
Effect of Al Content on Microstructure Evolution and Mechanical Properties of As-Cast Mg-11Gd-2Y-1Zn Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
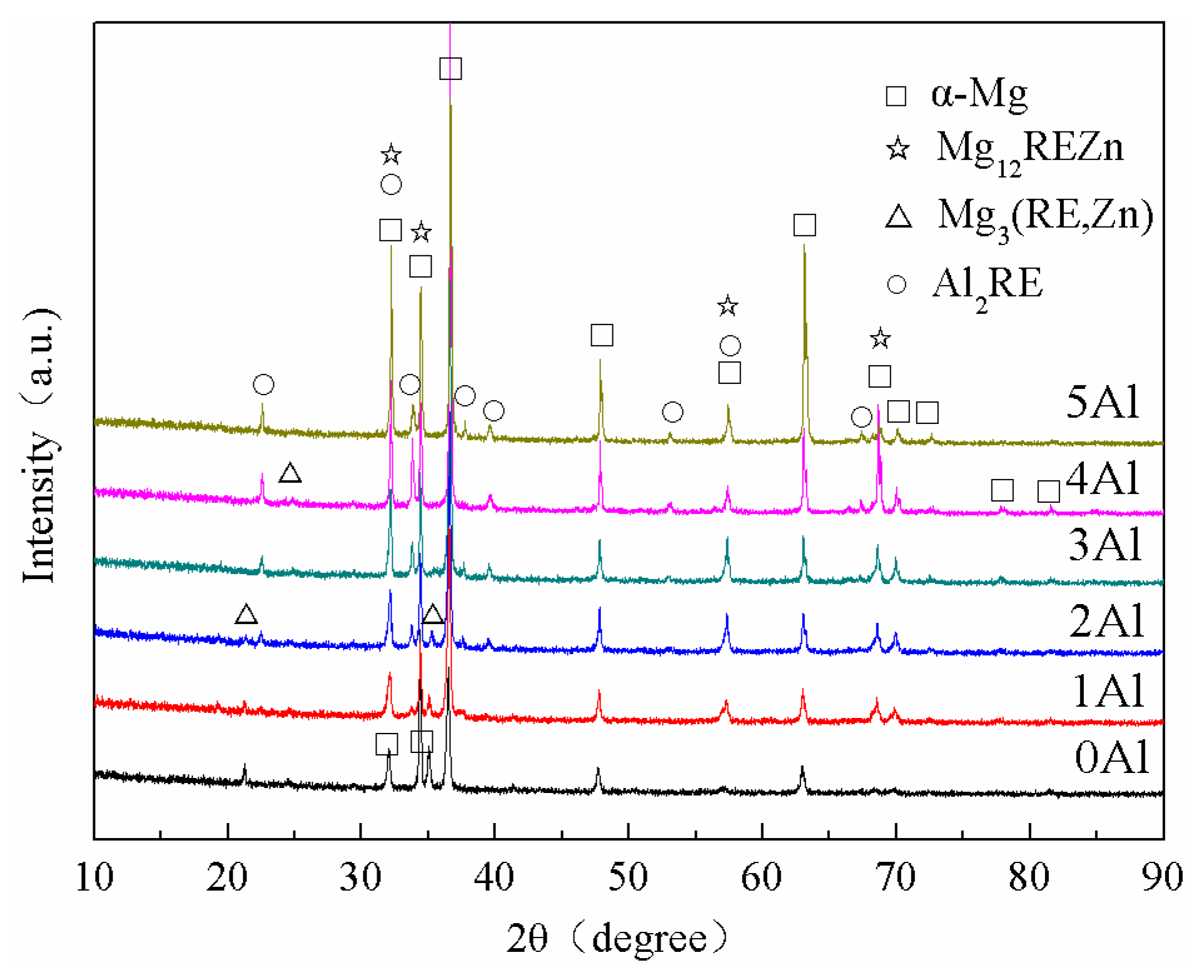
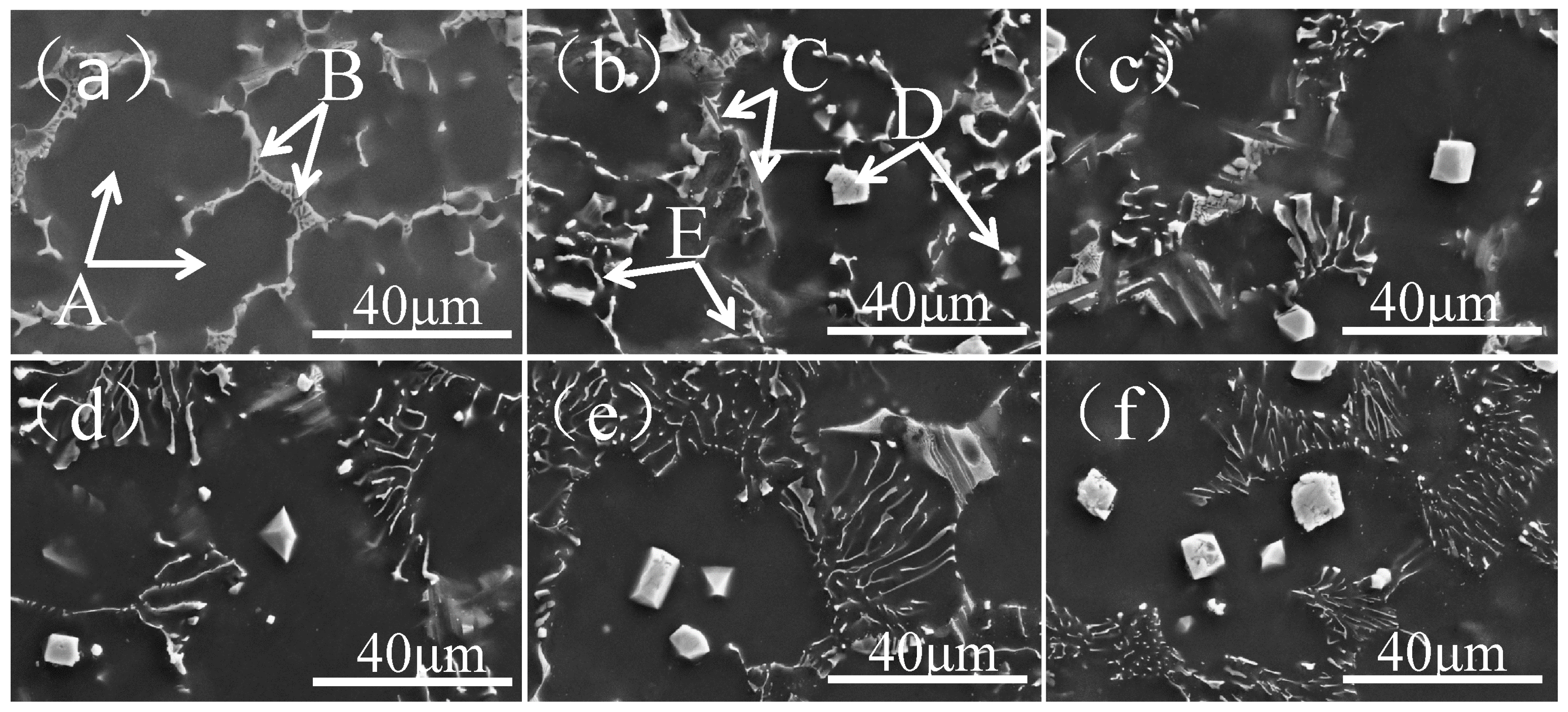
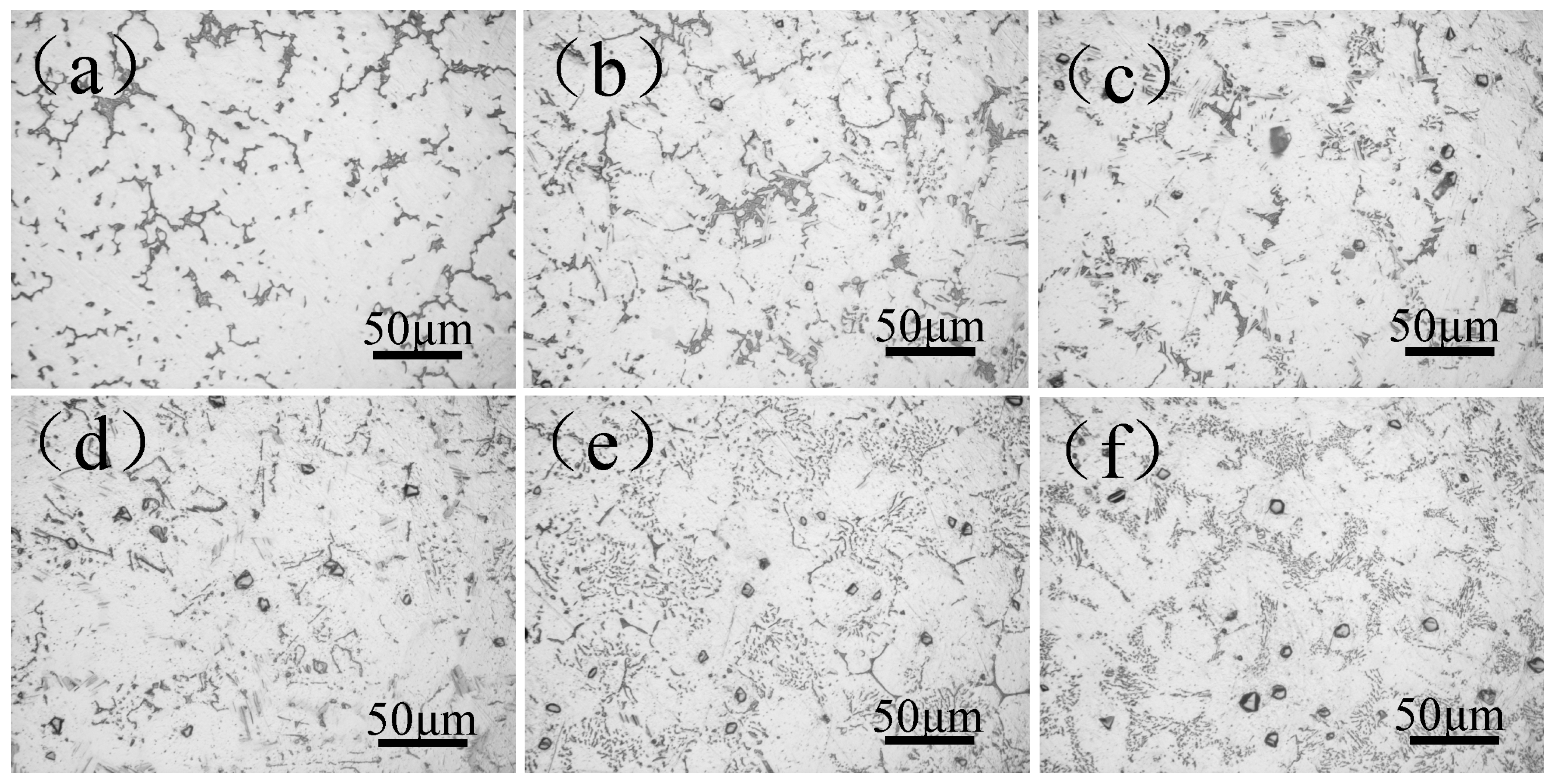
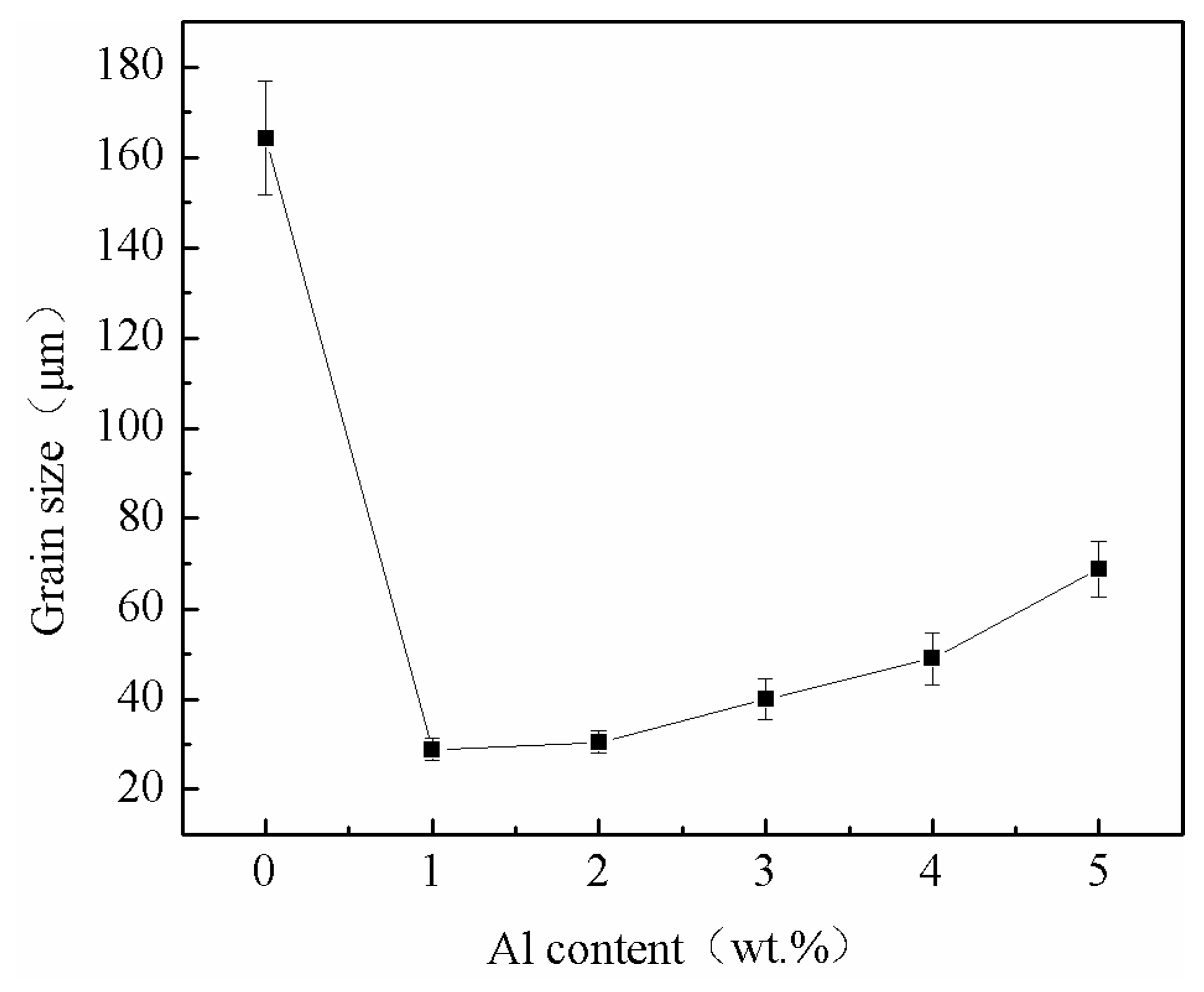
3.1. Microstructure
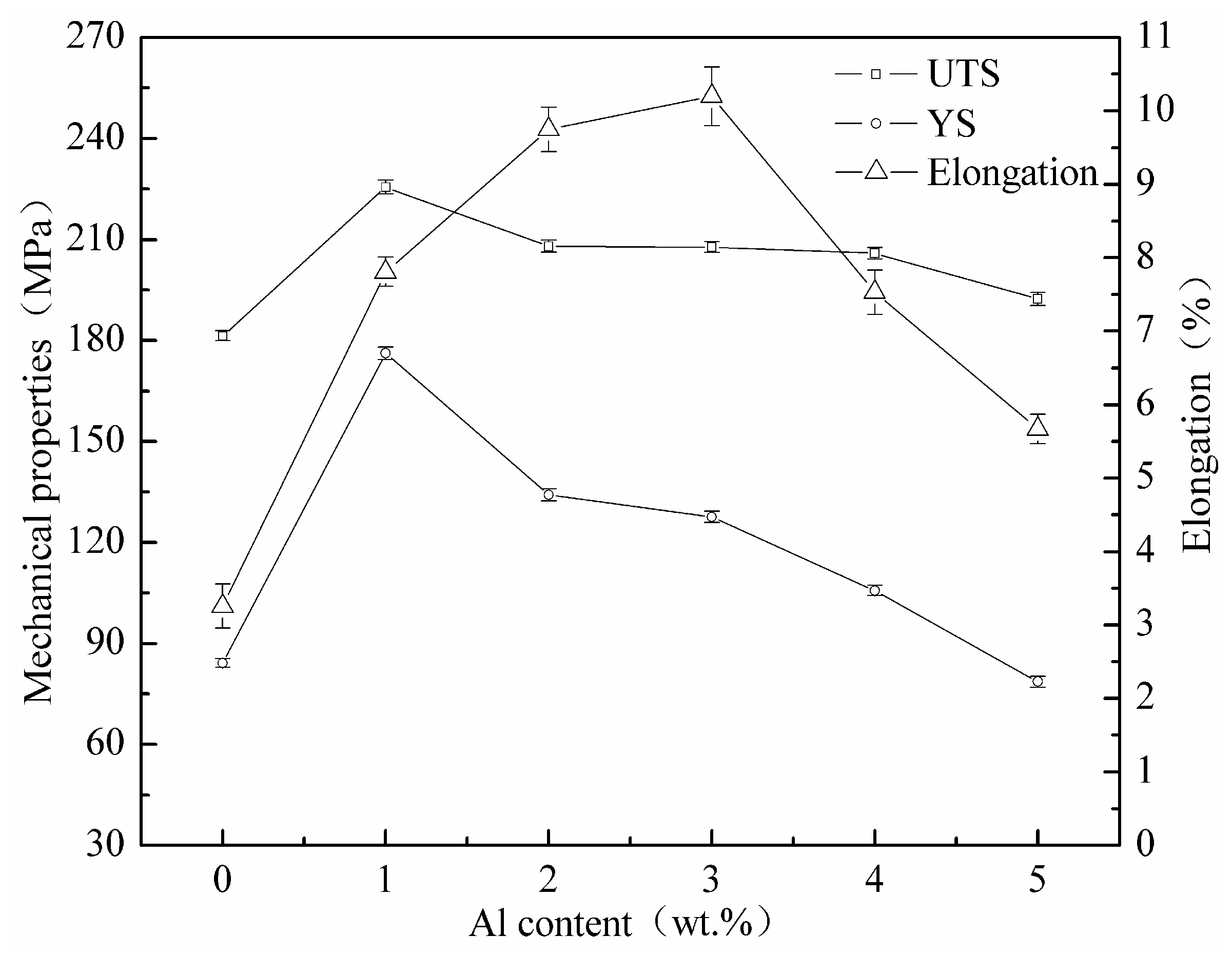
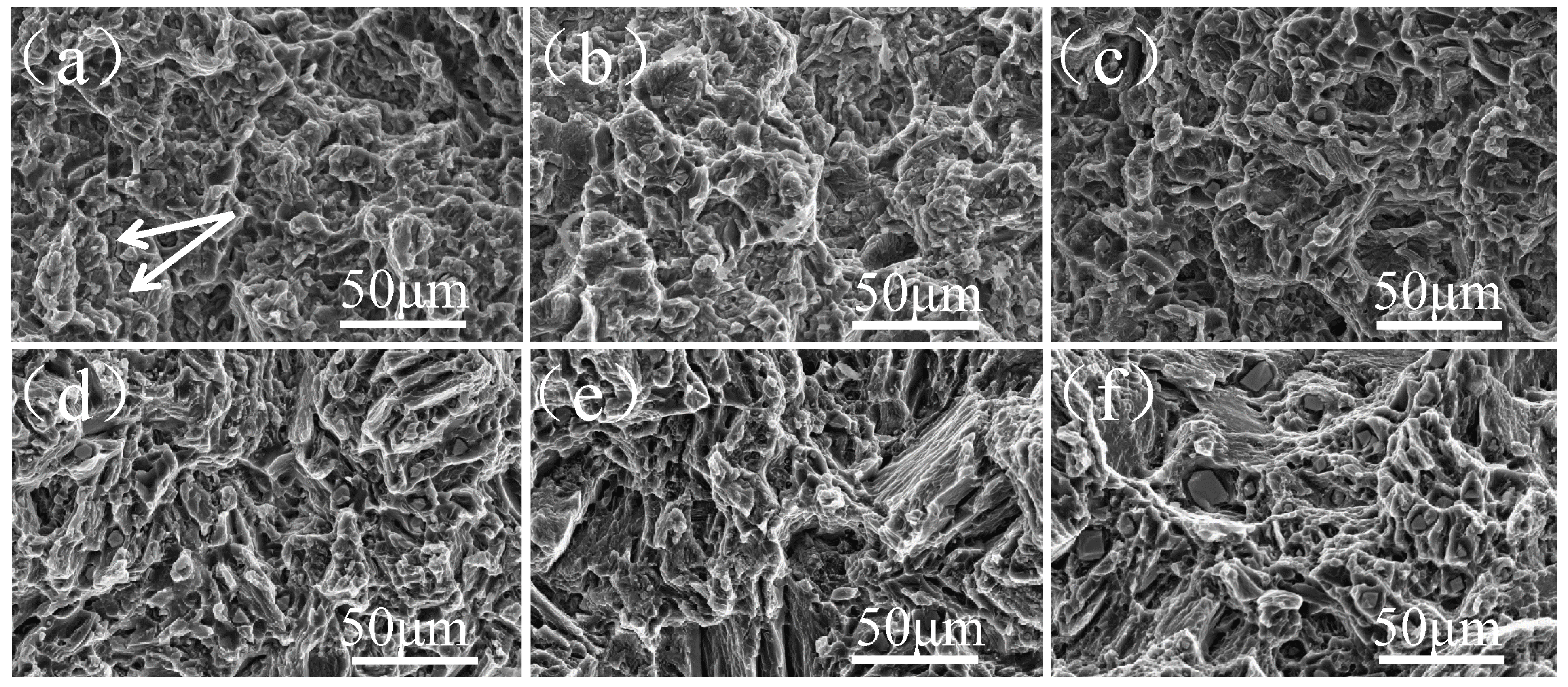
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, T.; Zhao, S.C.; Wang, L.P.; Wang, Z.W.; Guo, E.J.; Feng, Y.C.; Li, J.F. Influence of solution treatment time on precipitation behavior and mechanical properties of Mg-2.0Nd-2.0Sm-0.4Zn-0.4Zr alloy. Materials 2021, 14, 5037. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Zhao, S.C.; Wang, C.L.; Wang, L.P.; Feng, Y.C.; Liu, D.R.; Li, J.F.; Wang, Z.W. Enhanced grain refinement and precipitation of the IEECAPed Mg-Sm-Zn-Zr Alloy by Nd addition. Materials 2021, 14, 5667. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Zhen, T.; Huo, Q.; Xiao, Z.; Fang, Z.; Yang, X. Dynamic recrystallization behaviors of Mg-Gd-Y-Zn-Zr alloy with different morphologies and distributions of LPSO phases. Mater. Sci. Eng. A 2017, 715, 389–403. [Google Scholar] [CrossRef]
- Jia, G.L.; Wang, L.P.; Feng, Y.C.; Guo, E.J.; Wang, C.L. Microstructure, mechanical properties and fracture behavior of a new WE43 alloy. Rare Met. 2021, 40, 2197–2205. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Y.; Ji, Z.S.; Xu, H.Y.; Hu, M.L.; Cui, P.X. Simulations of multiple grains growth of Mg-Al alloy semisolid structure by phase-field-lattice boltzmann-simulation. Metall. Mater. Trans. B 2021, 52, 2441–2449. [Google Scholar] [CrossRef]
- Langelier, B.; Korinek, A.; Donnadieu, P.; Esmaeili, S. Improving precipitation hardening behavior of Mg-Zn based alloys with Ce-Ca microalloying additions. Mater. Charact. 2016, 120, 18–29. [Google Scholar] [CrossRef]
- Pourbahari, B.; Emamy, M.; Mirzadeh, H. Synergistic effect of Al and Gd on enhancement of mechanical properties of magnesium alloys. Prog. Nat. Sci. Mater. 2017, 28, 228–235. [Google Scholar] [CrossRef]
- Sun, M.; Easton, D.A.; StJohn, D.H.; Wu, G.H.; Abbott, T.B.; Ding, W.J. Grain refinement of magnesium alloys by Mg–Zr master alloys: The Role of alloy chemistry and Zr particle number density. Adv. Eng. Mater. 2013, 15, 373–378. [Google Scholar] [CrossRef]
- Wang, C.L.; Dai, J.C.; Liu, W.C.; Zhang, L.; Wu, G.H. Effect of Al additions on grain refinement and mechanical properties of Mg-Sm alloys. J. Alloys Compd. 2015, 620, 172–179. [Google Scholar] [CrossRef]
- Dai, J.C.; Easton, M.; Zhu, S.M.; Wu, G.H.; Ding, W.J. Grain refinement of Mg-10Gd alloy by Al additions. J. Mater. Res. 2012, 27, 2790–2797. [Google Scholar] [CrossRef]
- Zhuang, Y.P.; Zhou, P.W.; Wang, H.X.; Nie, K.B.; Liu, Y.M.; Liang, W.; Wang, L.F.; Zheng, L.W. The formation mechanism of the lamellar phase precipitated during solid solution treatment in the Mg-Gd-Al alloy. J. Mater. Res. Technol. 2020, 9, 11392–11401. [Google Scholar] [CrossRef]
- Qiu, D.; Zhang, M.X. Effect of active heterogeneous nucleation particles on the grain refining efficiency in an Mg-10wt.% Y cast alloy. J. Alloys Compd. 2009, 488, 260–264. [Google Scholar] [CrossRef]
- Yin, H.; Liu, Z.L.; Liu, X.Q.; Fan, R.Y.; Liu, Y.; Li, J. Effects of Al addition on the microstructure and mechanical properties of Mg-4Y alloys. Mater. Sci. Technol. 2017, 33, 2188–2196. [Google Scholar] [CrossRef]
- Dai, J.C.; Zhu, S.M.; Easton, M.A.; Zhang, M.X.; Qiu, D.; Wu, G.H.; Liu, W.C.; Ding, W.J. Heat treatment, microstructure and mechanical properties of a Mg-Gd-Y alloy grain-refined by Al additions. Mater. Sci. Eng. A 2013, 576, 298–305. [Google Scholar] [CrossRef]
- Feng, Y.C.; Wang, L.; Fu, Y.K.; Zhao, S.C.; Wang, L.P.; Guo, E.J. Effect of heat treatment on microstructure and mechanical properties of Mg-4Y-3Nd-1.5Al alloy. Rare Met. Mater. Eng. 2021, 50, 1827–1832. [Google Scholar]
- Su, C.; Wang, J.; Hu, H.; Wen, Y.L. Enhanced strength and corrosion resistant of Mg-Gd-Y-Al alloys by LPSO phases with different Al content. J. Alloys Compd. 2021, 885, 160557. [Google Scholar] [CrossRef]
- Fang, C.F.; Liu, G.X.; Liu, X.T.; Hao, H.; Zhang, X.G. Significant texture weakening of Mg-8Gd-5Y-2Zn alloy by Al addition. Mater. Sci. Eng. A 2017, 701, 314–318. [Google Scholar] [CrossRef]
- Zhou, Y.X.; Li, Q.; Xing, Z.G.; Zhu, R.Z.; Huang, Z.H.; Huang, Y.F.; Guo, W.L. Effect of Al on microstructure and mechanical properties of as-cast Mg-8Gd-4Y-1Zn alloy. Anti-Corros. Methods Mater. 2020, 67, 101–105. [Google Scholar] [CrossRef]
- Lv, S.H.; Li, Y.W.; Lv, X.L.; Meng, F.Z.; Yang, Q.; Han, D.M.; Duan, Q.; Meng, J. The types and structures of the intermetallic phases in a cast Mg-4Al-15Gd-4Y-1Zn alloy. J. Alloys Compd. 2018, 731, 612–619. [Google Scholar] [CrossRef]
- Tan, X.H.; Winston, C.K.H.; Jimmy, C.K.W.; Richard, K.W.O.; Manoj, G. Development of high-performance quaternary LPSO Mg-Y-Zn-Al alloys by disintegrated melt deposition technique. Mater. Des. 2015, 83, 443–450. [Google Scholar]
- Wang, D.; Zhang, J.S.; Xu, J.D.; Zhao, Z.L.; Cheng, W.L.; Xu, C.X. Microstructure and corrosion behavior of Mg-Zn-Y-Al alloys with long-period stacking ordered structures. J. Magnes. Alloys 2014, 2, 78–84. [Google Scholar] [CrossRef] [Green Version]
- Tan, X.H.; Winston, C.K.H.; Jimmy, C.K.W.; Richard, K.W.O.; Manoj, G. Effect of homogenization on enhancing the failure strain of high strength quaternary LPSO Mg-Y-Zn-Al alloy. Mater. Sci. Eng. A 2015, 644, 405–412. [Google Scholar] [CrossRef]
- Tan, X.H.; Winston, C.; Jimmy, C.; Richard, K.; Manoj, G. Improving significantly the failure strain and work hardening response of LPSO-strengthened Mg-Y-Zn-Al alloy via hot extrusion speed control. Met. Mater. Int. 2017, 23, 699–707. [Google Scholar] [CrossRef]
- Yang, Q.; Guan, K.; Li, B.S.; Meng, F.Z.; Lv, S.H.; Yu, Z.J.; Zhang, X.H.; Zhang, J.Q.; Meng, J. Coexistence of 14H and 18R-type long-period stacking ordered (LPSO)phases following a novel orientation relationship in a cast Mg-Al-RE-Zn alloy. J. Alloys Compd. 2018, 766, 902–907. [Google Scholar] [CrossRef]
- Fang, C.F.; Liu, G.X.; Hao, H.; Wen, Z.H.; Zhang, X.G. Effect of Al addition on microstructure, texture and mechanical properties of Mg-5Gd-2.5Y-2Zn alloy. J. Alloys Compd. 2016, 686, 347–355. [Google Scholar] [CrossRef]
- Wu, Y.J.; Lin, D.L.; Zeng, X.Q.; Peng, L.M.; Ding, W.J. Formation of a lamellar 14H-type long period stacking ordered structure in an as-cast Mg-Gd-Zn-Zr alloy. J. Mater. Sci. 2009, 44, 1607–1612. [Google Scholar] [CrossRef]
- Zhang, S.; Yuan, G.Y.; Lu, C.; Ding, W.J. The relationship between (Mg, Zn)3RE phase and 14H-LPSO phase in Mg-Gd-Y-Zn-Zr alloys solidified at different cooling rates. J. Alloys Compd. 2011, 509, 3515–3521. [Google Scholar] [CrossRef]
- Liu, X.Q.; Liu, F.; Liu, Z.L.; Xie, H.J.; Li, J. Crystal structure, phase content, and tensile properties of as-cast Mg-Gd-Y-Al alloys. Mater. Today Commun. 2020, 25, 1–9. [Google Scholar] [CrossRef]
- Qiu, D.; Zhang, M.X.; Fu, H.M.; Kelly, P.M.; Taylor, J.A. Crystallography of recently developed grain refiners for Mg-Al alloys. Philos. Mag. Lett. 2007, 87, 505–514. [Google Scholar] [CrossRef]
- Chen, X.Y.; Li, Q.A.; Chen, J.; Zhu, L.M. Microstructure and mechanical properties of Mg-Gd-Y-Sm-Al alloy and analysis of grain refinement and strengthening mechanism. J. Rare Earths 2019, 37, 1351–1358. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Gd | Y | Zn | Al | Mg |
|---|---|---|---|---|---|
| Mg-11Gd-2Y-1Zn | 10.68 | 2.12 | 0.98 | 0 | Bal |
| Mg-11Gd-2Y-1Zn-1Al | 11.32 | 1.89 | 1.04 | 1.08 | Bal |
| Mg-11Gd-2Y-1Zn-2Al | 11.26 | 1.86 | 1.02 | 2.06 | Bal |
| Mg-11Gd-2Y-1Zn-3Al | 10.66 | 2.14 | 1.04 | 2.96 | Bal |
| Mg-11Gd-2Y-1Zn-4Al | 11.16 | 1.88 | 0.96 | 4.05 | Bal |
| Mg-11Gd-2Y-1Zn-5Al | 11.29 | 2.15 | 0.98 | 4.97 | Bal |
| Location | Mg | Gd | Y | Zn | Al | Total |
|---|---|---|---|---|---|---|
| B | 87.09 | 6.72 | 1.35 | 3.65 | 1.18 | 100 |
| C | 89.61 | 5.03 | 1.20 | 2.50 | 1.65 | 100 |
| D | 14.9 | 20.16 | 7.65 | 0.53 | 56.76 | 100 |
| E | 79.85 | 4.45 | 1.72 | 1.16 | 12.83 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Y.; Wang, L.; Zhao, S.; Feng, Y.; Wang, L. Effect of Al Content on Microstructure Evolution and Mechanical Properties of As-Cast Mg-11Gd-2Y-1Zn Alloy. Materials 2021, 14, 7145. https://doi.org/10.3390/ma14237145
Fu Y, Wang L, Zhao S, Feng Y, Wang L. Effect of Al Content on Microstructure Evolution and Mechanical Properties of As-Cast Mg-11Gd-2Y-1Zn Alloy. Materials. 2021; 14(23):7145. https://doi.org/10.3390/ma14237145
Chicago/Turabian StyleFu, Yuanke, Liping Wang, Sicong Zhao, Yicheng Feng, and Lei Wang. 2021. "Effect of Al Content on Microstructure Evolution and Mechanical Properties of As-Cast Mg-11Gd-2Y-1Zn Alloy" Materials 14, no. 23: 7145. https://doi.org/10.3390/ma14237145