1. Introduction
Machine components used in many industries often require adequate preparation of both surface and surface layers in order to improve surface roughness and performance properties such as fatigue strength, corrosion resistance, and wear resistance. One way to achieve this is to use mechanical surface machining, which includes processes such as shot peening and burnishing [
1].
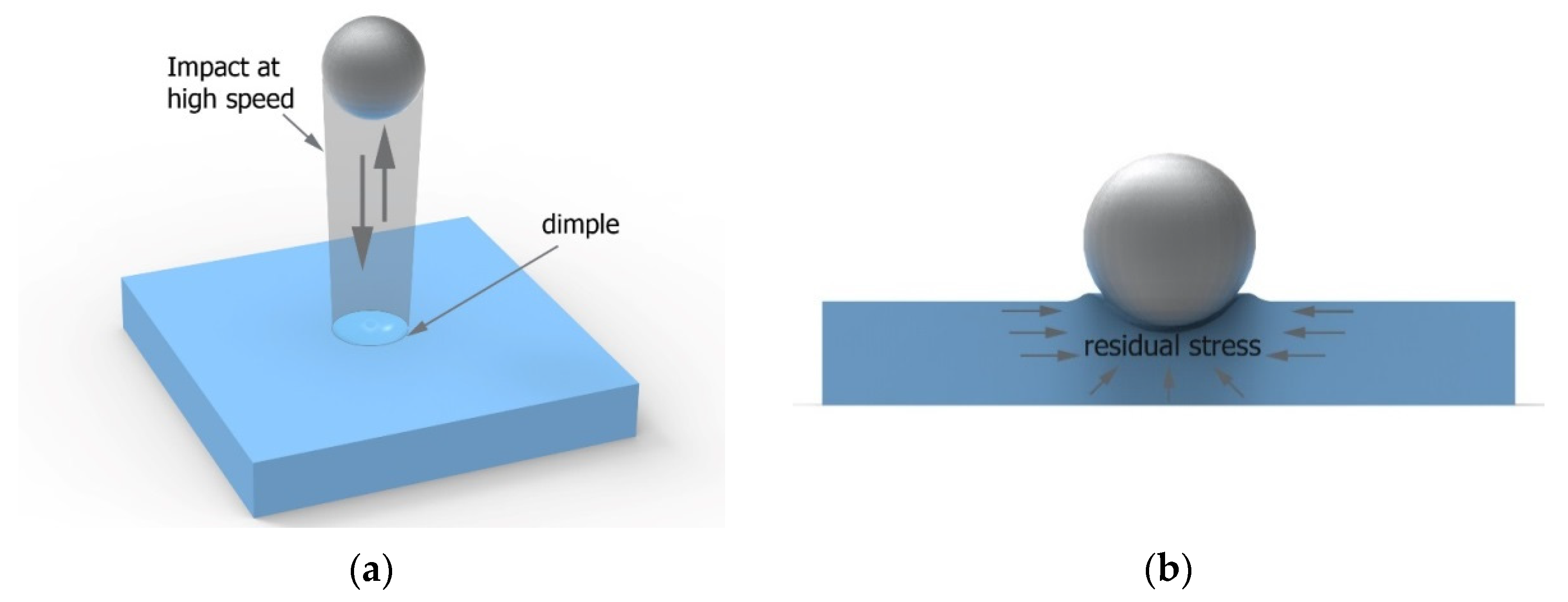
The idea of shot peening is shown in
Figure 1a. The peening element with a defined or—in the case of vibratory shot peening and blasting—undefined energy hits the workpiece and thus mirrors its shape on the machined surface. Plastic deformation is caused by a system of forces inducing surface pressures, the values of which exceed the yield stress of the machined material. The mirroring of the shape of the shot-peening element on the workpiece surface changes the arrangement of surface micro-irregularities. At the same time, work hardening, which occurs during the process, leads to changes in the properties of the surface layer, e.g., residual stresses (
Figure 1b).
In the burnishing process, a hard and smooth burnishing element either hits or exerts pressure on the surface of the workpiece. Although burnishing elements usually have the shape of a sphere, cylinder, or cone, they may also be solids composed of a cylinder and a cone or of a sphere segment and a torus segment. The burnishing process is associated with plastic deformation of the workpiece surface layer, as well as with changes in the geometric structure of the workpiece surface.
The above-described methods have their specific areas of application in many industries and are the object of studies conducted by numerous research centers.
The shot-peening process is usually used to ensure specific effects such as surface layer hardening and the induction of favorable compressive residual stresses to improve fatigue strength, welded joint strength [
2], and wear and corrosion resistance. Another effect is to reduce surface roughness or to create a specific system of surface micro-irregularities in order to achieve the required functional properties, e.g., the formation of lubricating micro-grooves on the mating surfaces under frictional conditions, e.g., in journals, bushings, guides, cylinders, pistons, etc. Brushing is an unconventional machining method that produces effects that are similar to those obtained with the shot-peening process. This method combines the features of both machining (loss of processed material) and shot peening (strengthened surface layer, increased microhardness, and induction of desirable compressive residual stresses) [
3,
4,
5].
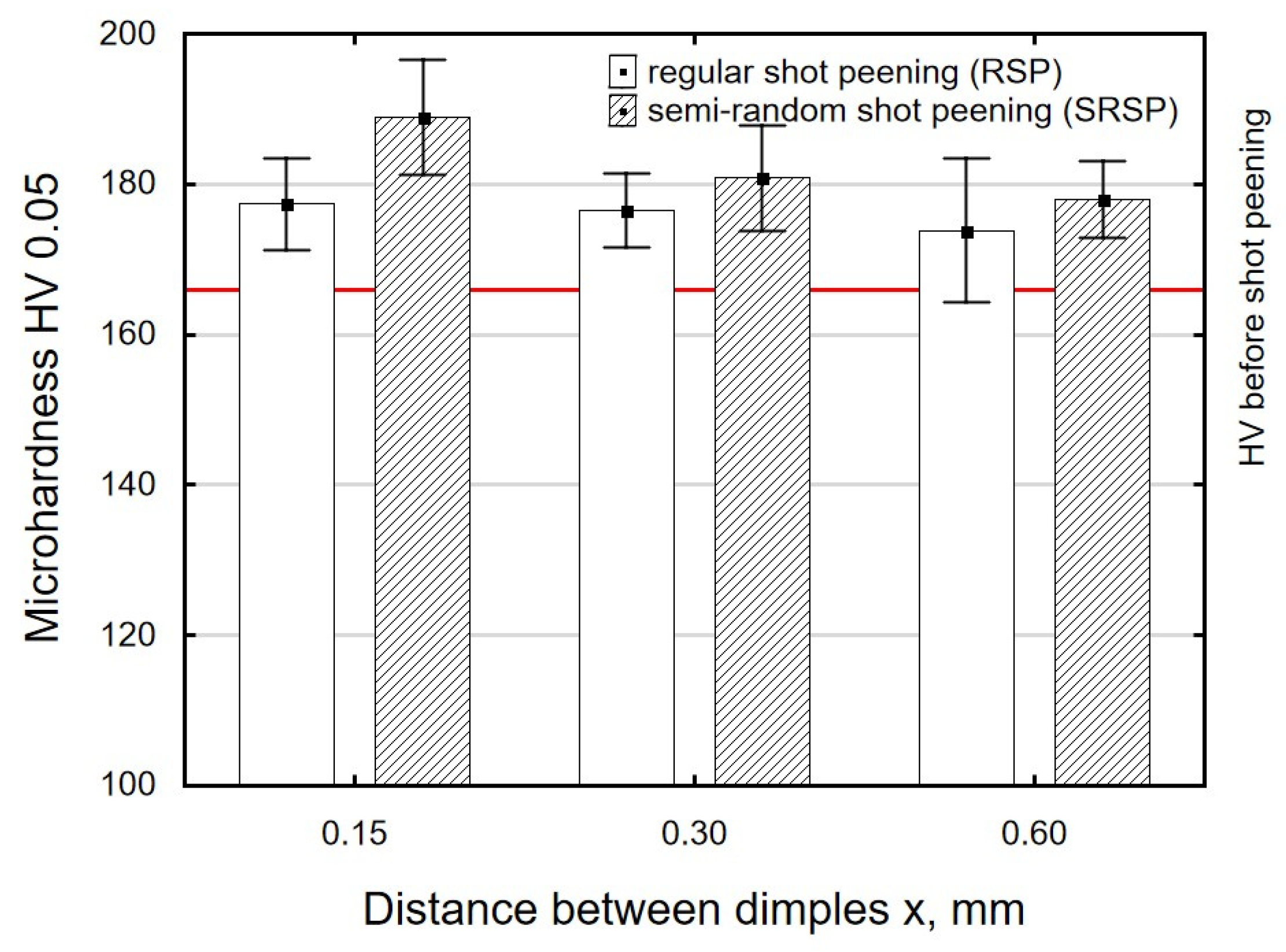
The main effects of shot peening include improved fatigue strength due to the creation of compressive residual stresses and surface layer hardening. In addition to the distribution of residual stresses and hardness, the factors affecting fatigue strength include the mechanical properties of a material and the formation of a specific system of surface micro-irregularities resulting from the mirroring of the shot-peening element on the surface of the workpiece [
6]. The effect of shot peening on the fatigue strength of aluminum alloys was investigated in [
7,
8,
9,
10,
11]. The authors of [
7] compared the fatigue strength of 7050-T7451 alloy after polishing, machining, and shot peening. Four different combinations of media and shot-peening intensity were studied. In compliance with the ASTM E466-07 standard, cylindrical specimens were used for testing. Fatigue tests were conducted under high- and low-cycle conditions. In addition, fatigue life dispersion was analyzed. It was shown that there was a close relationship between shot size, surface roughness, and fatigue life. The same authors analyzed the fatigue life of as-polished and shot-peened specimens using a monotonic and cyclic damage model [
8]. Predictions of the cyclic damage model were globally closer to experimental fatigue lives than those obtained with the monotonic damage model. In [
9,
10], the effect of shot-peening processing parameters on the fatigue behavior and fatigue crack propagation of aluminum AA7475-T7351 alloy was investigated. Surface roughness was found to be as important in influencing fatigue strength as residual stress. The authors of [
11] investigated the effect of severe shot peening with different intensities on the fatigue life of AW 7075 aluminum alloy. Compared to mechanically polished specimens, the fatigue life of specimens after severe shot-peening treatment increased by 9% depending on the applied conditions. A comparison of the effects of vibratory peening and shot peening is presented in [
12]. For Ti6Al4V titanium alloy, similar compressive stress values were obtained with shot peening and vibratory peening. For E-16NiCrMo13 steel, however, the maximum compressive residual stresses were higher and deeper after vibratory peening. The method named by the author as random controlled shot peening ensures the control of dimples by means of precisely defined movements of the peening elements, which enables the determination of impact density. The application of this method makes it possible to obtain similar increases in fatigue life as those obtained with the vibratory shot-peening process [
13].
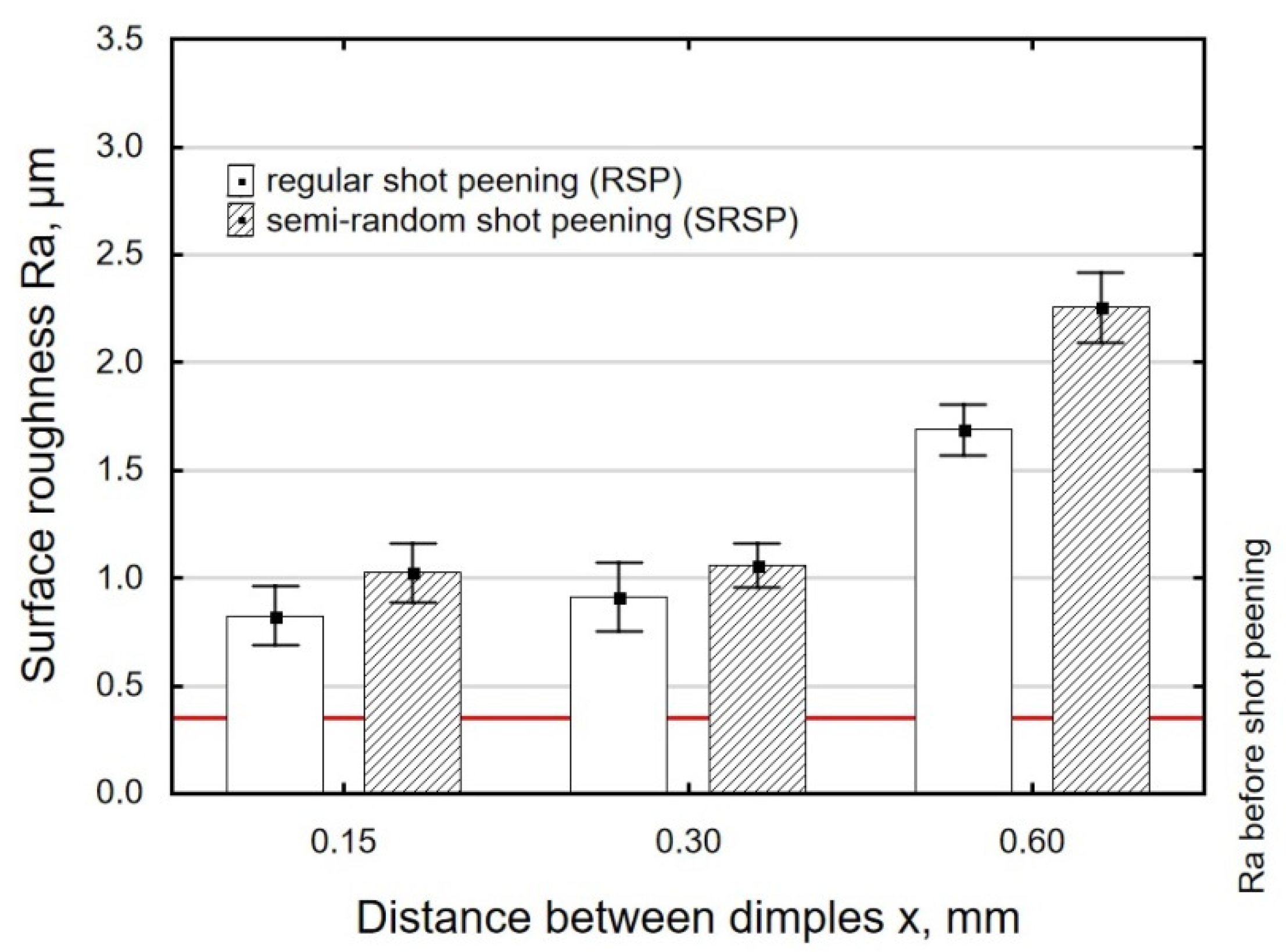
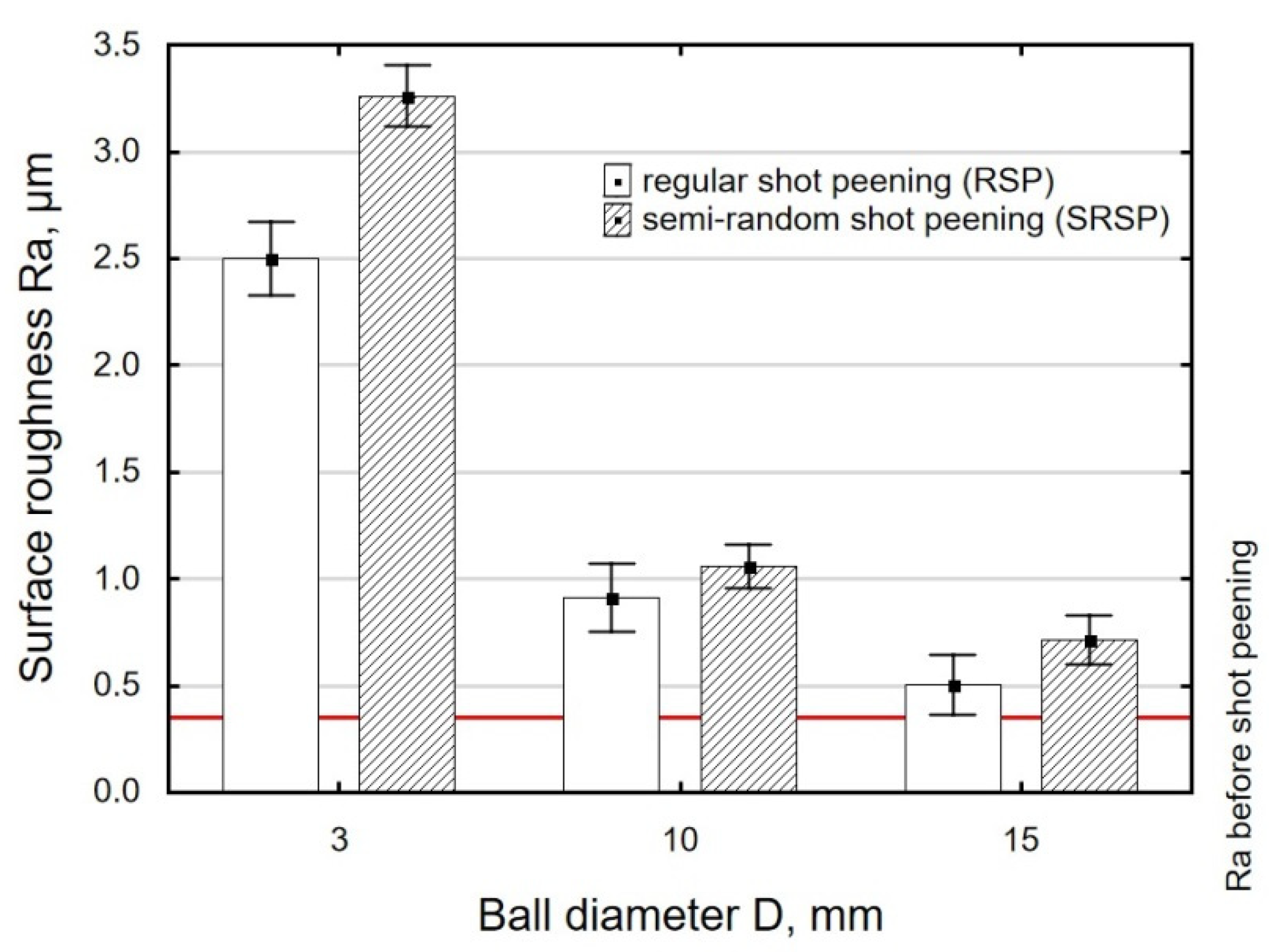
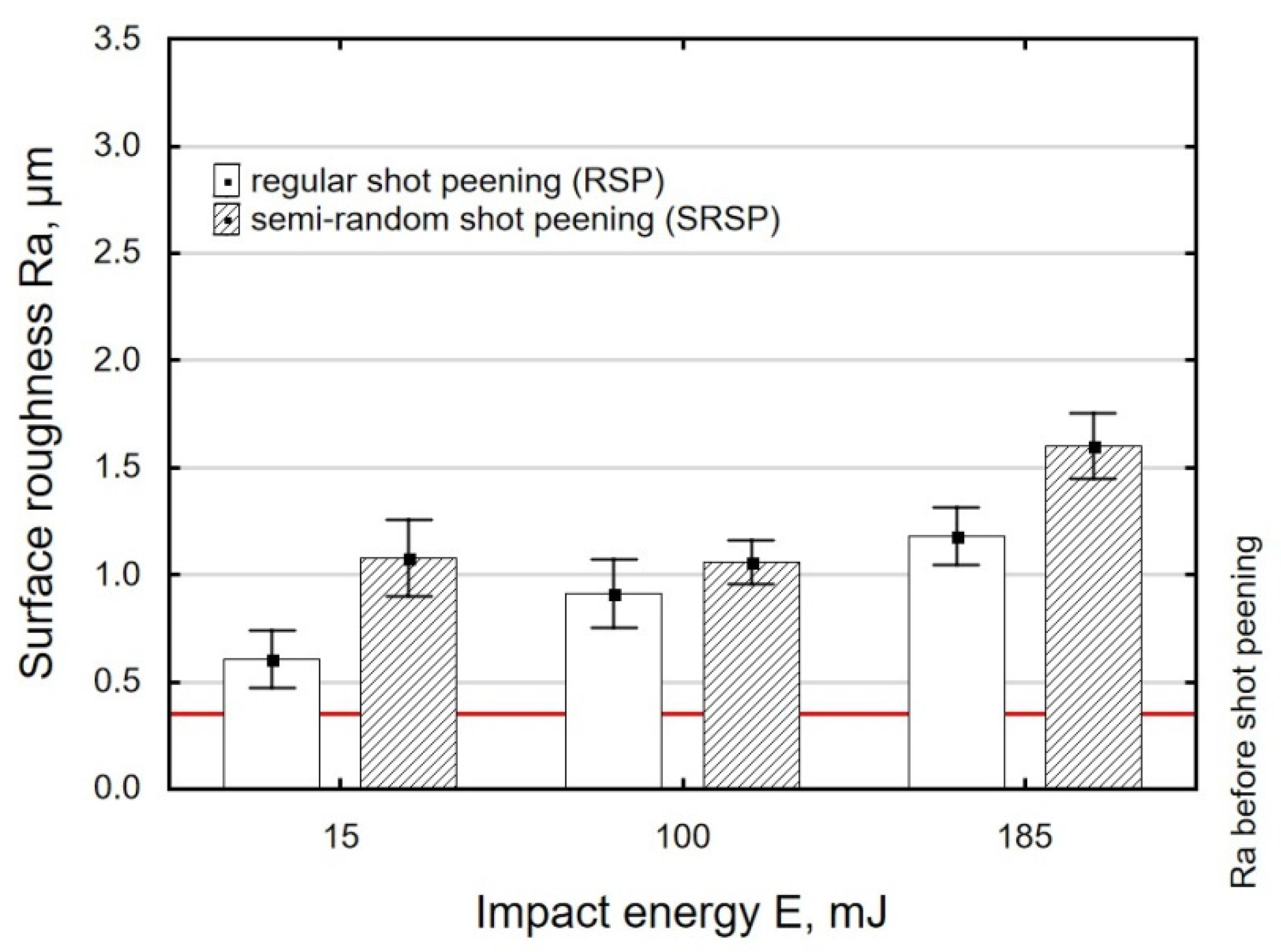
The impact of the peening element on the machined surface results in a changed pattern of surface micro-irregularities and, consequently, in changed roughness parameters. Surface roughness after shot peening primarily depends on the processing conditions, process intensity, shape and size of peening elements, shot-peening method, or properties of the machined material. Adequately selected shot-peening process conditions make it possible to significantly reduce roughness parameters or to optimize the Abbott–Firestone curve providing information about the wear rate of mating elements [
12,
14,
15,
16,
17]. However, when the force exerted by the peening element is too high, the process can cause high plastic strains and thus increased roughness [
18,
19]. A combination of conventional shot peening and ultrasonic shot-peening machining can lead to improved surface roughness compared to the use of the shot-peening process only [
19]. In terms of reducing roughness parameters, very good effects can be obtained with the use of the ball-burnishing process. In [
20], the effects of burnishing speed, feed, and clamping force in ball burnishing of AISI 1045 steel were investigated. It was shown that there was a pressure burnishing force limit, beyond which an increase in surface roughness was observed. Moreover, it was found that burnishing speed only had a slight effect on surface roughness, which—in terms of efficiency—can be regarded as a premise for the use of the maximum possible values (taking into account machine tool kinematics). On the other hand, higher burnishing feed leads to increased surface roughness, with the roughness parameters being strongly dependent on the initial roughness. The stereometric state of a surface is strongly correlated with fatigue strength due to the propagation of cracks that depend on surface development. In [
21], the authors studied the effect of laser peening and shot peening on surface roughness after friction stir welding. Surface properties were analyzed for both the base material and weld nugget. In the range of processing parameters applied, the highest roughness values were obtained after shot peening, while the surface roughness changes in the weld-nugget region were small for the laser- and shot-peened as well as unpeened specimens. A great advantage of shot-peening and burnishing processes is that they make it possible to process and improve the surface roughness of materials after heat treatment, as demonstrated in [
22,
23]. As a result of surface burnishing after turning, hardened shafts show a significant reduction in their surface roughness parameters [
22]. The use of surface treatment methods such as vibratory shot peening and anodizing with vibratory shot peening makes it possible to increase the strength of titanium alloy adhesive joints [
24].
Defects, damage, and burrs on the edges of elements may be corrosion centers. By surface smoothing, work hardening, and thus the induction of compressive residual stresses, shot peening may contribute to inhibiting the development of corrosion [
25,
26]. Aluminum alloys exposed to pitting corrosion show a drastic decrease in their fatigue strength [
27]. One way to improve the material’s resistance to corrosion fatigue is by using shot peening. Shot peening can also be combined with other processes for improving corrosion resistance, e.g., plasma electrolytic oxidation (PEO) [
28].
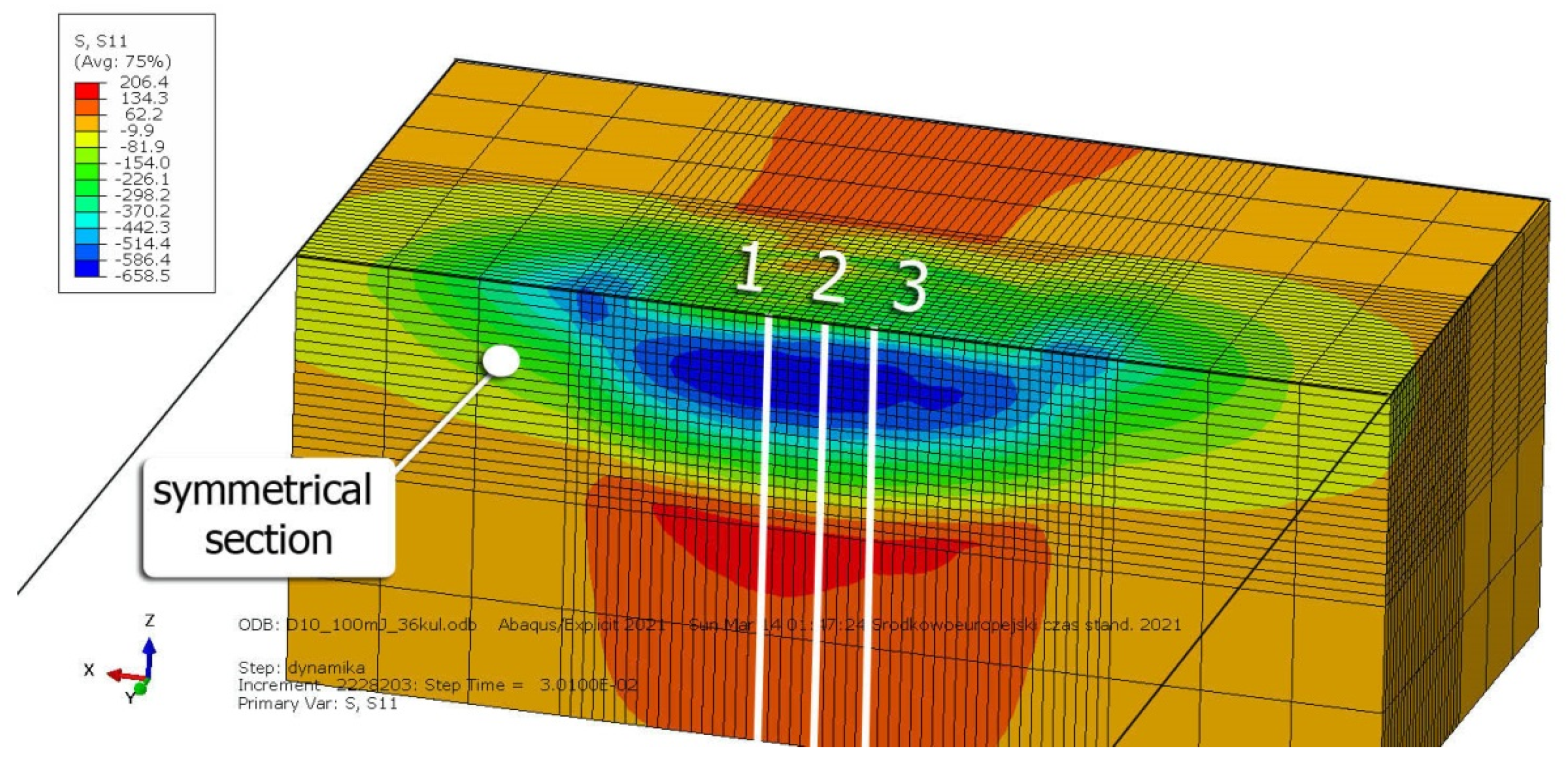
Many research works undertake finite element method (FEM) analyses of the distribution of residual stresses remaining in the surface layer after shot peening [
29,
30,
31,
32,
33]. Obtained FEM results are very often highly consistent with experimental findings [
34,
35]. The accuracy of shot-peening process modeling is affected by, among other things, the ratio of side lengths of the finite elements used to discretize the object, the refinement of the mesh, and the finite shape of the element [
36]. To represent the behavior of a material under dynamic conditions, the Johnson–Cook model is generally used for tested materials. The constitutive J-C model reflects the behavior of many materials under dynamic loads well. Despite its relatively simple form, the model considers the influence of the degree of deformation, strain rate, and temperature on the flow stress behavior. In FEM simulations of the vibratory shot-peening process, much attention is paid to correct description and modeling of the random shot-peening process wherein multiple peening elements hit the workpiece. For this purpose, suitable Python or Matlab scripts are used [
30,
32,
37,
38].
In addition to the above, the shot-peening process can be used to improve the dimensional and shape accuracy of manufactured elements. In some situations, the use of shot peening makes it possible to use construction materials that have lower mechanical properties or were not heat-treated; this is possible because these properties can be improved after the shot-peening process as a result of work hardening by shot peening.
Moreover, there are other innovative techniques, such as ultrasonic nanocrystal surface modification [
39,
40]. This method implements ultrasonic shocks in the designed path to induce surface hardening and reduce roughness. Similar effects are obtained after the shot-peening process.
Shot peening usually leads to changes in surface roughness, wear resistance, corrosion resistance, and fatigue strength, with the extent of these changes depending on the method and process conditions applied.
2. Motivation
The shot-peening process can be performed in many ways: centrifugal (which can produce significantly higher impact energy [
41]), blasting, or vibratory shot peening.
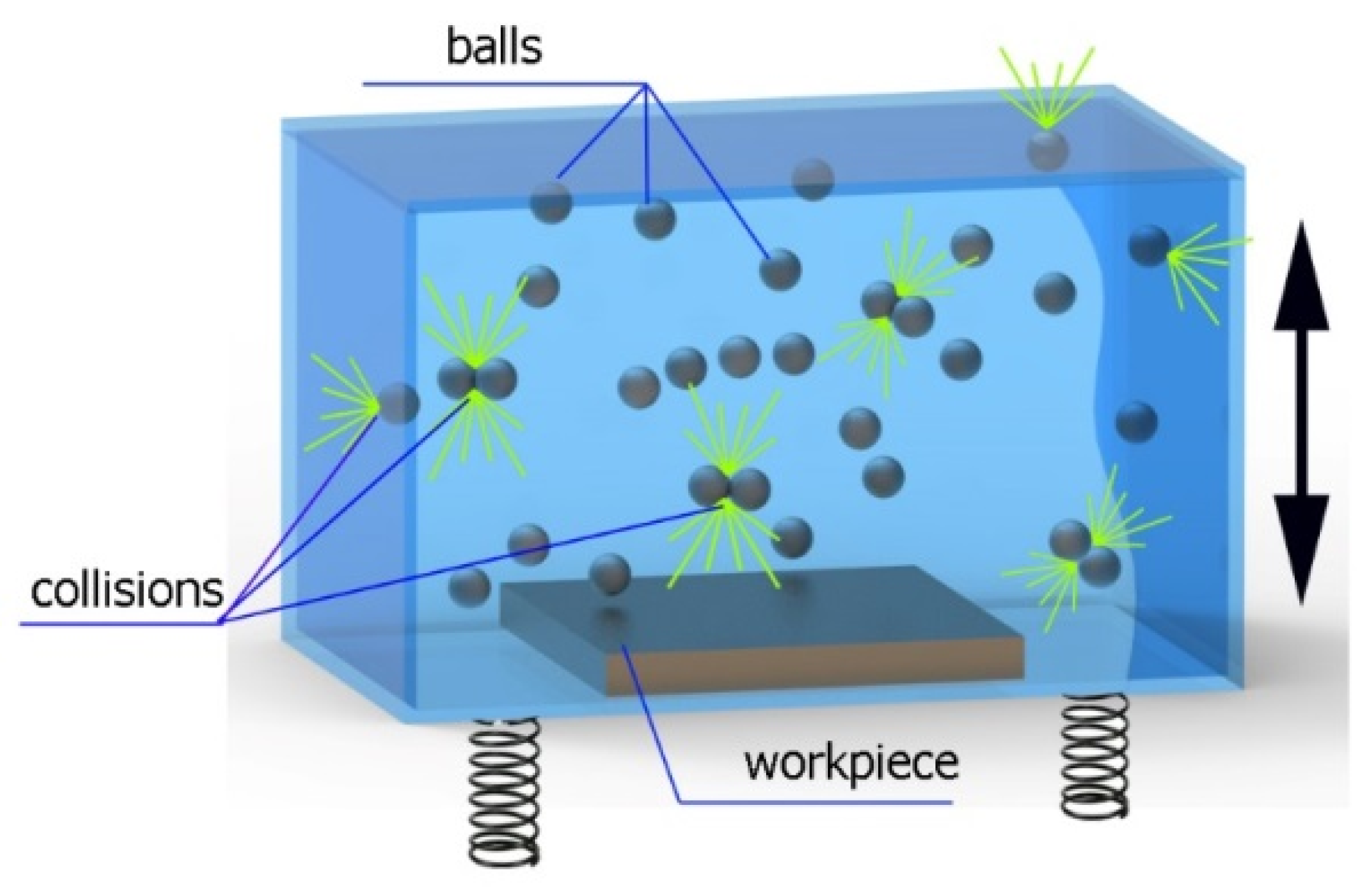
Figure 2 shows a schematic representation of the vibratory shot-peening process. A sample and balls are placed in a container that is made to vibrate with a specific amplitude. The sample is attached to the bottom of the container. Under these conditions, the shot-peening elements have different (unknown) speeds when they hit the machined surface; therefore, their impact energies differ.
As a result of the container’s vibration, the balls move chaotically when hitting the surface of the sample. Given the fact that the balls collide both with one another and with the walls of the container, which—consequently—changes the direction of their movement and impact energy, it is impossible to determine the distribution of the location of dimples on the machined surface. Visualizations of the effects of this process and the phases of dimple formation in vibratory peening are given in
Table 1. For better visualization, the process of applying the 36 dimples was divided into 4 phases (one after the other). The distribution of dimples is random, and the size of cavities made by the peening elements varies due to the loss of energy that occurs when the balls collide either with one another or against the walls of the container. The process is usually continued until the surface is completely covered with the dimples formed due to the impact of the peening elements. Since a mathematical description of this process type is very complex, when analyzing the influence of input factors on treatment effects, only intermediate parameters, i.e., the amplitude and frequency of device vibration, are given instead of impact speed and energy.
Blasting is similar to vibratory shot peening. This process is also difficult to describe and model mathematically. In blasting, the surface is hit by high-speed moving balls (usually set in motion by compressed air).
The semi-random-shot-peening (SRSP) method is an alternative to vibratory shot peening and shot blasting. This method makes it possible to control impact energy, as well as the distribution and sequence of dimples.
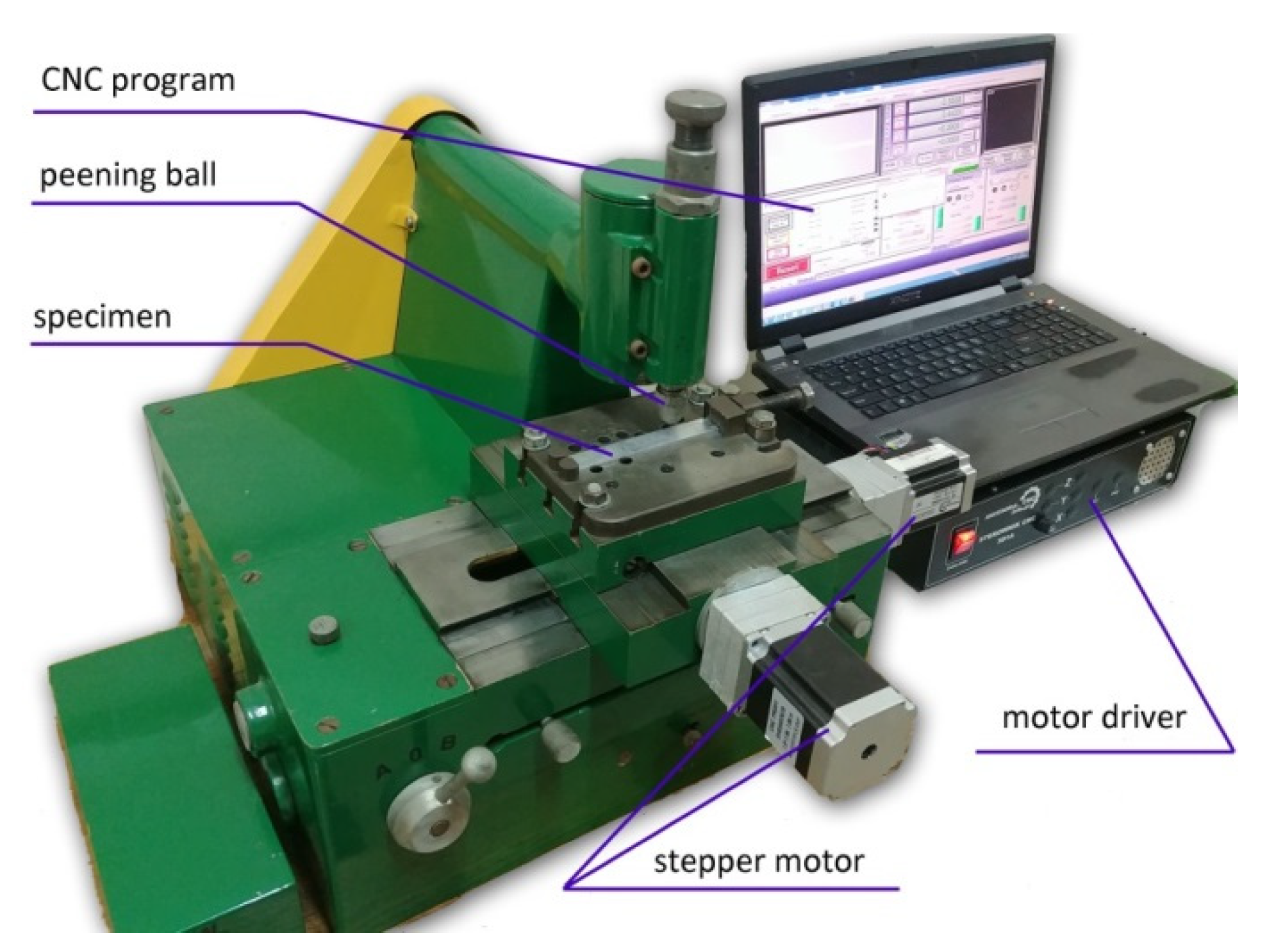
Figure 3 shows the test stand developed by the authors for SRSP and regular shot-peening (RSP) testing. The device is equipped with exchangeable heads that enable changing the diameter of the ball-shaped peening element. The use of a cam element and spring allows the impact energy to be varied. The shot-peened sample is mounted on the CNC table, which moves according to the assumed dimpling schedule.
Table 2 shows individual phases of dimple creation in semi-random shot peening. The phases of the process are shown in the form of surface topographies and real photographs of individual dimples. In the initial phases of the process, the distance between individual dimples is greater than the diameters of the dimples (there is no “contact” between the dimples). In the final phase of the process, the dimples uniformly cover the machined surface, which provides greater uniformity in comparison with vibratory shot peening.
In the conventional impulse peening process, when the peening element hits the surface, the dimples are formed in an orderly sequence with a regular distance between them. This process is known as regular shot peening (RSP). Individual phases of dimple formation are shown in
Table 3.
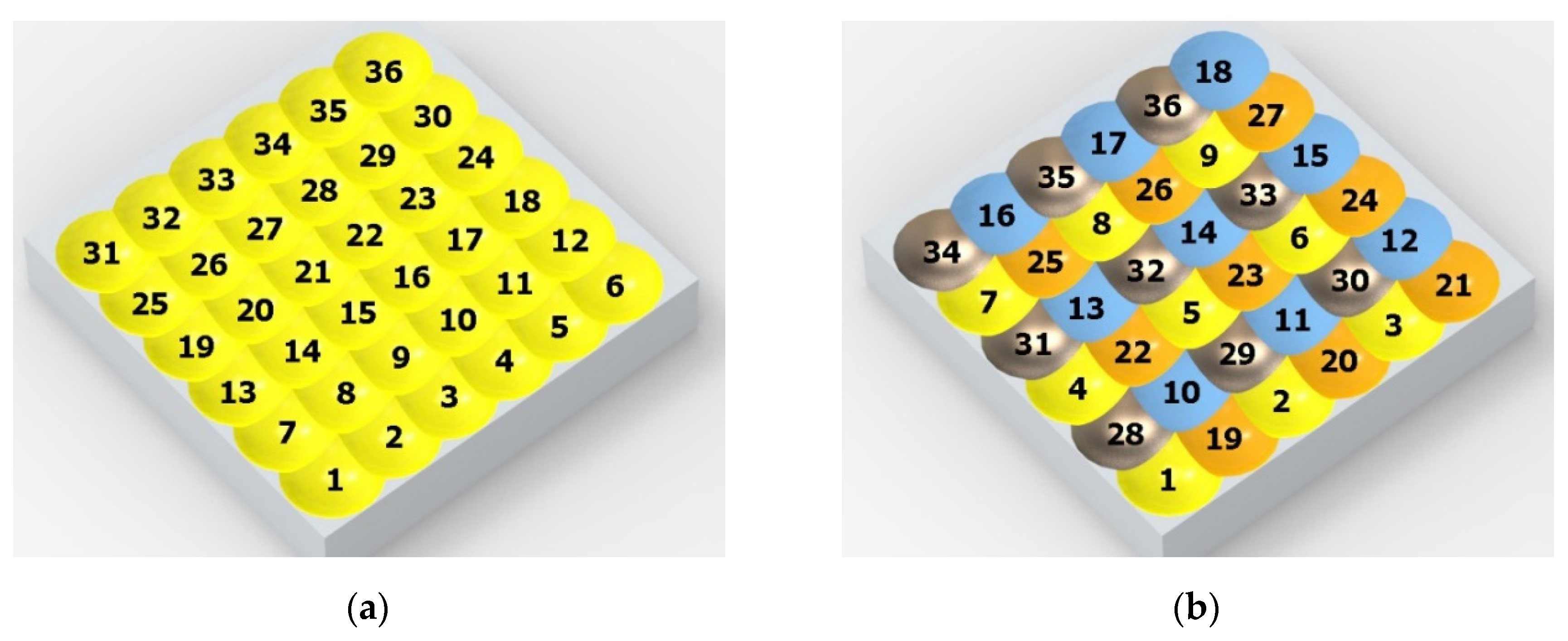
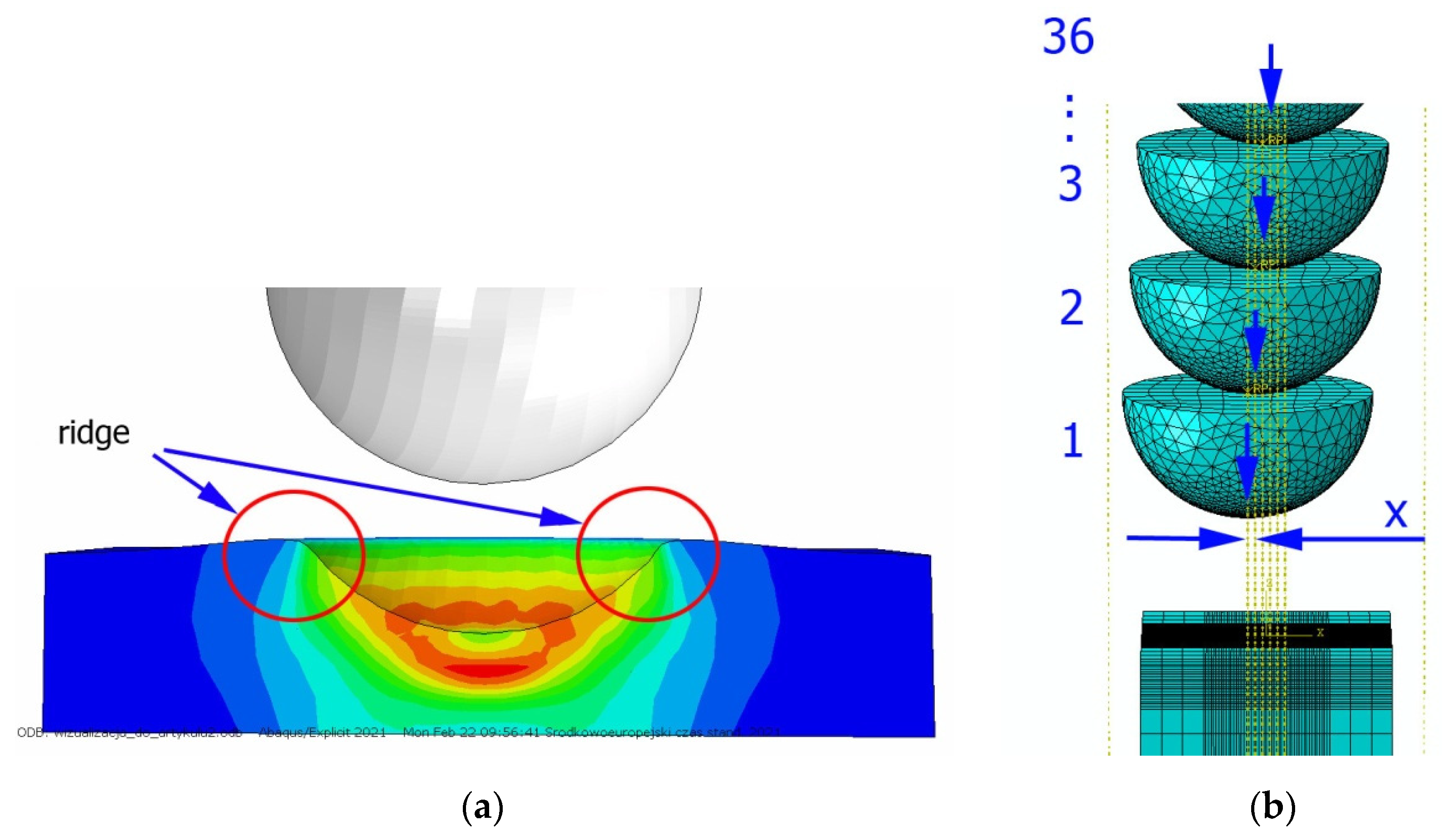
Figure 4 shows the visualization of dimples made with the two presented impulse-peening methods (RSP and SRSP). Impact intensity (the number of impacts per unit area) was the same for both methods (with the same distance maintained between individual dimples, as determined in the process). Nevertheless, the results obtained after RSP and SRSP differ with respect to surface roughness and microhardness distribution, as well as to plastic strain depth. This is caused by, among other things, the phenomenon of ridge formation after impact.
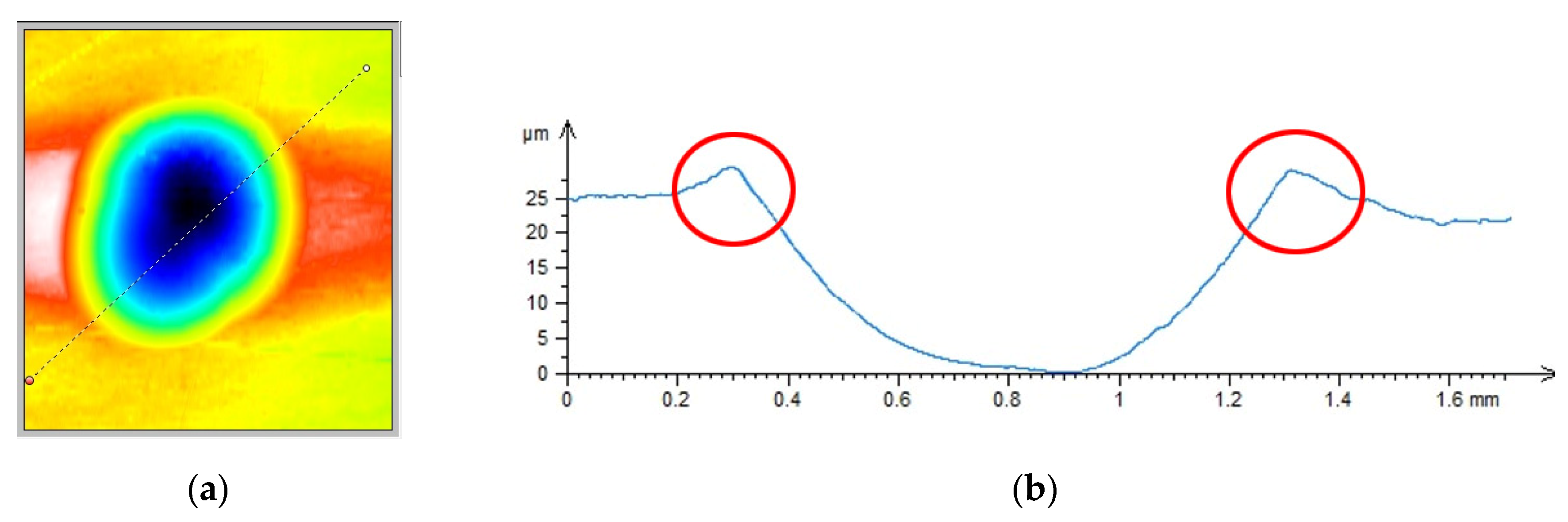
Figure 5 shows the dimple topography after a single impact (
Figure 5a) and the cross-section to illustrate the size of a formed ridge (
Figure 5b). The RSP method ensures that the distribution of material hardening (caused by a previous impact) is similar throughout the material (compared to SRSP).
As for the SRSP method, surface hardening caused by previous impacts differs depending on the impact phase (
Table 2), which may result in a different degree of surface layer hardening. The dimples produced in the first phase are spaced apart from one another, and the ridge formed due to plastic deformation induced by the shot-peening element is symmetrical and evenly distributed around the dimple. In the subsequent phases of the process, the ratio of deformed to undeformed surface area differs, which affects surface roughness and its topography.
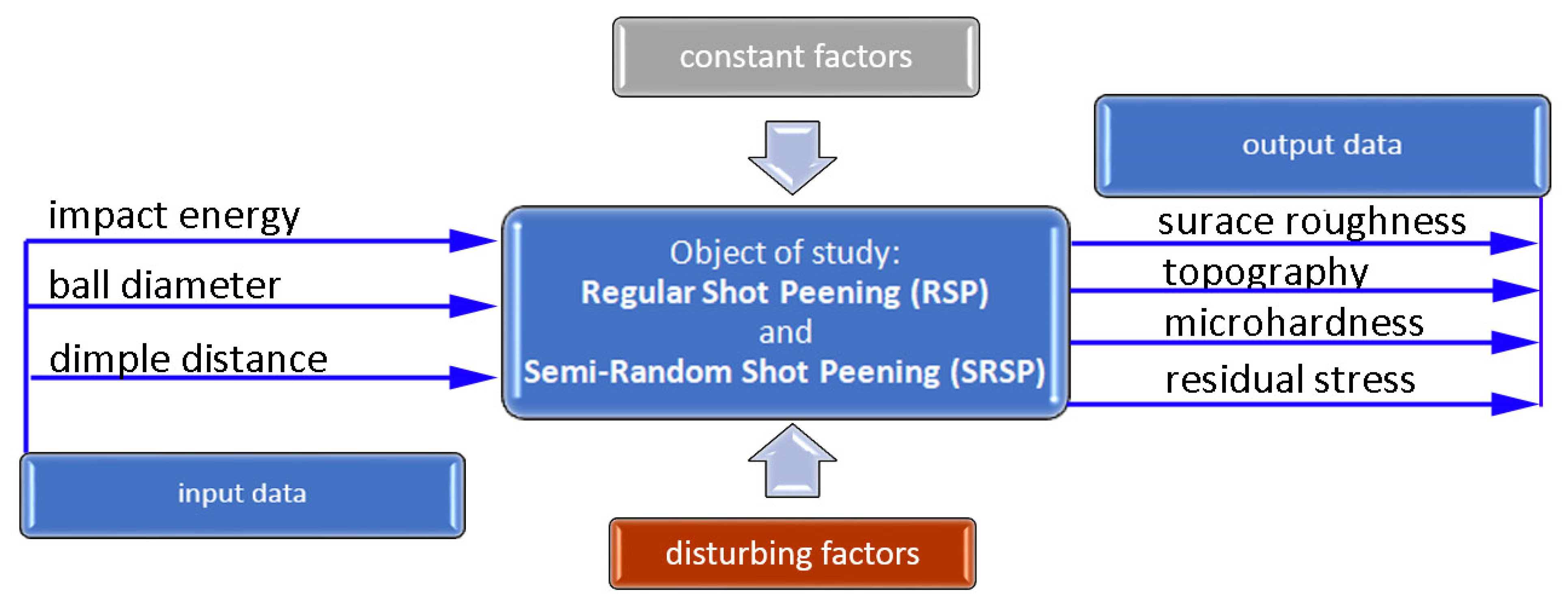
The aim of this study is to evaluate the effect of RSP and SRSP, as well as technological parameters of these shot-peening techniques (impact energy, ball diameter, and distance between dimples) on selected properties of the surface layer.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







































































