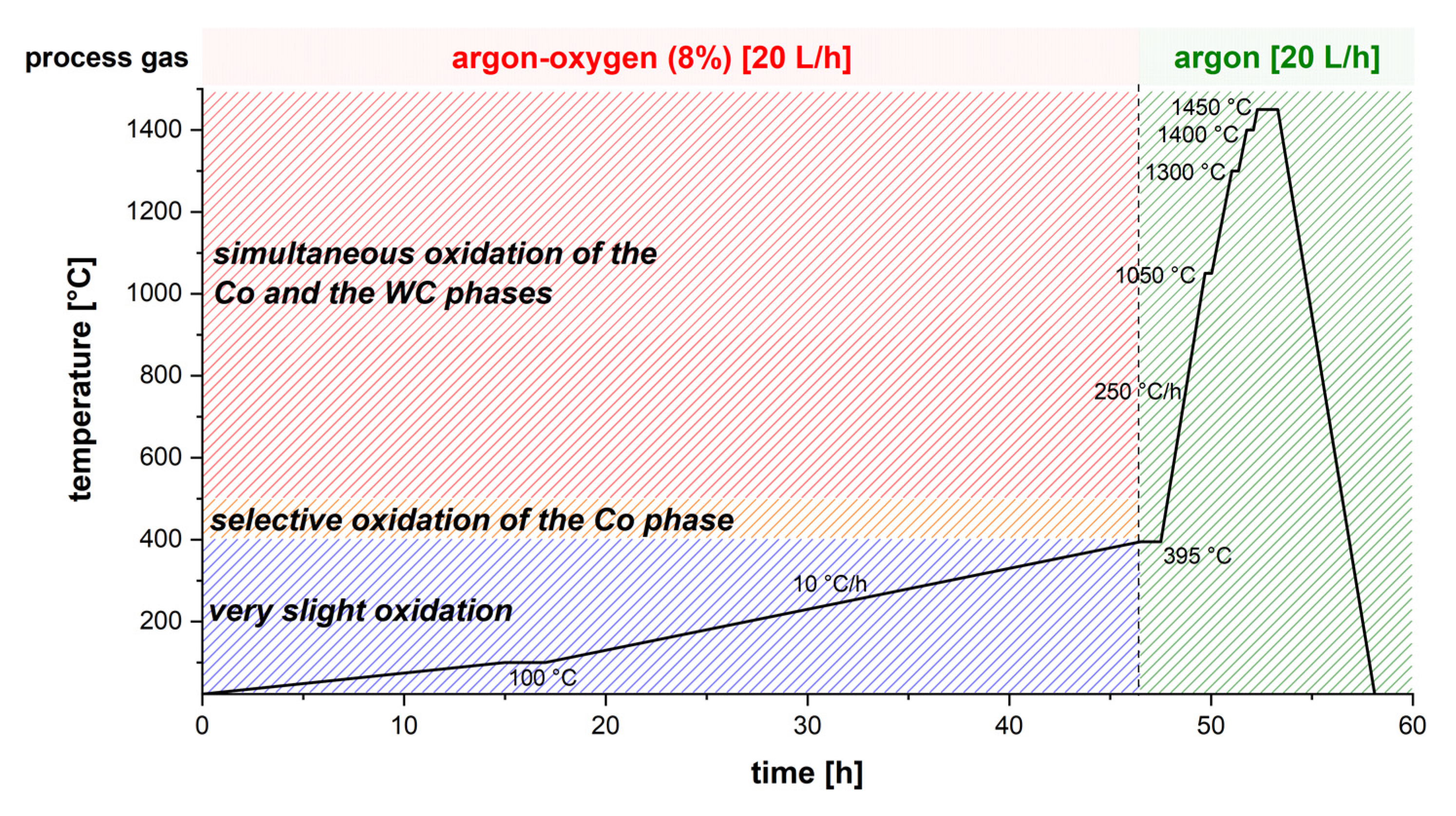
2.5. Debinding and Sintering
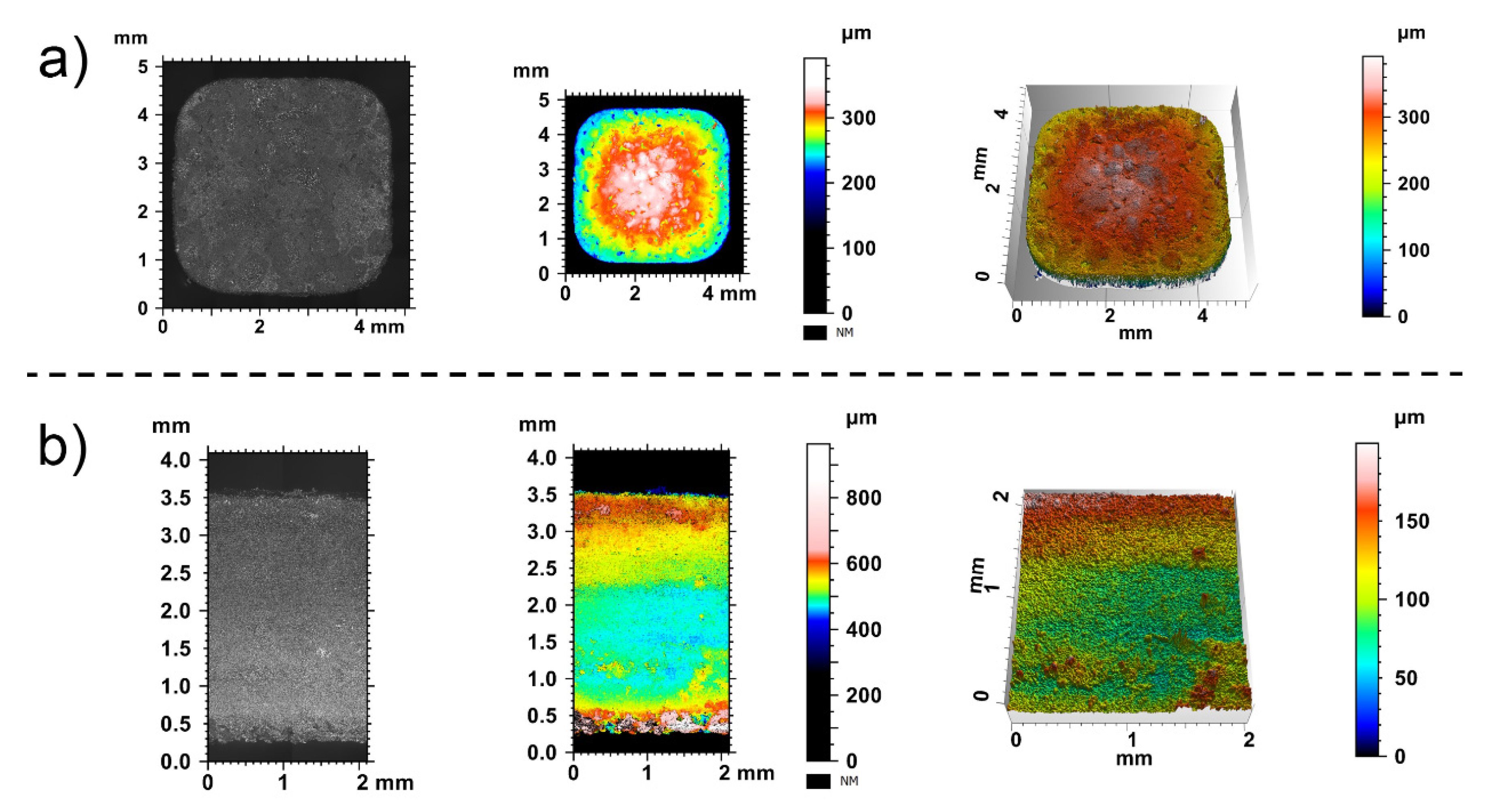
2.6. Characterization of the Sintered Specimen
3. Results and Discussion
3.1. Characterization of Raw Materials
3.2. Thixotropic Slurry Properties
3.3. Characterization of the Green Body
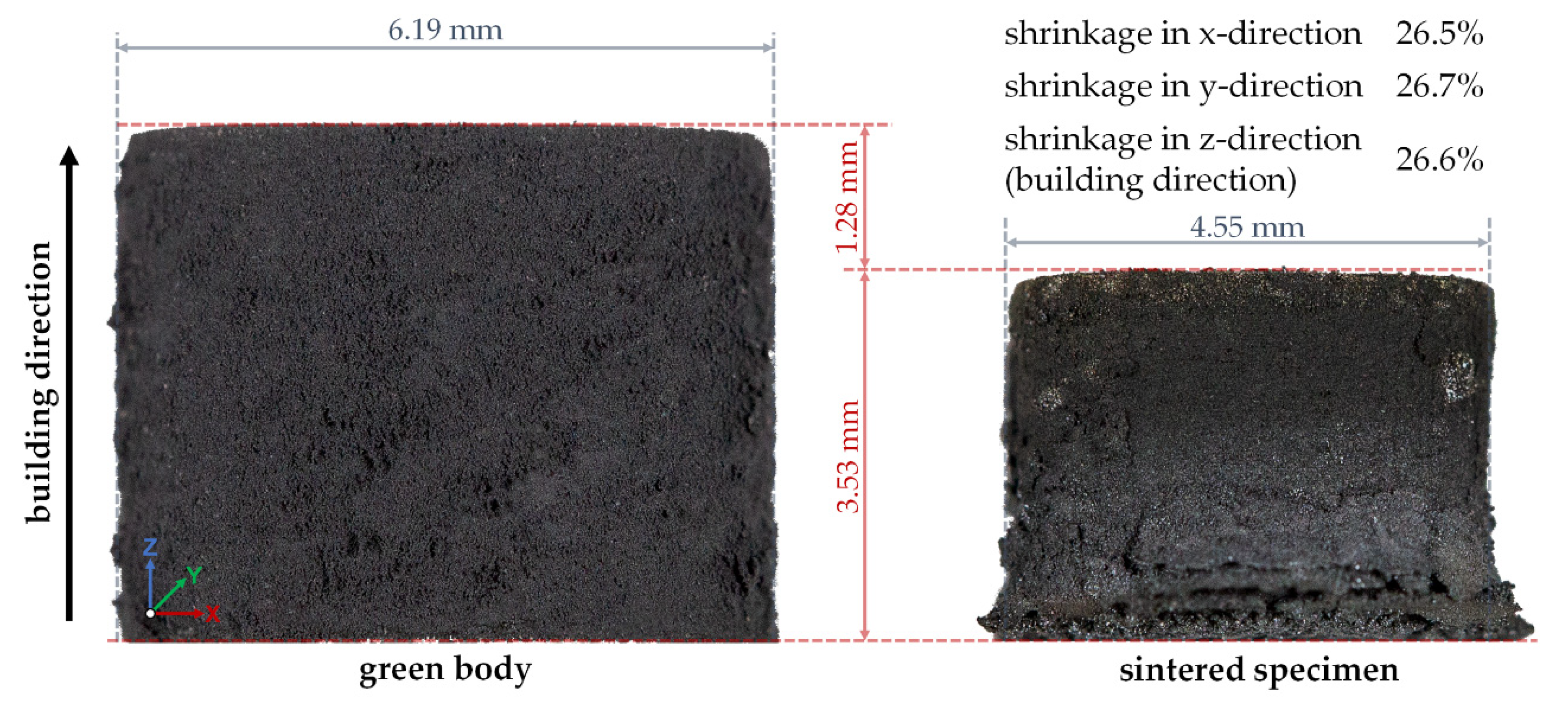
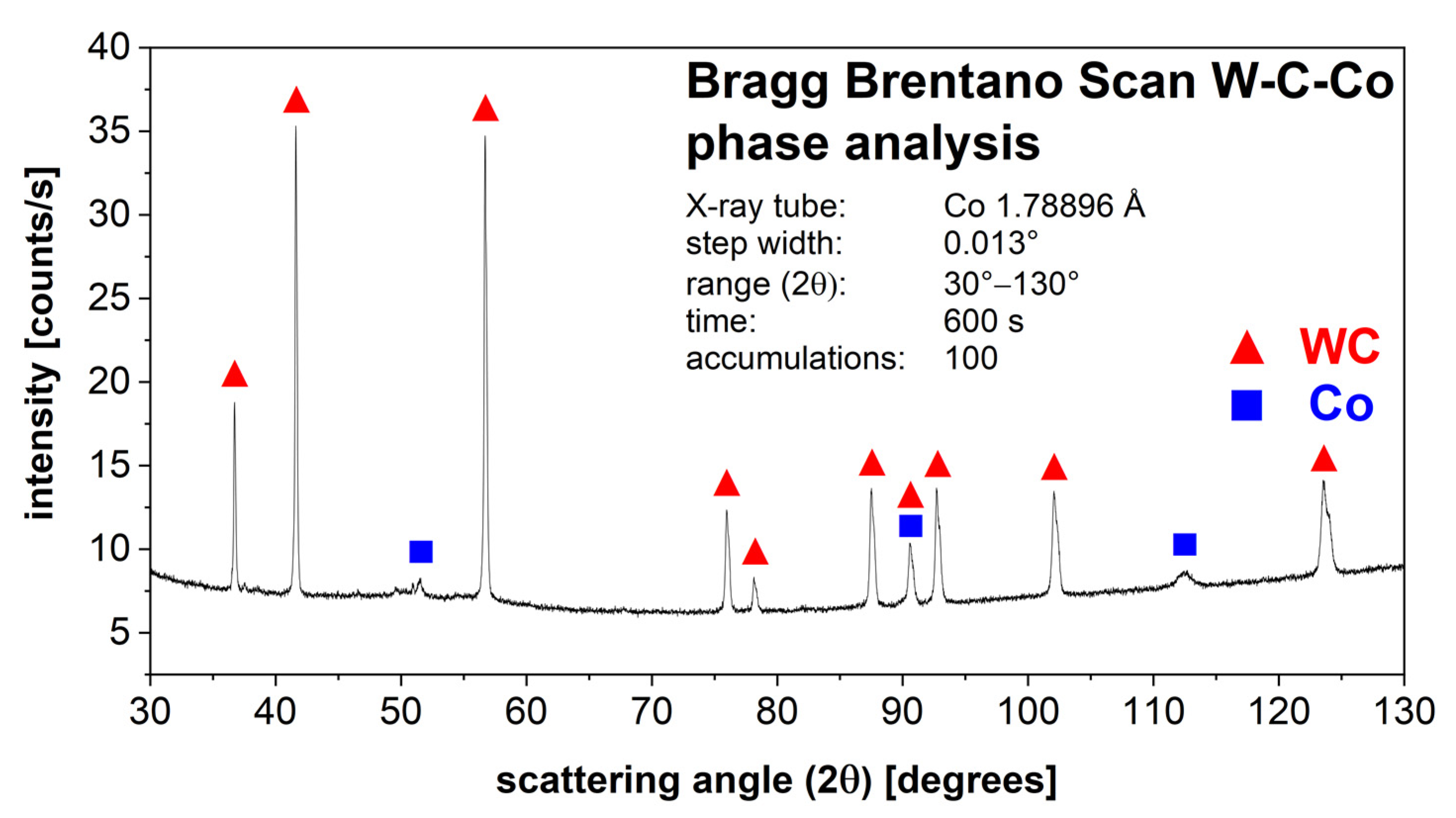
3.4. Characterization of the Sintered Specimen
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Miranda, R.M. Joining Cemented Carbides. In Comprehensive Hard Materials; Elsevier: Oxford, UK, 2014; pp. 527–538. ISBN 9780080965284. [Google Scholar]
- ASM International. Tool Materials, 2nd ed.; Davis, J.R., Ed.; ASM International: Materials Park, OH, USA, 1998; ISBN 978-0871705457. [Google Scholar]
- Kurlov, A.S.; Gusev, A.I. Tungsten Carbides: Structure, Properties and Application in Hardmetals; Springer: Cham, Switzerland, 2013; ISBN 978-3-319-00524-9. [Google Scholar]
- ASM International. ASM Handbook, Volume 7: Powder Metallurgy; ASM International: Materials Park, OH, USA, 2015; ISBN 978-1-62708-175-7. [Google Scholar]
- Upadhyaya, G.S. Cemented Tungsten Carbides: Production, Properties and Testing; William Andrew Publishing: Norwich, NY, USA, 1998; ISBN 978-0-8155-1417-6. [Google Scholar]
- Srivatsan, T.S.; Manigandan, K.; Sudarshan, T.S. Additive Manufacturing of Materials: Viable Techniques, Metals, Advances, Advantages, and Applications. In Additive Manufacturing: Innovations, Advances, and Applications; Srivatsan, T.S., Sudarshan, T.S., Eds.; Taylor & Francis: Boca Raton, FL, USA, 2016; pp. 2–48. ISBN 978-1-4987-1478-5. [Google Scholar]
- Grund, M.; Emmelmann, K. Implementierung von Schichtadditiven Fertigungsverfahren: Mit Fallbeispielen aus der Luftfahrtindustrie und Medizintechnik; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-662-44266-1. [Google Scholar]
- Uhlmann, E.; Bergmann, A.; Gridin, W. Investigation on Additive Manufacturing of Tungsten Carbide-cobalt by Selective Laser Melting. Procedia CIRP 2015, 35, 8–15. [Google Scholar] [CrossRef]
- Felzmann, R.; Gruber, S.; Mitteramskogler, G.; Tesavibul, P.; Boccaccini, A.R.; Liska, R.; Stampfl, J. Lithography-Based Additive Manufacturing of Cellular Ceramic Structures. Adv. Eng. Mater. 2012, 14, 1052–1058. [Google Scholar] [CrossRef]
- Zhakeyev, A.; Zhang, L.; Xuan, J. Photoactive resin formulations and composites for optical 3D and 4D printing of functional materials and devices. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Netherlands, 2020; pp. 387–425. ISBN 9780128168059. [Google Scholar]
- Yang, Y.; Zhang, C.; Wang, D.; Nie, L.; Wellmann, D.; Tian, Y. Additive manufacturing of WC-Co hardmetals: A review. Int. J. Adv. Manuf. Technol. 2020, 108, 1653–1673. [Google Scholar] [CrossRef]
- Pötschke, J.; Berger, C. Fraunhofer 3D prints hardmetal tools. Met. Powder Rep. 2017, 72, 69. [Google Scholar]
- Scheithauer, U.; Pötschke, J.; Weingarten, S.; Schwarzer, E.; Vornberger, A.; Moritz, T. Droplet-Based Additive Manufacturing of Hard Metal Components by Thermoplastic 3D Printing (T3DP). J. Ceram. Sci. Technol. 2017, 8, 155–160. [Google Scholar]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, Z.; Chen, C.; Yang, W. Additive manufacturing of WC-20Co components by 3D gel-printing. Int. J. Refract. Met. Hard Mater. 2018, 70, 215–223. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Light scattering in absorbing ceramic suspensions: Effect on the width and depth of photopolymerized features. J. Eur. Ceram. Soc. 2015, 35, 1895–1904. [Google Scholar] [CrossRef]
- Schubert, E.F.F. Refractive Index and Extinction Coefficient of Materials. Available online: https://www.ecse.rpi.edu/~schubert/Educational-resources/Materials-Refractive-index-and-extinction-coefficient.pdf (accessed on 9 July 2020).
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-based additive manufacturing of gray-colored SiC ceramic green body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Halloran, J.W. Ceramic Stereolithography: Additive Manufacturing for Ceramics by Photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Bártolo, P.J. Stereolithographic Processes. In Stereolithography: Materials, Processes and Applications; Bártolo, P.J., Ed.; Springer Science + Business Media LLC: Boston, MA, USA, 2011; pp. 1–36. ISBN 978-0-387-92904-0. [Google Scholar]
- Rieger, T.; Schubert, T.; Schurr, J.; Butschle, M.; Schwenkel, M.; Bernthaler, T.; Schneider, G. Slurry development for lithography-based additive manufacturing of cemented carbide components. Powder Technol. 2021, 383, 498–508. [Google Scholar] [CrossRef]
- Mewis, J.; Wagner, N.J. Colloidal Suspension Rheology; Cambridge University Press: Cambridge, UK, 2011; ISBN 9780511977978. [Google Scholar]
- Quinard, C.; Barriere, T.; Gelin, J.C. Development and property identification of 316L stainless steel feedstock for PIM and µPIM. Powder Technol. 2009, 190, 123–128. [Google Scholar] [CrossRef]
- Gonzlez-Gutirrez, J.; Beulke, G.; Emri, I. Powder Injection Molding of Metal and Ceramic Parts. In Some Critical Issues for Injection Molding; Wang, J., Ed.; InTech: Rijeka, Croatia, 2012; ISBN 978-953-51-0297-7. [Google Scholar]
- Shivashankar, T.S.; Enneti, R.K.; Park, S.-J.; German, R.M.; Atre, S.V. The effects of material attributes on powder–binder separation phenomena in powder injection molding. Powder Technol. 2013, 243, 79–84. [Google Scholar] [CrossRef]
- Thornagel, M. Simulating flow can help avoid mould mistakes. Met. Powder Rep. 2010, 65, 26–29. [Google Scholar] [CrossRef]
- Enneti, R.K.; Park, S.J.; German, R.M.; Atre, S.V. Review: Thermal Debinding Process in Particulate Materials Processing. Mater. Manuf. Process. 2012, 27, 103–118. [Google Scholar] [CrossRef]
- García, J.; Strelsky, W. Process development and scale up of cemented carbide production. In Scale-Up in Metallurgy; Lackner, M., Ed.; Verlag ProcessEng Engineering GmbH: Vienna, Austria, 2010; pp. 235–266. ISBN 978-3902655103. [Google Scholar]
- German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef] [Green Version]
- German, R.M. Sintering with a Liquid Phase. In Sintering: From Empirical Observations to Scientific Principles; Elsevier: New York, NY, USA, 2014; pp. 247–303. ISBN 9780124016828. [Google Scholar]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Johansson, T.; Uhrenius, B. Phase equilibria, isothermal reactions, and a thermodynamic study in the Co-W-C system at 1150 °C. Met. Sci. 1978, 12, 83–94. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Senos, A.M.R. Cemented carbide phase diagrams: A review. Int. J. Refract. Met. Hard Mater. 2011, 29, 405–418. [Google Scholar] [CrossRef]
- DIN SPEC 91143-2:2012-09, Modern Rheological Test Methods—Part 2: Thixotropy—Determination of the Time-Dependent Structural Change—Fundamentals and Interlaboratory Test; Text in German and English; Beuth Verlag GmbH: Berlin, Germany, 2012. [CrossRef]
- Upadhyaya, A.; Sarathy, D.; Wagner, G. Advances in sintering of hard metals. Mater. Des. 2001, 22, 499–506. [Google Scholar] [CrossRef]
- Chen, L.; Yi, D.; Wang, B.; Liu, H.; Wu, C. Mechanism of the early stages of oxidation of WC–Co cemented carbides. Corros. Sci. 2016, 103, 75–87. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallography: Principles and Practice, 4th ed.; ASM International: Materials Park, OH, USA, 2007; ISBN 978-0-87170-672-0. [Google Scholar]
- Roebuck, B.; Bennett, E.; Lay, L.; Morrell, R. Palmqvist Toughness for Hard and Brittle Materials; Measurement Good Practice Guide No. 9; National Physical Laboratory: Teddington, UK, 2008. [Google Scholar]
- Shetty, D.K.; Wright, I.G.; Mincer, P.N.; Clauer, A.H. Indentation fracture of WC-Co cermets. J. Mater. Sci. 1985, 20, 1873–1882. [Google Scholar] [CrossRef]
- Prakash, L. Fundamentals and General Applications of Hardmetals. In Comprehensive Hard Materials; Elsevier: Oxford, UK, 2014; pp. 29–90. ISBN 9780080965284. [Google Scholar]
- Heng, S.Y.; Muhamad, N.; Sulong, A.B.; Fayyaz, A.; Amin, S.M. Effect of sintering temperature on the mechanical and physical properties of WC–10%Co through micro-powder injection molding (μPIM). Ceram. Int. 2013, 39, 4457–4464. [Google Scholar] [CrossRef]
- Pérez, M.; García-Collado, A.; Carou, D.; Medina-Sánchez, G.; Dorado-Vicente, R. On surface quality of engineered parts manufactured by additive manufacturing and postfinishing by machining. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 369–394. ISBN 9780128184110. [Google Scholar]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods used to Improve Surface Finish of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. India Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Campbell, R.I.; Martorelli, M.; Lee, H.S. Surface roughness visualisation for rapid prototyping models. Comput.-Aided Des. 2002, 34, 717–725. [Google Scholar] [CrossRef]
- European Powder Metallurgy Association. Introduction to Additive Manufacturing Technology 3nd Edition: A Guide for Designers and Engineers. Available online: https://www.epma.com/epma-free-publications/product/download/file_id-12489 (accessed on 7 May 2019).
- Song, X. Slurry Based Stereolithography: A Solid Freeform Fabrication Method of Ceramics and Composites. Ph.D. Dissertation, University of Southern California, Los Angeles, CA, USA, 2016. [Google Scholar]
- Wang, K.; Qiu, M.; Jiao, C.; Gu, J.; Xie, D.; Wang, C.; Tang, X.; Wei, Z.; Shen, L. Study on defect-free debinding green body of ceramic formed by DLP technology. Ceram. Int. 2020, 46, 2438–2446. [Google Scholar] [CrossRef]
- Spriggs, G.E. 13.4 Properties of hardmetals and cermets. In Powder Metallurgy Data. Refractory, Hard and Intermetallic Materials; Beiss, P., Ruthardt, R., Warlimont, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2002; pp. 86–117. ISBN 3-540-42961-1. [Google Scholar]
- Fouassier, J.P.; Lalevée, J. Photoinitiators for Polymer Synthesis: Scope, Reactivity and Efficiency; Wiley: Weinheim, Germany, 2012; ISBN 9783527648245. [Google Scholar]
- Amberg, S.; Doxner, H. Porosity in Cemented Carbide. Powder Metall. 1977, 20, 1–10. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| d10 [µm] | d50 [µm] | d90 [µm] | d99 [µm] | BET [m2/g] | Porosity Fraction [%] | WC/Co Ratio | |
|---|---|---|---|---|---|---|---|
| WC–Co (88:12 wt%) granules | 8.4 | 15.8 | 24.3 | 32.4 | 0.13 | 9.1 ± 3.5 b | 8.4 ± 1.9 b |
| Initial FERETmax of WC particles a | 0.7 | 1.1 | 1.8 | 2.4 | |||
| Fraction of WC–Co Granules a [%] | True Fraction of WC–Co Granules b [%] | Fraction of Organic Binder a [%] | True WC–Co Granule/ Organic Binder Ratio a | |
|---|---|---|---|---|
| WC–Co (88:12 wt%) green body solid fraction: 40 vol% | 42.5 ± 1.2 | 38.6 ± 1.2 | 57.5 ± 1.2 | 0.67 |
| Ra [µm] | Rz [µm] | Sa [µm] | Sz [µm] | |
|---|---|---|---|---|
| surface roughness/texture parameters of the top surface | 3.1 a | 19.8 a | 26.6 | 391 |
| surface roughness/texture parameters of the specimen side (building direction) | 6.2 b | 42.6 b | 23.2 | 199 |
| Ra [µm] | |
|---|---|
| vat photopolymerization (with developed WC–Co slurry) | 3.1–6.2 |
| vat photopolymerization (especially for stereolithography) | 2–40 |
| powder bed fusion (especially for selective laser sintering) | 5–35 |
| material extrusion (especially for fused deposition modelling) | 9–40 |
| material jetting | 3–30 |
| sheet lamination (especially for laminated object manufacturing) | 6–27 |
| Hardness [HV10] | Fracture Toughness | |
|---|---|---|
| WC–Co (88:12 wt%) literature data [48] | ~1375 a | ~16–17 |
| WC–Co (88:12 wt%) measured after sintering | 1157 ± 59 b | 12 ± 2 c |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rieger, T.; Schubert, T.; Schurr, J.; Kopp, A.; Schwenkel, M.; Sellmer, D.; Wolff, A.; Meese-Marktscheffel, J.; Bernthaler, T.; Schneider, G. Vat Photopolymerization of Cemented Carbide Specimen. Materials 2021, 14, 7631. https://doi.org/10.3390/ma14247631
Rieger T, Schubert T, Schurr J, Kopp A, Schwenkel M, Sellmer D, Wolff A, Meese-Marktscheffel J, Bernthaler T, Schneider G. Vat Photopolymerization of Cemented Carbide Specimen. Materials. 2021; 14(24):7631. https://doi.org/10.3390/ma14247631
Chicago/Turabian StyleRieger, Thomas, Tim Schubert, Julian Schurr, Andreas Kopp, Michael Schwenkel, Dirk Sellmer, Alexander Wolff, Juliane Meese-Marktscheffel, Timo Bernthaler, and Gerhard Schneider. 2021. "Vat Photopolymerization of Cemented Carbide Specimen" Materials 14, no. 24: 7631. https://doi.org/10.3390/ma14247631