
Facile and Controllable Preparation of Poly(St-co-MMA)/FA Microspheres Used as Ultra-Lightweight Proppants

 , , and
, , and
Abstract
:1. Introduction
2. Experimental
2.1. Materials
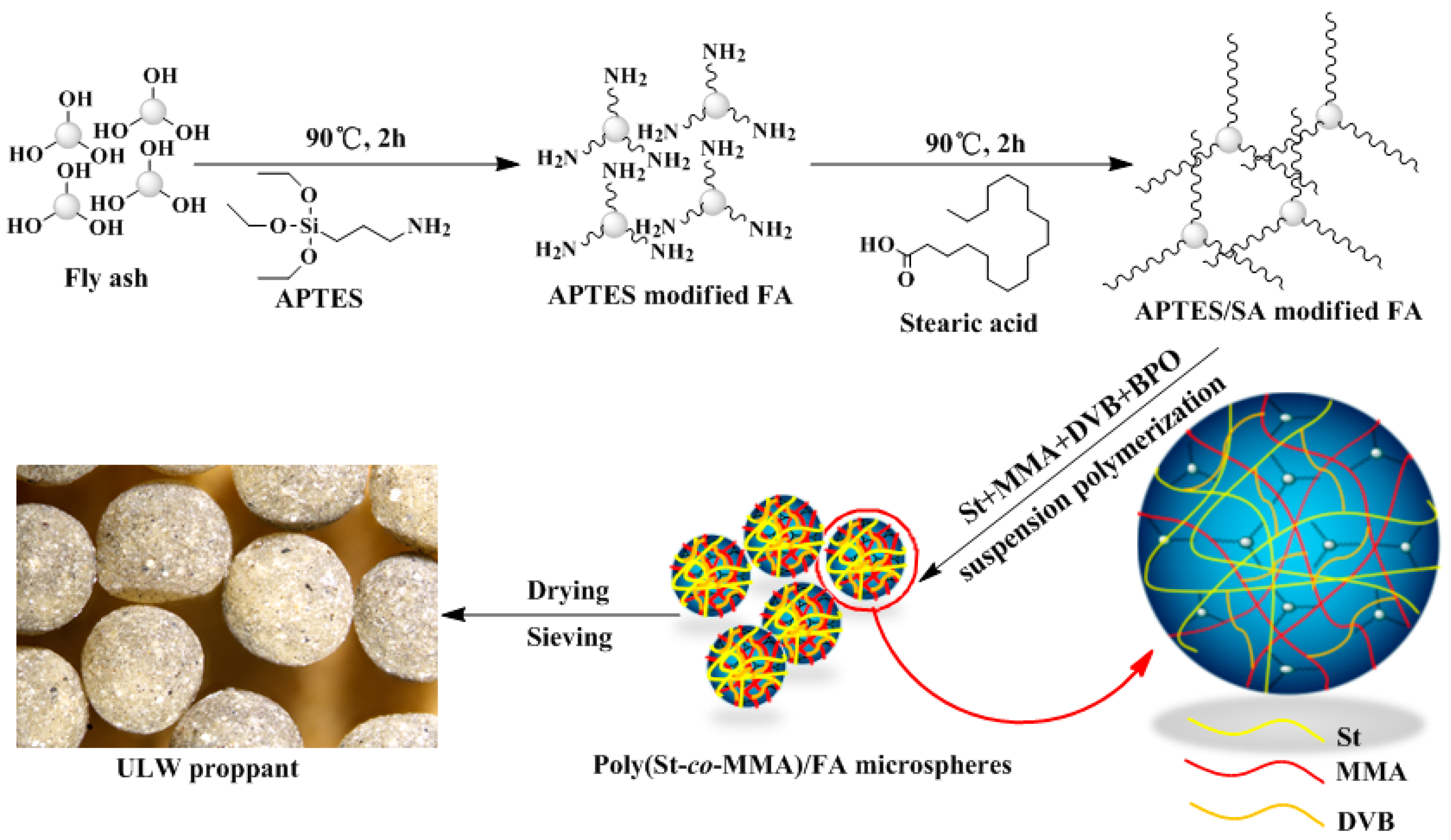
2.2. Modification of FA
2.3. Synthesis of poly(St-co-MMA)/FA Composite Microspheres via In Situ Suspension Polymerization
2.4. Characterizations
3. Results and Discussion
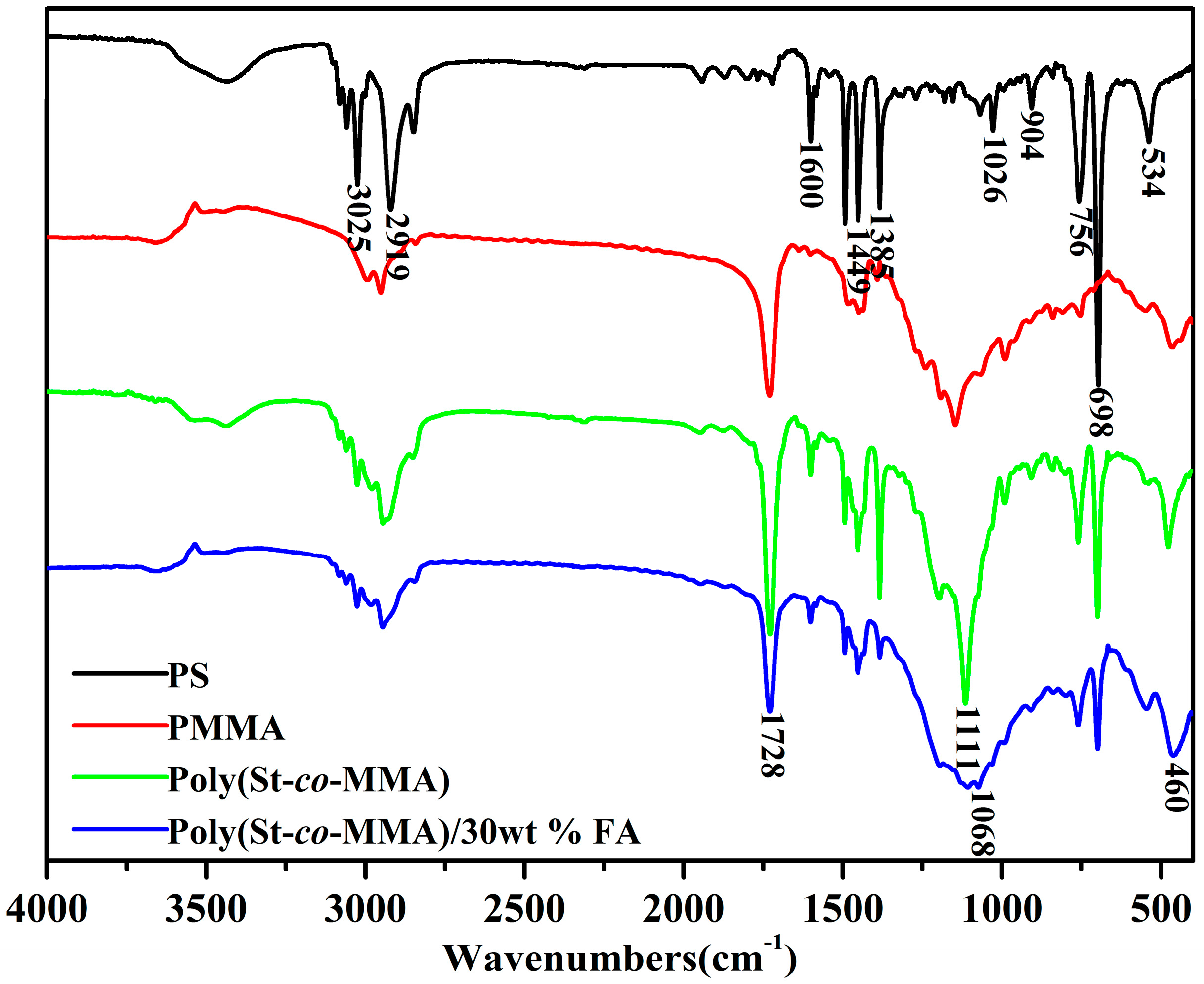
3.1. FTIR Analysis
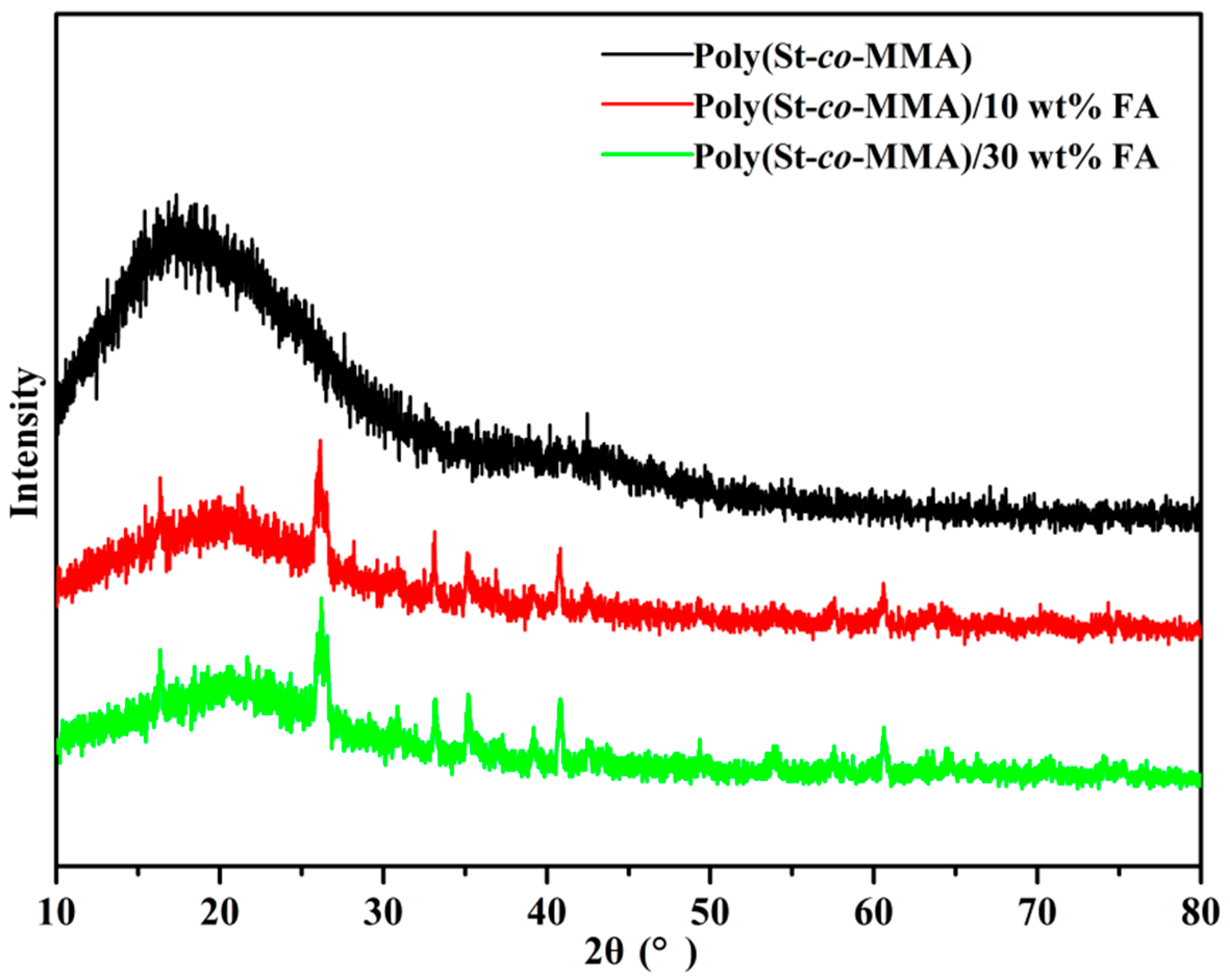
3.2. XRD Analysis
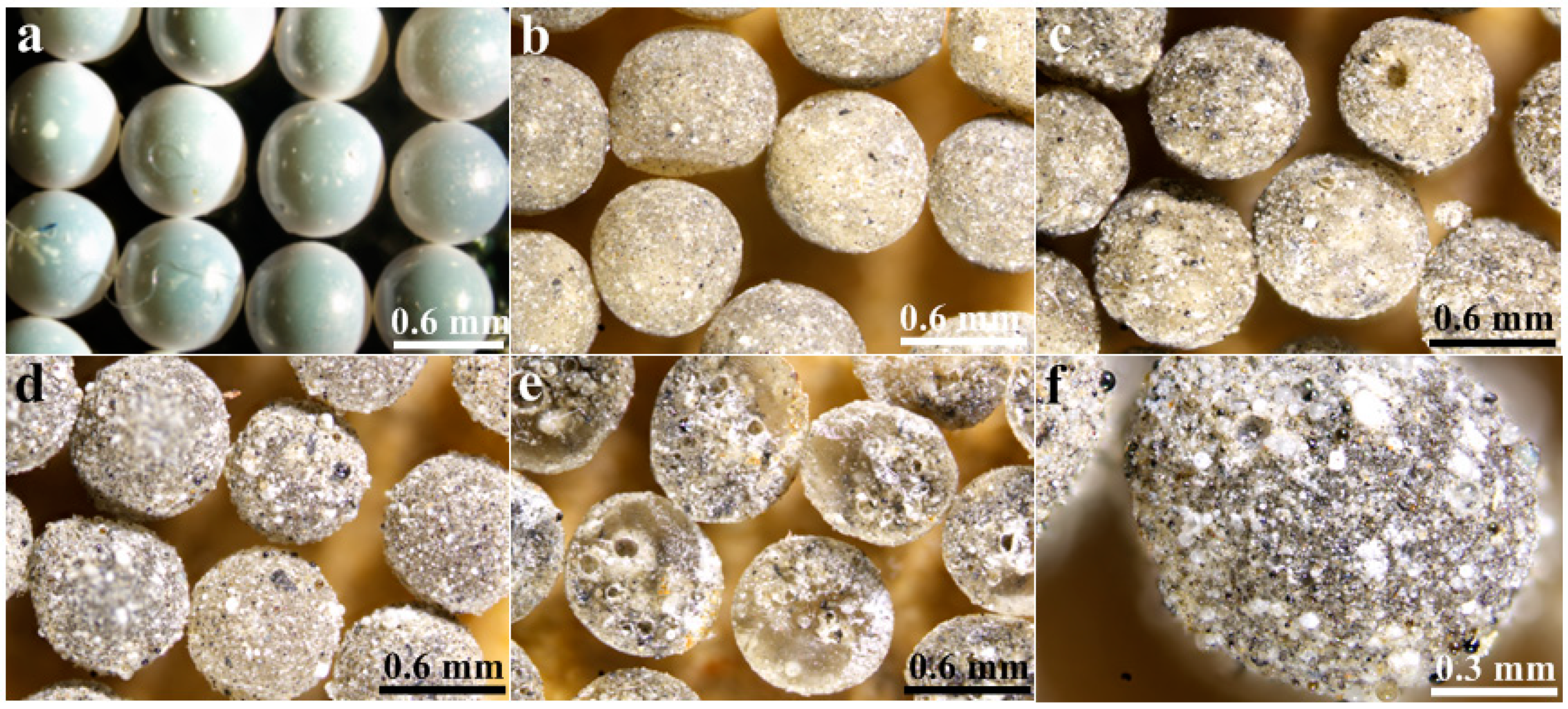
3.3. Morphology Analysis
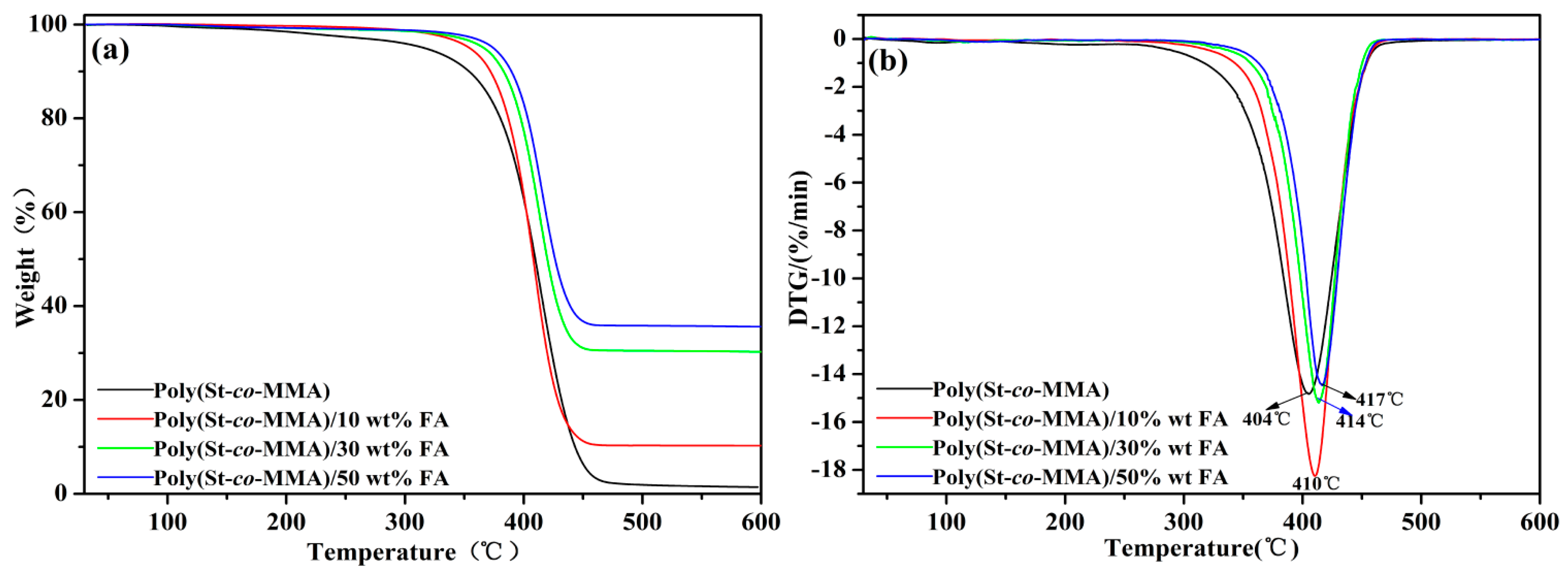
3.4. Thermogravimetric Analysis
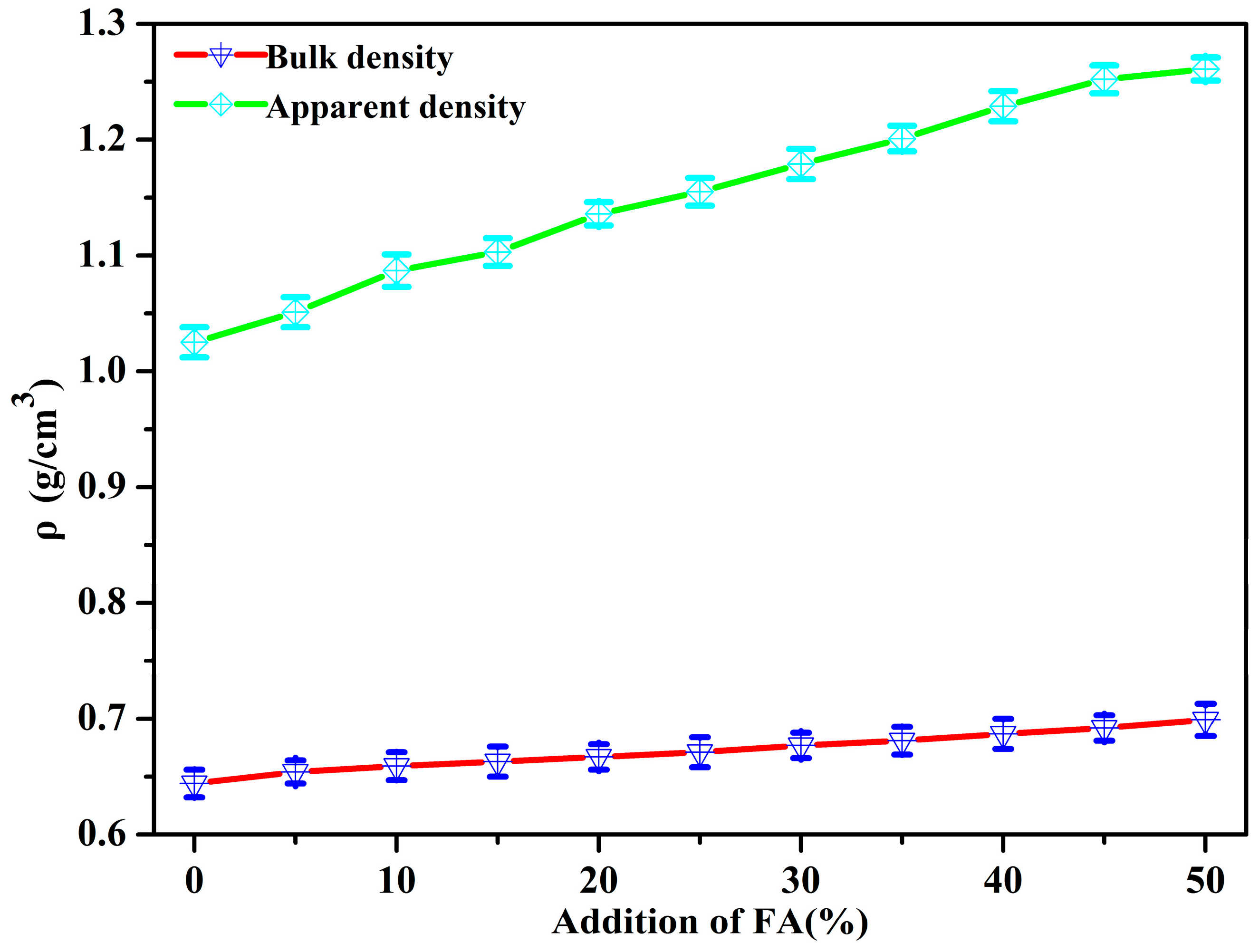
3.5. Density Analysis
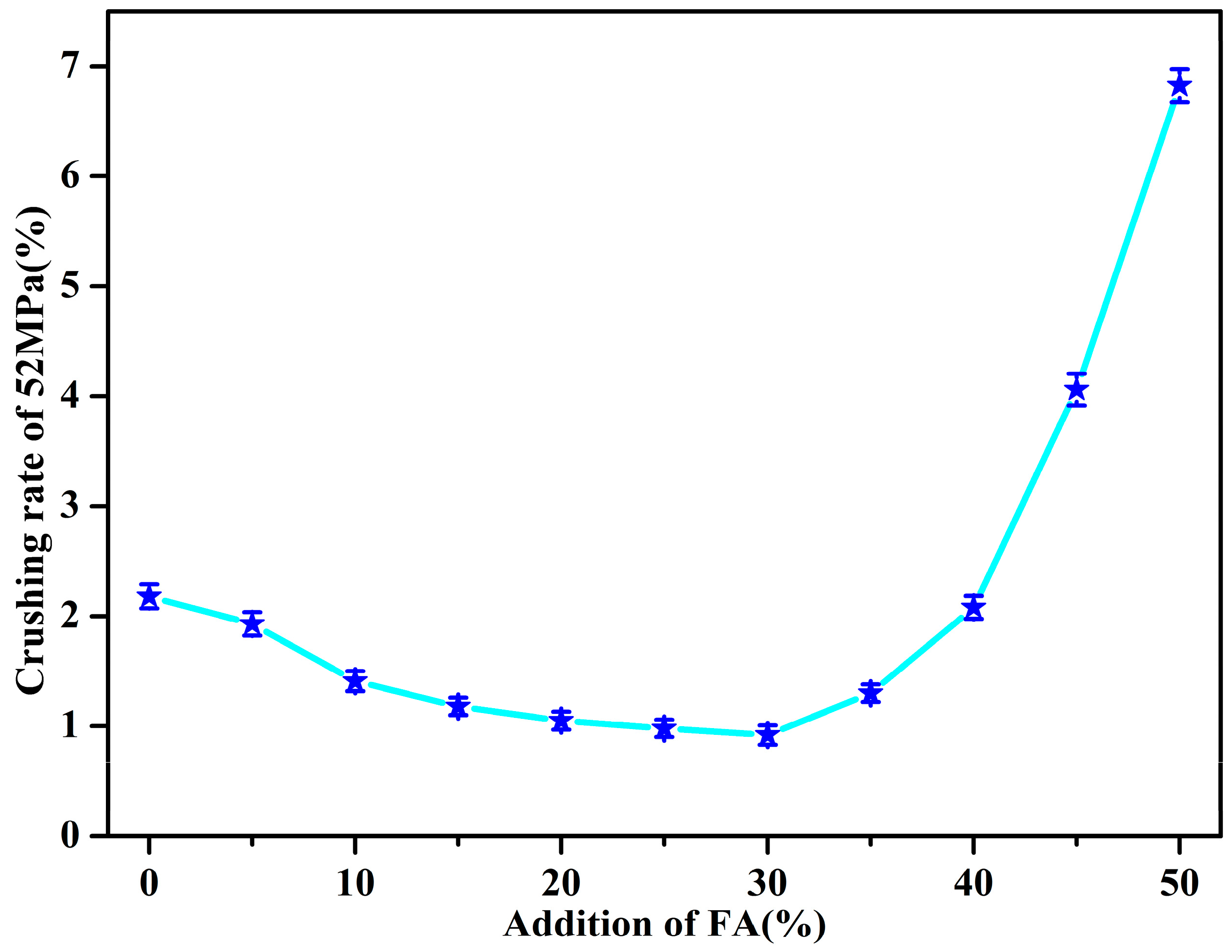
3.6. Crushing Rate
3.7. Comparison of Different Types of Proppants
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, F.; Mohammed, S.; Al-Muntasheri, G.A.; Frank, F.C.; Li, L. A comprehensive review on proppant technologies. Petroleum 2016, 2, 26–39. [Google Scholar] [CrossRef] [Green Version]
- Tasqué, J.E.; Vega, I.N.; Marco, S.; Raffo, P.A.; D’Accorso, N.B. Ultra-light weight proppant: Synthesis, characterization, and performance of new proppants. J. Nat. Gas Sci. Eng. 2021, 85, 103717–103726. [Google Scholar] [CrossRef]
- Danso, D.K.; Negash, B.M.; Ahmed, T.Y. Recent Advances in Multifunctional Proppant Technology and Increased Well Output with Micro and Nano Proppants. J. Pet. Sci. Eng. 2020, 196, 108026–108047. [Google Scholar] [CrossRef]
- Fu, L.; Zhang, G.; Ge, J.; Liao, K.; Jiang, P.; Pei, H.; Li, X. Surface modified proppants used for porppant flowback control in hydraulic fracturing. Colloids Surf. A. Physicochem. Eng. Asp. 2016, 507, 18–25. [Google Scholar] [CrossRef]
- Ma, H.; Tian, Y.; Li, G. Effects of sintering temperature on microstructure, properties and crushing behavior of ceramic proppants. Int. J. Appl. Ceram. Technol. 2019, 16, 1450–1459. [Google Scholar] [CrossRef]
- Wu, X.; Huo, Z.; Ren, Q.; Li, H.; Lin, F.; Wei, T. Preparation and characterization of ceramic proppants with low density and high strength using fly ash. J. Alloys Compd. 2017, 702, 442–448. [Google Scholar] [CrossRef]
- Milner, L.R.; John, C.J. Potential for economic development of silica sand deposits in louisiana for use as proppant in hydraulic fracking. Gags Trans. 2014, 64, 561–570. [Google Scholar]
- Zhang, S.; So, L.L.C.; Faucher, S.; Xi, L. Polymer coating over solid particles with in situ thermal curing. Ind. Eng. Chem. Res. 2016, 55, 5574–5584. [Google Scholar] [CrossRef] [Green Version]
- William, H.; Narayanan, V.; Tuan, T.; Bai, L.; Kanth, J.; Vinay, M. Leaching studies on novolac resin-coated proppants-performance, stability, product safety, and environmental health considerations. J. Appl. Polym. Sci. 2018, 135, 45845. [Google Scholar]
- Ren, Q.; Ren, Y.; Li, H.; Wu, X.; Bai, W.; Zheng, J.; Hai, O. Preparation and characterization of high silicon ceramic proppants using low grade bauxite and fly ash. Mater. Chem. Phys. 2019, 230, 355–361. [Google Scholar] [CrossRef]
- El-Kader, A.; Abdou, M.I.; Fadl, A.M.; Rabou, A.A.; Desouky, O.A.; El-Shahat, M.F. Novel light-weight glass-ceramic proppants based on frits for hydraulic fracturing process. Ceram. Int. 2020, 46, 1947–1953. [Google Scholar] [CrossRef]
- Qin, M.; Zhou, Y.; Wang, K.; Li, G.; Tian, Y.; Chai, Y. Preparation and optimization of a low cost, high breakage resistance ceramic proppant special for the coal-bed methane. Mater. Werkst. 2020, 51, 445–451. [Google Scholar] [CrossRef]
- Hao, J.; Hao, H.; Gao, Y.; Li, X.; Qin, M.; Wang, K. Effect of sintering temperature on property of low-density ceramic proppant adding coal gangue. Mater. Sci. 2019, 26, 94–98. [Google Scholar] [CrossRef] [Green Version]
- Palisch, T.; Duenckel, R.; Wilson, B. New Technology Yields Ultrahigh-Strength Proppant. Spe Prod. Oper. 2015, 30, 76–81. [Google Scholar] [CrossRef]
- Gu, M.; Dao, E.; Mohanty, K.K. Investigation of ultra-light weight proppant application in shale fracturing. Fuel 2015, 150, 191–201. [Google Scholar] [CrossRef]
- Feng, Y.C.; Ma, C.Y.; Deng, J.G. A comprehensive review of ultra low-weight proppant technology. Pet. Sci. 2021, 18, 807–826. [Google Scholar]
- Kulkarni, M.C.; Ochoa, O.O. Mechanics of light weight proppants: A discrete approach. Compos. Sci. Technol. 2012, 72, 879–885. [Google Scholar] [CrossRef] [Green Version]
- Pangilinan, K.D.; De Leon, A.C.C.; Ad Vincula, R.C. Polymers for proppants used in hydraulic fracturing. J. Pet. Sci. Eng. 2016, 145, 154–160. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.; Yan, C.; Wang, H.; Xu, Y.; Ma, R. Preparation of heat resisting poly(methyl methacrylate)/graphite composite microspheres used as ultra-lightweight proppants. J. Appl. Polym. Sci. 2015, 132, 41924. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.; Yan, C. Preparation of heat resisting poly(methyl methacrylate)/silica fume composite microspheres used as ultra-lightweight proppants. Micro Nano Lett. 2014, 9, 775–777. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, T.; Yan, C. Reinforced performances of polymethyl methacrylate/silica fume composite spherical particles used as ultra-lightweight proppants. J. Reinf. Plast. Compos. 2015, 34, 672–683. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, C.; Chen, T.; Wang, Y. Ultra-lightweight composite proppants prepared via suspension polymerization. J. Compos. Mater. 2016, 20, 2823–2831. [Google Scholar] [CrossRef]
- Han, X.; Cheng, Q.; Bao, F.; Gao, J.; Yang, Y.; Chen, T.; Yan, C.; Ma, R. Synthesis of low-density heat-resisting polystyrene/graphite composite microspheres used as water carrying fracturing proppants. Polym. Plast. Technol. Eng. 2014, 53, 1647–1653. [Google Scholar] [CrossRef]
- Xu, J.; Ke, Y.; Zhou, Q.; Hu, X. In-situ encapsulating MMT intermediate particles by suspension polymerization of poly(methyl methacrylate-co-styrene): Preparation, tunable dispersion and properties. J. Polym. Res. 2013, 20, 1–12. [Google Scholar] [CrossRef]
- Qi, L.; Xu, J.; Liu, K. Porous sound-absorbing materials prepared from fly ash. Environ. Sci. Pollut. Res. 2019, 26, 22264–22272. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Liu, F.; Chang, Q.; Hu, Z.; Wang, Q.; Wang, Y. Preparation of fly ash-based porous ceramic with alumina as the pore-forming agent. Ceramics 2019, 2, 286–295. [Google Scholar] [CrossRef] [Green Version]
- Song, L.; Yuan, H.; Gong, Y.; Gong, Y.; He, C.; Zhou, H.; Wan, X.; Qin, W.; Yang, S.; Ren, X. High-strength and long-term durable hydrophobic polystyrene microsphere: A promising ultra-lightweight proppant for fracturing technology. Polym. Bull. 2021. [Google Scholar] [CrossRef]
- Bhanvase, B.A.; Pinjari, D.V.; Gogate, P.R.; Sonawane, S.H.; Pandit, A.B. Synthesis of exfoliated poly(styrene-co-methyl methacrylate)/montmorillonite nanocomposite using ultrasound assisted in situ emulsion copolymerization. Chem. Eng. J. 2012, 181–182, 770–778. [Google Scholar] [CrossRef]
- Arunendra, K.P.; Bajpai, J.M.; Keller, B.K.; Vatsal, V.; Saha, A. Structural, morphological and micromechanical studies on fly ash reinforced PMMA composites. Microsyst. Technol. 2011, 17, 1755–1762. [Google Scholar]
- Maryam, M.N.; Gholam, A.F. Morphology control of silica/poly(methyl methacrylate-co- styrene) hybrid nanoparticles via multiple-miniemulsion approach. e-Polymers 2016, 16, 1–8. [Google Scholar]
- Wang, Q.; Chen, W.; Zhang, Q.; Ghiladi, R.A.; Wei, Q. Preparation of photodynamic p(MMA-co-MAA) composite nanofibers doped with MMT: A facile method for increasing antimicrobial efficiency. Appl. Surf. Sci. 2018, 457, 247–255. [Google Scholar] [CrossRef]
- Zou, X.; Hou, R.; Hao, J.; Li, G.; Wang, K.; Tian, Y. The low temperature preparation of ultra low density ceramic proppants by adding fly ash. Ceram. Silik. 2019, 64, 107–114. [Google Scholar] [CrossRef] [Green Version]
- Salih, S.E.; Oleiwi, J.K.; Alaa, M.T. Effect of water absorption on the compressive strength for PMMA nano composites and PMMA hybrids nano composites reinforced by different nanoparticles used in dental applications. Eng. Technol. J. 2016, 34, 2654–2669. [Google Scholar]
- Gaurav, A.; Dao, E.K.; Mohanty, K.K. Evaluation of ultra-light-weight proppants for shale fracturing. J. Pet. Sci. Eng. 2012, 92, 82–88. [Google Scholar] [CrossRef]
- De, C.; Sansone, E.C.; Sgfbl, E. Hydraulic fracturing proppants. Ceramica 2018, 64, 219–229. [Google Scholar]
- Fan, J.; Bailey, T.P.; Sun, Z.; Zhao, P.; Uher, C.; Yuan, F.; Zhao, M. Preparation and properties of ultra-low density proppants for use in hydraulic fracturing. J. Pet. Sci. Eng. 2018, 163, 100–109. [Google Scholar] [CrossRef]
- Tang, Q.; Xue, G.; Yang, S.; Wang, K.; Cui, X. Study on the preparation of a free-sintered inorganic polymer-based proppant using the suspensions solidification method. J. Clean. Prod. 2017, 148, 276–282. [Google Scholar] [CrossRef]
- Xie, X.; Niu, S.; Miao, Y.; Gao, X.; Gao, F. Preparation and properties of resin coated ceramic proppants with ultra light weight and high strength from coal-series kaolin. Appl. Clay Sci. 2019, 183, 105364. [Google Scholar] [CrossRef]
- Sun, W.; Yao, X. Performance of resin coated unburned ultralow density fracturing proppant. Bull. Chin. Ceram. Soc. 2015, 34, 2900–2904. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proppant | Sphericity | Apparent Density (g/cm3) | Bulk Density (g/cm3) | Crushing Rate (%) | Reference |
|---|---|---|---|---|---|
| Poly(St-co-MMA)/FA | >0.9 | 1.26 | 0.68 | 0.95 (52 MPa) | This work |
| Polymeric materials | >0.9 | 1.08 | 0.66 | 2.00 (52 MPa) | 34 |
| Walnut shells | 0.65 | 1.25 | 0.77 | 1.50 (52 MPa) | 34 |
| Resin-coated porous ceramic | 0.8 | 1.75 | 1.19 | 7.00 (52 MPa) | 34 |
| Quartz sand | 0.68 | 2.65 | 1.60 | 17.50 (52 MPa) | 4 |
| Resin-coated sand | 0.70 | 2.55 | 1.56 | 5.50 (52 MPa) | 4 |
| Ceramic | 0.8 | 3.27 | 1.84 | 0.20 (52 MPa) | 35 |
| Porous proppant | 0.8 | 1.25 | 6.95 (52 MPa) | 36 | |
| PS/MWCNT | 0.9 | 1.05 | 0.695 | 1 | |
| Inorganic polymer proppant | 1 | 1.91 | 1.28 | 21 (52 MPa) | 37 |
| Epoxy resin coated ceramic | 0.9 | 2.27 | 1.32 | 1.16 (69 MPa) | 38 |
| Second grade bauxite ceramic | 1 | 3.43 | 1.89 | 3.6 (52 MPa) | 5 |
| Resin-wrapped proppant | 0.9 | 1.29 | 0.86 | 9.0 (52 MPa) | 39 |
| PMMA/AG | >0.9 | 1.099 | 0.5 (69 MPa) | 19 | |
| PMMA/FA | >0.9 | 1.135 | 3 (69 MPa) | 22 | |
| PS/AG proppant | 0.9 | 1.06 | 0.614 | 1.2 (53 MPa) | 23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Sang, Y.; Zhou, Y.; Ji, L.; Han, X.; Hu, P.; Miao, P.; Gao, J.; Zhao, Y. Facile and Controllable Preparation of Poly(St-co-MMA)/FA Microspheres Used as Ultra-Lightweight Proppants. Materials 2021, 14, 7390. https://doi.org/10.3390/ma14237390
Chen T, Sang Y, Zhou Y, Ji L, Han X, Hu P, Miao P, Gao J, Zhao Y. Facile and Controllable Preparation of Poly(St-co-MMA)/FA Microspheres Used as Ultra-Lightweight Proppants. Materials. 2021; 14(23):7390. https://doi.org/10.3390/ma14237390
Chicago/Turabian StyleChen, Tao, Yanan Sang, Yuxin Zhou, Liudi Ji, Xiaobing Han, Peng Hu, Pengpai Miao, Jie Gao, and Yuan Zhao. 2021. "Facile and Controllable Preparation of Poly(St-co-MMA)/FA Microspheres Used as Ultra-Lightweight Proppants" Materials 14, no. 23: 7390. https://doi.org/10.3390/ma14237390