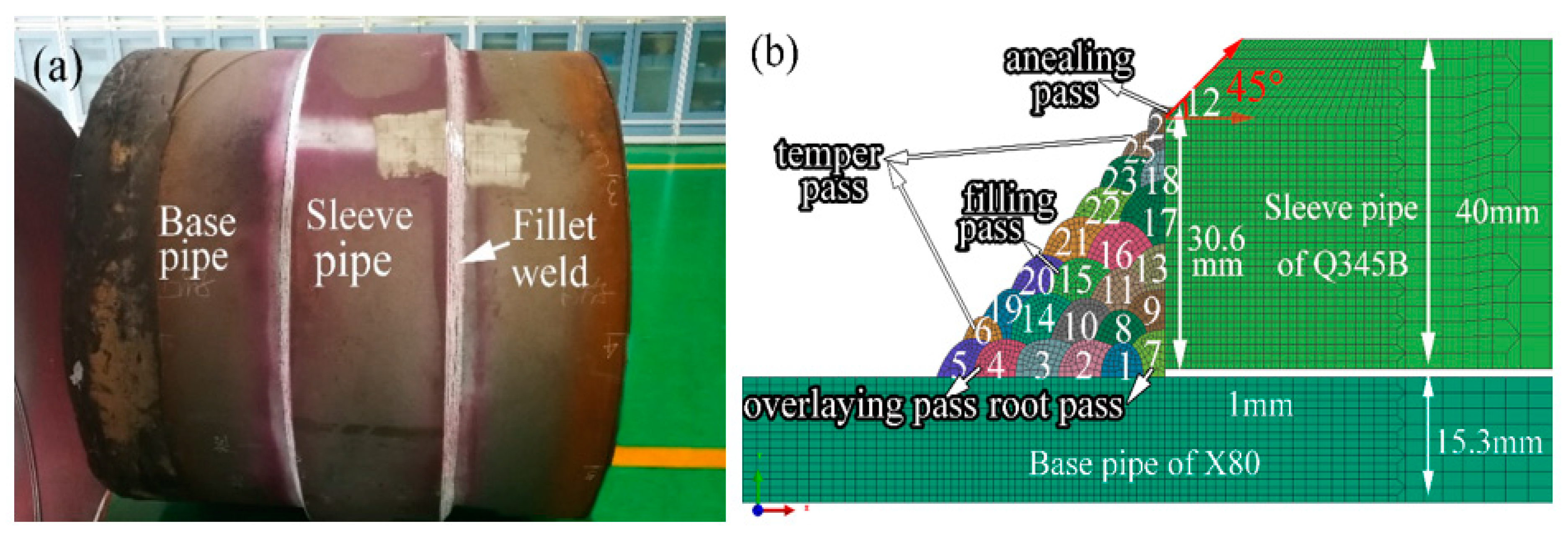
Figure 1.
Schematic representation of type-B sleeve repair welding: (a) mock-up, (b) fillet weld.
Figure 1.
Schematic representation of type-B sleeve repair welding: (a) mock-up, (b) fillet weld.
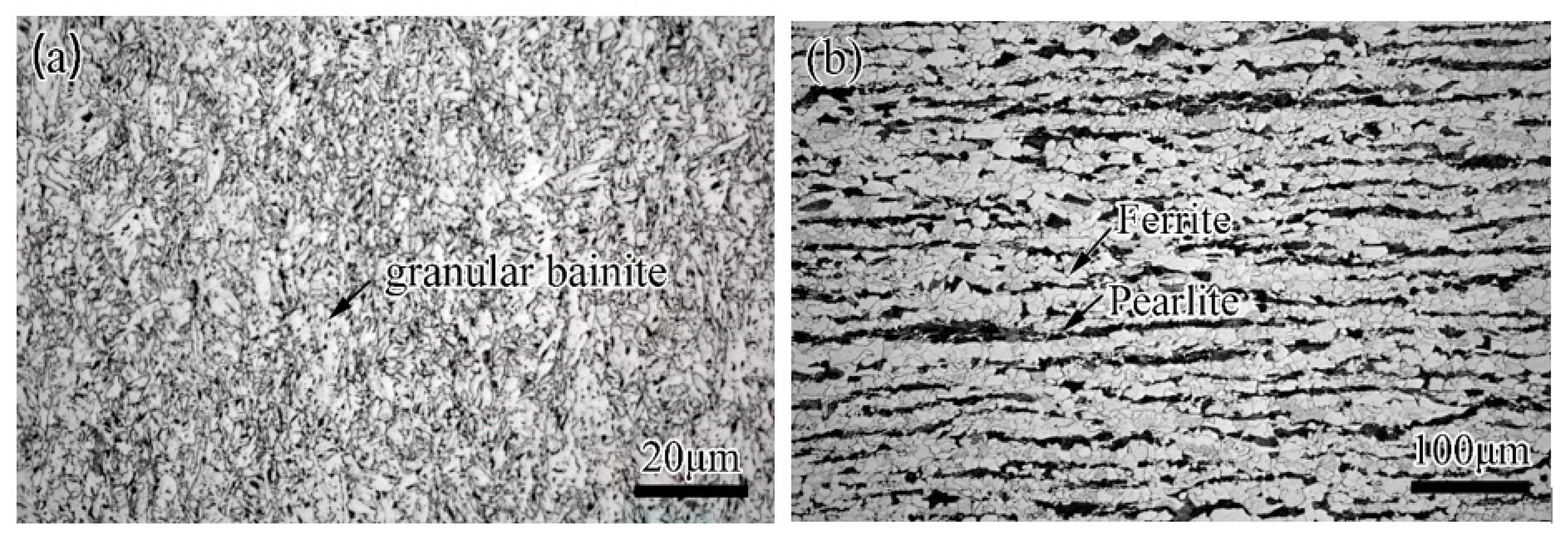
Figure 2.
Microstructure of the base and sleeve pipe: (a) X80, (b) Q345B.
Figure 2.
Microstructure of the base and sleeve pipe: (a) X80, (b) Q345B.
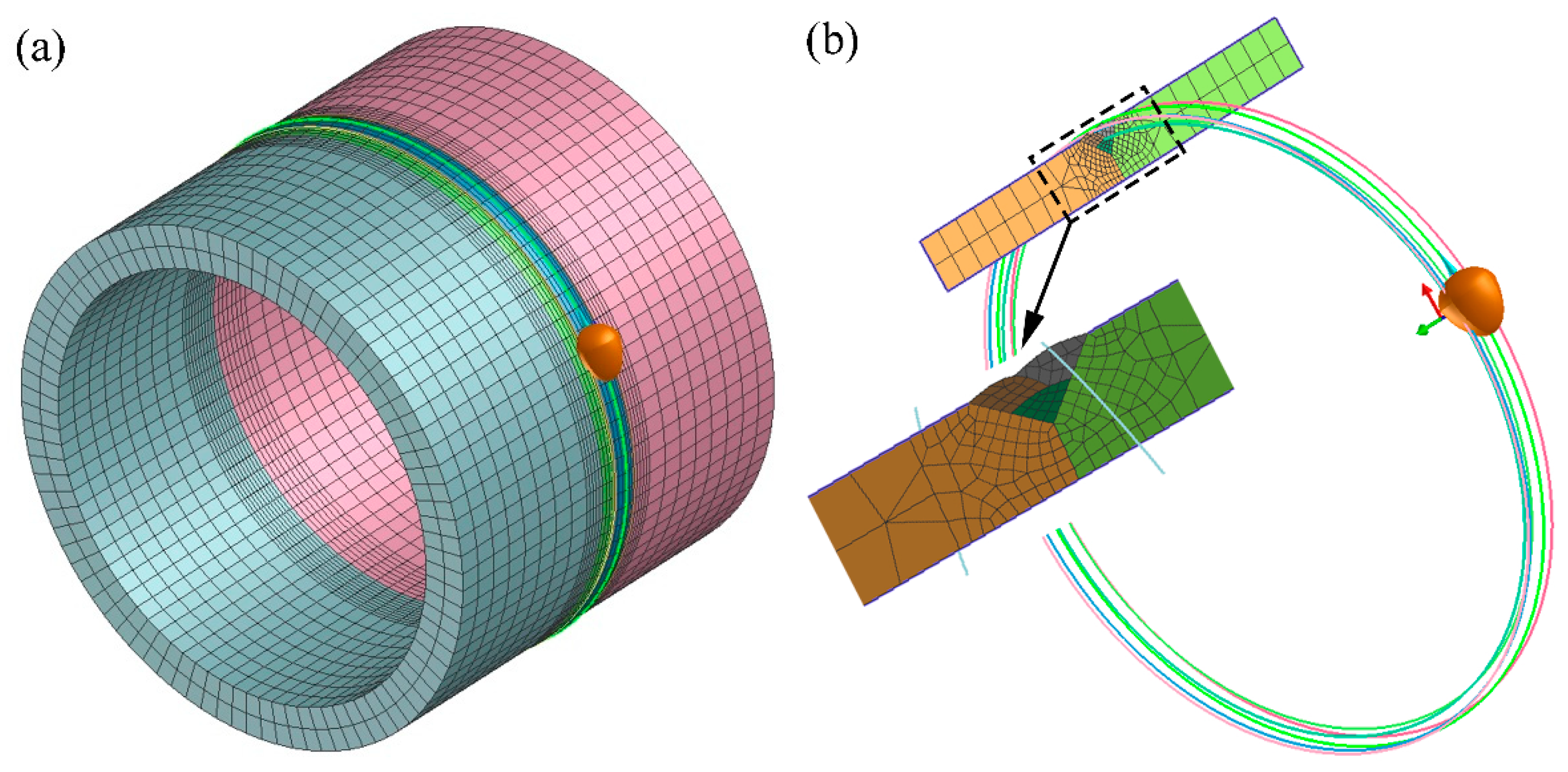
Figure 3.
Schematic diagram of verification model: (a) 3D model, (b) 2D rotational model.
Figure 3.
Schematic diagram of verification model: (a) 3D model, (b) 2D rotational model.
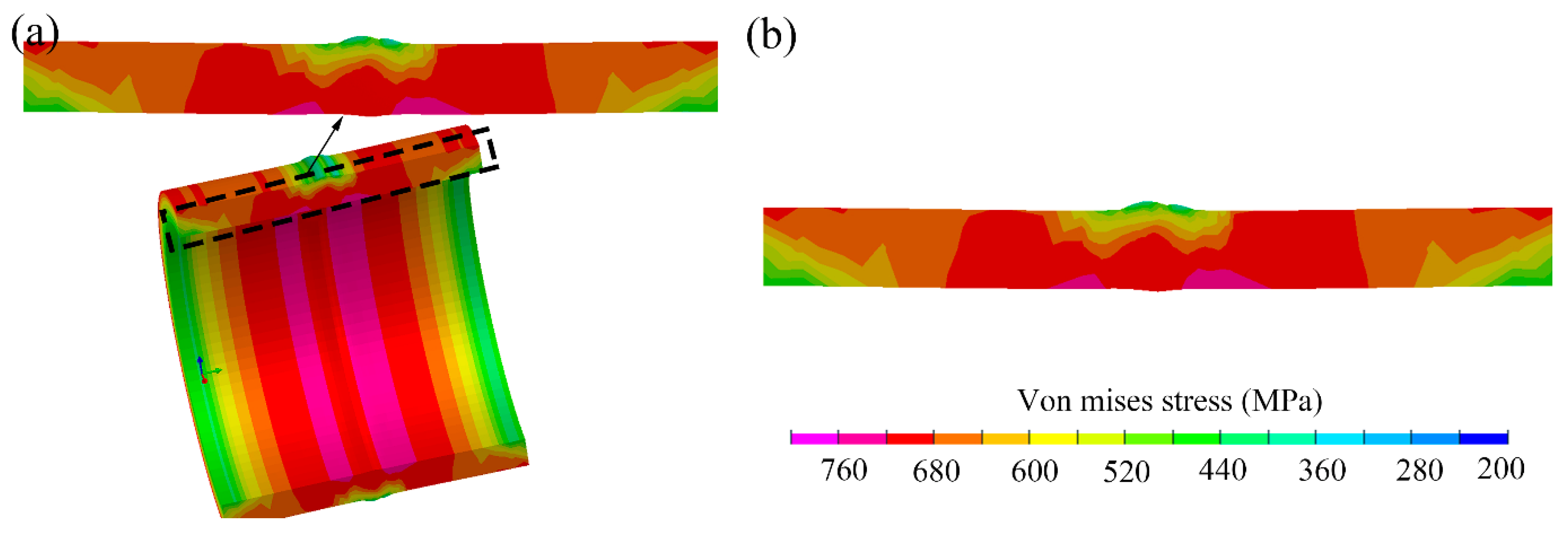
Figure 4.
The von Mises stress contour: (a) 2D rotational simulation result, (b) 3D simulation result.
Figure 4.
The von Mises stress contour: (a) 2D rotational simulation result, (b) 3D simulation result.
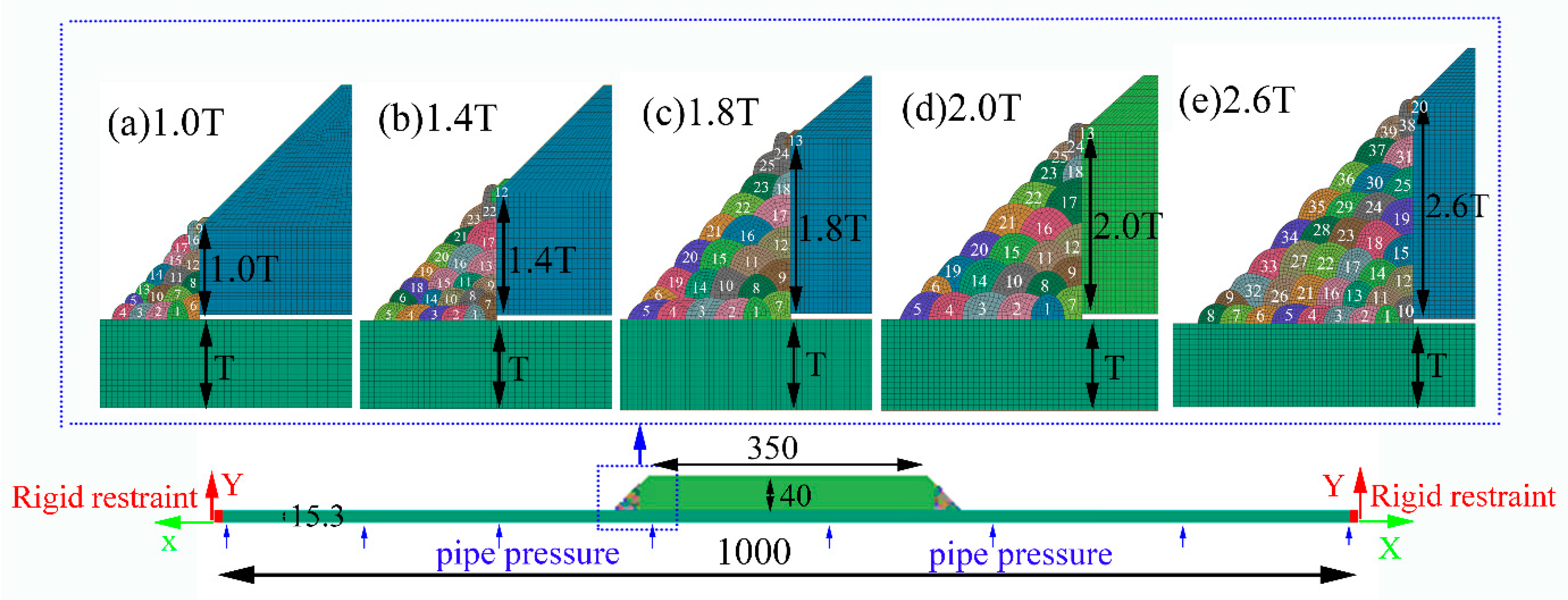
Figure 5.
Finite element model of sleeve repair welding (mm): (a) 1.0T, (b) 1.4 T, (c) 1.8 T, (d) 2.0 T, (e) 2.6 T.
Figure 5.
Finite element model of sleeve repair welding (mm): (a) 1.0T, (b) 1.4 T, (c) 1.8 T, (d) 2.0 T, (e) 2.6 T.
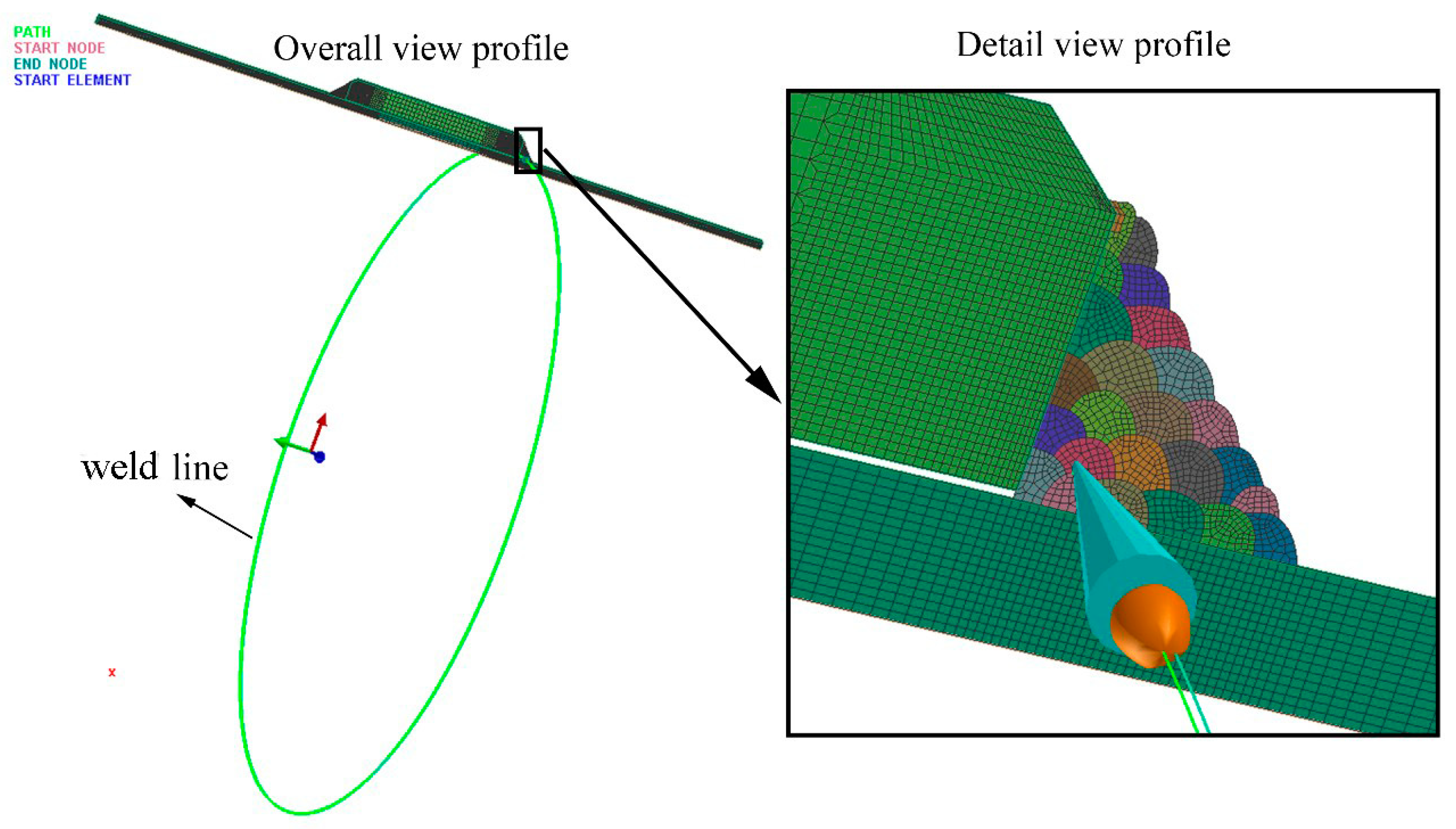
Figure 6.
Schematic diagram of the 2D rotational model.
Figure 6.
Schematic diagram of the 2D rotational model.
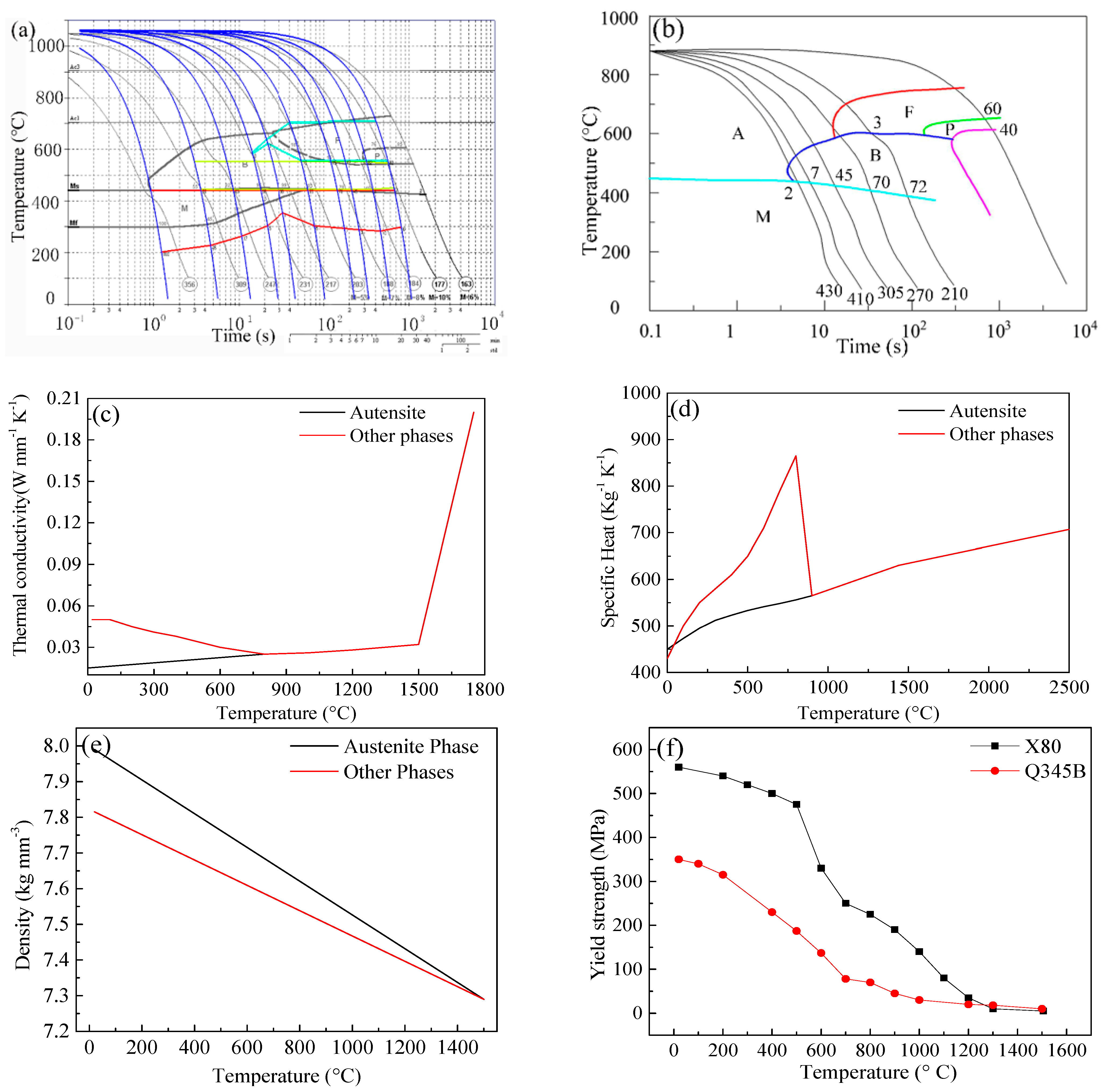
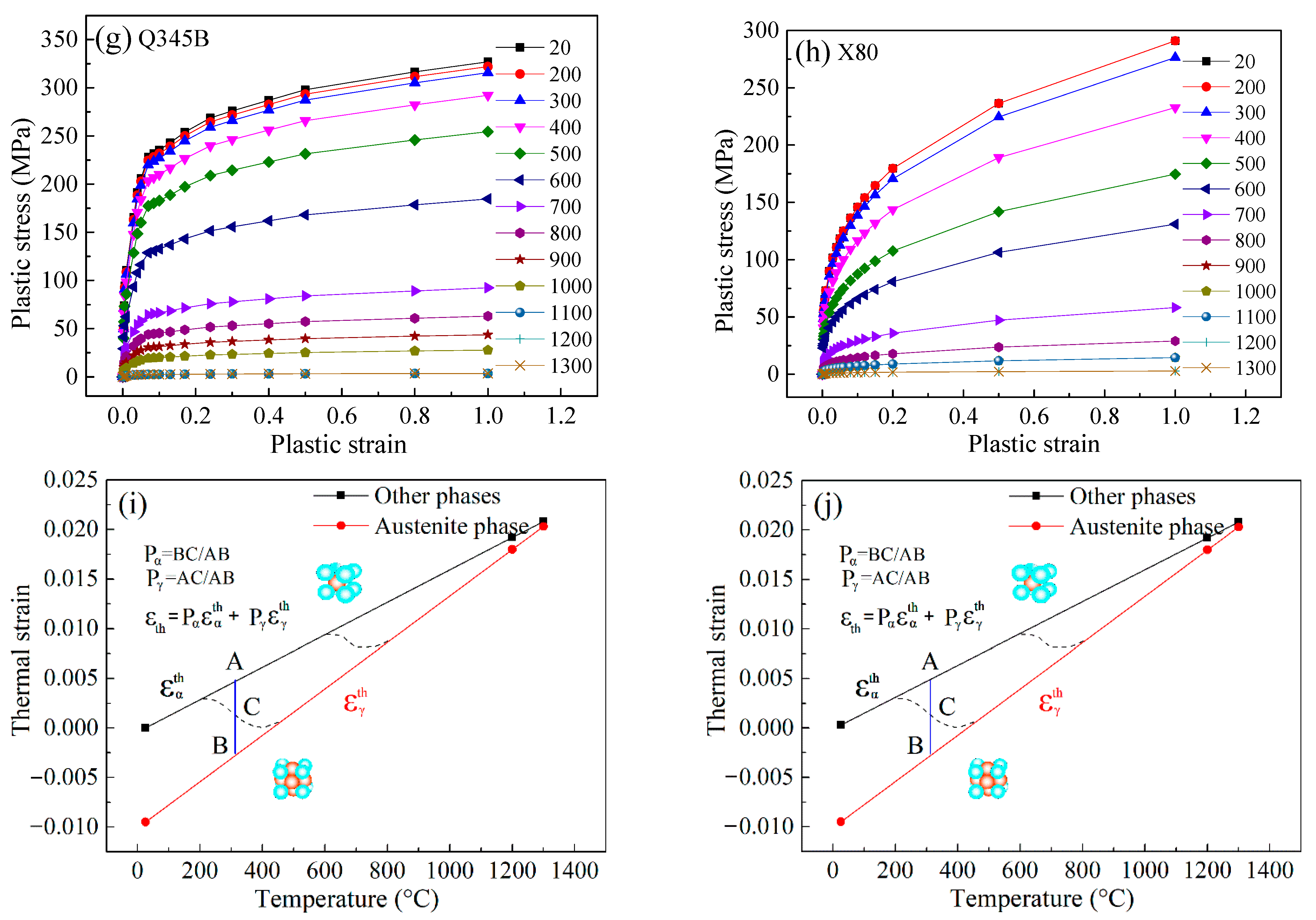
Figure 7.
The material properties: (a) CCT diagram of X80; (b) CCT diagram of Q345B; (c) thermal conductivity, (d) specific heat, and (e) density of X80 and Q345B; (f) yield strength; (g) plastic strain-stress curve of Q345B; (h) plastic strain-stress curve of Q345B X80; (i) thermal strain of Q345; (j) thermal strain of X80.
Figure 7.
The material properties: (a) CCT diagram of X80; (b) CCT diagram of Q345B; (c) thermal conductivity, (d) specific heat, and (e) density of X80 and Q345B; (f) yield strength; (g) plastic strain-stress curve of Q345B; (h) plastic strain-stress curve of Q345B X80; (i) thermal strain of Q345; (j) thermal strain of X80.
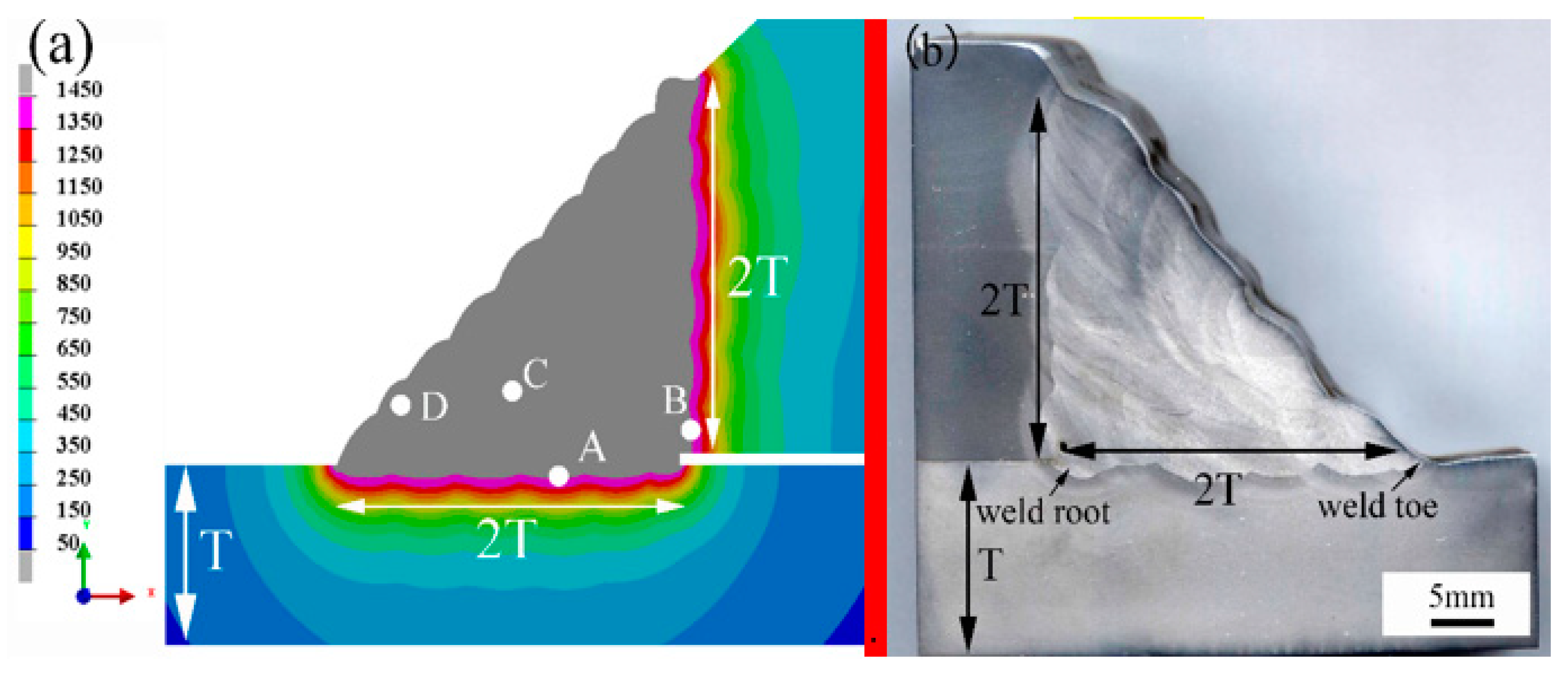
Figure 8.
Weld morphology of the predicted vs. measured results (points of A–D are used to mark the position of thermal cycle points): (a) simulation results, (b) experimental results.
Figure 8.
Weld morphology of the predicted vs. measured results (points of A–D are used to mark the position of thermal cycle points): (a) simulation results, (b) experimental results.
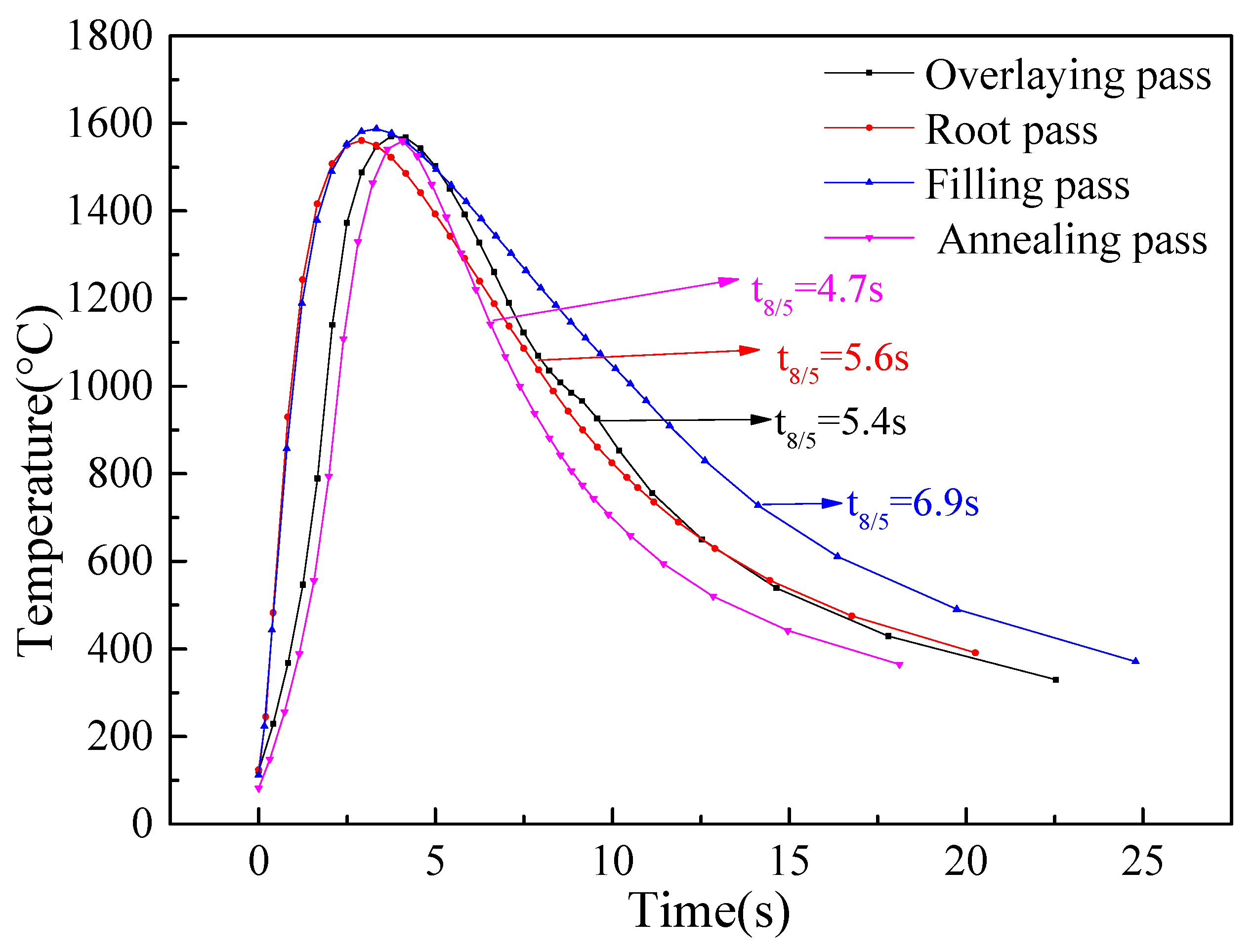
Figure 9.
Welding thermal cycles.
Figure 9.
Welding thermal cycles.
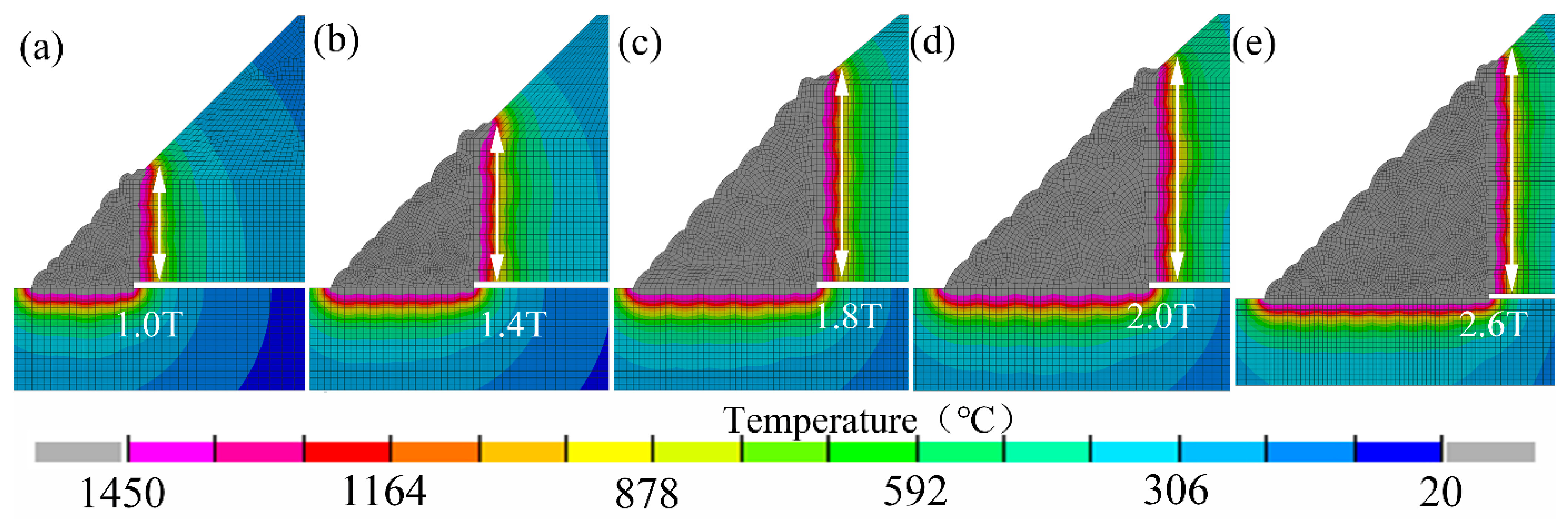
Figure 10.
Welding temperature distributions: (a) 1.0 T, (b) 1.4 T, (c) 1.8 T, (d) 2.0 T, (e) 2.6 T.
Figure 10.
Welding temperature distributions: (a) 1.0 T, (b) 1.4 T, (c) 1.8 T, (d) 2.0 T, (e) 2.6 T.
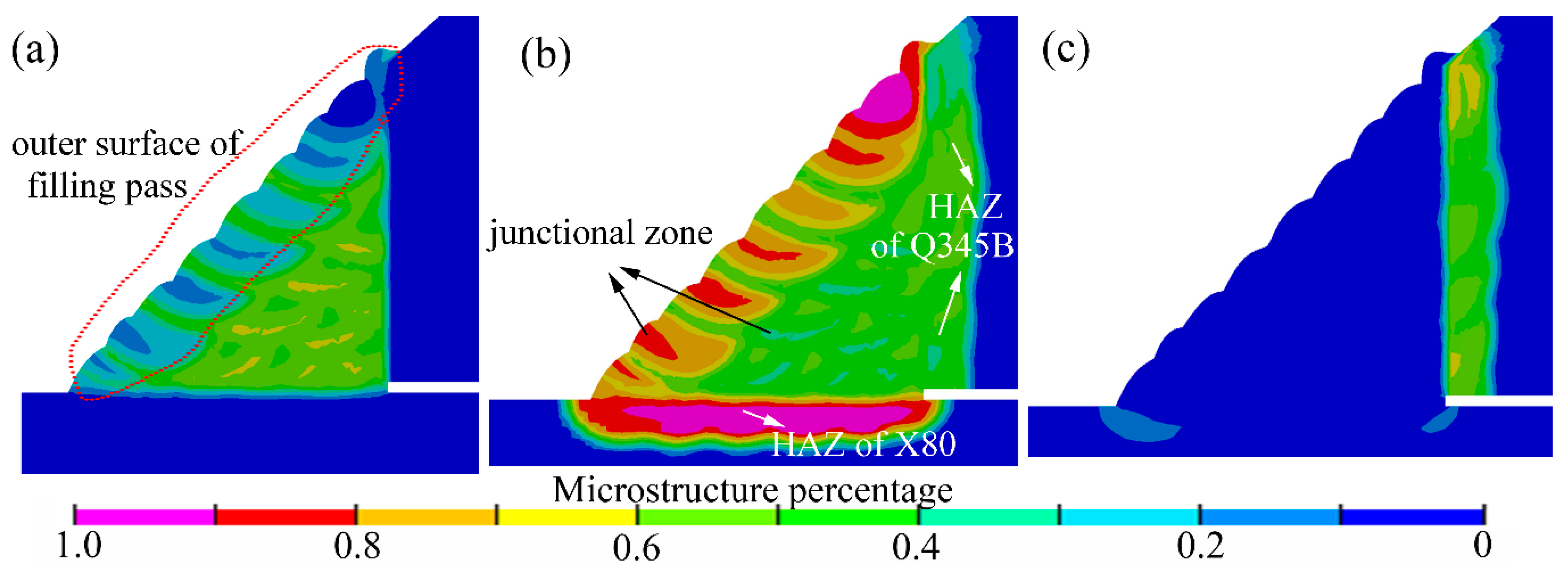
Figure 11.
Numerical microstructure distribution contour: (a) ferrite, (b) bainite, (c) martensite.
Figure 11.
Numerical microstructure distribution contour: (a) ferrite, (b) bainite, (c) martensite.
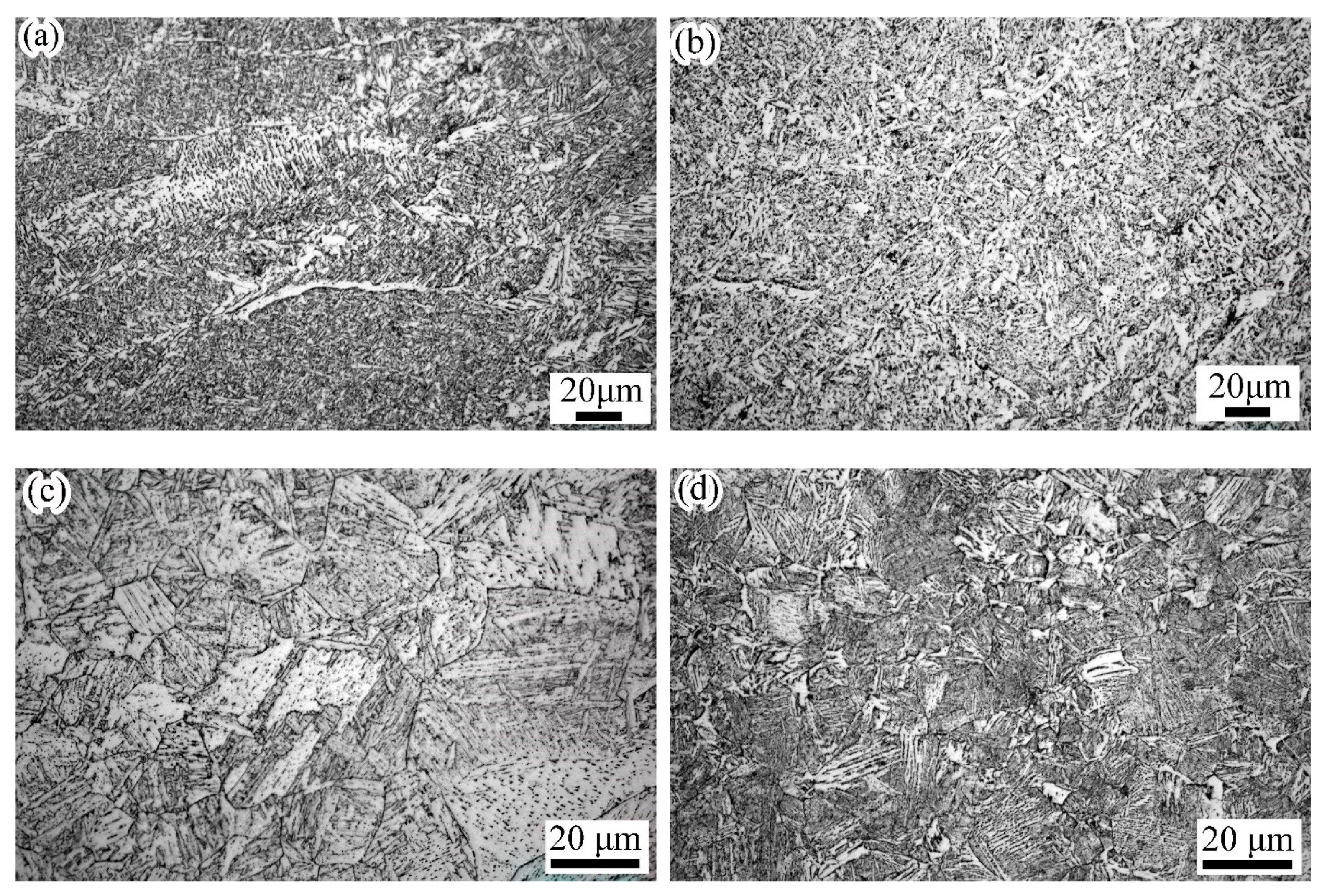
Figure 12.
Microstructure: (a) junctional zone among welding pass, (b) weld zone, (c) HAZ located at X80 pipe, (d) HAZ located at Q345B pipe.
Figure 12.
Microstructure: (a) junctional zone among welding pass, (b) weld zone, (c) HAZ located at X80 pipe, (d) HAZ located at Q345B pipe.
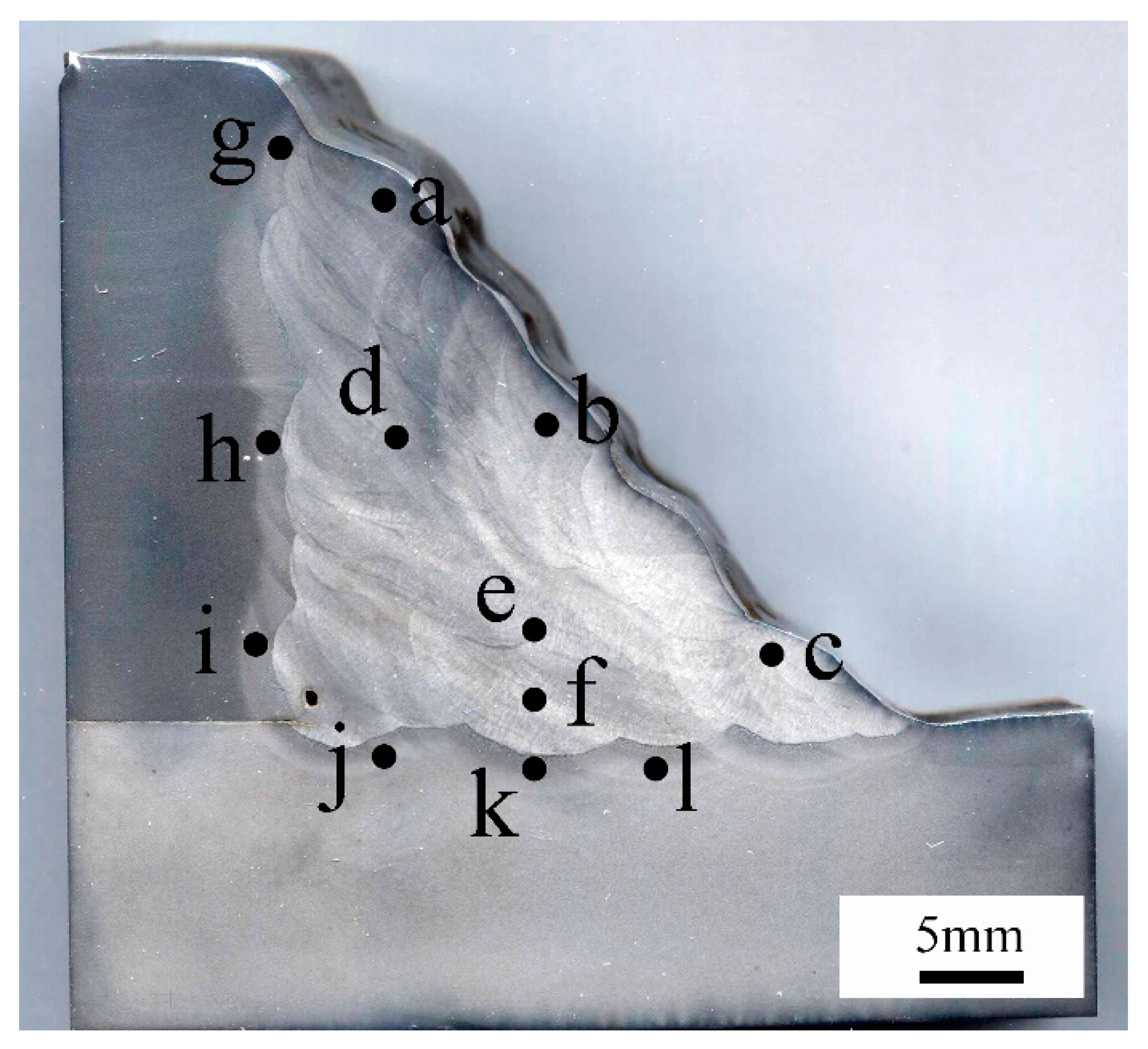
Figure 13.
Hardness test point distribution (a–l marked the hardness test points).
Figure 13.
Hardness test point distribution (a–l marked the hardness test points).
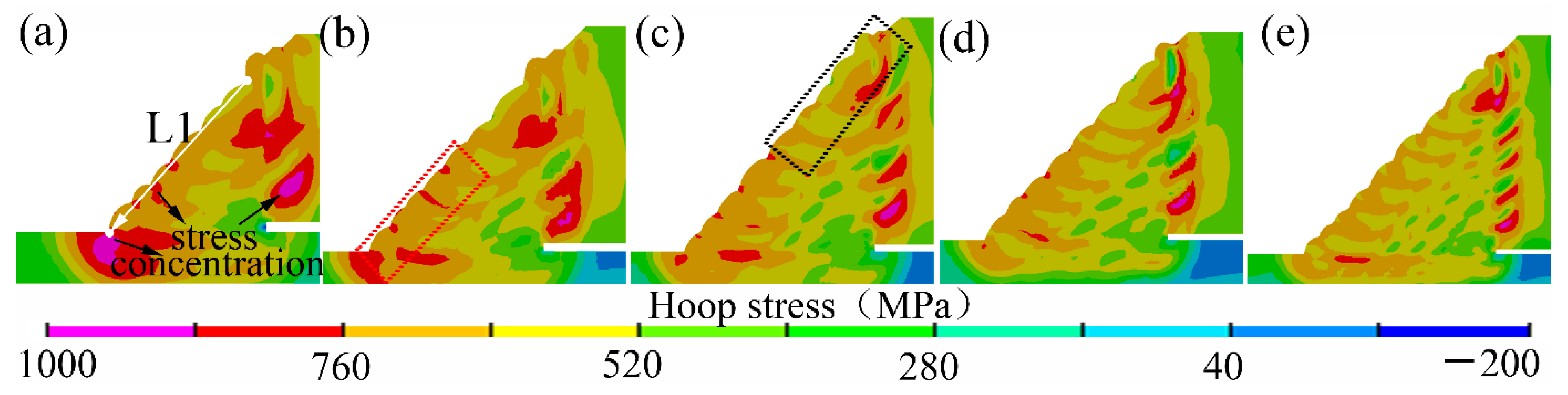
Figure 14.
Hoop residual stress distribution: (a) case A, (b) case B, (c) case C, (d) case D, (e) case E.
Figure 14.
Hoop residual stress distribution: (a) case A, (b) case B, (c) case C, (d) case D, (e) case E.
Figure 15.
Fillet weld cracks in the weld zone: (a) cracks found on the outer surface, (b) cracks at the weld toe.
Figure 15.
Fillet weld cracks in the weld zone: (a) cracks found on the outer surface, (b) cracks at the weld toe.
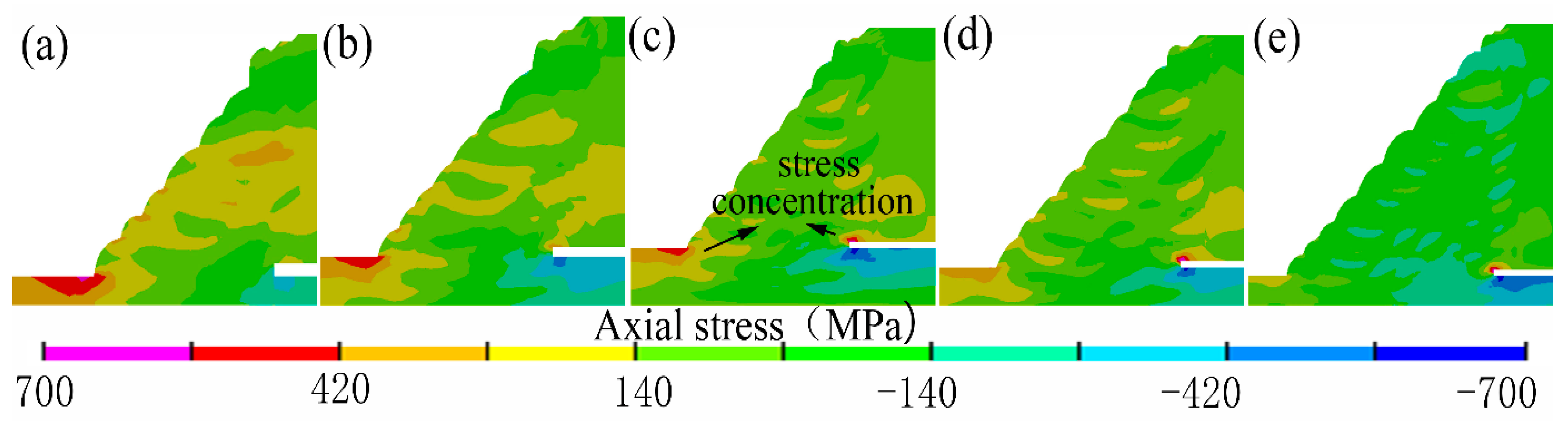
Figure 16.
Axial residual stress distribution: (a) case A, (b) case B, (c) case C, (d) case D, (e) case E.
Figure 16.
Axial residual stress distribution: (a) case A, (b) case B, (c) case C, (d) case D, (e) case E.
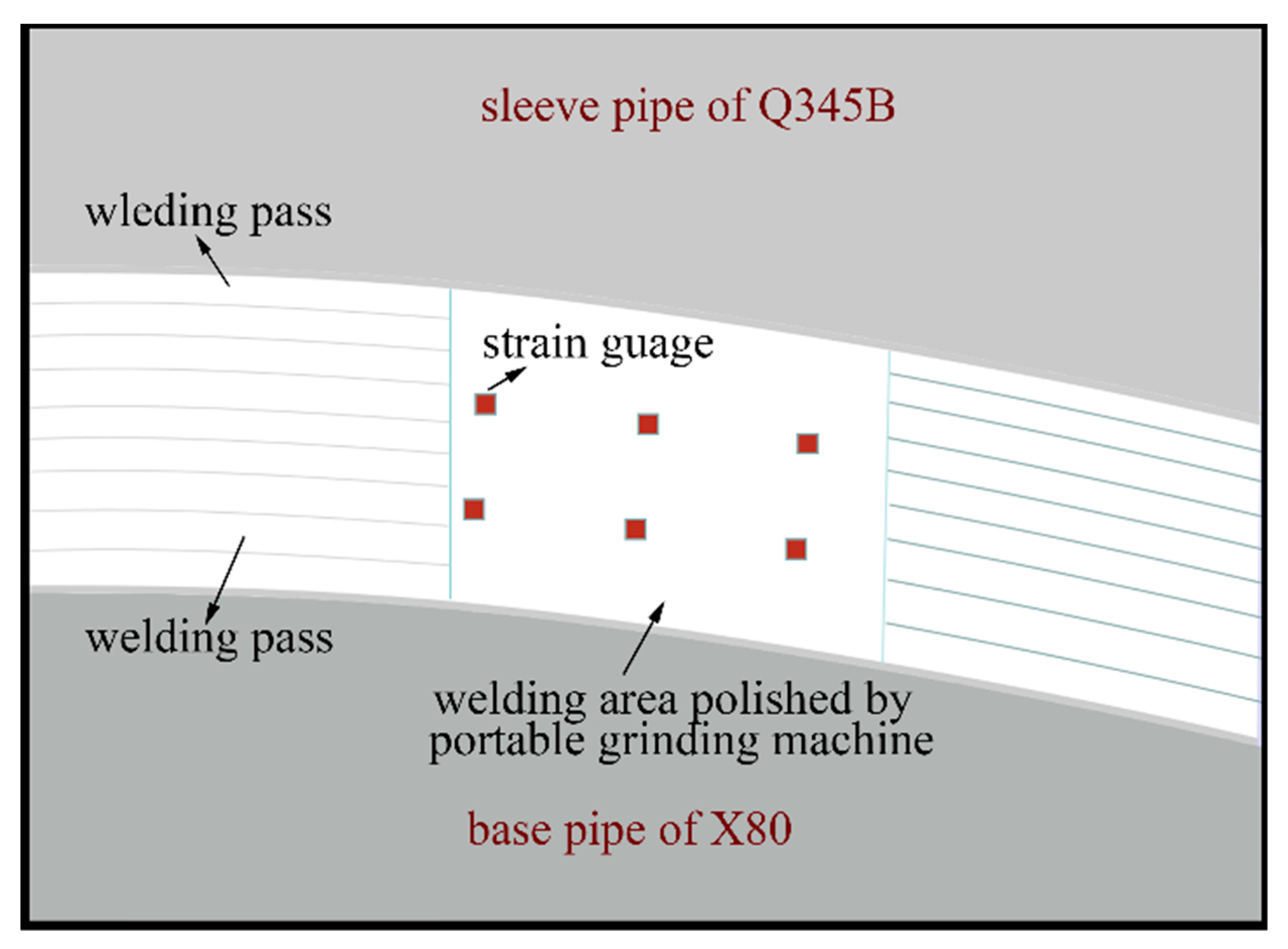
Figure 17.
Schematic diagram of residual stress measurement.
Figure 17.
Schematic diagram of residual stress measurement.
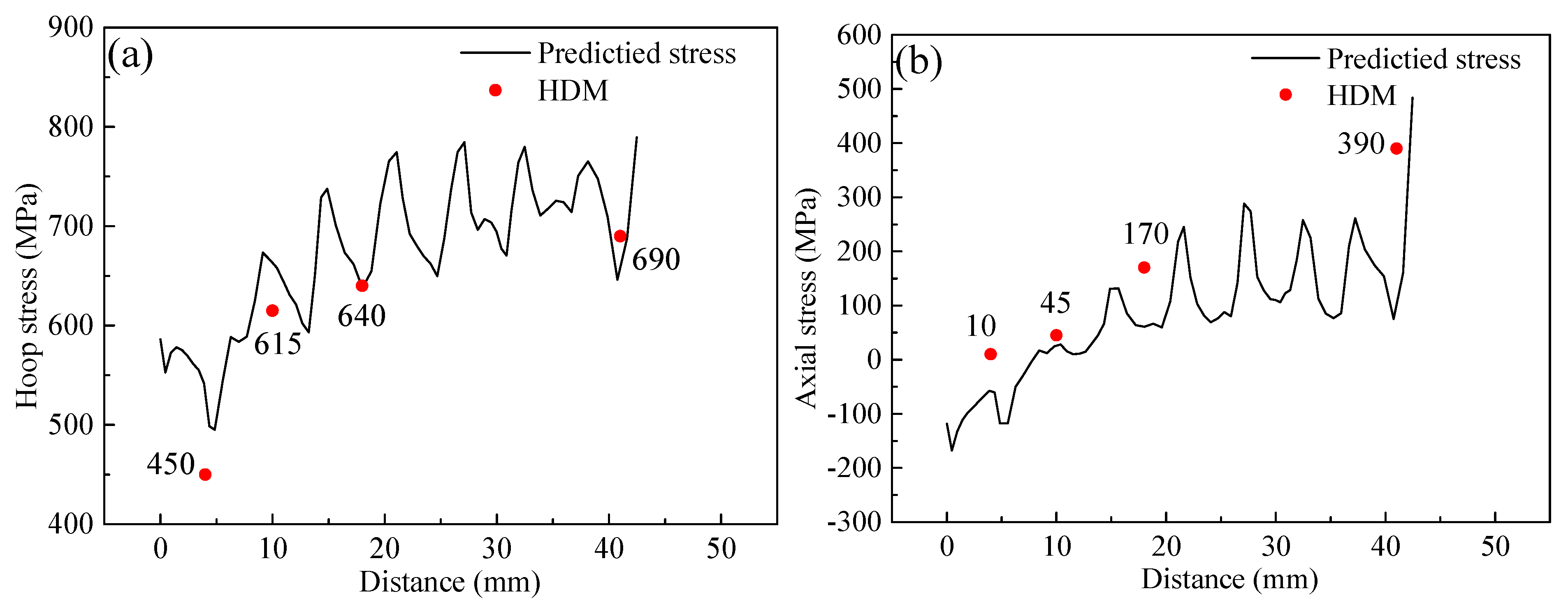
Figure 18.
Residual stress predicted by SYSWELD vs. measured by HDM: (a) hoop stress, (b) axial stress.
Figure 18.
Residual stress predicted by SYSWELD vs. measured by HDM: (a) hoop stress, (b) axial stress.
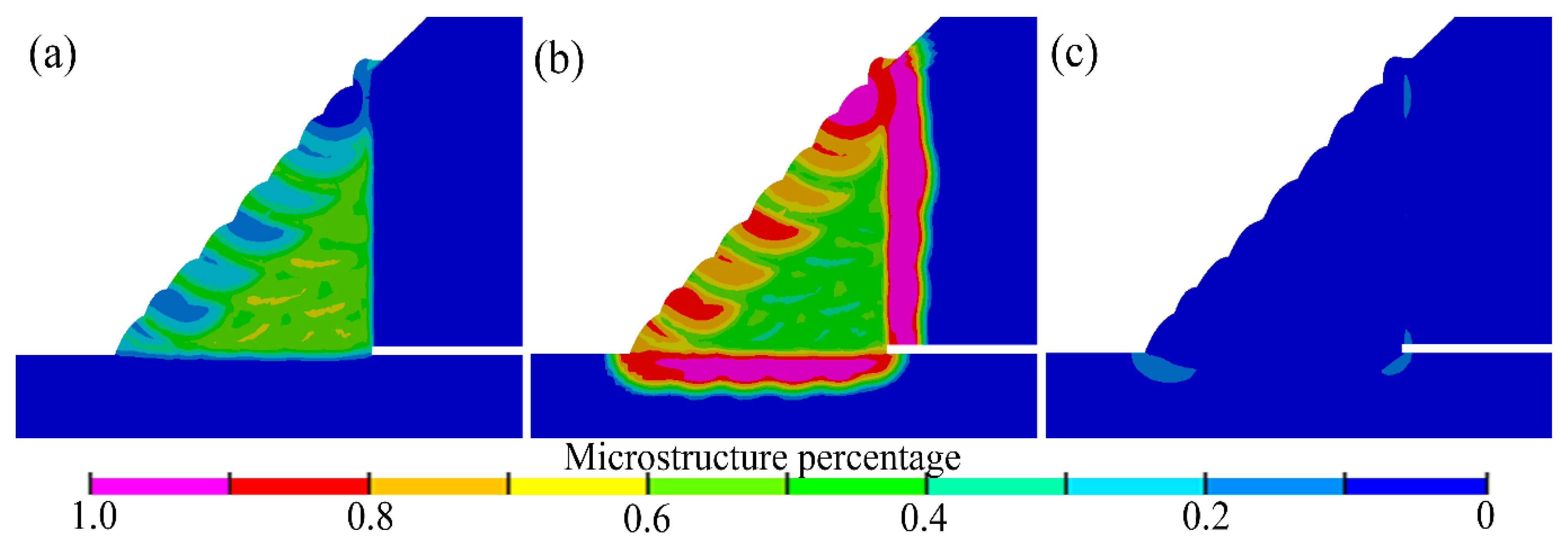
Figure 19.
Microstructure predicted by SYSWELD: (a) ferrite, (b) bainite, (c) martensite.
Figure 19.
Microstructure predicted by SYSWELD: (a) ferrite, (b) bainite, (c) martensite.
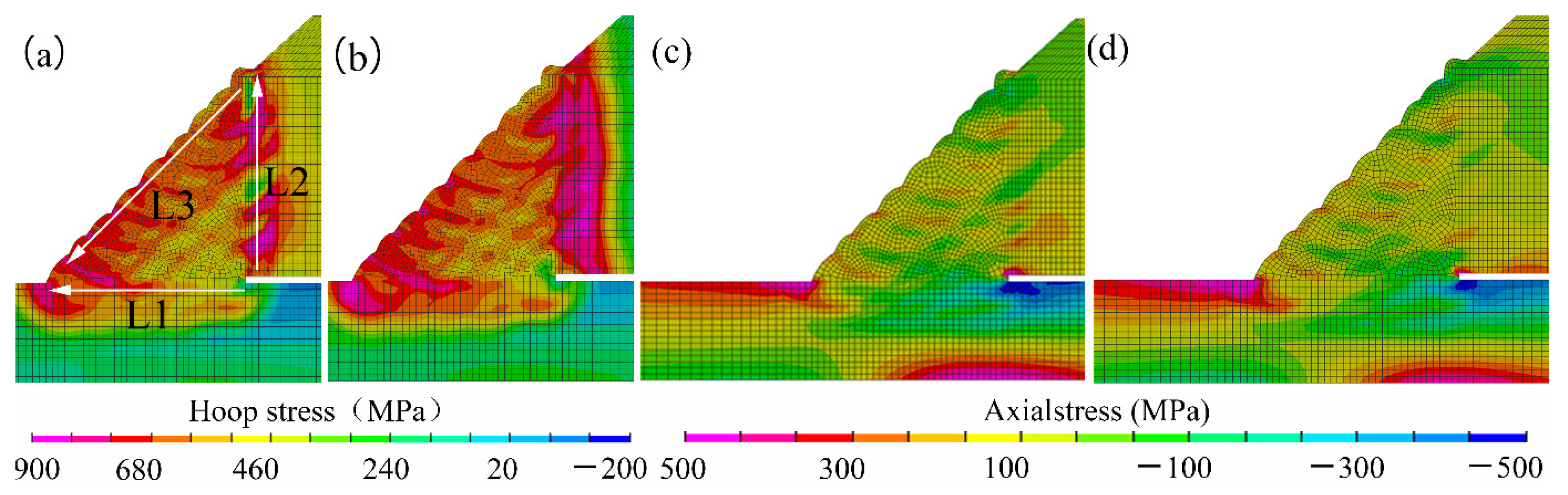
Figure 20.
Effect of sleeve pipe material on residual stress distribution: (a) Q345B, (b) X80, (c) Q345B, (d) X80.
Figure 20.
Effect of sleeve pipe material on residual stress distribution: (a) Q345B, (b) X80, (c) Q345B, (d) X80.
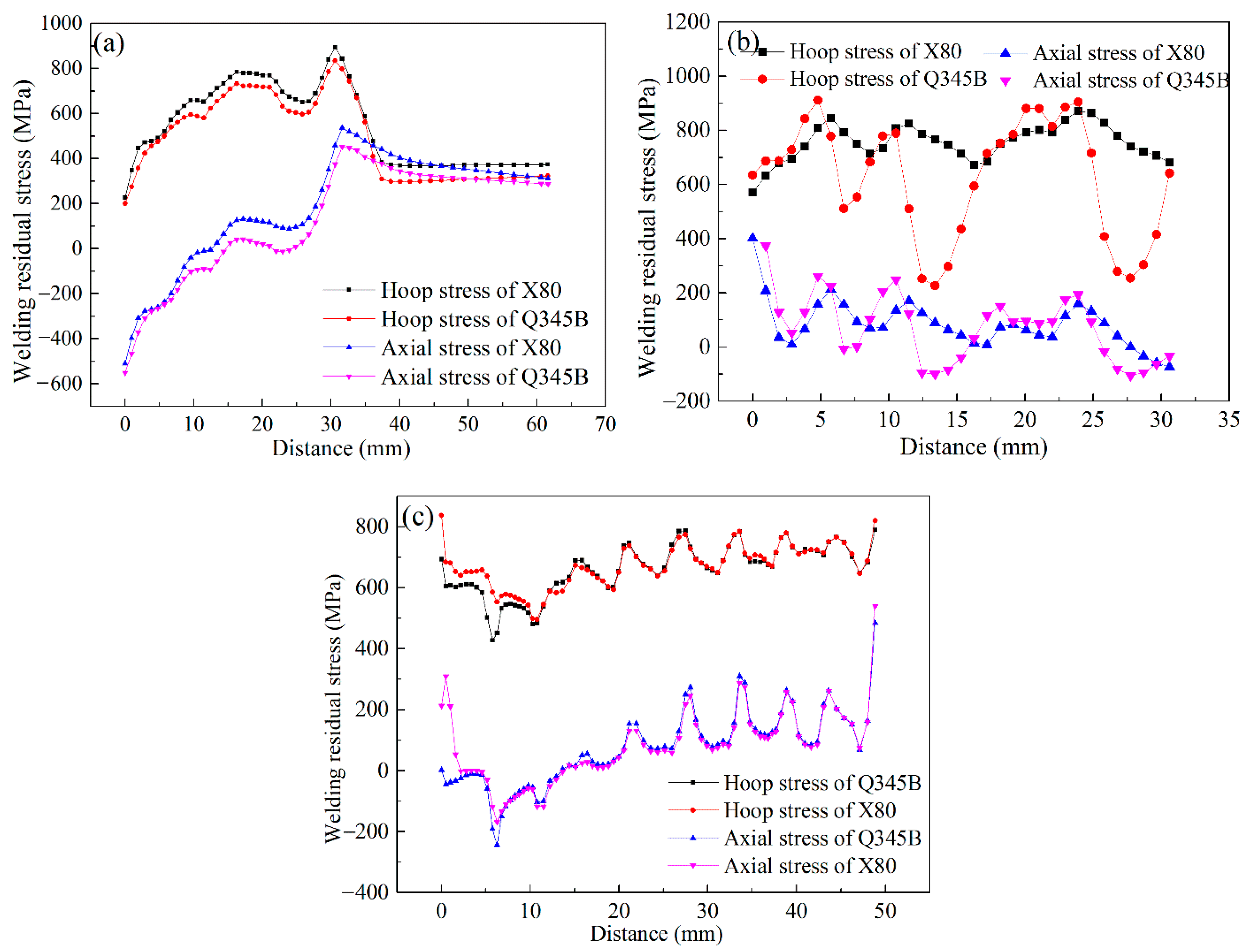
Figure 21.
Residual stress distribution along (a) L1, (b) L2, (c) L3.
Figure 21.
Residual stress distribution along (a) L1, (b) L2, (c) L3.
Table 1.
Chemical compositions (in wt%) of X80, Q345B and E5515-G deposited metal.
Table 1.
Chemical compositions (in wt%) of X80, Q345B and E5515-G deposited metal.
| Material | C | Si | Mn | S | P | Cr | Ni | Mo | V |
|---|
| X80 | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 | -- | 0.013 | -- | <0.012 |
| Q345B | 0.20 | 0.55 | 1.48 | 0.013 | 0.0071 | -- | -- | -- | -- |
| E5515-G | 0.090 | 0.45 | 1.81 | 0.013 | 0.0081 | 0.034 | 0.018 | 0.18 | 0.010 |
Table 2.
The mechanical properties of X80, Q345B and deposited metal of E5515-G.
Table 2.
The mechanical properties of X80, Q345B and deposited metal of E5515-G.
| Material | Tensile Strengh (MPa) | Yield Strength (MPa) | Elongation (%) | Charpy Impact Energy (J) |
|---|
| X80 | 625–825 | 555–690 | ≥14.5 | -- |
| Q345B | ≥510 | ≥345 | ≥21 | >34 (0 °C) |
| E5515-G | ≥550 | ≥460 | ≥17 | 102, 96, 94 (−30 °C) |
Table 3.
Welding parameters.
Table 3.
Welding parameters.
| Welding Passes | Welding Voltage (V) | Welding Current (A) | Welding Speed (cm/min) | Heat Input (KJ/mm) |
|---|
| Overlaying/temper pass | 22–28 | 100–130 | 10–16 | 0.7–1.7 |
| Root pass | 22–28 | 100–130 | 6–15 | 0.7–3.0 |
| Filling pass | 22–28 | 100–130 | 6–15 | 0.7–3.0 |
| Annealing pass | 22–28 | 100–130 | 10–15 | 0.7–1.7 |
Table 4.
Numerical and experimental penetrations of the overlaying welding beads.
Table 4.
Numerical and experimental penetrations of the overlaying welding beads.
| Welding Pass Number | 1 | 2 | 3 | 4 | 5 |
|---|
| Numerical penetration (mm) | 1.2 | 1.25 | 1.3 | 1.28 | 1.15 |
| Experimental penetration (mm) | 1.3 | 0.5 | 1.6 | 1.32 | 1.07 |
Table 5.
Hardness value.
| Point | a | b | c | d | e | f |
|---|
| Hardness (HV10) | 277.3 | 254.9 | 255.3 | 250.8 | 239.8 | 255.1 |
| Point | g | h | i | j | k | l |
| Hardness (HV10) | 289.7 | 285.7 | 279.5 | 279.5 | 269.6 | 272.3 |
Table 6.
Simulation cases.
Table 6.
Simulation cases.
| Case | A | B | C | D | E |
|---|
| Welding fillet size | 1.0 T | 1.4 T | 1.8 T | 2.0 T | 2.6 T |


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}