3.1. Single Lap Joint Tests with High Strength Steel Substrates
It is important to mention that the neat configuration of Adhesive A already had 5% in volume of hollow glass beads, since this is the manufacturer supplied state of this adhesive.
The
P-δ curves obtained for the single lap joint specimens with high strength steel are shown in
Figure 4, for Adhesive A under quasi-static conditions.
The values of the failure load,
Pmax, and the maximum extension,
δmax, can be observed in
Figure 5 and
Figure 6, for the different percentage volumes of hollow glass beads added.
Based on the P-δ curve results and the mean values of maximum extension, it can be concluded that adding particles to the adhesive layer had a negative impact on the joint performance, since not only the area below the curves decreased, but the maximum extension was also reduced. Therefore, for the single lap joints with high strength steel substrates, the presence of glass beads had a negative impact on the mechanical behavior of the bonded joints. Regarding the failure load, the effects caused by the presence of the particles can be considered negligible.
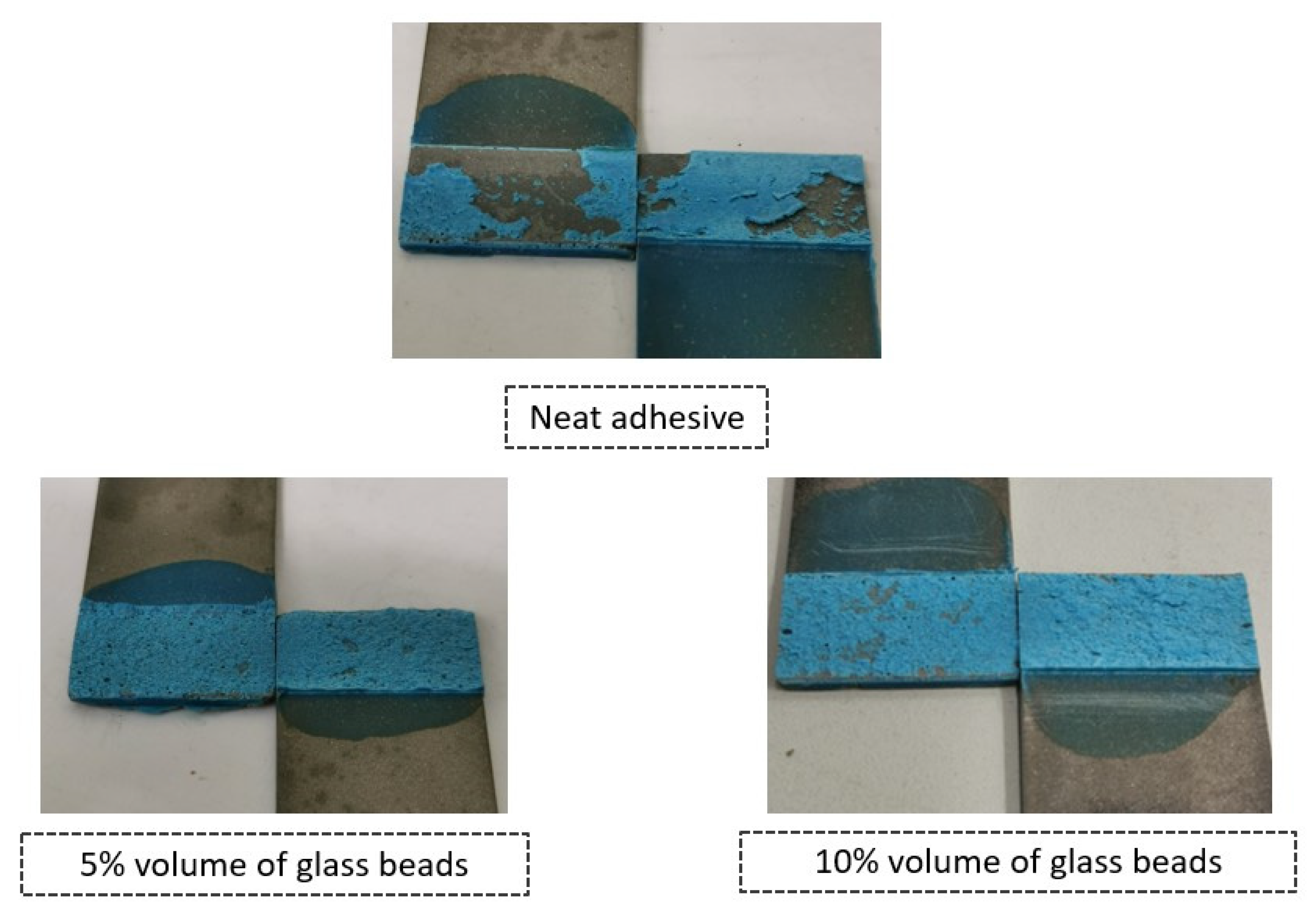
With respect to the failure patterns,
Figure 7 illustrates the fracture surfaces of the SLJs for the different percentage volumes of hollow glass beads added that were evaluated.
These images show that there was clearly a cohesive failure for all the four configurations under study, which means that, for this single lap joint geometry, the presence of glass beads does not affect the failure mode of the bonded joints.
The
P-δ curves associated with the SLJs with Adhesive B are represented in
Figure 8.
The failure load,
Pmax, and the maximum extension,
δmax, mean values, as a function of the added of hollow glass beads amounts are displayed in
Figure 9 and
Figure 10.
For this adhesive, and similarly to what was reported for Adhesive A, the introduction of glass particles into the adhesive layer worsened the mechanical behavior of the bonded joints, since the area of the curves represented in
Figure 8 decreases with an increasing amount of particles. Moreover, the maximum extension,
δmax, significantly decreases, and the failure load,
Pmax, does not show a significant correlation to the amount of glass particles.
Figure 11 illustrates the fracture surfaces of the SLJs for the different percentage volumes of hollow glass beads that were evaluated.
The fracture surfaces clearly show that, by introducing glass particles into the adhesive layer, the failure evolves from an adhesive failure towards a cohesive one. This is a consequence of the local stress concentrations formed on the periphery of the glass particles; the weak links in the adhesive layer. Subsequently, cracks will initiate near those points, rather than at the ends of the bonded joints, which would be the most critical regions in terms of stress if there were no glass microspheres. Consequentially, the failure pattern changes from adhesive to cohesive.
Finally, as a way of testing the applicability of simple analytical methods to predict the joint’s failure load, the global yielding criterion was used. This criterion, which considers that the entirety of the overlap is transferring the load, was chosen, since it is applicable for short overlaps and when the substrates do not deform plastically, which was the case for the SLJ geometries being studied [
20].
To make use of this criterion, the following equation was used [
20]:
where
PGY is the adhesive’s failure load as a consequence of its global yielding,
τy is the adhesive’s yield strength,
b is the bonded joint’s width, and
l corresponds to the overlap length [
20].
For the SLJs being studied, the bonded joints have a width of 25 mm and an overlap length of 12.5 mm. Taking this into account, and knowing that the neat adhesives’ yield strengths were 30.9 ± 0.9 MPa and 33.9 ± 0.2 MPa, for Adhesive A and Adhesive B, respectively,
Table 2 compares the experimental and the analytical values of the failure load for neat Adhesive A and neat Adhesive B. The yield strength values for each adhesive were determined using bulk tensile testing specimens in a parallel work.
By analyzing the results represented in
Table 2, it is possible to conclude that the global yielding criterion provides a satisfactory estimation of the bonded joint’s failure load, since the errors associated to the values calculated with this equation are relatively small. Furthermore, it is also possible to observe that for Adhesive A, the analytical prediction is higher than the experimental value.
In fact, one can conclude that, by calculating the shear strengths of the SLJs for Adhesive A and Adhesive B, these values were similar to the tensile strength values that were obtained during the adhesive characterization process. Furthermore, the shear strengths for some of the SLJ configurations revealed shear strength values which were slightly higher than those associated with the tensile strength. This could have been the consequence of the different strain rates being applied for the SLJs and for the bulk specimens. Even though a quasi-static speed of 1 mm·min
−1 was applied for both cases, the length of adhesive which was being displaced was much smaller during the SLJ testing, since the very thin bonded region had an overlap length of 12.5 mm, while the thicker bulk specimen had a length of 150 mm. For this reason, the deformation, in terms of strain, that was applied to the SLJs was much higher, which resulted in higher strain rates. Due to the fact that the two adhesives are designed for automotive applications, their mechanical performance is optimized for impact applications, showing improved shear strengths for higher strain rates; as Borges et al. [
21] also reported in an experimental study on the influence of loading rate on crash resistant adhesives. Taking this into account, it is to be expected that the shear strength will be higher than the tensile strengths obtained during bulk specimen testing.
3.2. Single Lap Joint Tests with Mild Steel Substrates
The
P-δ curves obtained for the single lap joint specimens with mild steel were those that follow in
Figure 12, for Adhesive A at quasi-static conditions.
The curves represented in
Figure 12 clearly show that, after reaching a load value between 2500 and 3000 N, it is the substrate, instead of the adhesive, that controlled the performance of the single lap joint specimens tested. This occurred due to the fact that the adherends were, not only thin (with a thickness of 0.7 mm), but also made of mild steel, which allowed them to deform plastically. This phenomenon can be verified by observing the deformation of the substrates throughout the SLJs tests, as shown in
Figure 13.
By analyzing the
P-
δ curves, one can notice that the area below them generally decreases with increasing amounts of glass particles in the adhesive.
Table 3 highlights the decrease in percentage of the area below these curves for the different amounts of glass beads tested. This trend is in line with the decrease of the adhesive’s ductility with the increasing volume of glass beads that was observed in a previous work by the authors.
The values of the failure load,
Pmax, and the maximum extension,
δmax, can be observed in
Figure 14 and
Figure 15, for the different percentage volumes of hollow glass beads added.
By taking into consideration all the experimental results that were obtained, it is possible to generally conclude that the presence of the glass microspheres in Adhesive A weakened the adhesive, since not only the area below the curves gradually was reduced, as shown in 3, but so was the maximum extension, which represents a decrease of the adhesive’s mechanical performance.
In terms of the failure load, there was no significant impact caused by the presence of the spheres, even though there was a small reduction of joint strength with increasing amounts of glass microspheres.
With the intention of comparing the results obtained experimentally with analytical methods, the methodology proposed by Adams et al. [
22] to determine the strength of SLJs as a function of the overlap length and the adherend thickness was used. Considering the fact that, in this particular case, the adherend was yielding, the following equation was used:
where
σy is the yield strength of the adherend. For low loads and short overlaps,
k can be assumed to be 1, resulting in:
For a joint with a length much larger than its thickness, such that
l/ts ≥ 20, the value of
k reduces until tending to zero, which leads to:
Since for this case, the overlap is short,
k can be assumed to be 1, which leads to a maximum load,
PAY, of 2.54 kN. Analytically, this methodology assumes that when the adherend starts to yield, the
P-δ curve reaches a plateau. However, and as one can observe in
Figure 12, this does not happen experimentally, since the substrates, when strained beyond their yield point, require the application of additional stresses to further deform the steel; a phenomenon which is commonly referred to as the strain hardening effect. This can be observed by analyzing a schematic representation of the differences between the analytical and the experimental mechanical behavior of the bonded joint, represented in
Figure 16.
Figure 17 represents the different failure modes that were detected for the four studied cases.
By comparing the fracture surfaces exhibited in the figure above with the ones represented in
Figure 7, it is possible to observe that, unlike for the single lap joint specimens with high strength steel, the failure was not cohesive for the single lap joints with mild steel substrates and neat adhesive. The reason why this happened is associated with the substrates’ plastic deformation, which increases the local stress concentrations at the ends of the bonded joint and creates critical peel stresses in those areas. The location of these stress fields causes the crack to propagate closer to the interface, which contributes to adhesive failure.
Nevertheless, the fracture surfaces show a decrease of the bonded regions without adhesive with the increasing amounts of particles. The glass microspheres introduce local stress concentrations that change the crack’s path and cause a transition from adhesive failure to a cohesive failure close to the middle of the adhesive layer.
Figure 18 and
Figure 19 exhibit the different stages associated to the failure of SLJs with neat adhesive and the addition of glass beads, respectively. Frames I, II, III, and IV correspond to the stages before, in the beginning, during, and at the end of the crack’s propagation, respectively.
Figure 18 shows that the crack starts to propagate in the interfacial region and continuously follows that path as the joint is loaded, as represented in frames II and III. This happens as a consequence of the substrates’ plastic deformation, which promotes very significant peel stresses in the ends of the bonded joints, turning those areas into the most critical ones, in terms of stresses. Finally, as shown in frame IV, the crack moves closer to the middle of the adhesive layer, just before the joint’s failure.
Moreover, with regards to the SLJ with Adhesive A and the addition of glass beads to the adhesive layer,
Figure 19 displays a different event to the one described for neat Adhesive A. Even though there was still an interfacial crack in the initial period of its propagation, this occurred much later than in the neat adhesive. Furthermore, the crack path is noticeably shorter and, just before failure, it strayed from the interfacial zone and moved to the middle of the adhesive layer, a direct consequence of the presence of the glass beads.
Figure 20 and
Figure 21 exhibit representative schemes of the path followed by the crack with neat adhesive and with the addition of glass beads, respectively.
Regarding the SLJs tests for Adhesive B, the
P-δ curves recorded at quasi-static conditions are represented in
Figure 22.
In a similar way to what was stated regarding SLJs with Adhesive A, the
P-δ curves represented in
Figure 22 show that the substrates were also deformed plastically. Moreover, it is evident that the area below these curves was decreased by introducing glass particles into the adhesive layer, as one can confirm in
Table 4.
The mean values of the failure load,
Pmax, and the maximum extension,
δmax, are shown in
Figure 23 and
Figure 24, for the different percentage volumes of hollow glass beads added.
Regarding the results of testing of the SLJ specimens with mild steel and Adhesive B, one can conclude that, by adding glass beads to the adhesive, the joint’s performance declined; since in the mechanical characterization described in a previous work by the authors the adhesive’s properties were negatively affected with the introduction of glass microspheres into the adhesive layer. Again, the failure load values did not significantly vary by adding glass beads to the adhesive. Moreover, the maximum extension decreased, while the Young’ modulus increased, which indicates that the adhesive became more brittle due to the presence of particles within the matrix.
In order to support the experimental results that were shown previously, it is also relevant to report the representative failure patterns of each of the SLJ configurations. With this in mind,
Figure 25 exhibits the fracture surfaces observed for the different volumes of hollow glass beads.
Unlike what occurred with Adhesive A, the presence of the spheres did not result in a transition from adhesive to cohesive failure. However, the area of the regions without traces of adhesive at the ends of the bonded joints seemed to be decreased. Therefore, it is reasonable to infer that, if the number of glass beads were further increased, then the areas without adhesive would gradually decrease until cohesive failure was reached; similarly to what was reported for Adhesive A.
For Adhesive B, and similarly to what was done for Adhesive A, the SLJs tests were recorded using a high-speed camera. In accordance with the fracture surfaces displayed in
Figure 25, the addition of glass beads to the adhesive layer did not result in a change of the crack propagation path. In fact, the failure pattern reported with neat adhesive and with the addition of glass particles was rather similar, as can be observed in
Figure 26. Frames I, II, III, and IV correspond to the stages before, in the beginning, during, and at the end of the crack propagation, respectively.
Observing the representative frames displayed in
Figure 26 allows us to conclude that the failure pattern of the SLJs with Adhesive B closely resembles the failure pattern observed in the SLJs with neat Adhesive A. Again, the crack starts to propagate near the interface and continually follows that path. Finally, just before failing, its direction changes, moving closer to the middle of the adhesive. With that said, the representative scheme presented in
Figure 20 is also applicable for reproducing the crack propagation path for the SLJs with Adhesive B.
3.3. SEM Analysis
Starting with the analysis of the fracture surfaces of the SLJs with Adhesive A,
Figure 27 displays a comparison between the transition regions (from the adhesive to the end of the bonded joint) in the SLJs with neat adhesive and 15% volume of glass beads; the two most extreme configurations.
Figure 27 corroborates what was concluded from visually examining the bonded regions represented in
Figure 17, since it is possible to verify that the substrate areas covered by adhesive have a clear increase, from the neat adhesive configuration to the one with 15% volume of glass beads; resulting from an evolution from adhesive to a cohesive failure.
Furthermore, in
Figure 28, it is possible to observe that, although adhesion between the beads and the matrix is good, a significant number of glass beads show a high level of damage. The stress fields that form in the regions around these beads result in localized cracks around the particles. These cracks will eventually bridge the gaps between the particles and coalesce, eventually leading to complete breakage of the adhesive.
With regards to the SLJs bonded with Adhesive B,
Figure 29 represents the transition regions in the SLJs with neat adhesive and a 10% volume of glass beads, which are, for this adhesive, the most extreme cases, in terms of the amounts of glass particles.
As one can conclude from observing
Figure 29, the addition of glass beads does not lead to a complete cohesive failure for Adhesive B, and there is no evidence of cracking around the glass particles, as was the case for Adhesive A. However, the area of the regions which are not covered by the adhesive seems to decrease, in accordance with the conclusions from
Figure 25.
Finally, the case of the SLJ specimens with Adhesive B and a 10% volume of glass beads were also evaluated in terms of their damage state,
Figure 30.
Again, the glass beads revealed a good level of adhesion to the adhesive matrix, and a significant number of them were found to be completely shattered. This indicates that the glass beads behaved similarly to what was reported for the SLJ specimens with Adhesive A; with the formation of local stress concentrations, which have the consequence of weakening the adhesive’s matrix.
3.4. Comparison between the Two Adhesives
As a way of comparing the two presented adhesives, the P-δ curves, as well as the respective fracture surfaces, associated with the SLJs with high strength steel and mild steel substrates will be displayed.
One should note that, since neat Adhesive A already had a 5% volume of glass beads, direct comparisons can only be made between neat Adhesive A and Adhesive B with 5% volume of glass beads added, and Adhesive A with 5% volume of glass beads added and Adhesive B with 10% volume of glass beads added, which are the two comparable cases.
3.4.1. Single Lap Joint Tests with High Strength Steel Substrates
For the adhesives with 5% volume of glass beads, the
P-δ curves and the fracture surfaces of each adhesive are presented in
Figure 31 and
Figure 32.
For adhesives with 10% volume of glass beads, the
P-δ curves and the fracture surfaces of each adhesive are presented in
Figure 33 and
Figure 34.
Adhesive A is shown to have had a slightly better mechanical performance than Adhesive B for 5% volume of glass beads. For 10% volume of glass beads, Adhesive B showed a better mechanical behavior, even though both show very similar results. With regards to the SLJs fracture surfaces, the failure mode was always fully cohesive in nature, indicating that the glass beads slightly weakened the adhesive layer and ensured that the crack travels through the middle of the adhesive layer thickness.
3.4.2. Single Lap Joint Tests with Mild Steel Substrates
For the adhesives with 5% volume of glass beads, the
P-δ curves and the fracture surfaces of each adhesive are presented in
Figure 35 and
Figure 36.
For the adhesives with 10% volume of glass beads, the
P-δ curves and the fracture surfaces of each adhesive are presented in
Figure 37 and
Figure 38.
The results represented above establish that Adhesive A had a better mechanical performance, both for 5% and 10% volume of glass beads. One can also see that the difference between the two adhesives decreased slightly with a 10% volume of glass beads.
Both adhesives show an adhesive type of failure for the 5% volume of glass beads, indicating that the level of adhesion of the adhesive to the substrates was somewhat lower than the internal cohesive strength of the adhesive. However, by adding a further 5% volume of glass beads, the failure mode noticeably changed from adhesive to cohesive, for Adhesive A. As stated previously, this happens as a consequence of the presence of the hollow glass microspheres, which introduce local stress fields into the adhesive that surrounds them. This added level of stress effectively weakens the bulk of the adhesive layer, forcing cracks to propagate closer to the middle of the adhesive layer thickness, rather than through its initially weaker interfacial region. Furthermore, for Adhesive B, even though the failure mode is still adhesive in nature, it is possible to observe that the bonded regions without adhesive clearly decreased when increasing the number of glass beads, which happens as a result of the same phenomenon as reported above.
To sum up, Adhesive A would be a better solution for bonding mild steel, due to the fact that it, not only provides a better mechanical performance than Adhesive B, but it also shows cohesive failure for 10% volume of glass beads, which is often the preferable failure mode for many industrial engineering applications.


 ,
, 







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}