
Microchannel Liquid-Cooled Heat Exchanger Based on a Nonuniform Lattice: Study on Structure Calculation, Formation Process, and Boiling Heat Transfer Performance


Abstract
:1. Background
2. Calculation
2.1. Data Structure and Function Definitions
- (1)
- M—3D part model input in a standard template library (STL) format.
- (2)
- , , .
- (3)
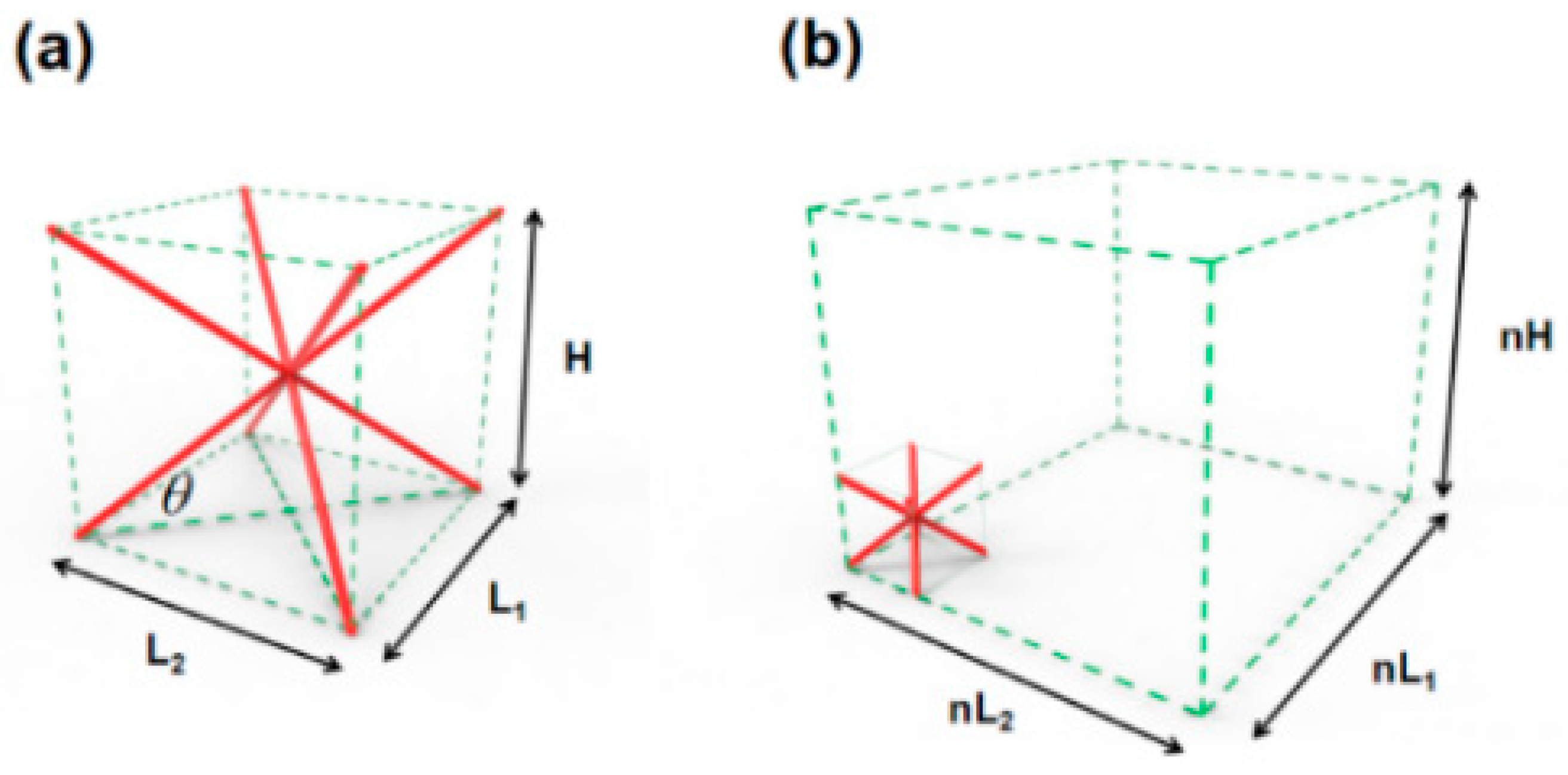
- The equation for calculating the space range of the bounding box in the model. Specifically, for the three directions, calculate the respective maximum values, , , and ; minimum values, , , and ; and lengths, , , and ;
- (4)
- The equation for calculating the number of cells in X and Y directions according to the range of the bounding box.
- (5)
- .
- (6)
- The equation for calculating the four corners of the lower cell frame according to the coordinates of the centre point.
- (7)
- The equation for calculating the four corners of the upper cell frame according to the coordinates of the centre point.
- (8)
- .
- (9)
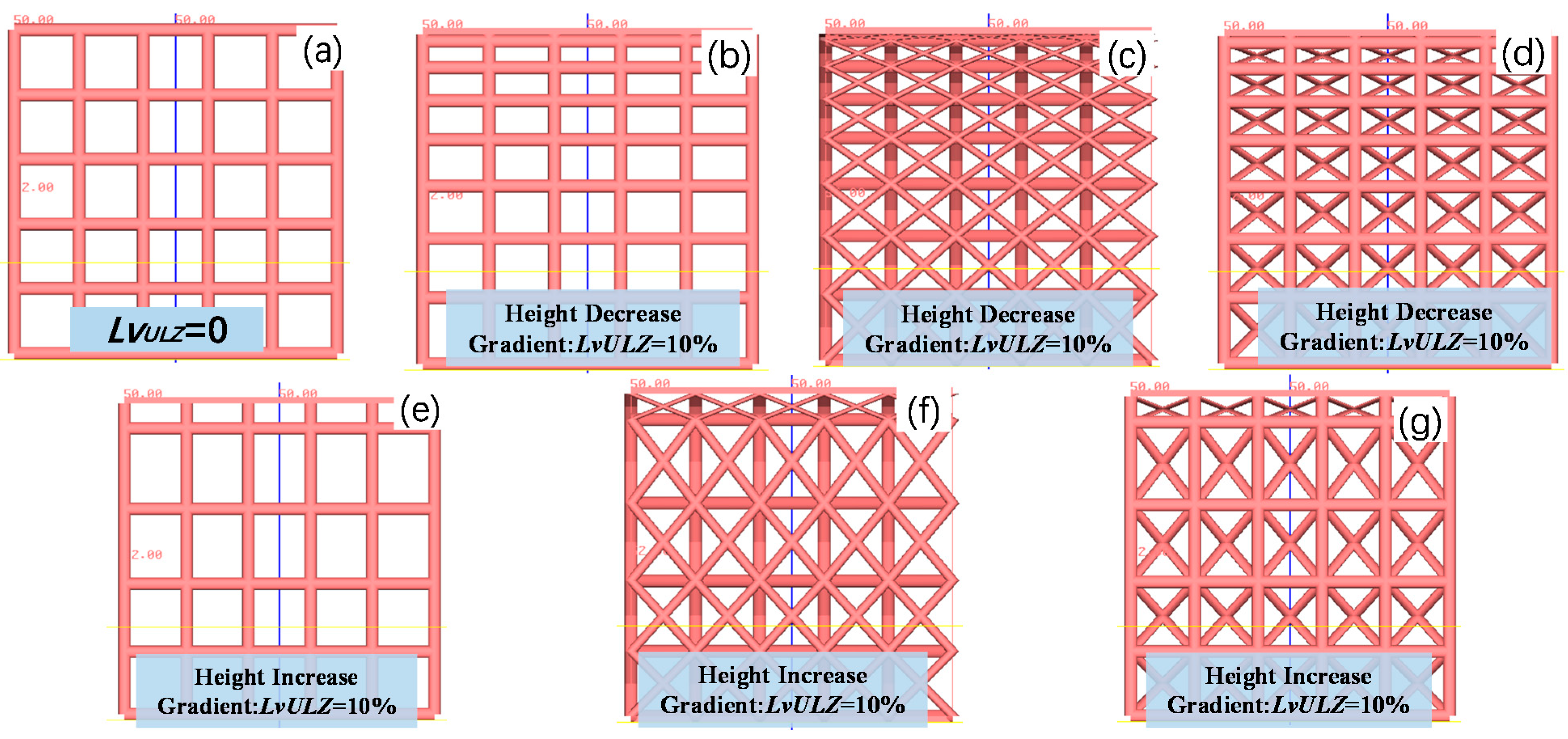
- Indicates the level of non-uniformity for the nonuniform lattice structures.
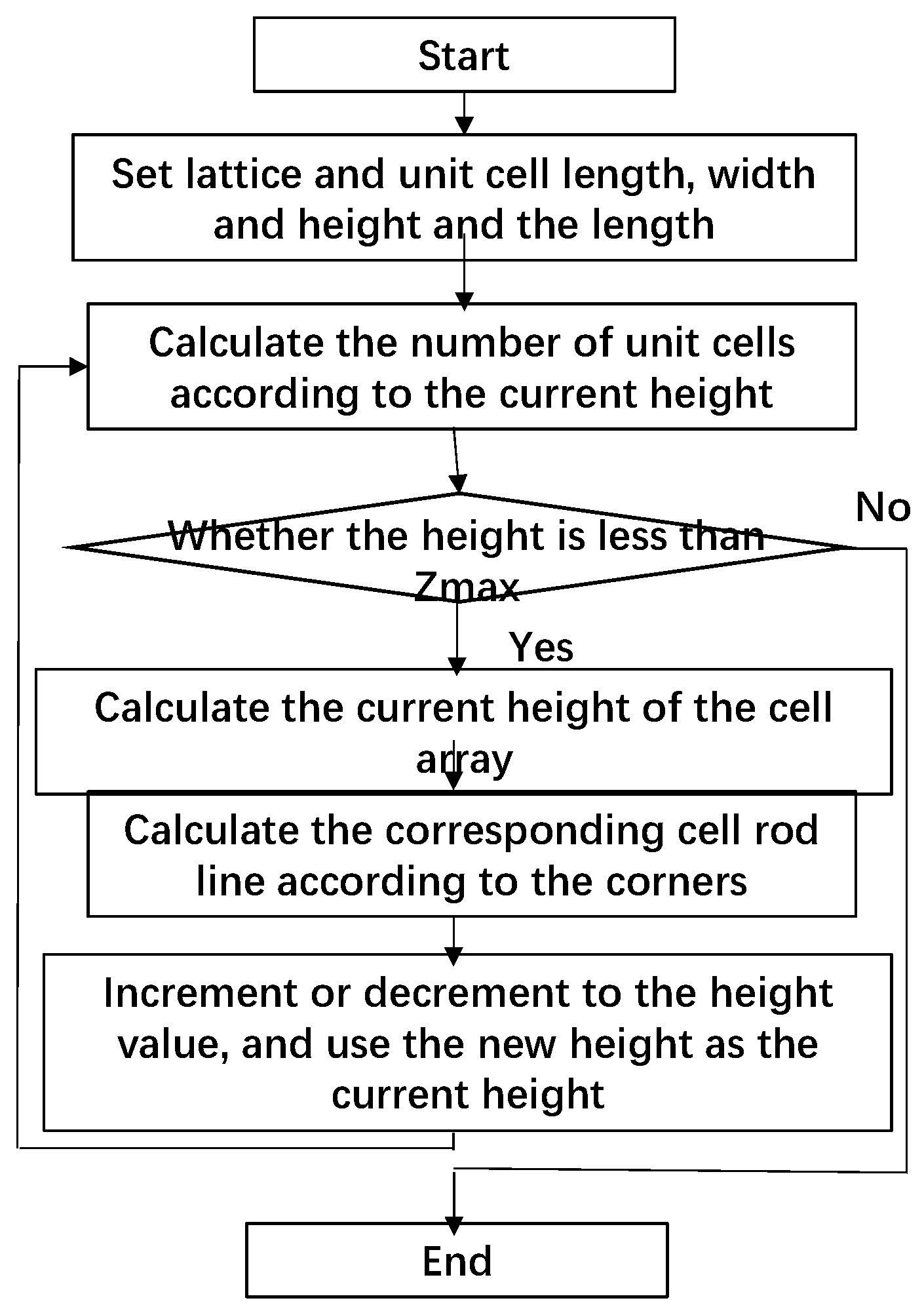
2.2. Calculation Method of the Nonuniform Lattice Structure
- (1)
- Calculate the X- and Y-direction cell arrays one by one. Define the current X-direction sequence number as and Y-direction sequence number as ; both of their initial values are 0.
- (2)
- Use the two-layer traversal method to increase the values of and in sequence. The centre point of an X-row and Y-column cell structure is calculated as follows: , , and .
- (3)
- Calculate the four corners of the lower and upper cell frames according to Equations (3) and (4).
- (4)
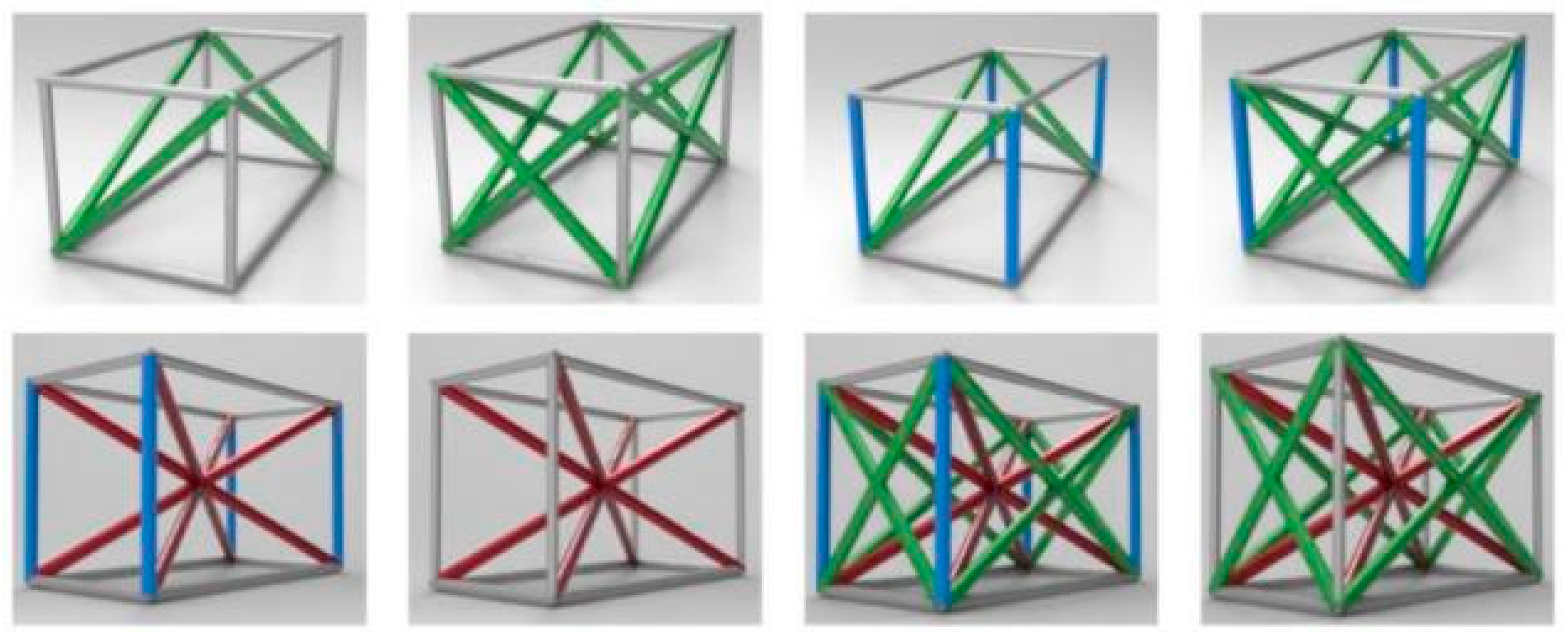
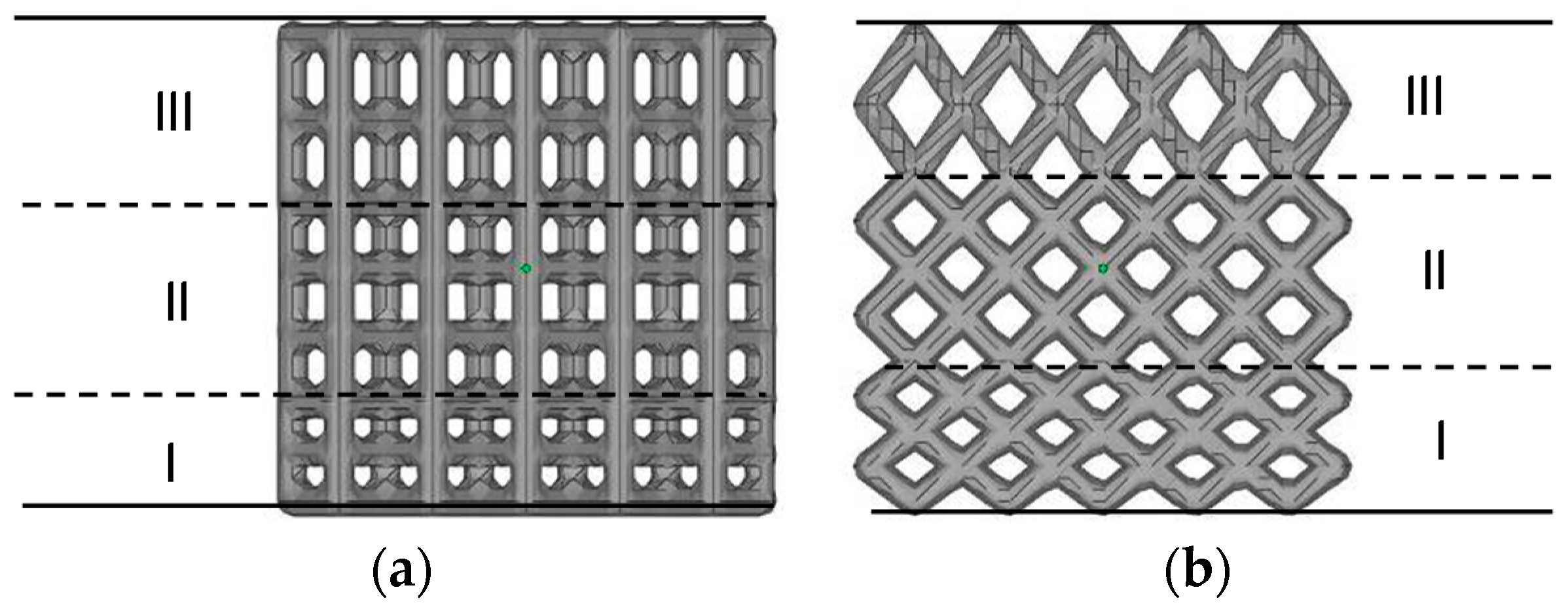
- Calculate the supporting rod segments of the cell according to the cell structure type. If it has an FCC structure, the supporting rod segments include eight horizontal frame lines, eight inclined cross lines in vertical planes, four vertical frame lines, and four inclined cross lines in horizontal planes. For a BCC structure, the supporting rod segments are eight horizontal frame lines, four vertical frame lines, and four inclined cross lines inside the cube.
2.3. Calculation Examples
3. Experimental Methods and Materials
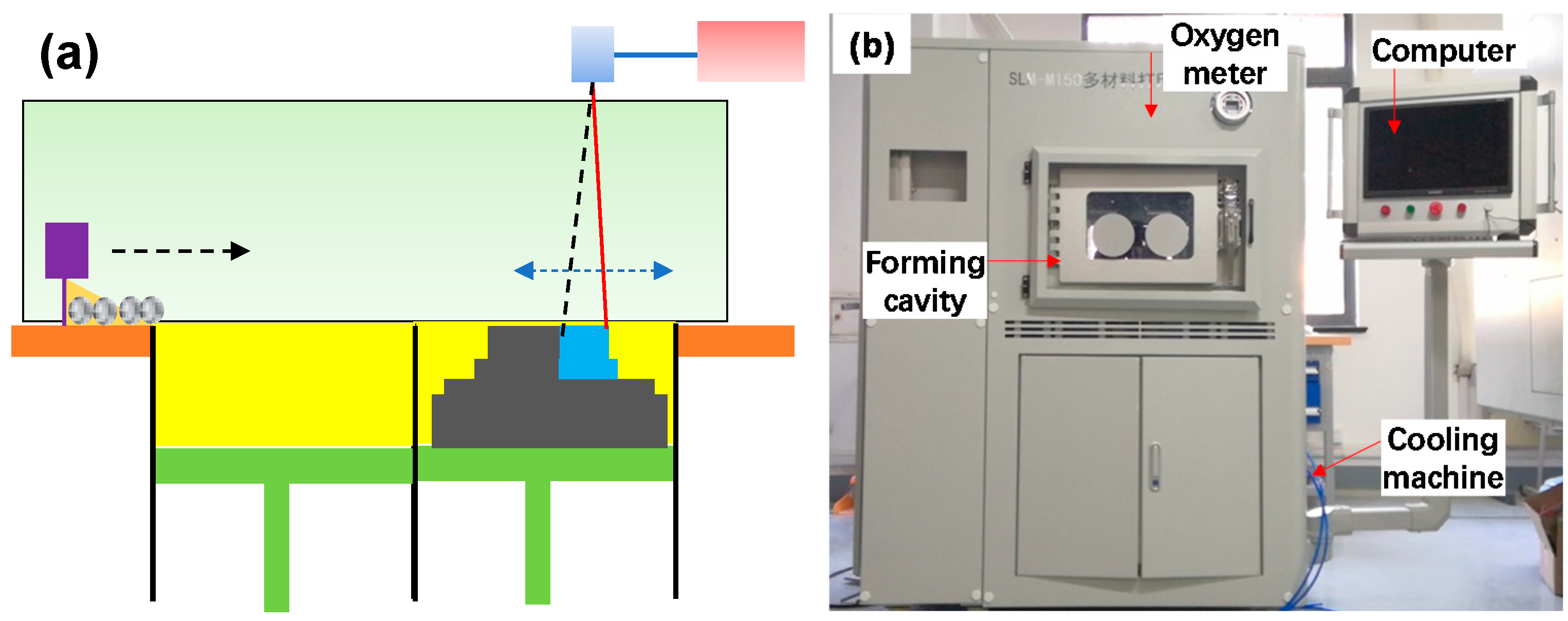
3.1. Experimental Platform
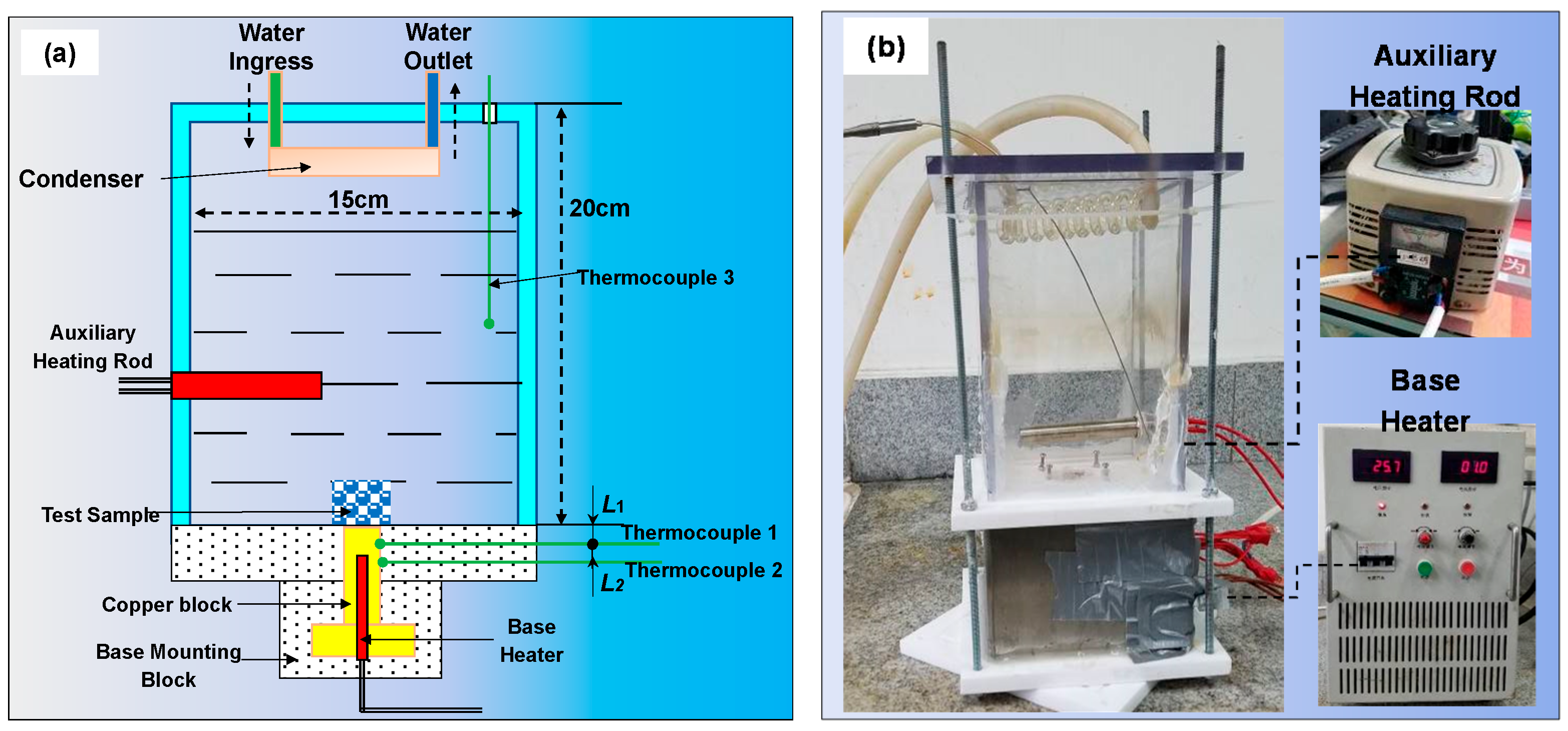
3.2. Experimental Platform of Boiling Heat Transfer and Its Calculation Method
3.3. Experimental Materials
4. Preparation, SLM Formation, and Roughness Analysis of Nonuniform Lattice Structures
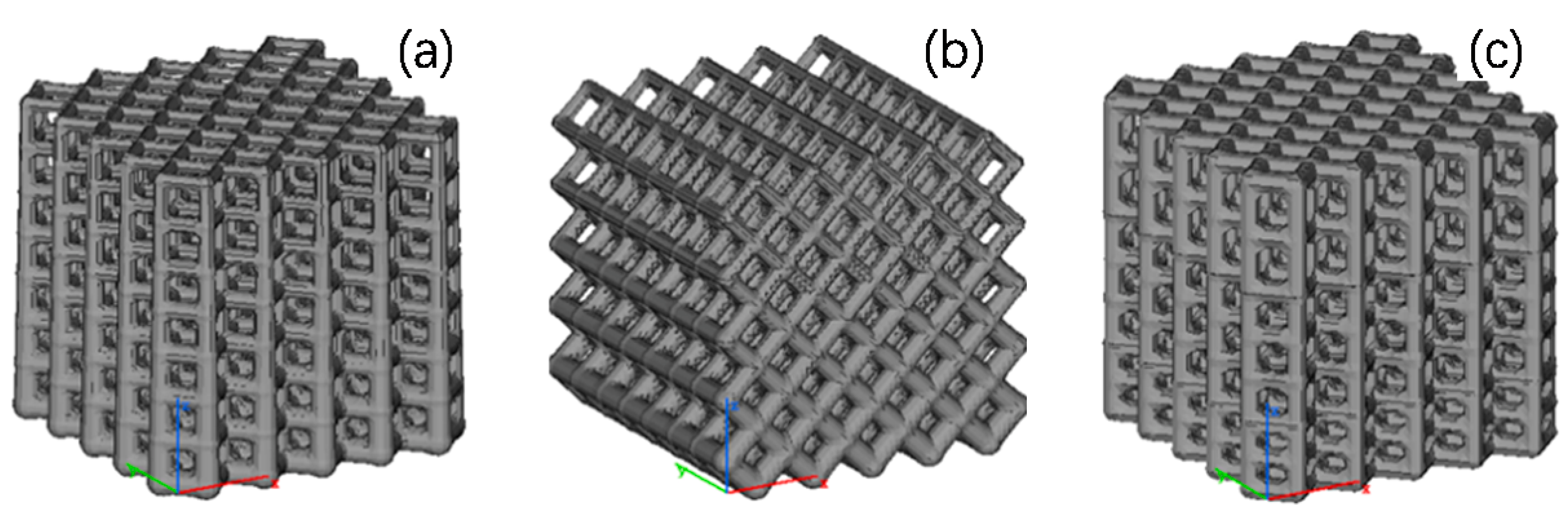
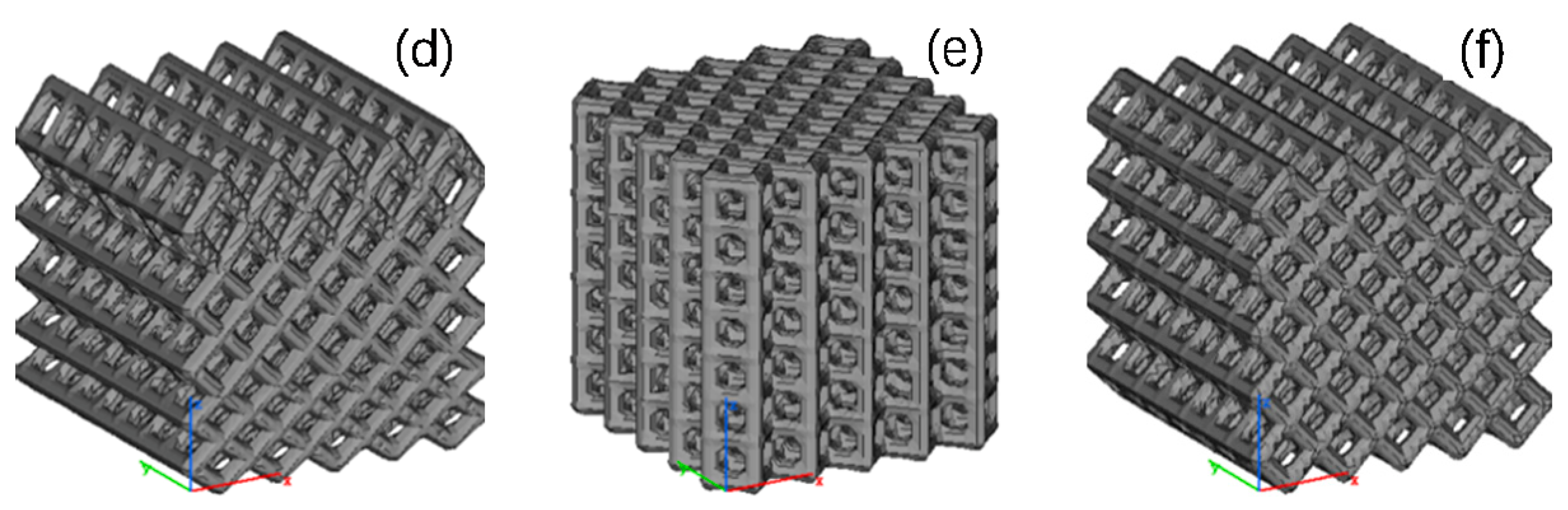
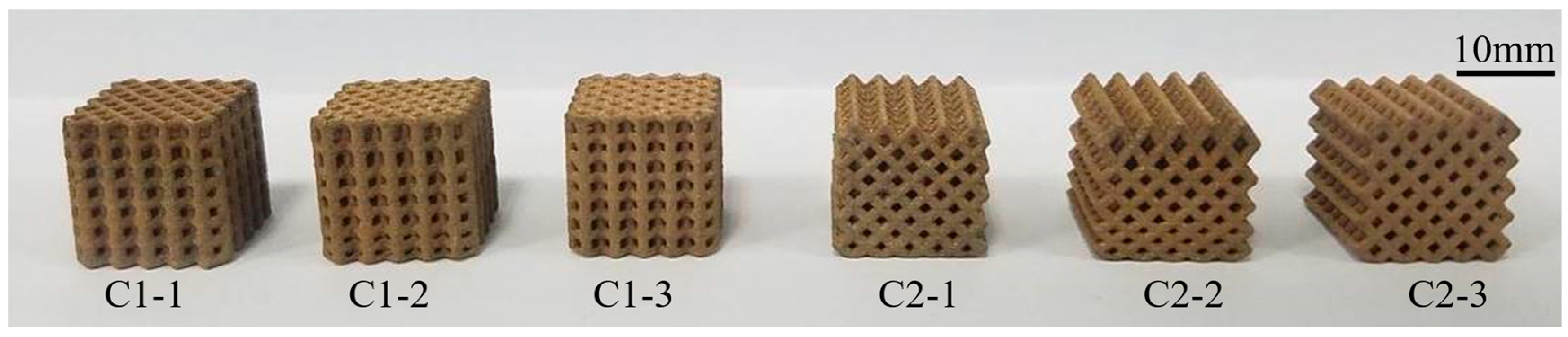
4.1. Design and Preparation of Nonuniform Lattice Structures
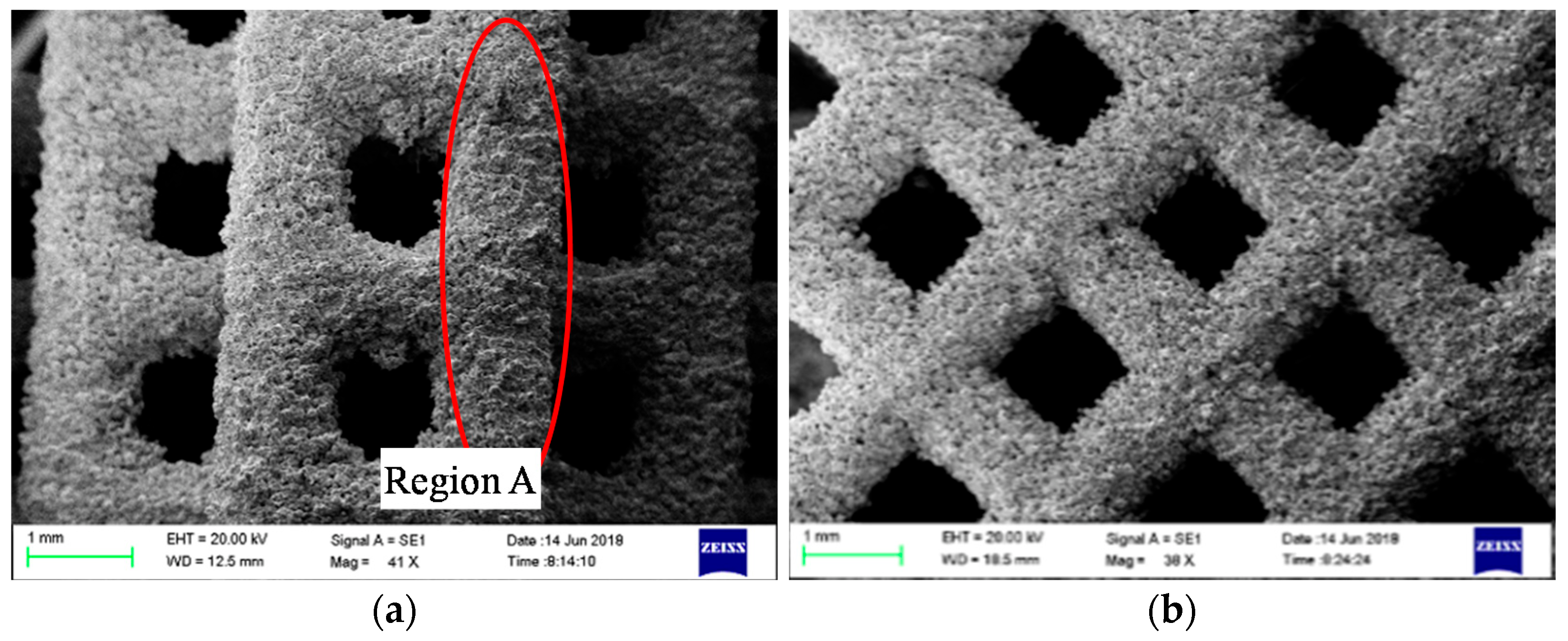
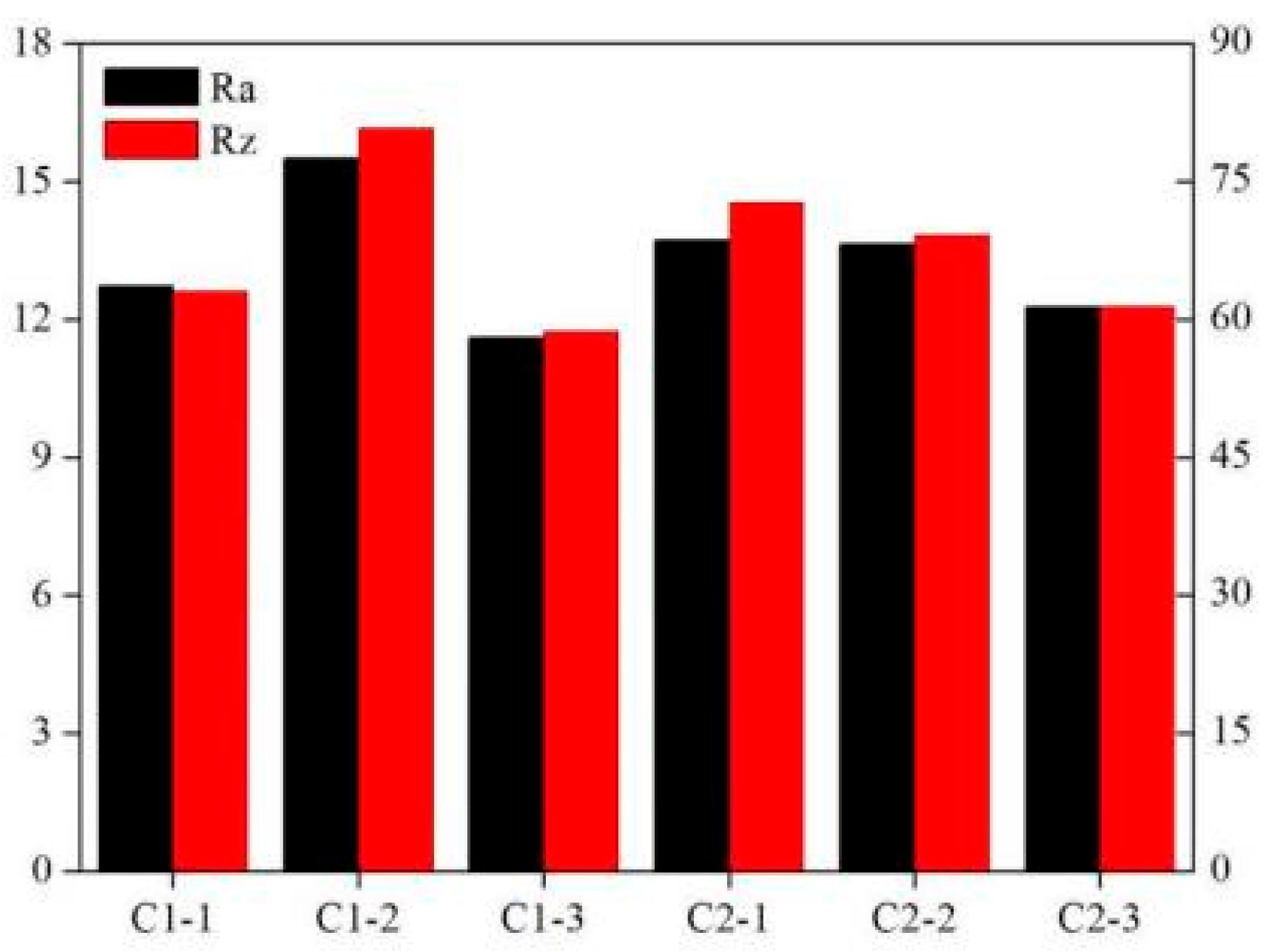
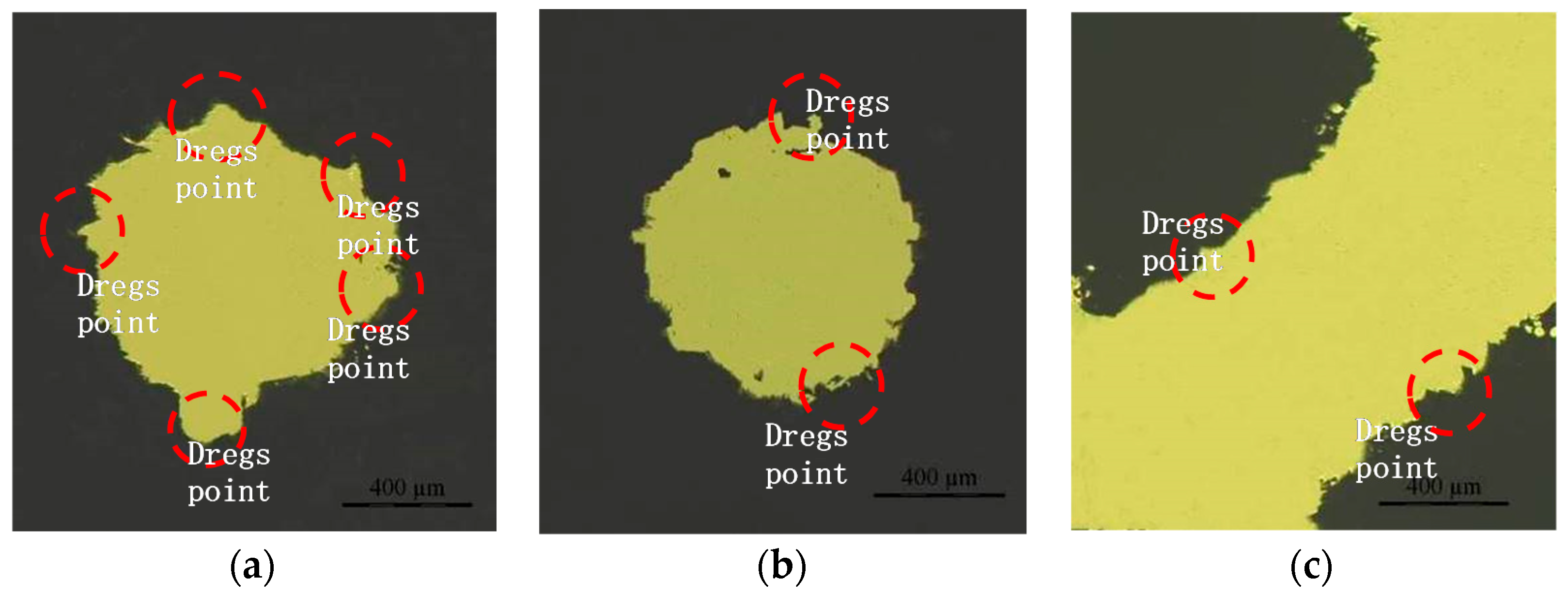
4.2. Analysis of the Surface Morphology and Porosity
5. Analysis of Boiling Heat Transfer Characteristics
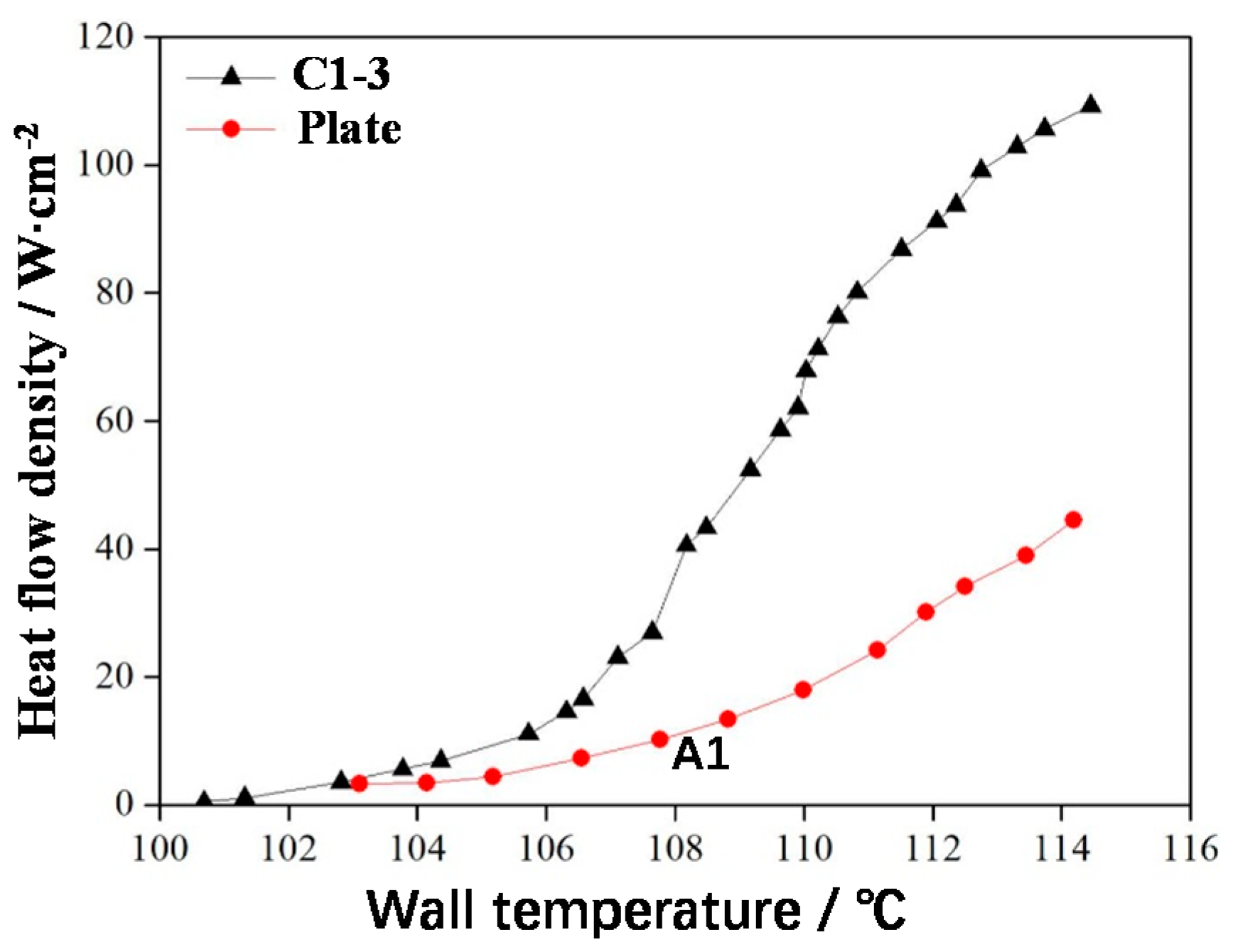
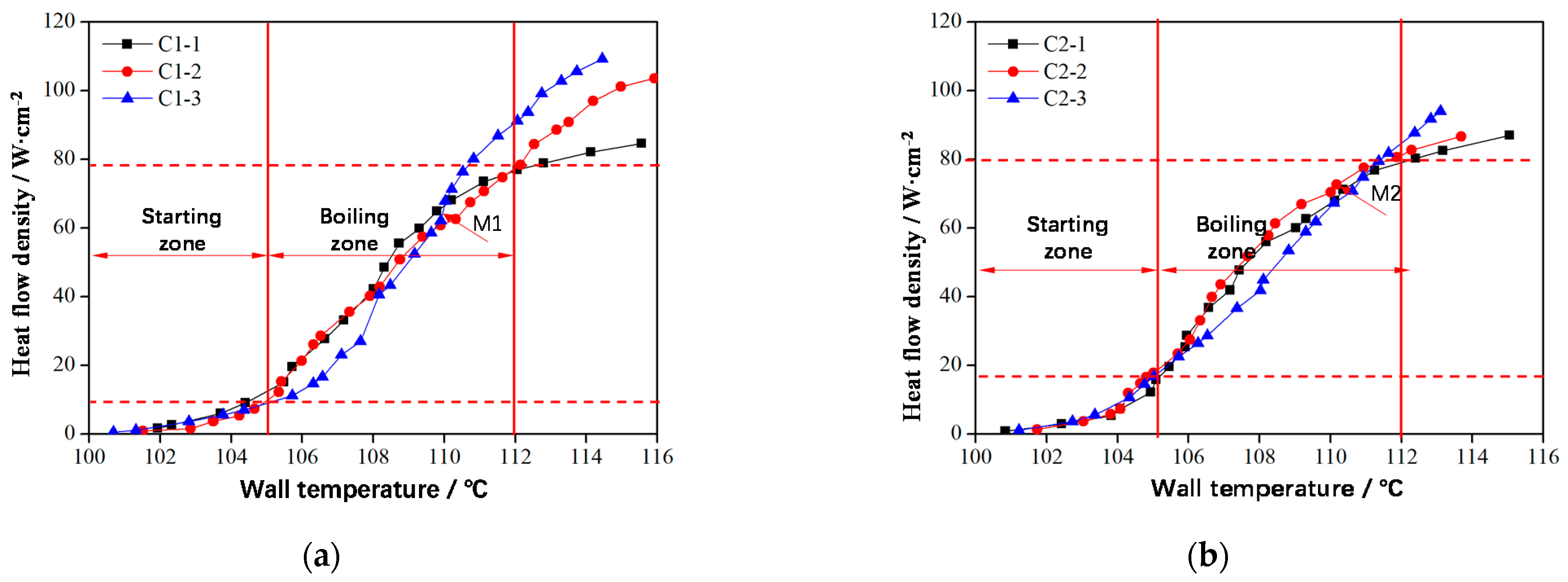
5.1. Comparison of Heat Transfer Characteristics between the Nonuniform Lattice Structure and Plate
- (1)
- Single-phase convection stage (starting zone)
- (2)
- Two-phase boiling stage (boiling zone)
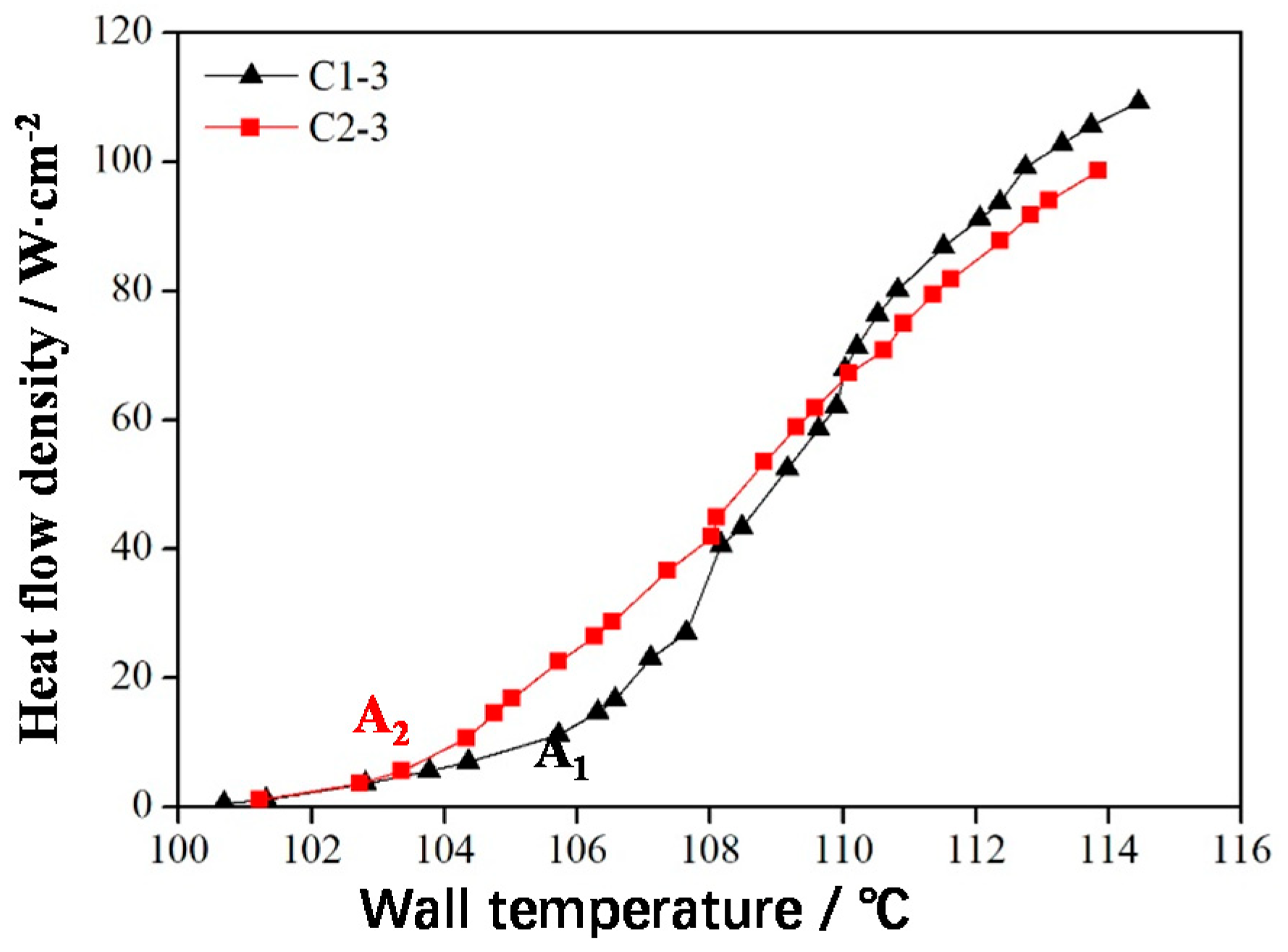
5.2. Effect of Cell Type on Boiling Heat Transfer
5.3. Effect of Nonuniform Frame-Type and FCC-Type Lattice Structures on Boiling Heat Transfer
6. Conclusions
- (1)
- Powder bonding was frequent on the surface of the SLM-formed nonuniform lattice samples, and the Ra of the side surface profile was 10–16 μm. Thus, many potential nucleation sites could be formed to reduce initial boiling temperature. Slagging, the step effect, and powder bonding can be observed during SLM, resulting in smaller porosities than the design porosity values.
- (2)
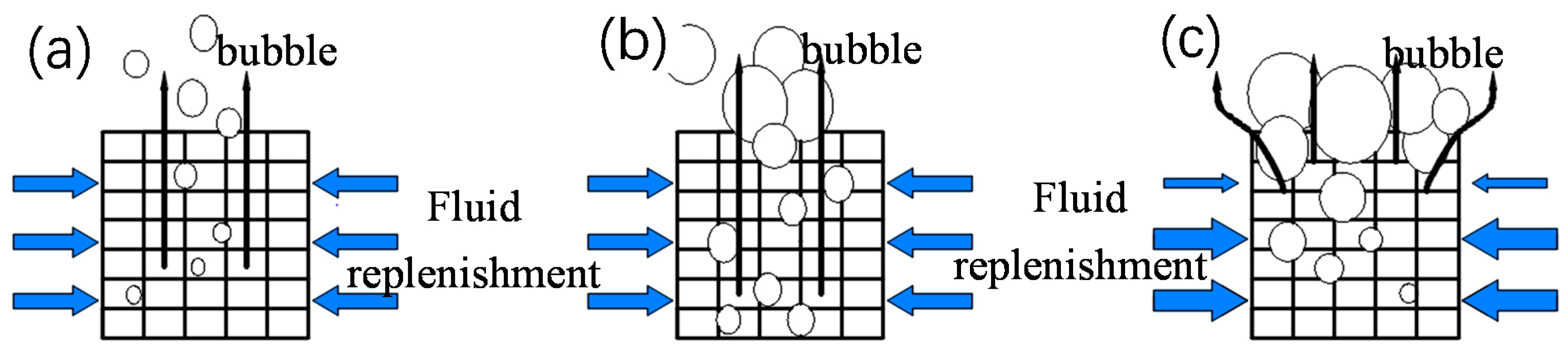
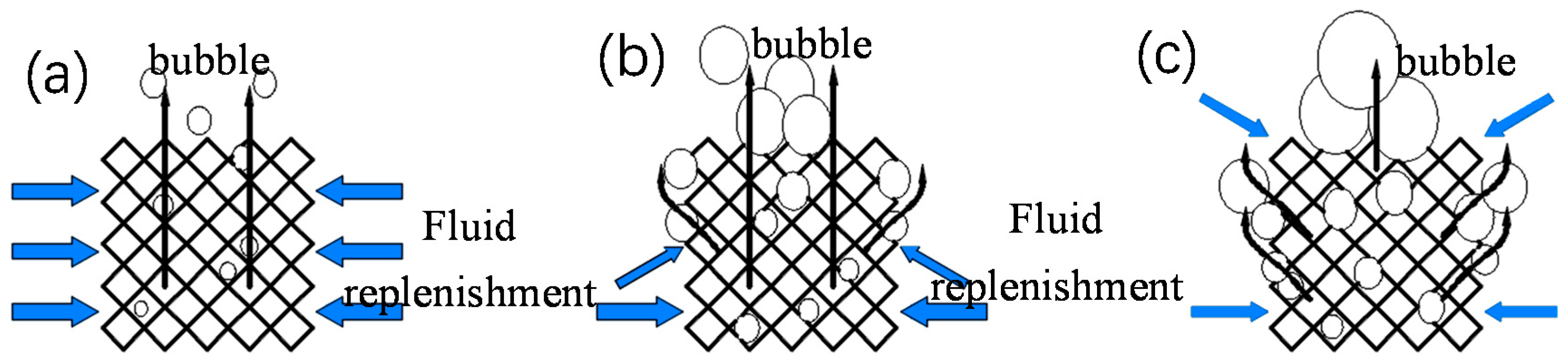
- Due to the gradient increasing or decreasing the distribution and large spacing of pores in the uniform lattice structure, the bubbles escaping from the pores could be effectively separated to prevent bubble coalescence. The pores also exhibited a capillary effect, facilitating liquid replenishment and delaying CHF. The heat flux in the boiling zone was a minimum of 244% higher than that of the traditional plate structure; the critical heat flux density of the lattice structure was 110 W∙cm−2, and the critical heat flux density of the traditional flat plate was 45 W∙cm−2.
- (3)
- The surface area of the frame lattice sample was small; therefore, its initial boiling temperature (approximately 105 °C) was higher than that of the FCC lattice sample (approximately 104 °C). The bubble escape channels of the frame lattice structure ran vertically through the whole structure, exhibiting the small escape resistance and orderly liquid replenishment; thus, its CHF was >10% for the FCC cell structure.
- (4)
- For FCC-type cell structures, the heat transfer trends of the nonuniform and uniform samples were consistent. However, the heat transfer effect of the nonuniform FCC lattice structure was better than that of the frame-type cell structure. At the optimal boiling heat transfer temperature, the boiling heat flux of the FCC-type lattice structure was 25% higher than that of the frame-type lattice structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Maydanik, Y.; Chernysheva, M.; Pastukhov, V. Review: Loop heat pipes with flat evaporators. Appl. Therm. Eng. 2014, 67, 294–307. [Google Scholar] [CrossRef]
- Qu, Y.; Wang, S.; Tian, Y. A review of thermal performance in multiple evaporators loop heat pipe. Appl. Therm. Eng. 2018, 143, 209–224. [Google Scholar] [CrossRef]
- Tan, H.; Du, P.; Zong, K.; Meng, G.; Gao, X.; Li, Y. Investigation on the temperature distribution in the two-phase spider netted microchannel network heat sink with non-uniform heat flux. Int. J. Therm. Sci. 2021, 169, 107079. [Google Scholar] [CrossRef]
- Zhou, S.Z. Sintering Mechanism and Boiling Heat Transfer Performance of Porous Structure; South China University of Technology: Guangzhou, China, 2014. [Google Scholar]
- Song, M.; Liu, X.; Cheng, X. Prediction of critical heat flux (CHF) for the high-pressure region in uniformly heated vertical round tubes. Ann. Nucl. Energy 2021, 158, 108303. [Google Scholar] [CrossRef]
- Jafari, D.; Wits, W.W. The utilization of selective laser melting technology on heat transfer devices for thermal energy conversion applications: A review. Renew. Sustain. Energy Rev. 2018, 91, 420–442. [Google Scholar] [CrossRef]
- Qian, B.; Wei, Q.S.; Wang, H.B. The helix scan strategy applied to the selective laser melting. Int. J. Adv. Manuf. Technol. 2012, 63, 631–640. [Google Scholar]
- Parry, L.; Ashcroft, I.; Wildman, R. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Bourell, D.L.; Rosen, D.W.; Leu, M.C. The Roadmap for Additive Manufacturing and Its Impact. 3d Print. Addit. Manuf. 2014, 1, 6–9. [Google Scholar] [CrossRef]
- Dixit, T.; Ghosh, I. Review of micro- and mini-channel heat sinks and heat exchangers for single phase fluids. Renew. Sustain. Energy Rev. 2015, 41, 1298–1311. [Google Scholar] [CrossRef]
- Wong, M.; Tsopanos, S.; Sutcliffe, C.J.; Owen, I. Selective laser melting of heat transfer devices. Rapid Prototyp. J. 2007, 13, 291–297. [Google Scholar] [CrossRef]
- Wong, M.; Owen, I.; Sutcliffe, C.J.; Puri, A. Convective heat transfer and pressure losses across novel heat sinks fabricated by Selective Laser Melting. Int. J. Heat Mass Transf. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Aris, M.; Owen, I.; Sutcliffe, C. The development of active vortex generators from shape memory alloys for the convective cooling of heated surfaces. Int. J. Heat Mass Transf. 2011, 54, 3566–3574. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Dai, D.; Ma, C.; Xia, M. Microstructure and composition homogeneity, tensile property, and underlying thermal physical mechanism of selective laser melting tool steel parts. Mater. Sci. Eng. A 2017, 682, 279–289. [Google Scholar] [CrossRef]
- Chen, S.; Huang, J.C.C.; Pan, C.; Lin, C.; Yang, T.; Huang, Y.; Ou, C.; Chen, L.; Lin, D.; Lin, H.; et al. Microstructure and mechanical properties of open-cell porous Ti-6Al-4V fabricated by selective laser melting. J. Alloys Compd. 2017, 713, 248–254. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.F.; Wadley, H.N.G. The topological design of multifunctional cellular metals. Prog. Mater. Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Foam Sandwich Panels: Manufacture, Metallurgy and Applications. Adv. Eng. Mater. 2008, 9, 793–802. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Zhao, Y.F. Erratum: “A Survey of Modeling of Lattice Structures Fabricated by Additive Manufacturing” [ASME J. Mech. Des., 139(10), p. 100906; https://doi.org/10.1115/1.4037305]. J. Mech. Des. 2017, 140, 017001. [Google Scholar] [CrossRef]
- Brooks, W.; Sutcliffe, C.; Cantwell, W.; Todd, J.; Mines, R. Rapid design and manufacture of ultralight cellular materials. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2005. [Google Scholar]
- Deshpande, V.S.; Fleck, N.A.; Ashby, M.F. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–1769. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Evans, A.; Dharmasena, K.; Wadley, H. On the performance of truss panels with Kagomé cores. Int. J. Solids Struct. 2003, 40, 6981–6988. [Google Scholar] [CrossRef]
- Pham, M.-S.; Liu, C.; Todd, I.; Lertthanasarn, J. Publisher Correction: Damage-tolerant architected materials inspired by crystal microstructure. Nat. Cell Biol. 2019, 567, E14. [Google Scholar] [CrossRef] [Green Version]
- Wong, K.K.; Leong, K.C. Saturated pool boiling enhancement using porous lattice structures produced by Selective Laser Melting. Int. J. Heat Mass Transf. 2018, 121, 46–63. [Google Scholar] [CrossRef]
- Poniewski, M.E.; Thome, J.R. Nucleate Boiling on Micro-Structured Surfaces; Heat Transfer Research Inc.: College Station, TX, USA, 2008. [Google Scholar]
- Kotthoff, S.; Gorenflo, D.; Danger, E.; Luke, A. Heat transfer and bubble formation in pool boiling: Effect of basic surface modifications for heat transfer enhancement. Int. J. Therm. Sci. 2006, 45, 217–236. [Google Scholar] [CrossRef]
- Chen, I.; Dai, Z.; Lee, D.T.; Chen, Y.; Parsons, G.N.; Chang, C. Fabrication of Non-Uniform Nanolattices with Spatially Varying Geometry and Material Composition. Adv. Mater. Interfaces 2021, 8, 2100690. [Google Scholar] [CrossRef]
- Chen, D.; Zheng, X. Multi-material Additive Manufacturing of Metamaterials with Giant, Tailorable Negative Poisson’s Ratios. Sci. Rep. 2018, 8, 9139. [Google Scholar] [CrossRef]
- Qian, B.; Fan, H.; Liu, G.; Zhang, J.; Li, P. Self-Supporting Microchannel Liquid-Cooled Plate for T/R Modules Based on Additive Manufacturing: Study on Its Pass Design, Formation Process and Boiling Heat Transfer Performance. Metals 2021, 11, 1731. [Google Scholar] [CrossRef]
- Xu, Z.G.; Qu, Z.G.; Zhao, C.Y.; Tao, W.Q. Experimental correlation for pool boiling heat transfer on metallic foam surface and bubble cluster growth behavior on grooved array foam surface. Int. J. Heat Mass Transf. 2014, 77, 1169–1182. [Google Scholar] [CrossRef]
- Chi, Z.; Li, Z.; Hong, X.; Pei, L.; Bo, Q. Performance of pool boiling with 3D grid structure manufactured by selective laser melting technique. Int. J. Heat Mass Transf. 2019, 128, 570–580. [Google Scholar]
- Paek, J.W.; Kang, B.H.; Kim, S.Y.; Hyun, J.M. Effective Thermal Conductivity and Permeability of Aluminum Foam Materials 1. Int. J. Thermophys. 2000, 21, 453–464. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Setting |
|---|---|
| Rated output power/W | 250 |
| Working mode | Continuous/Modulated |
| Centre wavelength/nm | 1080 |
| Output power fluctuation | <3% |
| Minimum spot diameter/mm | 0.06 |
| Element | Assay Value/wt.% |
|---|---|
| Sn | 9.88 |
| O | 0.039 |
| Cu | Bal. |
| Impurities | ≤0.2 |
| No. | Lattice Type | Column Diameter/mm | Porosity/% | Surface Area/mm2 | Size/mm |
|---|---|---|---|---|---|
| C1-1 | Frame-type | 0.6–1.2 | 66.86 | 4175 | 15 × 15 × 15 |
| C1-2 | 0.885 | 67.02 | 4331 | 15 × 15 × 15 | |
| C1-3 | 0.895 | 67.02 | 4279 | 15 × 15 × 15 | |
| C2-1 | FCC-type | 0.6–1.2 | 66.86 | 4191 | 15 × 15 × 15 |
| C2-2 | 0.895 | 66.88 | 4306 | 15 × 15 × 15 | |
| C2-3 | 0.895 | 67.06 | 4280 | 15 × 15 × 15 |
| Laser Power/W | Scanning Speed/mm·s−1 | Scanning Spacing/mm | Layer Thickness/mm | Scanning Mode |
|---|---|---|---|---|
| 210 | 1300 | 0.07 | 0.05 | Line by line |
| No. | Designed Porosity/% | Actual Porosity/% | Relative Error/% |
|---|---|---|---|
| C1-1 | 67 | 61 | 9.0 |
| C1-2 | 67 | 61 | 8.3 |
| C1-3 | 67 | 61 | 8.4 |
| C2-1 | 67 | 62 | 7.7 |
| C2-2 | 67 | 62 | 7.2 |
| C2-3 | 67 | 62 | 7.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, B.; Fan, H.; Liu, G.; Zhang, J.; Li, P. Microchannel Liquid-Cooled Heat Exchanger Based on a Nonuniform Lattice: Study on Structure Calculation, Formation Process, and Boiling Heat Transfer Performance. Materials 2021, 14, 7248. https://doi.org/10.3390/ma14237248
Qian B, Fan H, Liu G, Zhang J, Li P. Microchannel Liquid-Cooled Heat Exchanger Based on a Nonuniform Lattice: Study on Structure Calculation, Formation Process, and Boiling Heat Transfer Performance. Materials. 2021; 14(23):7248. https://doi.org/10.3390/ma14237248
Chicago/Turabian StyleQian, Bo, Hongri Fan, Gang Liu, Jianrui Zhang, and Pei Li. 2021. "Microchannel Liquid-Cooled Heat Exchanger Based on a Nonuniform Lattice: Study on Structure Calculation, Formation Process, and Boiling Heat Transfer Performance" Materials 14, no. 23: 7248. https://doi.org/10.3390/ma14237248