3.2. Characterization of Residue
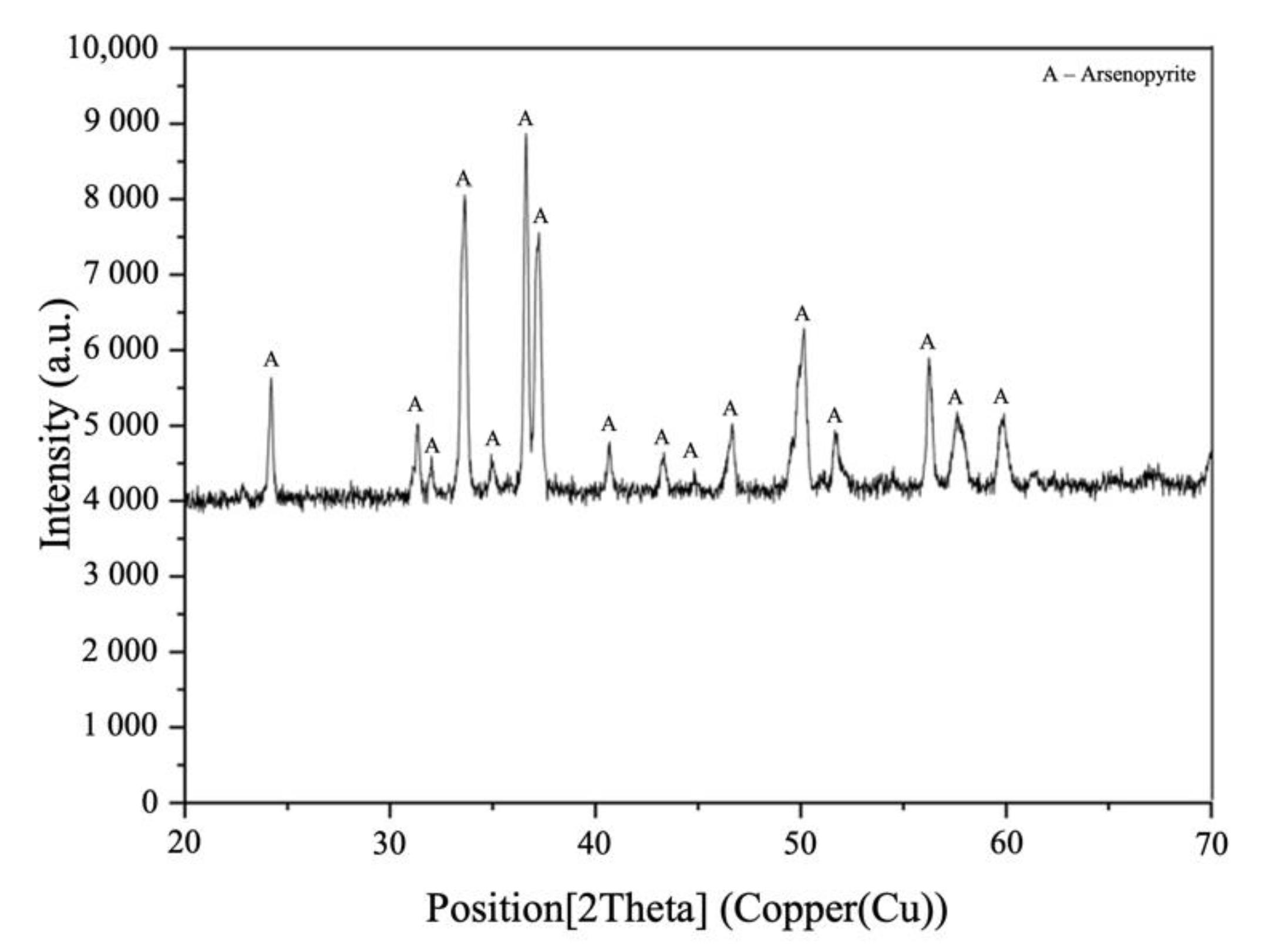
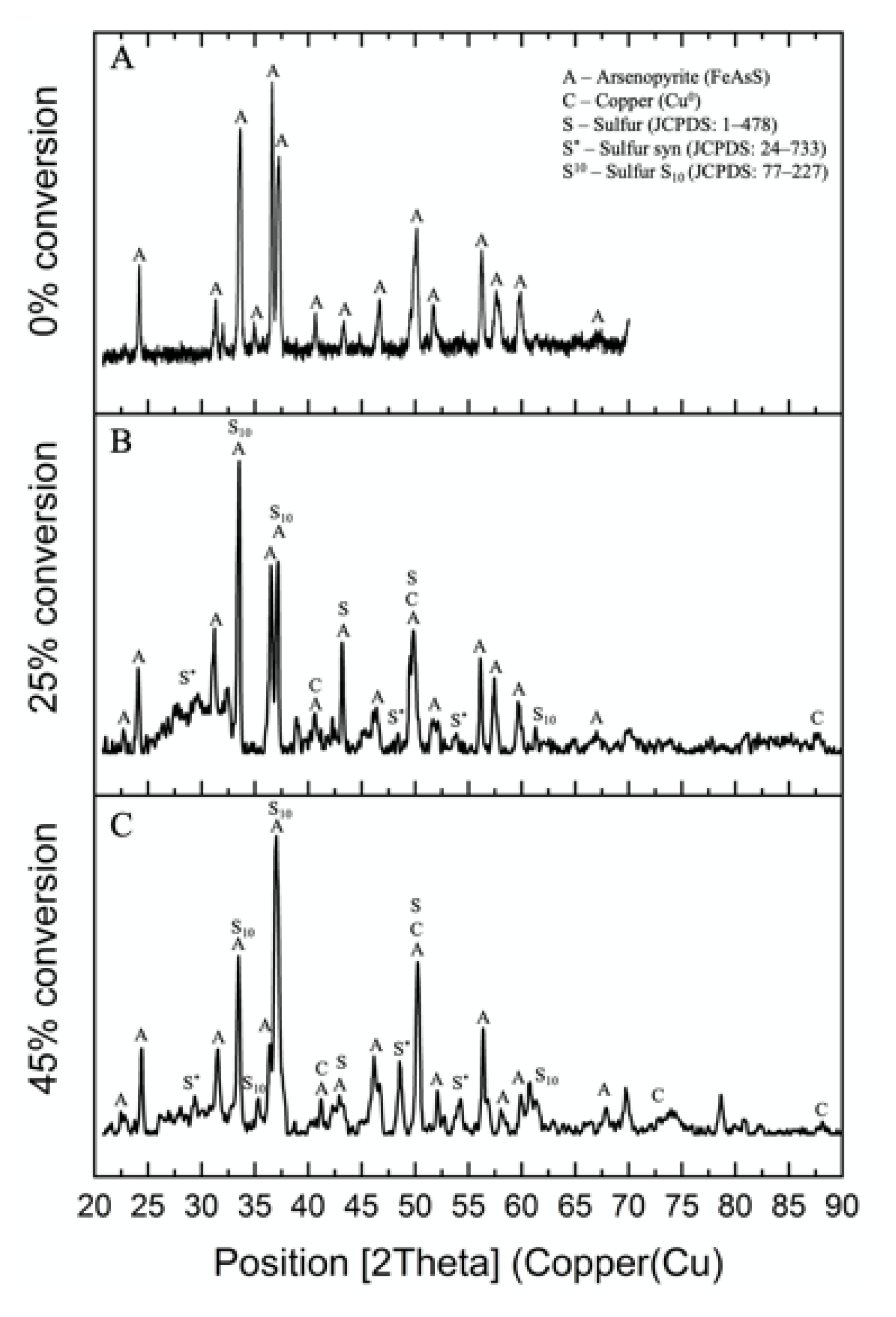
Figure 9 shows the XRD patterns of solid residue after hydrothermal treatment at different FeAsS conversion degrees. According to the figure, it is difficult to accurately conclude the reaction product form; however, along with conversion progress, there was a noticeable increase in the intensity of some of the FeAsS peaks that match metallic copper (Cu
0) and varied sulfur allotropes (S
0) [
34] peaks (
Figure 9B,C).
In addition, the presence of S
0 was confirmed by leaching the residue in a solution of sodium sulfide in an alkaline medium.
Table 2 shows the chemical composition of the residue before and after treatment in sodium sulfide solution.
In the context of the hydrothermal treatment of FeAsS with CuSO
4 solution, a layer of Cu
0 and S
0 is suggested to form a diffusion barrier according to Equation (3), which prevents the reactants from coming into contact with the unreacted core. Diffusion across the product layer is mainly dependent on the thickness and porosity of the layer. In fact, the possibility of reacting in the internal diffusion zone depends firstly on the density of the product layer [
31,
32]. The higher the density is, the smaller the porosity, and the more difficult it is for the reactant and liquid products to flow across the product layer. The density of the products layer can usually be measured by the value of Z or the Pilling–Bedworth ratio, as seen in Equation (4):
where c/a is the number of moles of solid product formed by one mole solid reactant; M
product is the molar weight of the solid product (Cu
0 or S
0), 64 or 32 g/mol; p
product is the density value of Cu
0 or S
0, 8.96 or 2 g/cc; M
reactant is the molar weight of the solid reactant (FeAsS), 163 g/mol; and p
reactant is the density value of FeAsS, 6 g/cc. In the context of the joint Cu
0 and molted S
0 presence on the surface of FeAsS, Z = 1.25 means that a product layer could form a diffusion barrier.
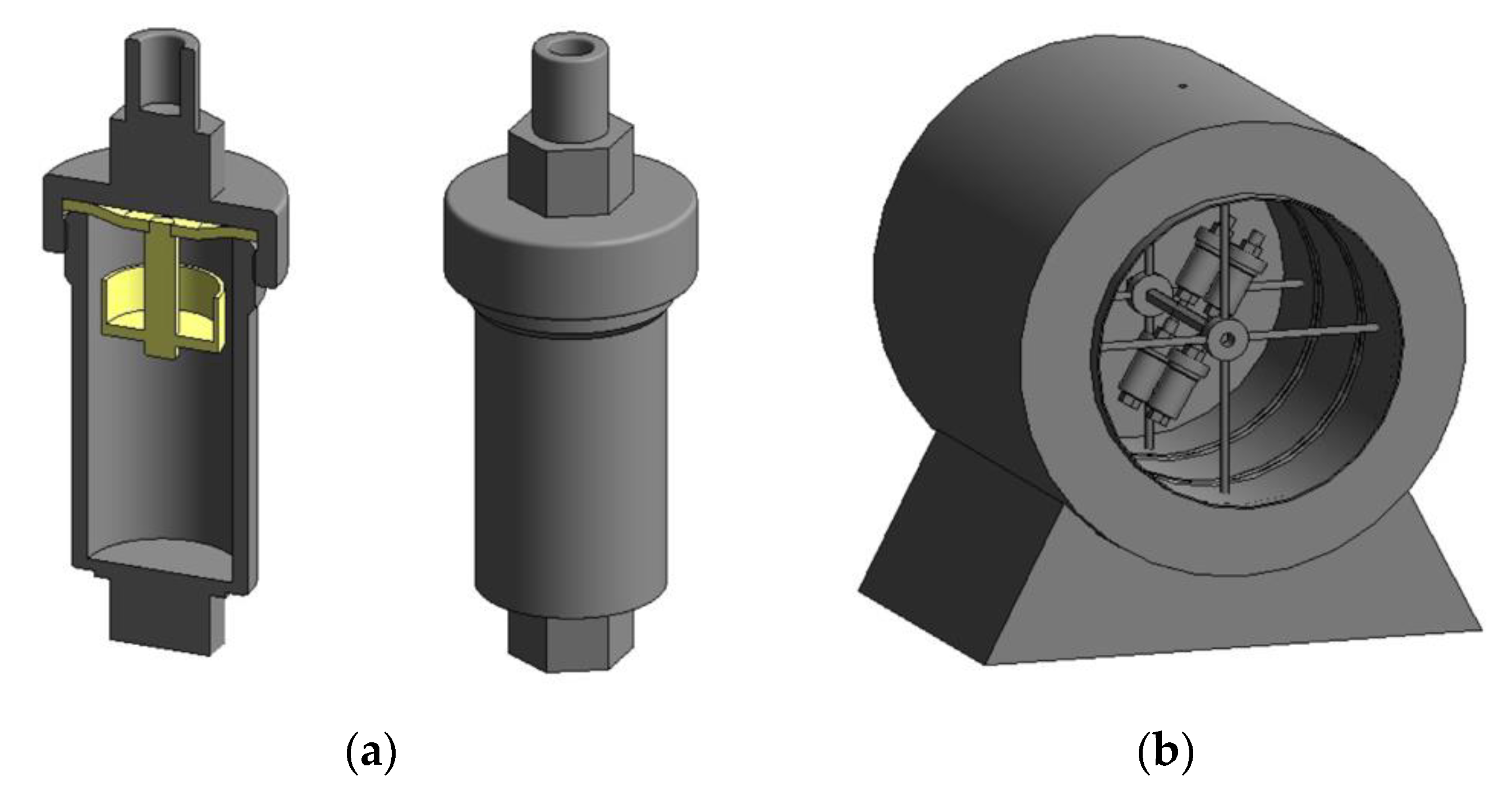
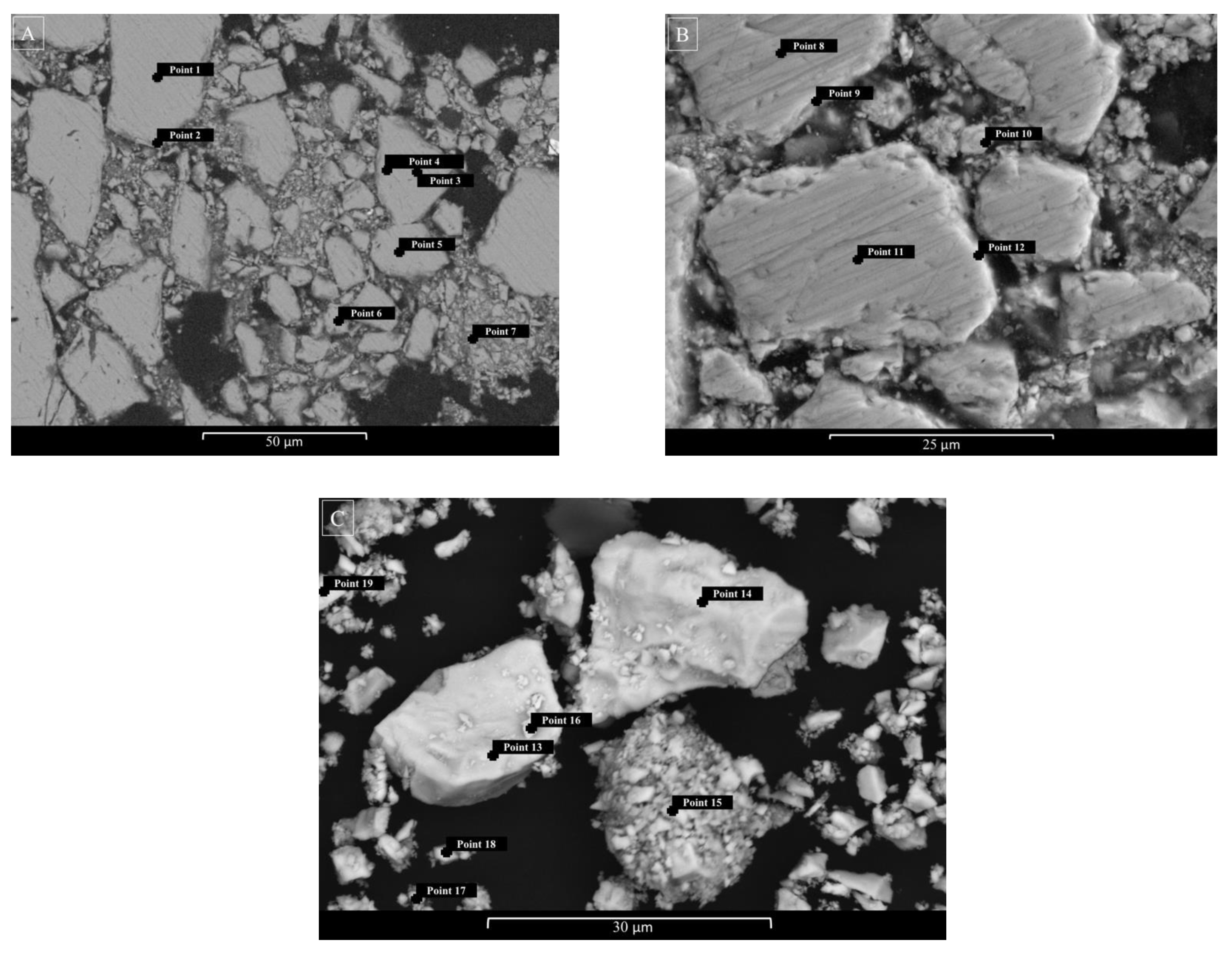
To confirm the conclusions on the nature of the process mentioned above, SEM–EDS scanning (EHT = 20 kV) in BSE (back-scattered electrons) and/or SE (secondary electrons) regimes were performed for the microstructure investigation of FeAsS particles before and after hydrothermal treatment (523 K, 100 rpm, 0.1 mol/L of H
2SO
4, 0.16 mol/L of Cu, 10–29 μm). These results are shown in the
Figure 10A–C.
Table 3 shows the chemical composition of the particles at the points indicated in
Figure 10. SEM scanning in the BSE/SE regime cannot visually determine a clear boundary between the surface film and the unreacted core, although the results of chemical analysis at Points 9, 10 and 12 (
Table 3,
Figure 10B) distinctly indicate the presence of copper and an increase in sulfur content. The EDS analysis of the bulk particles after hydrothermal treatment (
Table 3,
Figure 10C) also indicates that the surface of the particles becomes enriched with sulfur and contains copper.
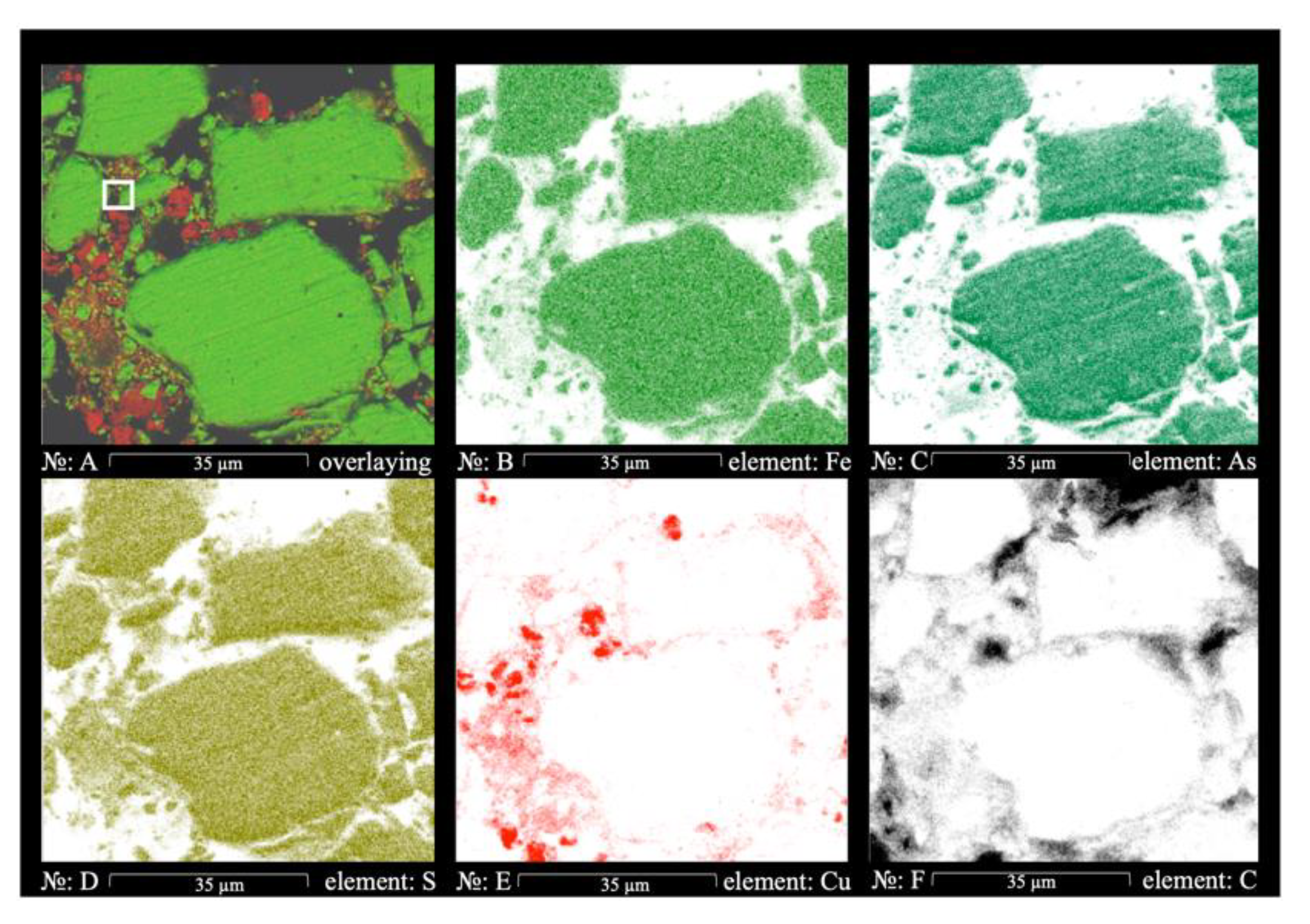
Figure 11 shows the multilayer EDS mapping of the residue. According to the figure, copper (
Figure 11E) is present on the surface of FeAsS particles and as clots.
Figure 11D show that clots are almost free of sulfur, which confirms that copper is present in the residue as Cu
0. Regarding the nature of the clots’ formation, it seems that part of the Cu (1+) diffuses through the layer of elemental sulfur as sulfate and disproportionates in the solution, resulting in Cu
0 spreading throughout the residue in the form of free particles.
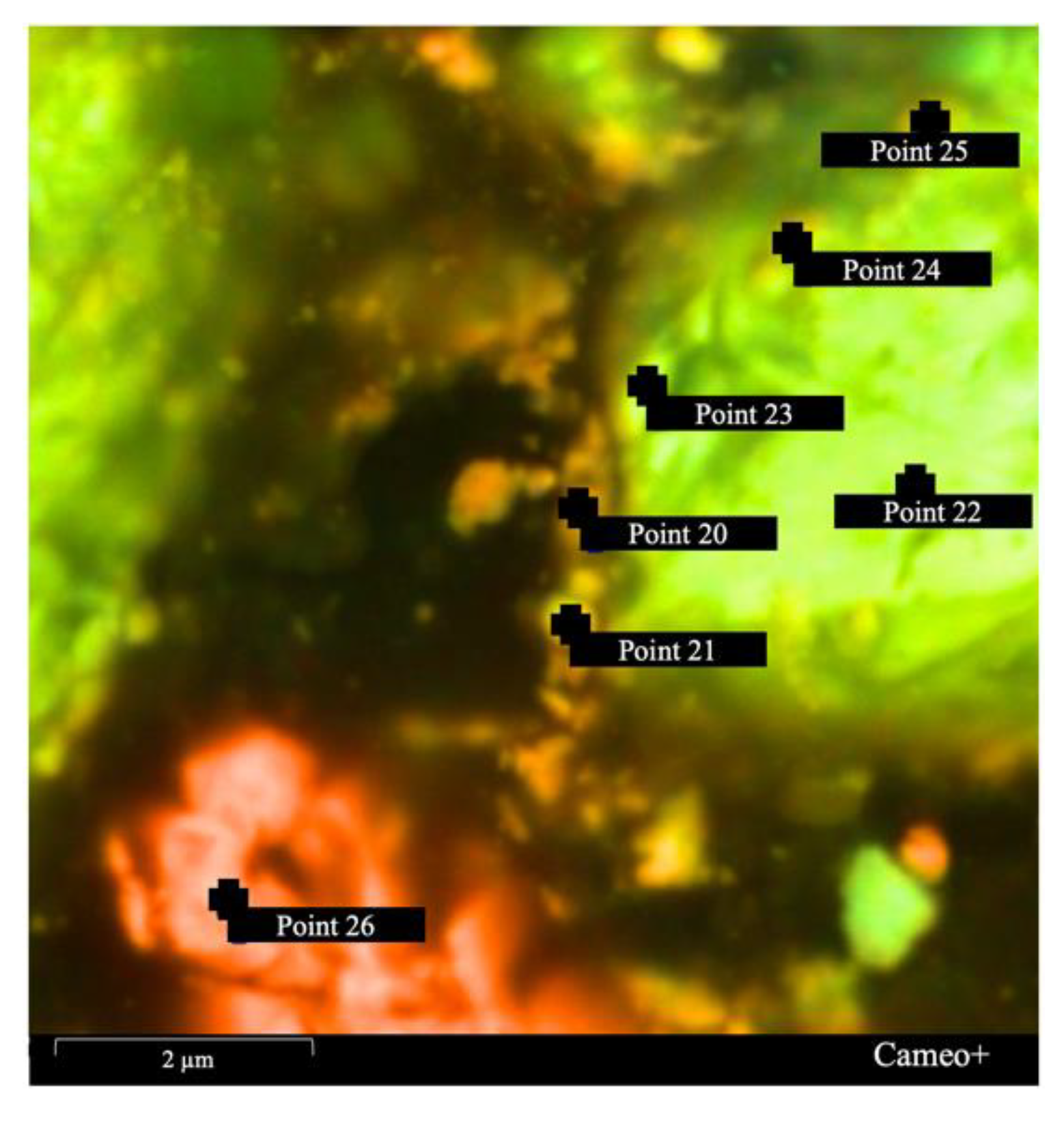
In order to more accurately identify the chemical composition of the boundary surface on FeAsS particles after treatment, the sample was analyzed at high magnification.
Figure 12 shows the SEM image of the sector, determined in
Figure 11A. The chemical composition of the surface boundary at the points indicated in
Figure 12 are shown in
Table 3. Therefore, the SEM-EDS analysis additionally confirmed the assumption that the mineral surface is covered by film consisting of Cu
0 and S
0.
It is worth mentioning that according to SEM-EDS, some of the copper is associated with oxygen, which is quite expected due to the fact that during preparation, the samples for the microscopic examination of Cu
0 could have been partially oxidized. Oxygen was identified during the SEM-EDS analysis, especially during the creation of EDS maps (
Figure 10,
Figure 11 and
Figure 12), but it was excluded due to its insignificant content (1–7%).
3.3. Hydrothermal Treatment Kinetics
Thus, it is appropriate to conclude that the rate controlling step of the overall reaction is diffusion, and the reaction proceeds in two stages: (Stage 1: mixed chemical reaction/product layer diffusion-controlled) interaction of FeAsS with CuSO4 on the mineral’s surface with the formation of Cu(1+) and Fe(2+) sulfates, arsenic acid, S0 and the subsequent diffusion of the reagent (Cu2+) and products (As3+ and Fe2+) through the gradually forming layer of Cu0 and S0; (Stage 2: product layer diffusion-controlled) the subsequent interaction of CuSO4 with the FeAsS, resulting in the formation of a denser and less porous Cu0 and S0 layer, which complicates countercurrent diffusion of Cu2+, Cu1+ and Fe2+ across the layer to the unreacted FeAsS core.
According to the analysis of the kinetic curves and the microstructure of the material, it is appropriate to perform a kinetic description of the process using the shrinking core model (SCM).
Table 4 presents kinetics equations that were applied to describe the liquid–solid reaction [
31,
35,
36]
According to Equations (A)–(C) in
Table 4, the function of time “
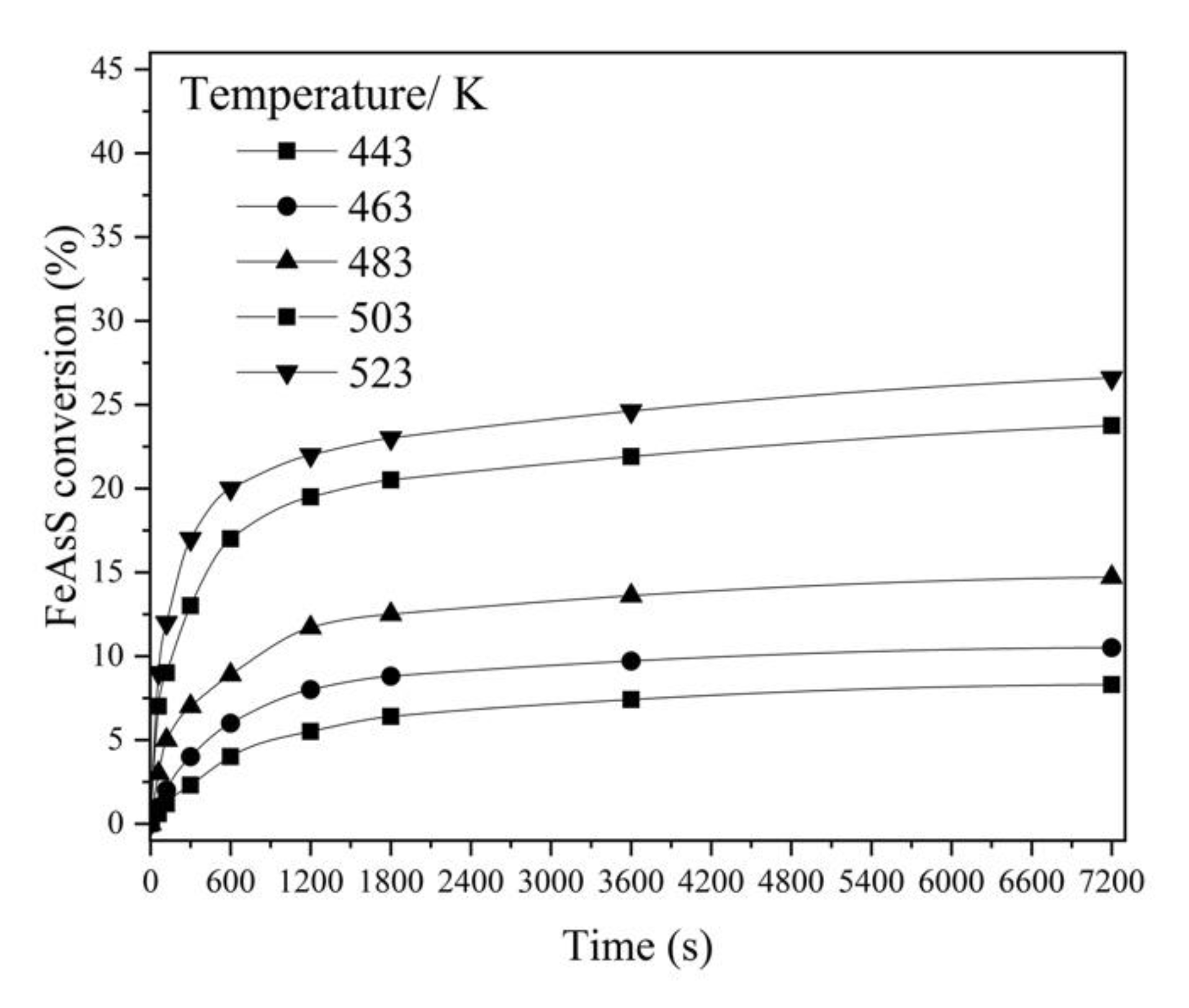
t” should be represented by a straight line with the slope angle “k”. For the kinetic analysis, the SCM equations from
Table 4 were applied to the experimental data on the hydrothermal treatment of FeAsS with CuSO
4 solution at
t = 443–523 K (100 rpm; 0.1 mol/L of H
2SO
4; 0.16 mol/L of Cu); the correlation coefficient (R
2) determines the standard deviation of the experimental data from a straight line (
Table 5).
As can be seen from data obtained, none of the SCM Equations (A)–(C) (
Table 5) can be applied to describe the hydrothermal process, since the correlation coefficient is less than 0.9 and even shows negative values.
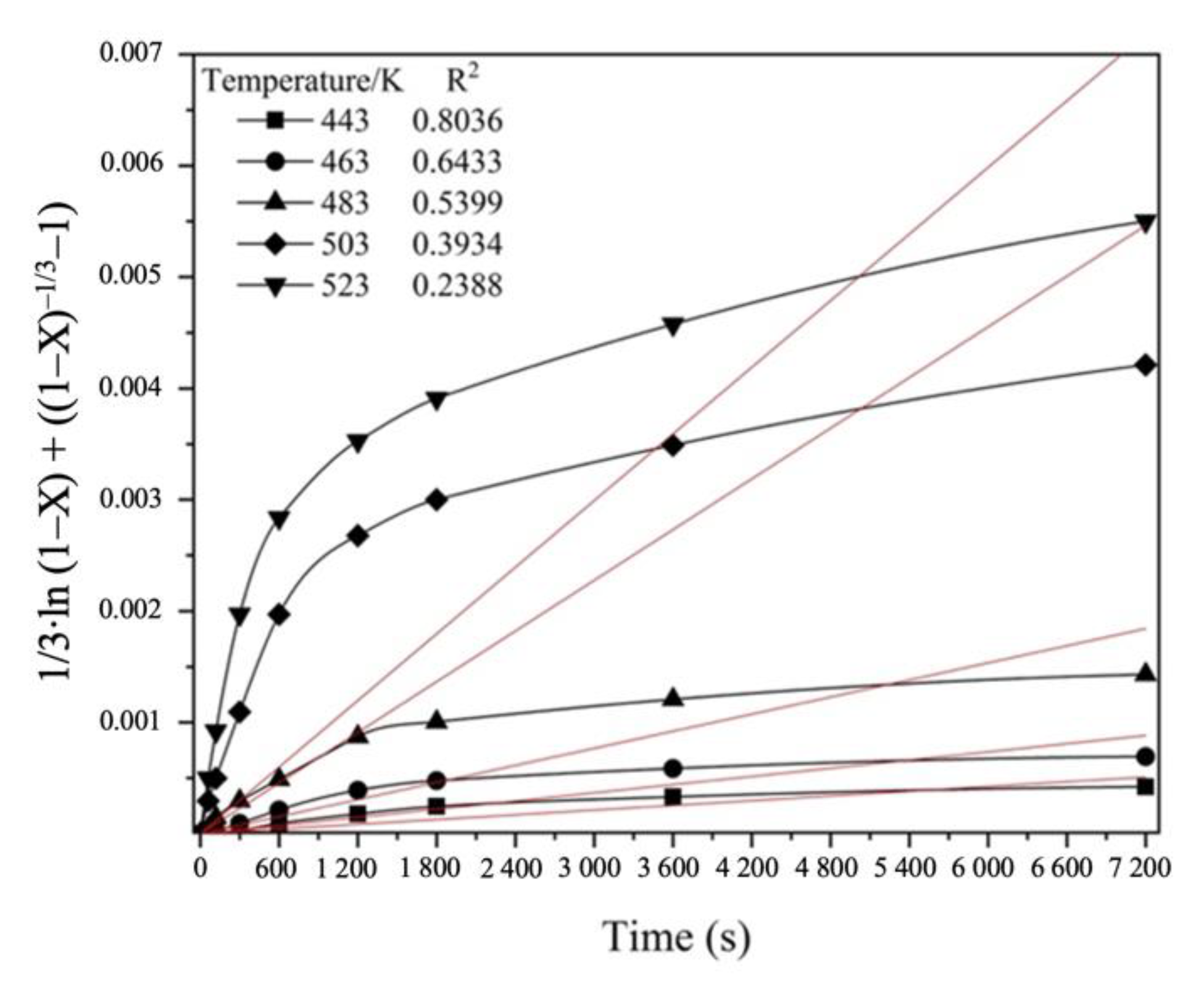
Additionally, the results for linear approximation between hydrothermal treatment time and the “new shrinking core model” kinetics equation are shown in
Figure 13.
Therefore, the current process cannot be described by known kinetics equations, since it consists of two different stages, as previously mentioned: (Stage 1) 0–600 s kinetics is controlled by a mixed chemical reaction (the chemical interaction of FeAsS with CuSO4 on the FeAsS surface) and diffusion through the primary product layer (diffusion of CuSO4 across the Cu0-S0 layer) control; (Stage 2) 1200–7200 s kinetics is controlled by the diffusion through the product layer (the diffusion of CuSO4 across the condensed Cu0-S0 layer to the unreacted FeAsS core).
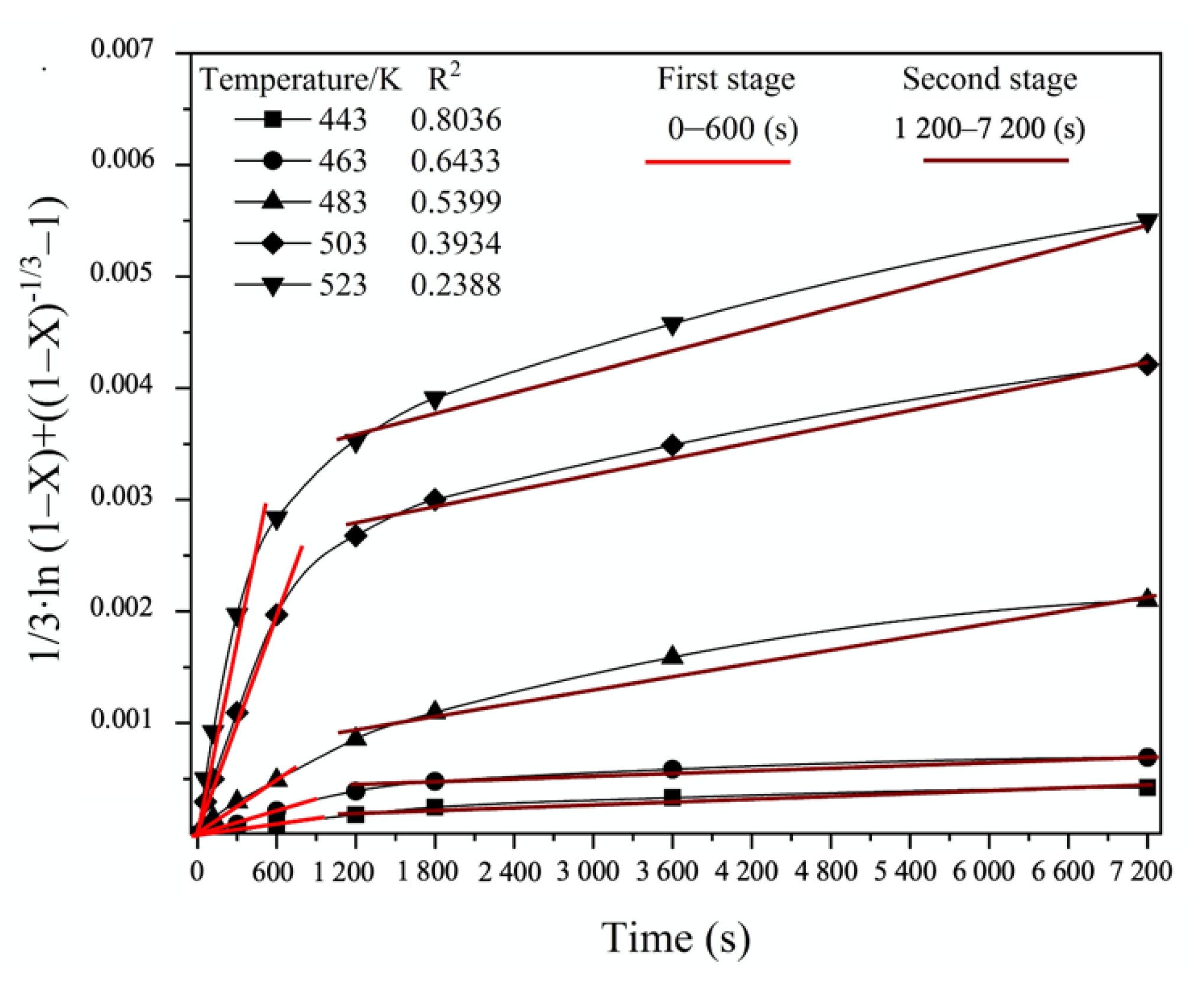
On the contrary, the hydrothermal process of FeAsS treatment can be described by two separate kinetics equations at corresponding stages. In
Figure 14, defined stages that show straightness on an approximation plot in accordance with the “new shrinking core model” are shown.
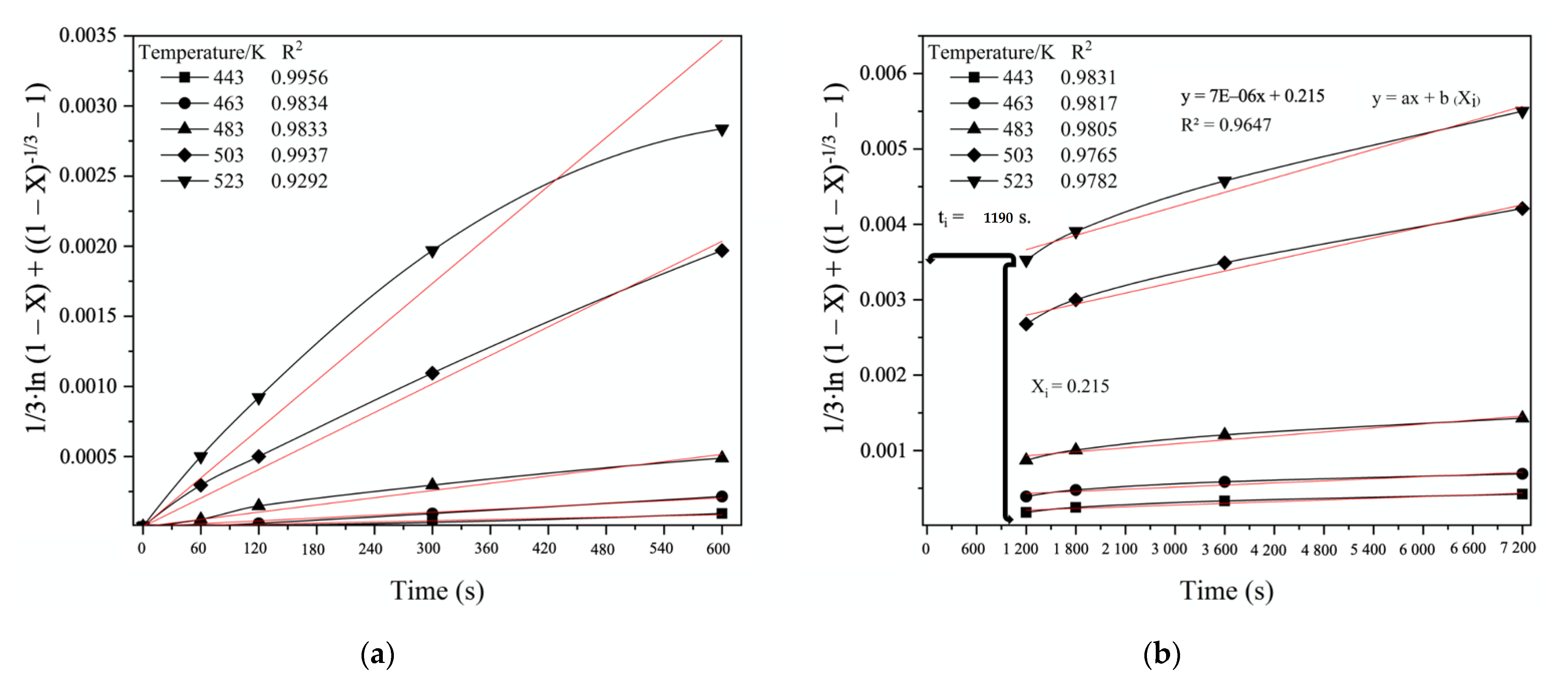
Figure 15 shows the linear relationship between the “new shrinking core model” Equation and Stage 1 (
Figure 15a) and Stage 2 (
Figure 15b) of the FeAsS treatment. The process interval 600–1200 s is characterized by the transition from Stage 1 to Stage 2.
As can be seen from the results of the linear approximation fitting, the kinetics data mostly correspond to Equation (B) (
Table 6), which is suggested to be applied to describe the hydrothermal process of FeAsS treatment, since the R
2 coefficient is higher than the other equations show.
The apparent reaction rate constant (
k) at temperatures of 443, 463, 483, 503 and 523 K, respectively, was 1.5829 × 10
−7, 3.7063 × 10
−7, 8.0899 × 10
−7, 3.2132 × 10
−6 and 4.6362 × 10
−6 (s
−1) for Stage 1 and 8.4044 × 10
−8, 7.5062 × 10
−7, 1.1829 × 10
−7, 2.4405 × 10
−7 and 3.5083 × 10
−6 (s
−1) for Stage 2.
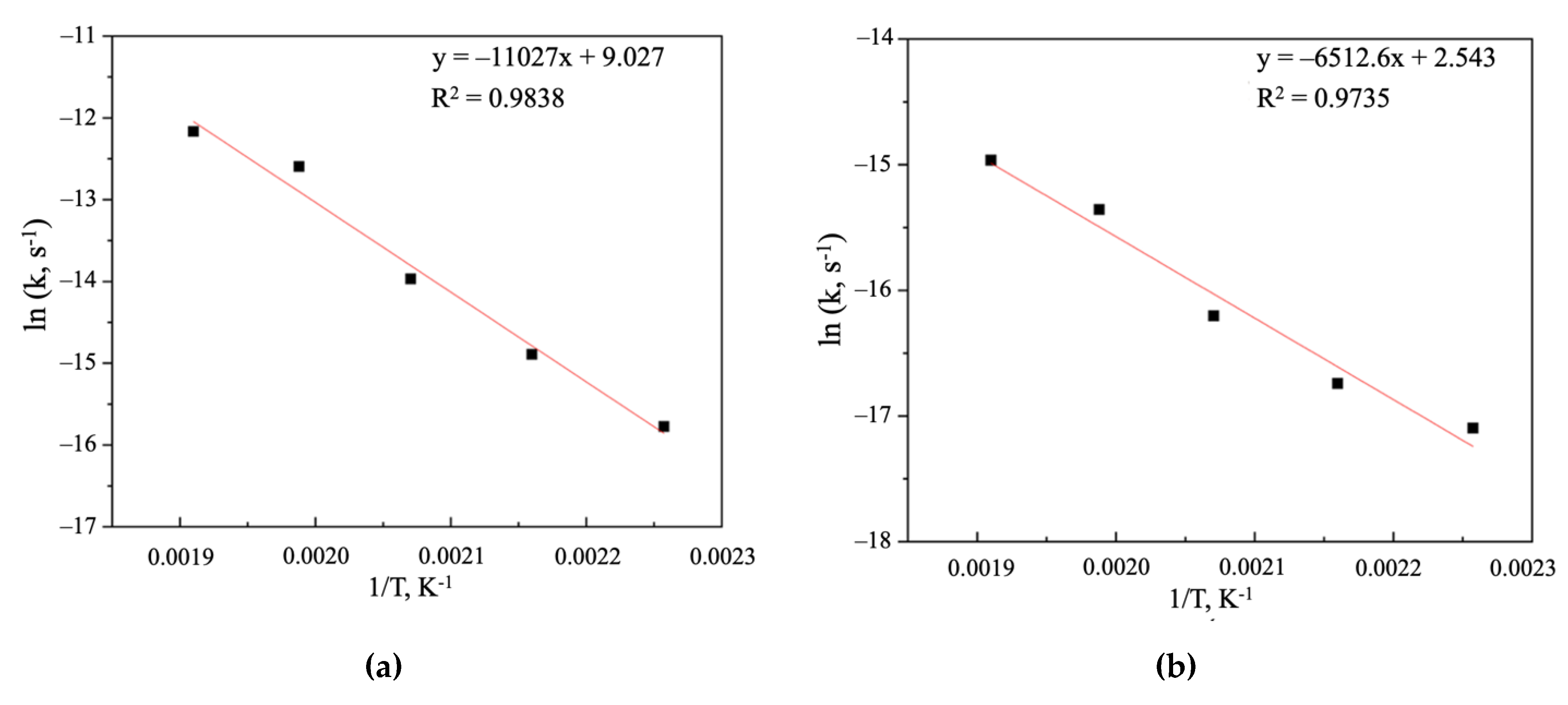
Figure 16 shows the Arrhenius plots, where the coefficient “a” in the equation “y = ax + b” is equal to −11027 for Stage 1 (
Figure 15a) and −6512.6 for Stage 2 (
Figure 15b), which is in accordance with the Arrhenius law, allowing us to calculate the activation energy—91.67 and 56.69 kJ/mol. Therefore, a high activation energy value for Stage 1 confirms the assumption that the kinetics of the stage is controlled by mixed chemical reaction/diffusion throughout the product layer and, correspondingly, lower activation energy on the Stage 2 confirms that the process is controlled by diffusion throughout the product layer [
31,
32]. Although the activation energy seems to suggest a chemical reaction control, recent studies have shown that some diffusion-controlled reactions have unusually high activation energy [
37,
38,
39]. Moreover, the hydrothermal processes of sulfide minerals treatment with copper sulfate solutions in most cases are characterized by high activation energies [
20,
23,
24,
32] and in the case of sphalerite, chalcopyrite and bornite, the diffusion-controlled kinetics of the process was concluded.
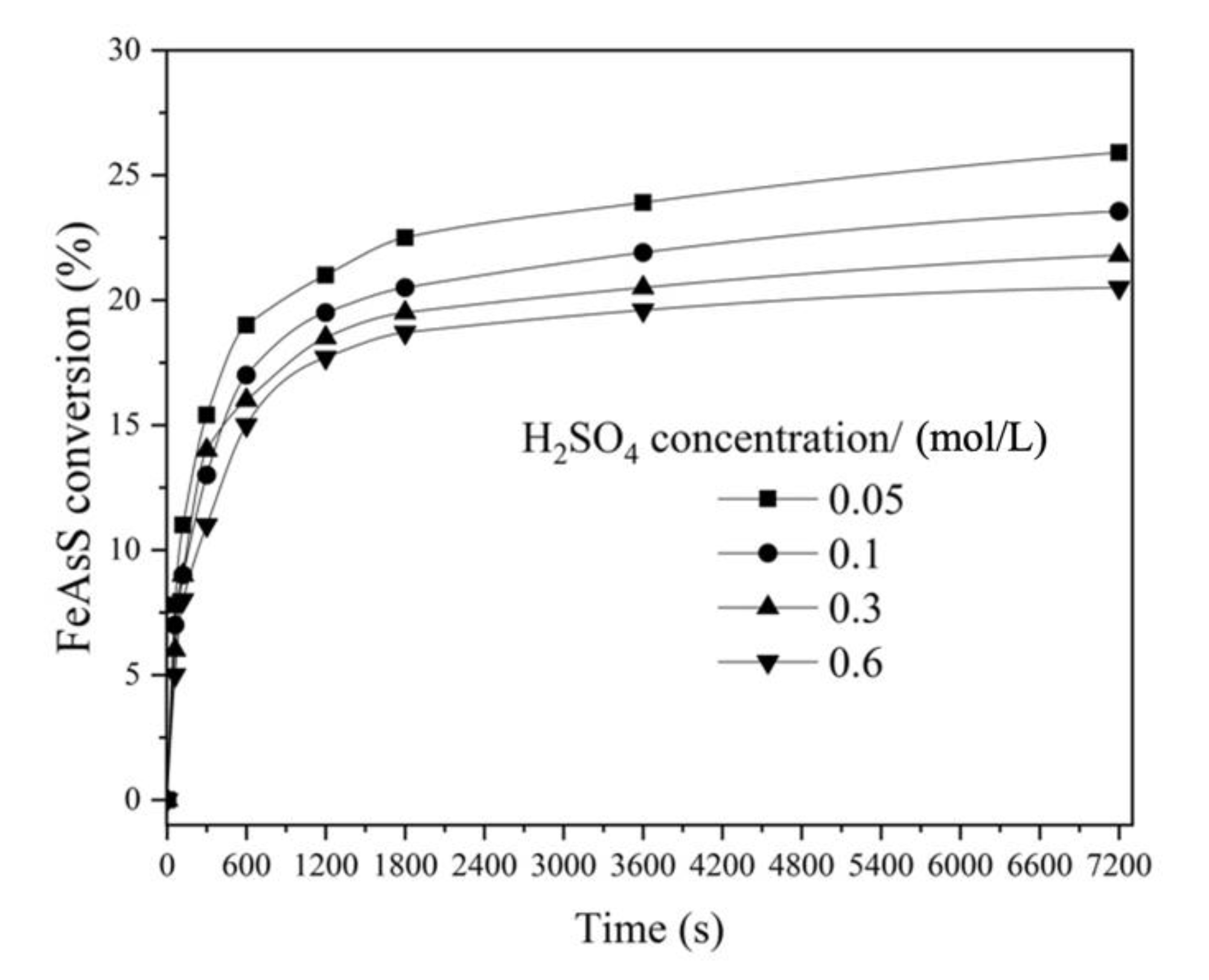
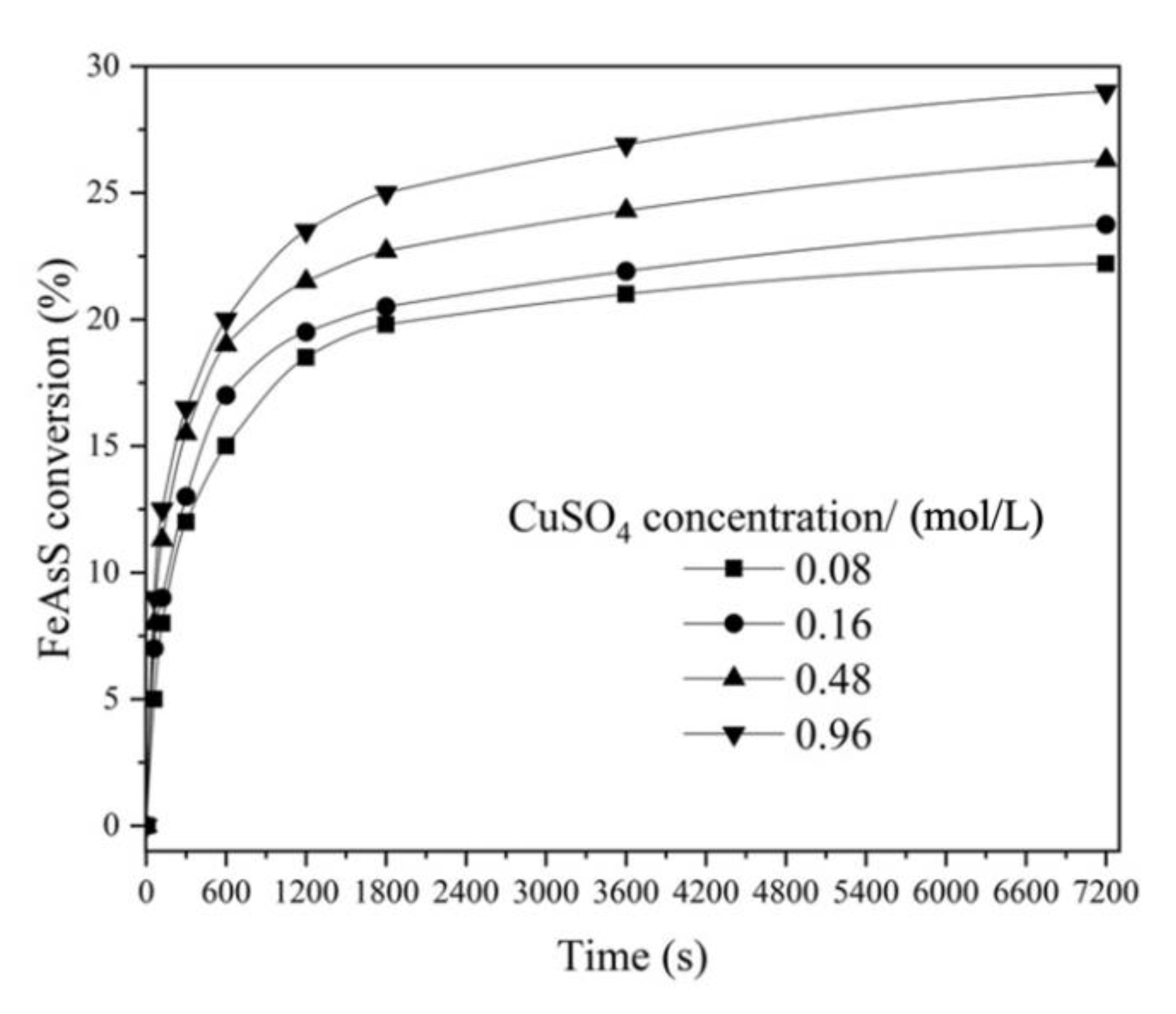
The reaction order with respect to CuSO
4 and H
2SO
4 was calculated as 0.41 and −0.45 for Stage 1 and as 0.35 and −0.5 (
Figure 5 and
Figure 6) for Stage 2. The fractional order with respect to the reagents is also typical for hydrothermal processes mentioned above.
The rate-controlling step of the process can also be identified from the temperature coefficient of the reaction speed. For the diffusion-controlled process, the temperature coefficient is generally 1.3–1.6, while for the chemical reaction control process, the temperature coefficient is ≥ 2. The experimental results in
Figure 15 show that in the process of the reaction temperature rising from 443 to 523 K with the temperature step 20 K, the average temperature coefficient is 1.7 for Stage 1 (
Figure 15a) and 1.6 for Stage 2 (
Figure 15b), which corresponds to the diffusional control process.
According to the balance experiments, the process of FeAsS hydrothermal treatment with CuSO4 solution is accompanied by the formation of H2SO4. As for stoichiometry, 1 mole of Fe (2+) and As (3+), 2–3 moles of Cu0, 1–2 moles of H2SO4 and 0.5–1.5 moles S0 are formed per mole of FeAsS. Thus, it is proposed that this process is described by reaction 3.
3.4. Establishment of the Kinetic Equations
Although the general kinetic equation for FeAsS treatment with CuSO
4 solution cannot be determined, the process can be divided into two stages, and it is suggested that each stage is described by individual kinetics equation. The kinetics equations of the total apparent reaction rate constant were determined according to the above-mentioned results, considering the effects of the initial concentration of CuSO
4 and H
2SO
4 and reaction temperature. The rate expression for this hydrothermal process can be written as follows in Equation (5):
where C
1 and C
2 are reaction orders with respect to CuSO
4 and H
2SO
4, respectively; D
0 is the pre-exponential factor of the diffusion coefficient expressed as the Arrhenius-type equation; E
d is the activation energy; T is the temperature; R is the gas constant; and
t is the reaction time.
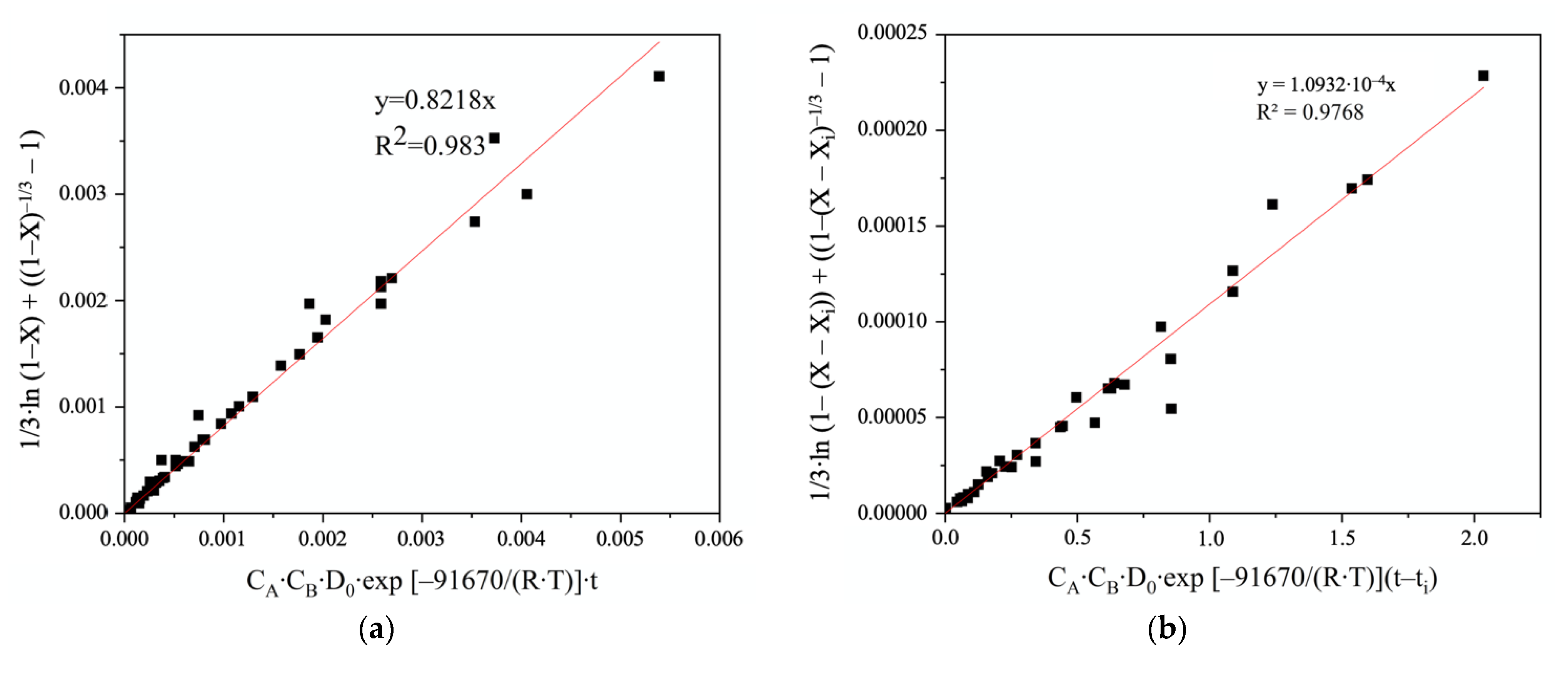
The experimental data obtained at different conditions were substituted into Equation (5) for Stage 1 of the process.
Figure 17a shows that the relationship between
and
for all experimental data was established, and the data points were mostly distributed around a line with the linear correlation coefficient of R
2 = 0.983.
For describing the Stage 2 in a similar way (
Figure 17b), non-dimensional variables (
Xi and
ti, respectively) were introduced into
and
equations, which allowed the kinetic curves of Stage 2 (
Figure 15b) to shift to the beginning of axe.
According to the reaction orders apparent activation energies, the kinetic equations of FeAsS hydrothermal treatment with CuSO
4 solution for Stage 1 and Stage 2 can be expressed as Equations (6) and (7):
where, for Stage 1, Equation (6) is applicable for the interval 0 <
t ≤ 600; for Stage 2, Equation (7) is applicable for the interval 1200 <
t ≤ 7200.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}