
Matrix Optimization of Ultra High Performance Concrete for Improving Strength and Durability



Abstract
:1. Introduction
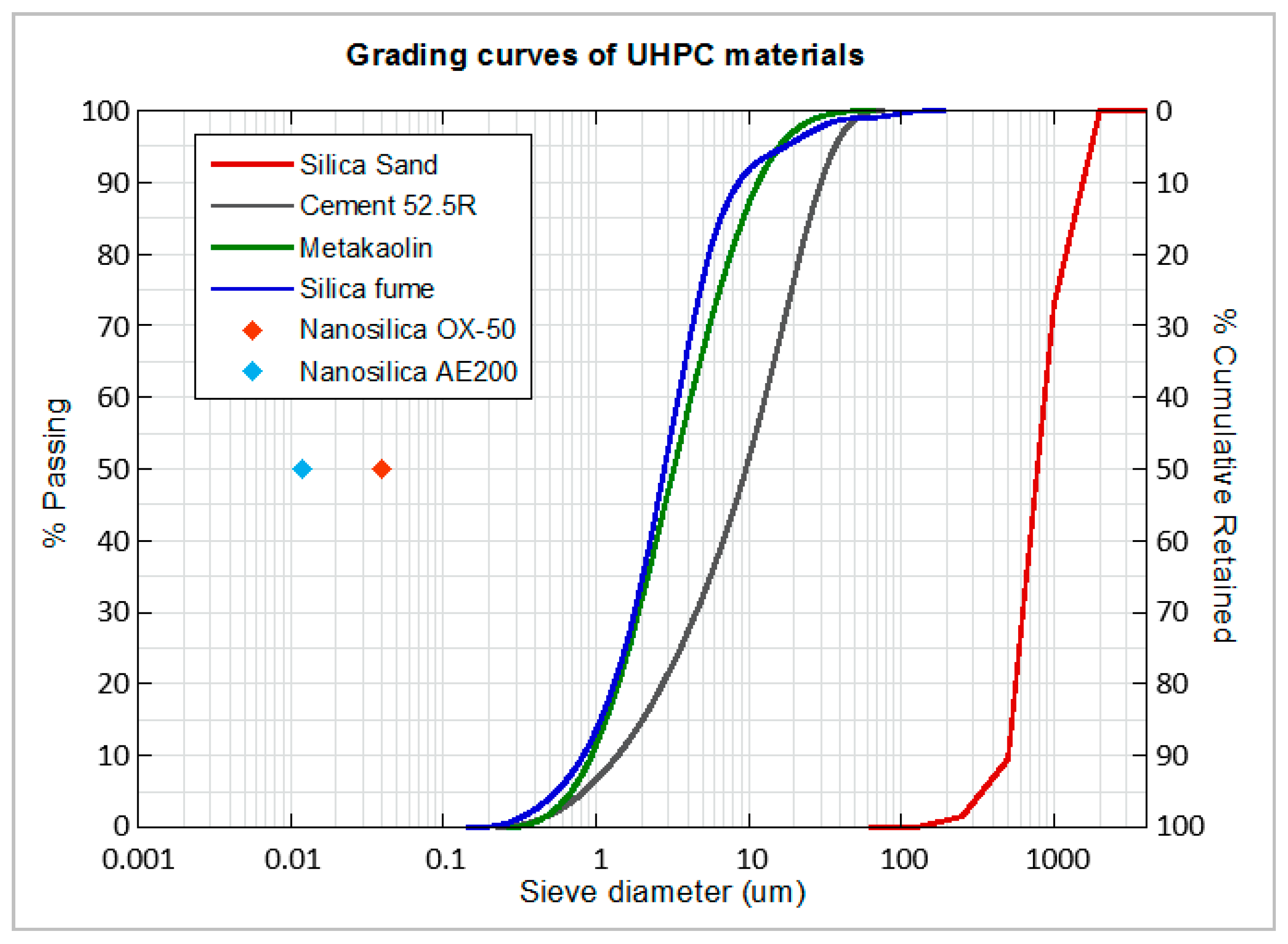
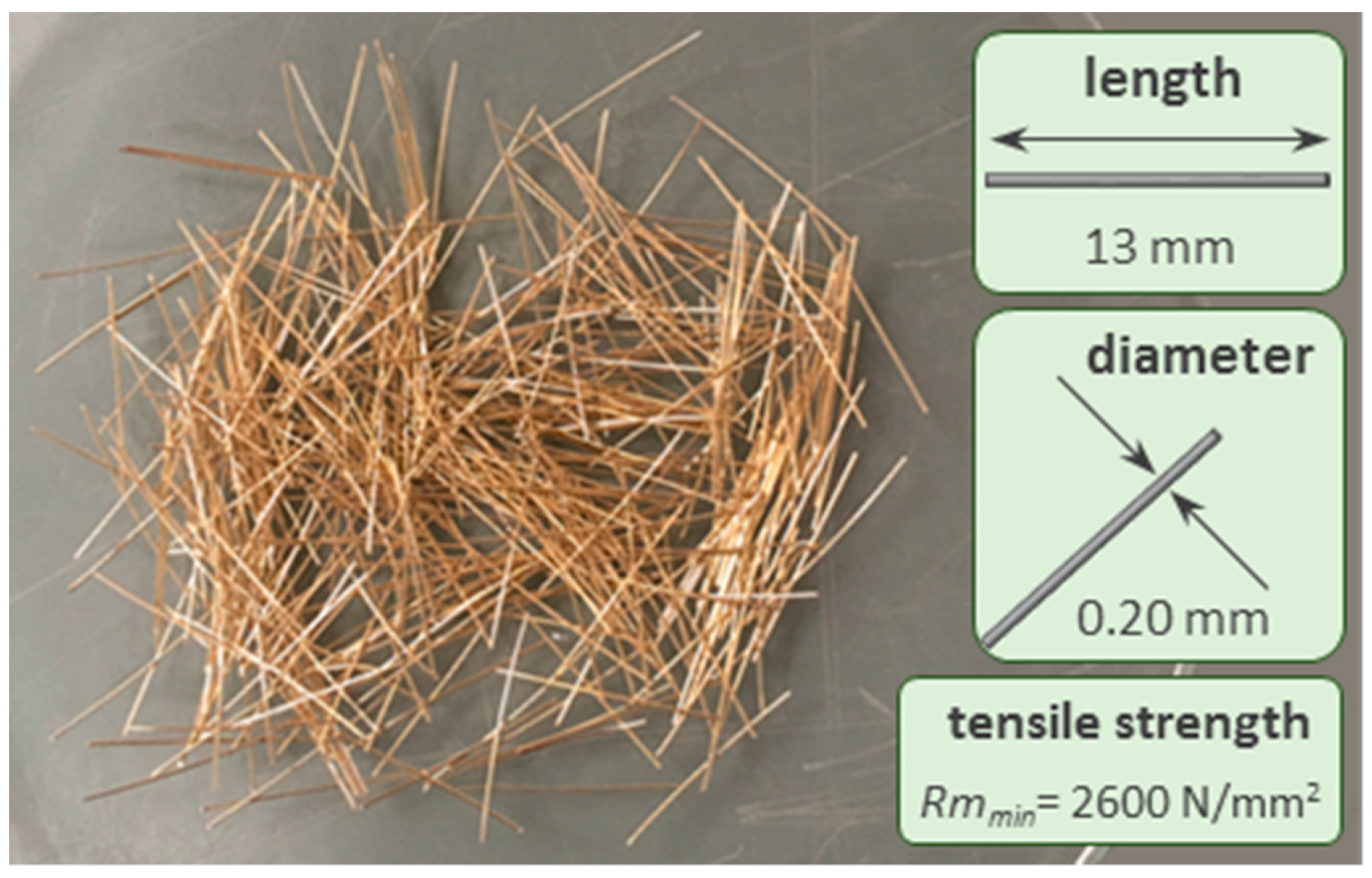
2. Materials and Mix Design
3. Experimental Campaign
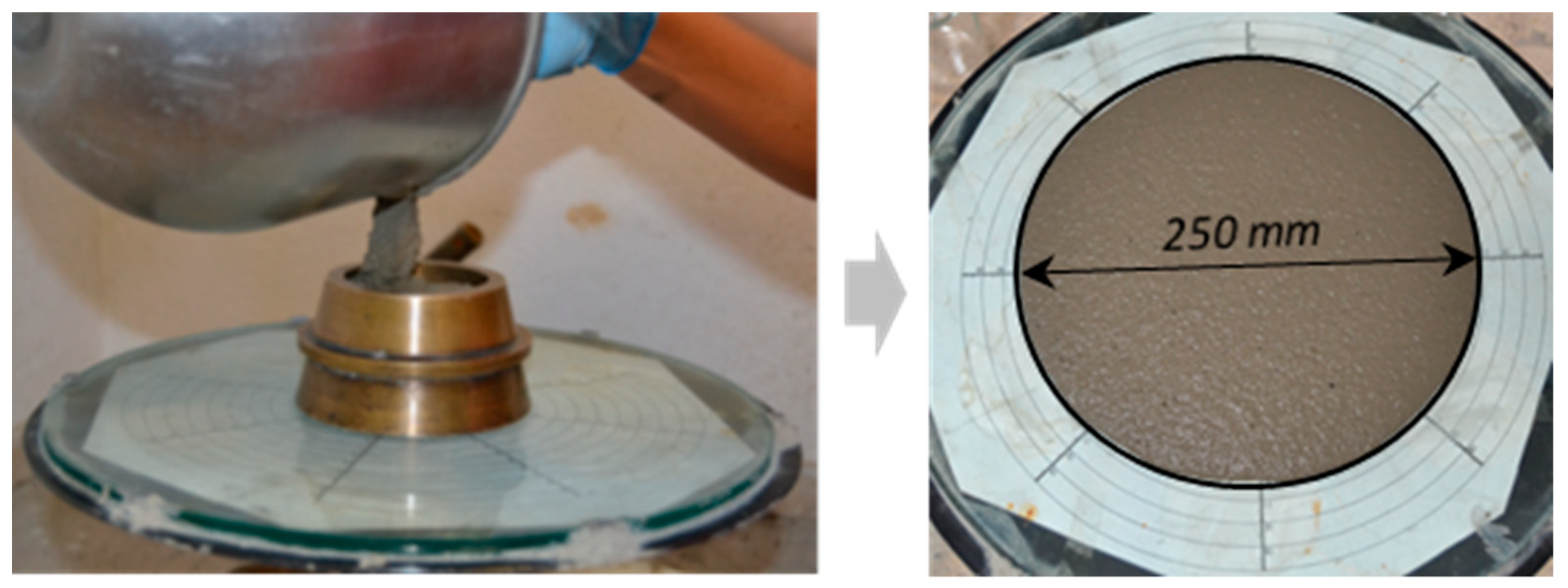
3.1. Fresh State
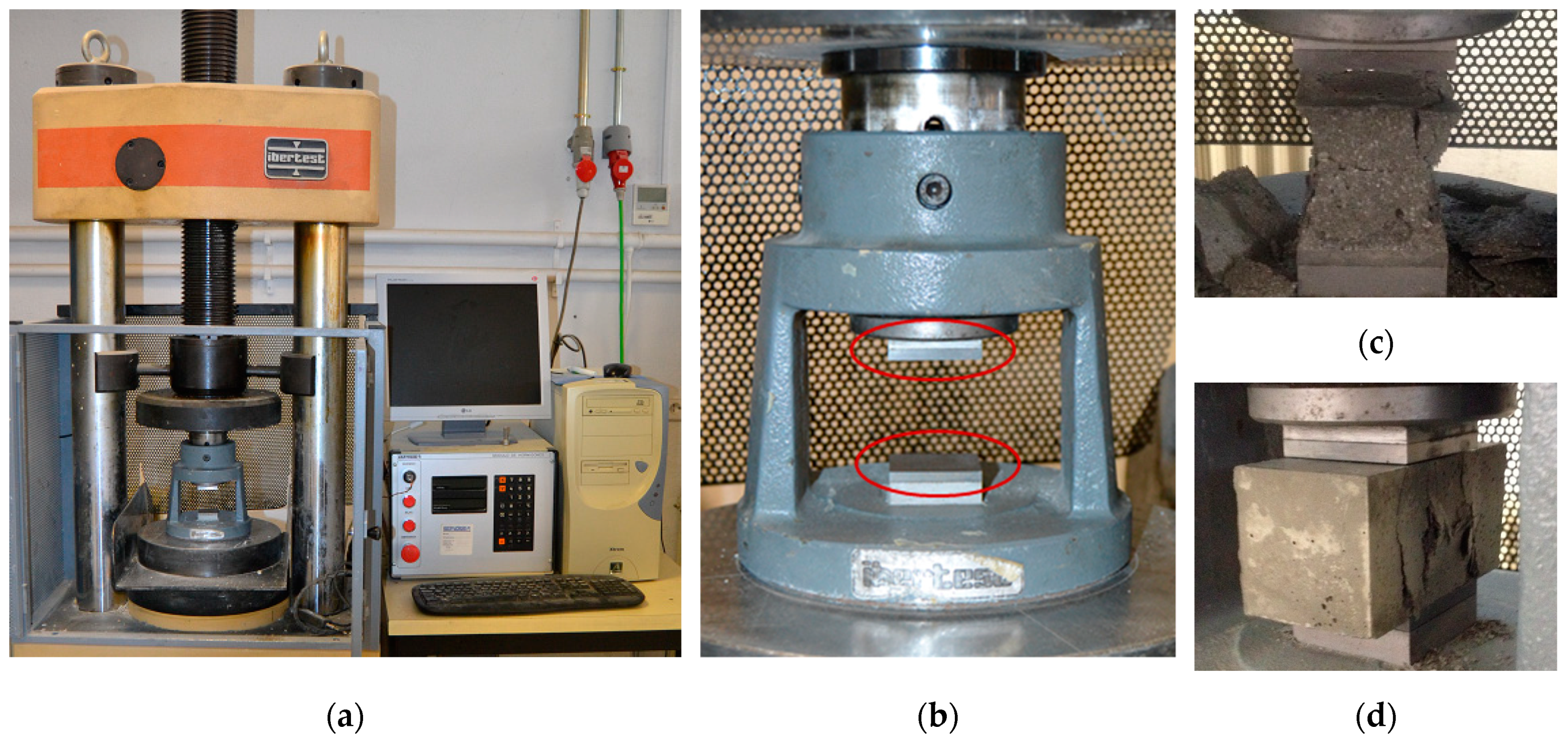
3.2. Compressive Strength Test
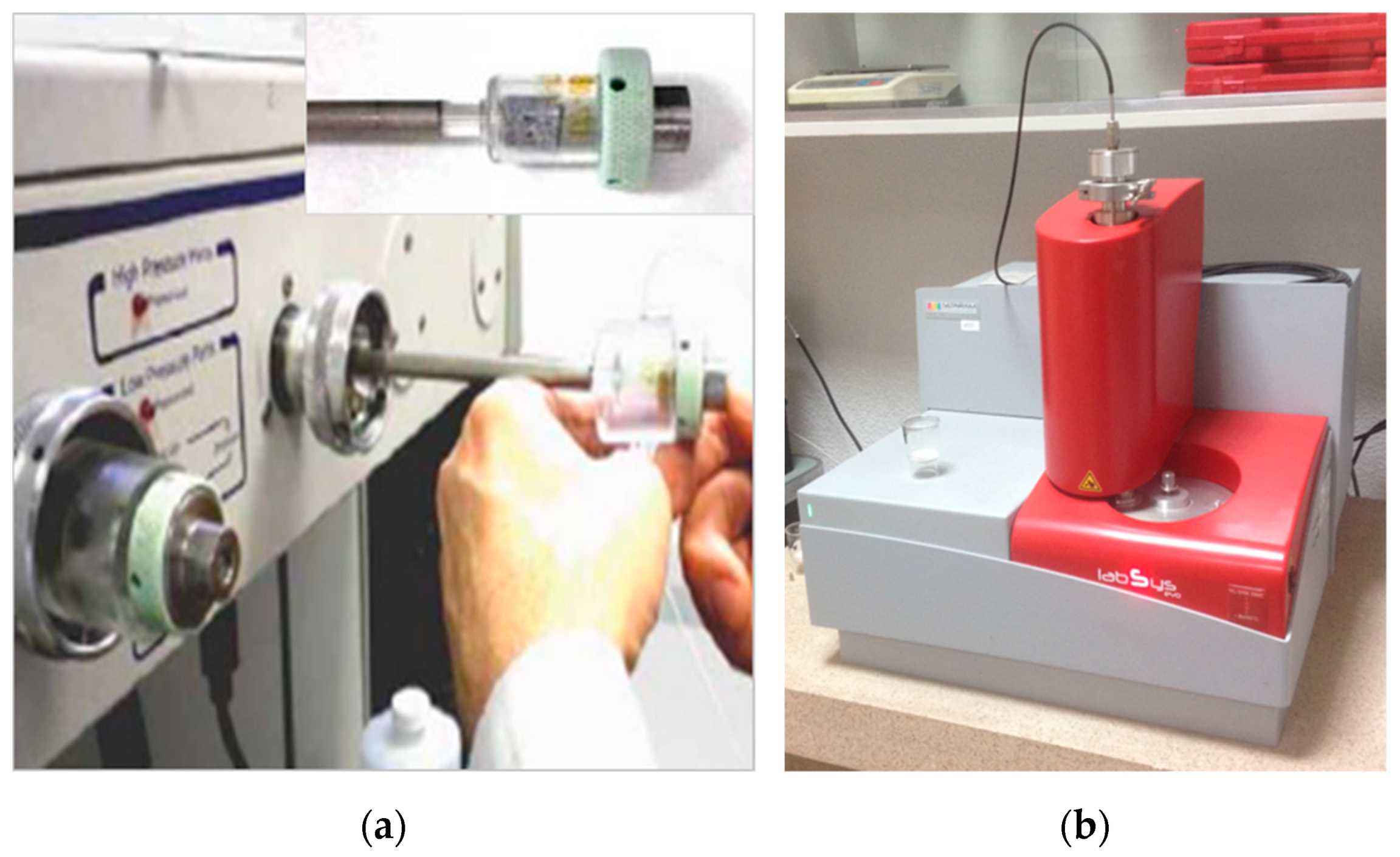
3.3. Microstructural Characterization
4. Experimental Results
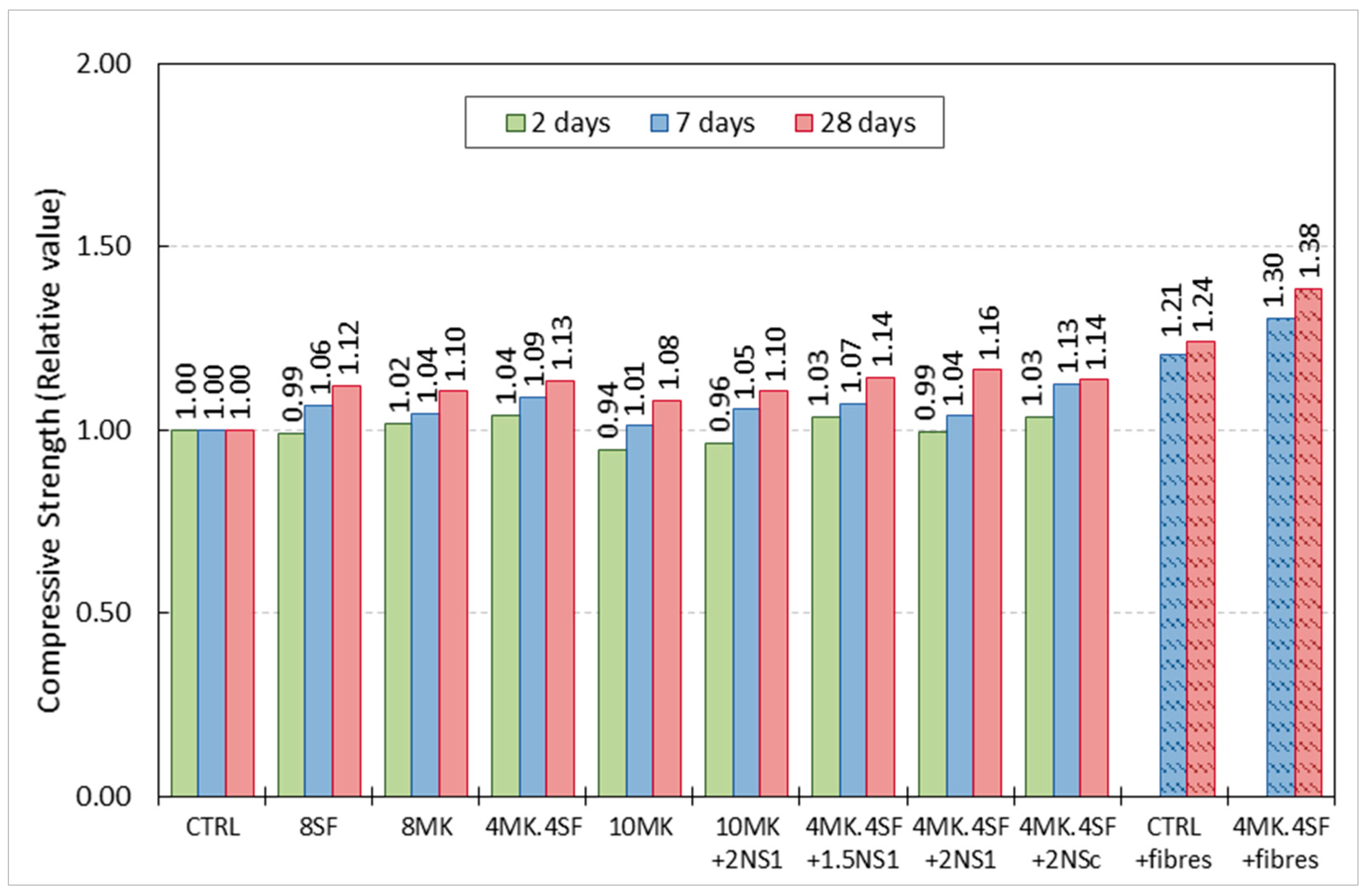
4.1. Compressive Strength
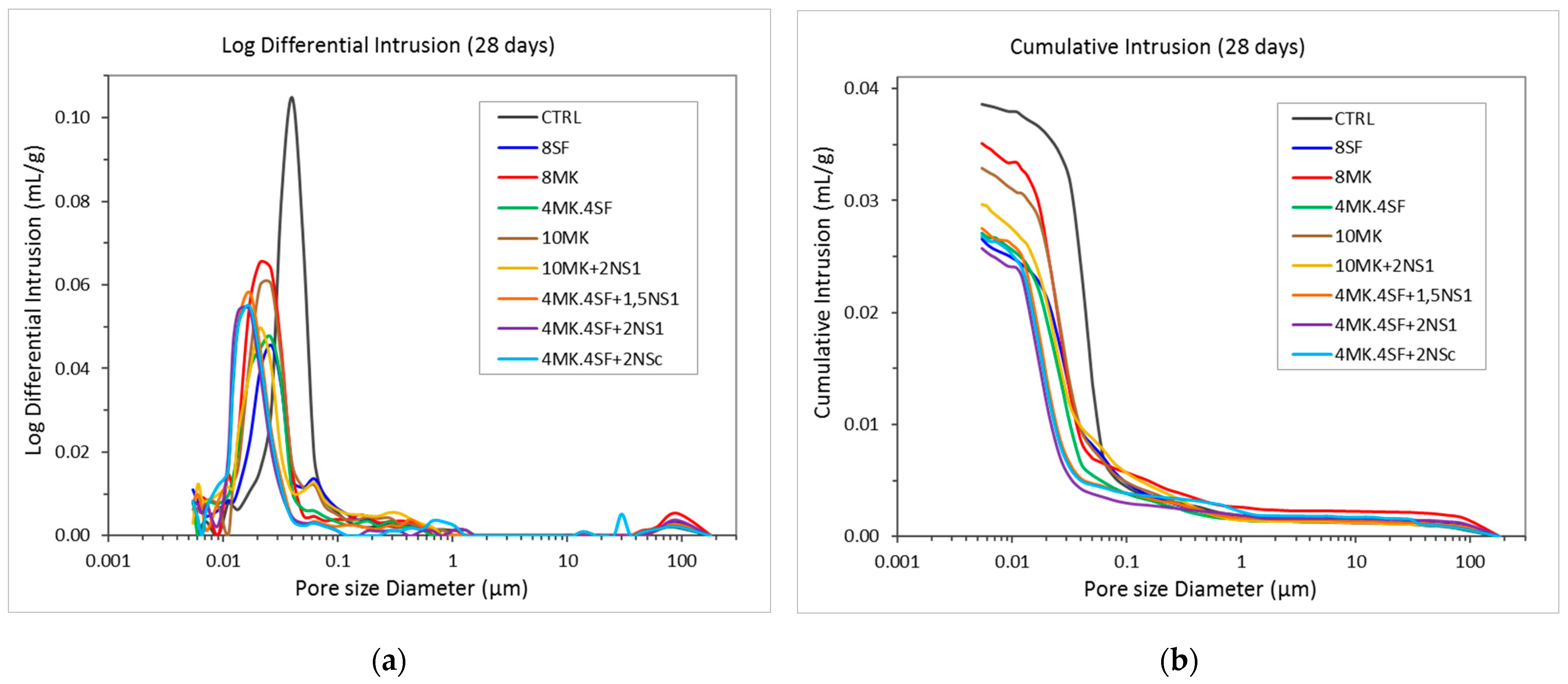
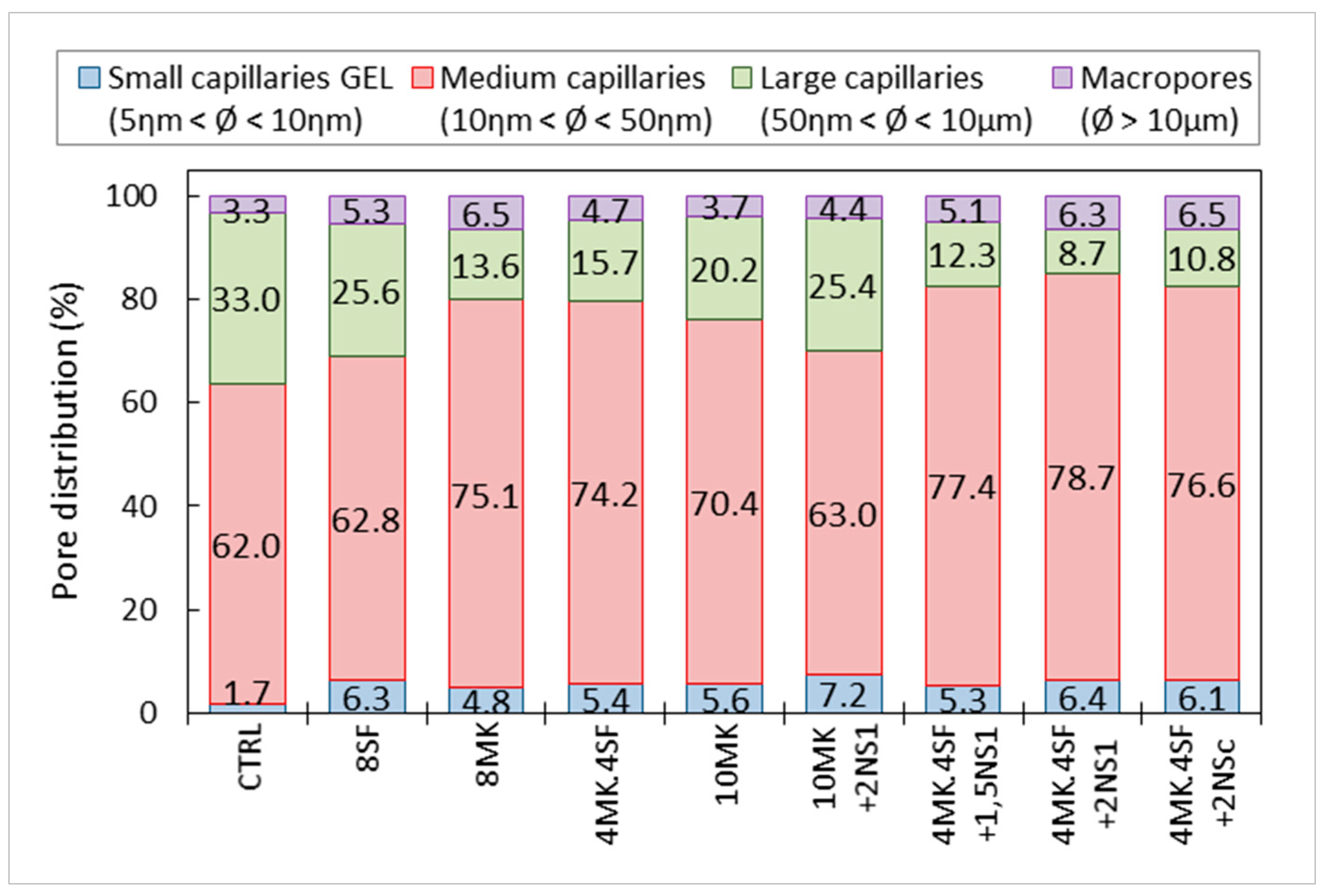
4.2. Mercury Intrusion Porosimetry (MIP)
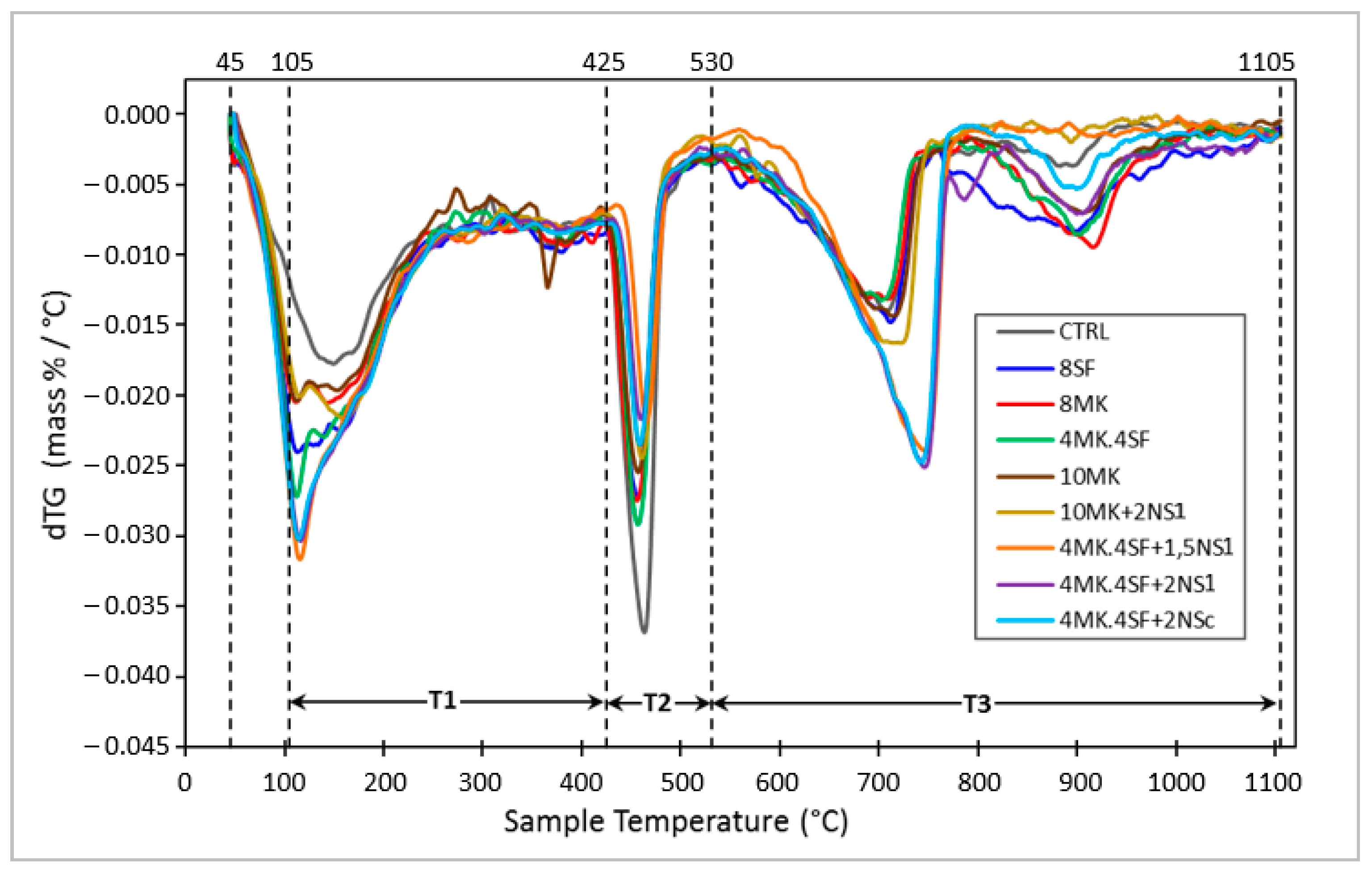
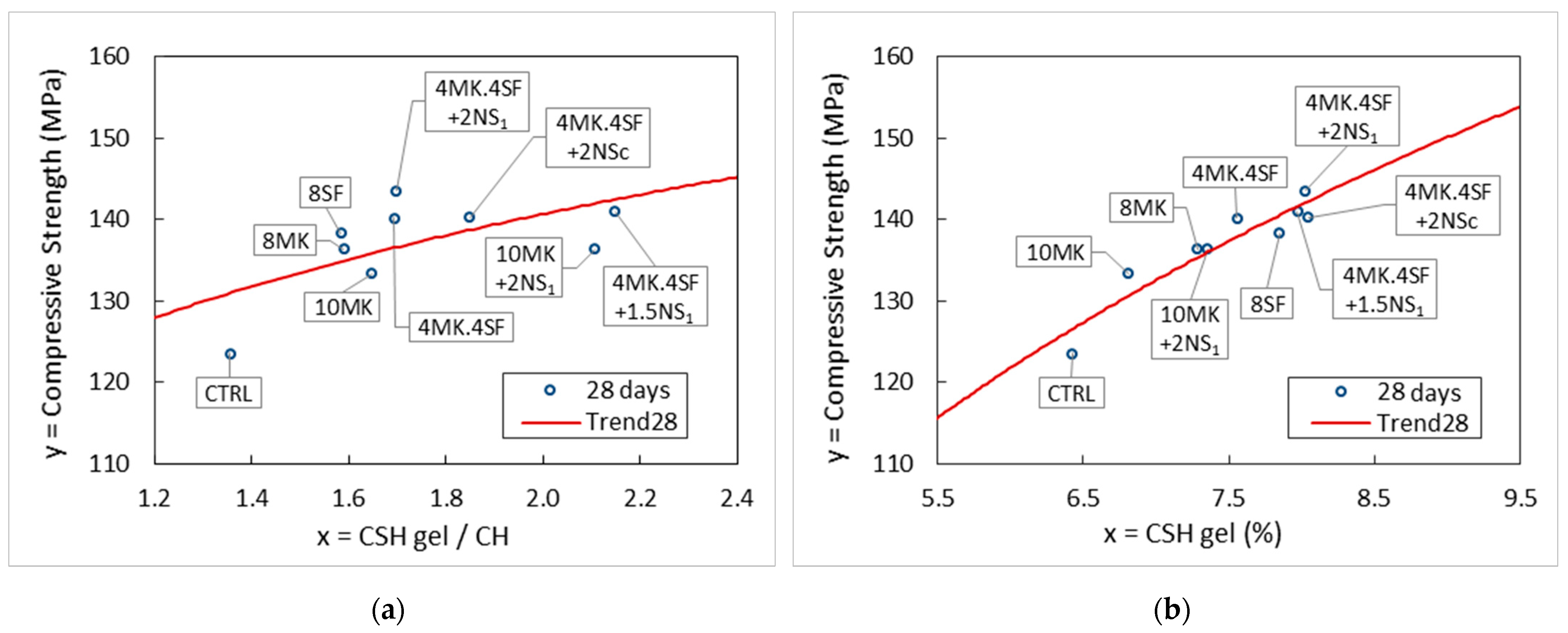
4.3. Differential Thermal and Thermogravimetric Analysis (DTA-TG)
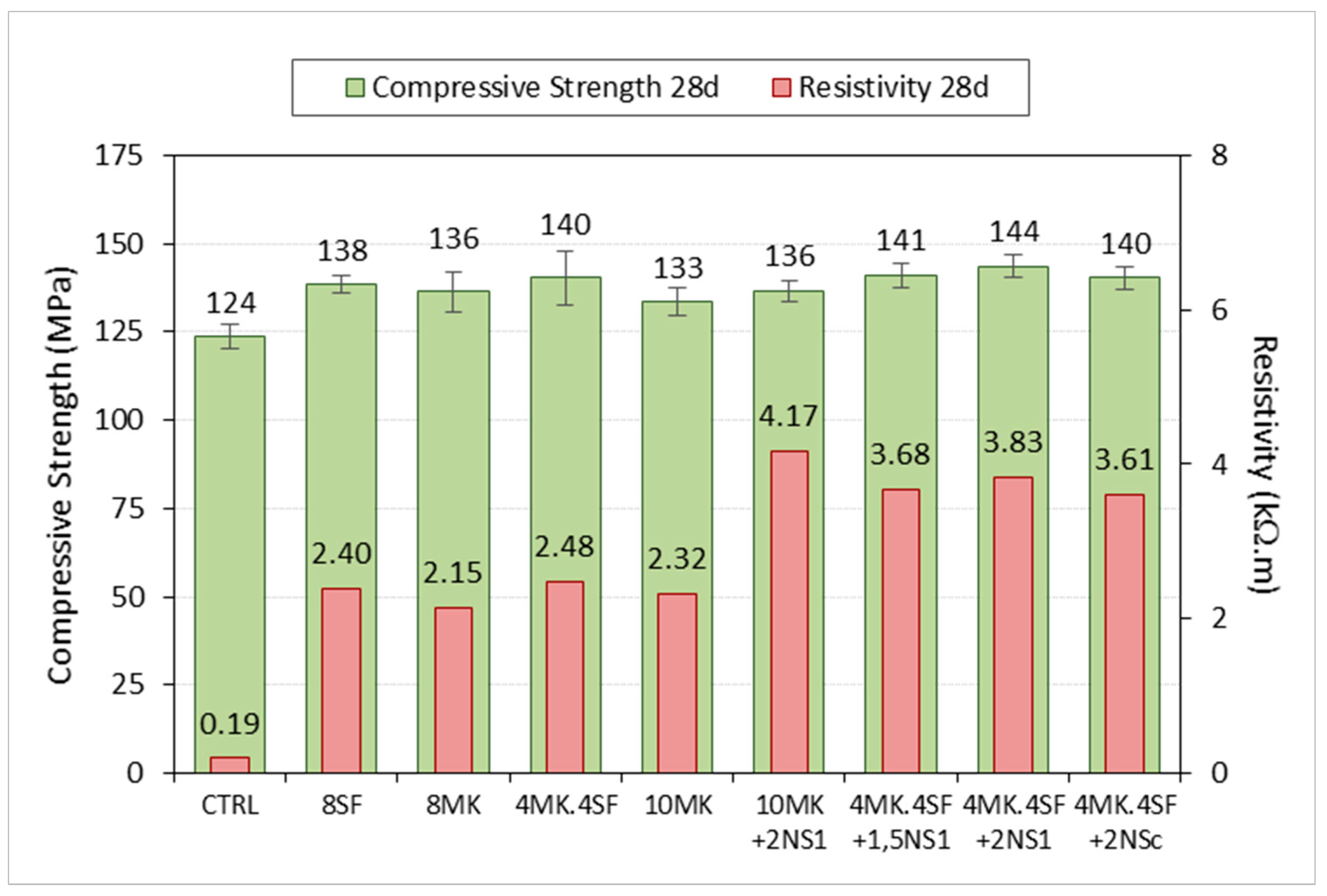
4.4. Electrical Resistivity
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| %CV | Coefficient of variation expressed as a percentage |
| CH | Calcium hydroxide or portlandite |
| CSH gel | Hydrated calcium silicate gel |
| CTRL | Reference mixture (control) |
| DTA-TG | Differential thermal and thermogravimetric analysis |
| dTG | Thermogravimetric derivative |
| fck,28d | Compressive strength at 28 days |
| fck,2d | Compressive strength at 2 days |
| fck,7d | Compressive strength at 7 days |
| HPC | High performance concrete |
| Ldc | Temperature range of decarbonation |
| Ldh | Temperature range of dehydration |
| Ldx | Temperature range of dehydroxylation |
| MIP | Mercury intrusion porosimetry |
| MK | Metakaolin (Metamax) |
| NS1 | Nanosilica 1 (Aerosil OX-50) |
| NS2 | Nanosilica 2 (Aerosil 200) |
| NSC | Combination NS1 and NS2 |
| PCE | Polycarboxylate ether superplasticizer |
| SF | Silica fume (Microsilica 940U) |
| SP | Superplasticizer |
| UHPC | Ultra-high performance concrete |
References
- Shannag, M. High strength concrete containing natural pozzolan and silica fume. Cem. Concr. Compos. 2000, 22, 399–406. [Google Scholar] [CrossRef]
- Yazici, H. The effect of curing conditions on compressive strength of ultra high strength concrete with high volume mineral admixtures. Build. Environ. 2007, 42, 2083–2089. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- de Larrard, F.; Sedran, T. Optimization of ultra-high-performance concrete by the use of a packing model. Cem. Concr. Res. 1994, 24, 997–1009. [Google Scholar] [CrossRef]
- Naaman, A.E.; Wille, K. The path to ultra-high performance fiber reinforced concrete (UHP-FRC): Five decades of progress. In Proceedings of the HiperMat 2012, Kassel, Germany, 7–9 March 2012; pp. 3–15. [Google Scholar]
- Naaman, E.A.; Wille, K. Some Correlation Between High Packing Density, Ultra-High Performance, Flow Ability, and Fiber Reinforcement of a Concrete Matrix. In Proceedings of the 2° Congresso Ibérico Sobre Betão Auto-Compactável, Guimarães, Portugal, 1–2 July 2010. [Google Scholar]
- ACI. ACI 239R-18: Ultra-High Performance Concrete: An Emerging Technology Report (2018); American Concrete Institute: Farmington Hills, MI, USA, 2018. [Google Scholar]
- Federal Highway Administration. Ultra-High Performance Concrete: A State-of-the-Art Report for the Bridge Community, FHWA-HRT-13-060; Federal Highway Administration: Washington, DC, USA, 2013.
- Hirschi, T.; Wombacher, F. Influence of Different Superplasticizers on UHPC. De Proceedings of the Second International Symposium on Ultra High Performance Concrete; Kassel University Press GmbH: Kassel, Germany, 2008. [Google Scholar]
- Shi, C.; Wu, Z.; Xiao, J.; Wang, D.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part I. Raw materials and mixture design. Constr. Build. Mater. 2015, 101, 741–751. [Google Scholar] [CrossRef]
- Oertel, T.; Hutter, F.; Tänzer, R.; Helbig, U.; Sextl, G. Primary particle size and agglomerate size effects of amorphous silica in ultra-high performance concrete. Cem. Concr. Compos. 2013, 37, 61–67. [Google Scholar] [CrossRef]
- Naaman, E.A.; Reinhardt, H.W. Proposed classification of HPFRC composites based on their tensile response. Mater. Struct. 2006, 39, 547–555. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Banthia, N. Mechanical properties of ultra-high-performance fiber-reinforced concrete: A review. Cem. Concr. Compos. 2016, 73, 267–280. [Google Scholar] [CrossRef]
- National Addition to Eurocode 2-Design of Concrete Structures: Specific Rules for Ultra-High Performance Fibre-Reinforced Concrete (UHPFRC); AFNOR: Paris, France, 2016.
- Mateckova, P.; Bilek, V.; Sucharda, O. Comparative Study of High-Performance Concrete Characteristics and Loading Test of Pretensioned Experimental Beams. Crystals 2021, 11, 427. [Google Scholar] [CrossRef]
- Du, C.; Liu, X.; Liu, Y.; Tong, T. Prediction of the Interface Shear Strength between Ultra-High-Performance Concrete and Normal Concrete Using Artificial Neural Networks. Materials 2021, 14, 5707. [Google Scholar] [CrossRef]
- Fan, D.; Yu, R.; Fu, S.; Yue, L.; Wu, C.; Shui, Z.; Liu, K.; Song, Q.; Sun, M.; Jiang, C. Precise design and characteristics prediction of Ultra-High Performance Concrete (UHPC) based on artificial intelligence techniques. Cem. Concr. Compos. 2021, 122, 104171. [Google Scholar] [CrossRef]
- Xie, T.; Fang, C.; Ali, M.M.; Visintin, P. Characterizations of autogenous and drying shrinkage of ultra-high performance concrete (UHPC): An experimental study. Cem. Concr. Compos. 2018, 91, 156–173. [Google Scholar] [CrossRef]
- Androuët, C.; Charron, J.-P. Shrinkage Mitigation of an Ultra-High Performance Concrete Submitted to Various Mixing and Curing Conditions. Materials 2021, 14, 3982. [Google Scholar] [CrossRef]
- Oertel, T.; Helbig, U.; Hutter, F.; Kletti, H.; Sextl, G. Influence of amorphous silica on the hydration in ultra-high performance concrete. Cem. Concr. Res. 2014, 58, 121–130. [Google Scholar] [CrossRef]
- García, R.; Reyes, E.; Villanueva, P.; De La Rubia, M.Á.; Fernández, J.; Moragues, A. Service Life and Early Age Durability Enhancement due to Combined Metakaolin and Nanosilica in Mortars for Marine Applications. Materials 2020, 13, 1169. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Garcia, R.; de la Rubia, M.; Enriquez, E.; del Campo, A.; Fernandez, J.; Moragues, A. Chloride binding capacity of metakaolin and nanosilica supplementary pozzolanic cementitious materials in aqueous phase. Constr. Build. Mater. 2021, 298, 123903. [Google Scholar] [CrossRef]
- Fenaux, M.; Reyes, E.; Gálvez, J.; Moragues, A.; Bernal, J. On the Tortuosity-Connectivity of Cement-Based Porous Materials. Appl. Sci. 2021, 11, 5812. [Google Scholar] [CrossRef]
- Garcia, R.; Henao, N.; De la Rubia, M.A.; Moragues, A.; Fernandez, J. Early contributing nanostructured cementitious matrix designs: Benefits in durable features at early ages. Constr. Build. Mater. 2020, 241, 117941. [Google Scholar] [CrossRef]
- Díaz, J.; Gálvez, J.; Alberti, M.; Enfedaque, A. Achieving Ultra-High Performance Concrete by Using Packing Models in Combination with Nanoadditives. Nanomaterials 2021, 11, 1414. [Google Scholar] [CrossRef] [PubMed]
- Lee, N.K.; Koh, K.; Kim, M.O.; Ryu, G. Uncovering the role of micro silica in hydration of ultra-high performance concrete (UHPC). Cem. Concr. Res. 2018, 104, 68–79. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Andreasen, A.H.M. Ueber die Beziehung zwischen Kornabstufung und Zwischenraum in Produkten aus losen Körnern (mit einigen Experimenten). Kolloid Z. 1930, 50, 217–228. [Google Scholar] [CrossRef]
- Funk, J.; Dinger, D. Predictive Process Control of Crowded Particulate Suspension, Applied to Ceramic Manufacturing; Kluwer Academic Press: Dordrecht, The Netherlands, 1994. [Google Scholar]
- de Larrard, F.; Sedran, T. Mixture-proportioning of high-performance concrete. Cem. Concr. Res. 2002, 32, 1699–1704. [Google Scholar] [CrossRef]
- Stovall, T.; De Larrard, F.L.; Buil, M. Linear packing density model of grain mixtures. Powder Technol. 1986, 48, 1–12. [Google Scholar] [CrossRef]
- EN 197-1 Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; CEN: Brussels, Belgium, 2011.
- EN 1015-3 Methods of Test for Mortar for Masonry-Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); CEN: Brussels, Belgium, 1999.
- EN 1015-11 Methods of Test for Mortar for Masonry-Part 11: Determination of Flexural and Compressive Strength Consistence of Hardened Mortar; CEN: Brussels, Belgium, 2019.
- ASTM E1131-08 Standard Test Method for Compositional Analysis by Thermogravimetry; ASTM: West Conshohocken, PA, USA, 2008.
- UNE 83988-1 Concrete Durability. Test Methods. Determination of Electrical Resistivity Part1: Direct Test; AENOR: Madrid, Spain, 2008.
- Bhatty, J. Hydration versus strength in a Portland cement developed from domestic mineral wastes—A comparative study. Thermochim. Acta 1986, 106, 93–103. [Google Scholar] [CrossRef]
- Pane, I.; Hansen, W. Investigation of blended cement hydration by isothermal calorimetry and thermal analysis. Cem. Concr. Res. 2005, 35, 1155–1164. [Google Scholar] [CrossRef]
- Monteagudo, S.; Moragues, A.; Gálvez, J.; Casati, M.; Reyes, E. The degree of hydration assessment of blended cement pastes by differential thermal and thermogravimetric analysis. Morphological evolution of the solid phases. Thermochim. Acta 2014, 592, 37–51. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Particle Size D50 | Specific Surface Area (m2/g) | |
|---|---|---|---|
| Silica sand (0.7 mm) | 0.750 | mm | - |
| Cement (type I–52.5R) | 9.630 | µm | 1.31 |
| Metakaolin (Metamax) | 3.240 | µm | 12.56 |
| Silica fume (Norway SF) | 2.820 | µm | 21.59 |
| Nano silica (Aerosil OX-50) | 0.040 | µm | 50 ± 15 |
| Nano silica (Aerosil 200) | 0.012 | µm | 200 ± 25 |
| Material | Units | CTRL | 8SF | 8 MK | 4MK4SF | 10 MK | 10 MK + 2NS1 | 4MK4SF + 1.5NS1 | 4MK4SF + 2NS1 | 4MK4SF + 2NSC |
|---|---|---|---|---|---|---|---|---|---|---|
| Cement | [kg/m3] | 1100 | 1012 | 1012 | 1012 | 990 | 968 | 995.5 | 990 | 990 |
| Silica fume (SF) | [kg/m3] | 0 | 88 | 0 | 44 | 0 | 0 | 44 | 44 | 44 |
| Metakaolin (MK) | [kg/m3] | 0 | 0 | 88 | 44 | 110 | 110 | 44 | 44 | 44 |
| Nanosilica OX-50 (NS1) | [kg/m3] | 0 | 0 | 0 | 0 | 0 | 22 | 16.5 | 22 | 16.5 |
| Nanosilica AE-200 (NS2) | [kg/m3] | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 5.5 |
| Water | [kg/m3] | 220 | 220 | 220 | 220 | 220 | 220 | 220 | 220 | 220 |
| Silica sand | [kg/m3] | 1211 | 1211 | 1211 | 1211 | 1211 | 1211 | 1211 | 1211 | 1211 |
| Superplastizicer (SP) | [kg/m3] | 17.6 | 25.3 | 26.4 | 23.1 | 26.4 | 33.0 | 26.4 | 27.5 | 30.8 |
| (% of cement + additions) | 1.6% | 2.3% | 2.4% | 2.1% | 2.4% | 3.0% | 2.4% | 2.5% | 2.8% | |
| Total | [kg/m3] | 2548.6 | 2556.3 | 2557.4 | 2554.1 | 2557.4 | 2564.0 | 2557.4 | 2558.5 | 2561.8 |
| Vpaste/Vaggregate | 1.28 | 1.33 | 1.32 | 1.32 | 1.32 | 1.33 | 1.32 | 1.33 | 1.33 | |
| Spread diameter | [mm] | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Steps | Time (s) |
|---|---|
| 1. Addition of 75% of water and all the cementitious materials. | - |
| 2. Low speed mixing. | 30 |
| 3. Low speed mixing while sand is added. | 30 |
| 4. High speed mixing. | 30 |
| 5. Resting time. Addition of 25% of water + SP (20 s before the end of this period) | 90 |
| 6. High speed mixing. | 60 |
| Compressive Strength | CTRL | 8SF | 8 MK | 4MK4SF | 10 MK | 10 MK + 2NS1 | 4MK4SF + 1.5NS1 | 4MK4SF + 2NS1 | 4MK4SF + 2NSC | CTRL + Fibres | 4MK4SF + Fibres |
|---|---|---|---|---|---|---|---|---|---|---|---|
| fck,2d [MPa] | 102 | 101 | 103 | 106 | 96 | 98 | 105 | 101 | 105 | ||
| (%CV) | (2.9) | (4.9) | (0.5) | (0.4) | (2.5) | (1.9) | (2.6) | (4.6) | (0.5) | ||
| fck,7d [MPa] | 112 | 119 | 117 | 122 | 113 | 118 | 120 | 116 | 126 | 135 | 146 |
| (%CV) | (1.1) | (0.6) | (0.1) | (7.6) | (2.1) | (3.0) | (0.8) | (6.7) | (3.6) | (1.9) | (1.7) |
| fck,28d [MPa] | 124 | 138 | 136 | 140 | 133 | 136 | 141 | 144 | 140 | 153 | 171 |
| (%CV) | (2.8) | (1.8) | (4.1) | (5.3) | (3.0) | (2.2) | (2.5) | (2.2) | (2.3) | (2.0) | (2.6) |
| Parameters | Units | CTRL | 8SF | 8 MK | 4MK4SF | 10 MK | 10 MK + 2NS1 | 4MK4SF + 1.5NS1 | 4MK4SF + 2NS1 | 4MK4SF + 2NSC |
|---|---|---|---|---|---|---|---|---|---|---|
| Total Intrusion Volume | [mL/g] | 0.0386 | 0.0265 | 0.0351 | 0.0271 | 0.0329 | 0.0297 | 0.0275 | 0.0258 | 0.0268 |
| Median Pore Diameter | [ηm] | 44.3 | 31.6 | 27.1 | 27.1 | 28.7 | 26.9 | 20.4 | 19.2 | 20.0 |
| Threshold Diameter | [ηm] | 77.1 | 95.3 | 50.4 | 50.4 | 77.1 | 77.1 | 40.3 | 40.3 | 40.3 |
| Porosity | [%] | 8.99 | 6.13 | 7.98 | 6.26 | 7.51 | 6.76 | 6.29 | 5.91 | 6.13 |
| Tortuosity | 4.45 | 4.58 | 4.56 | 4.23 | 4.21 | 10.37 | 9.84 | 4.84 | 3.87 |
| Parameters | Units | CTRL | 8SF | 8 MK | 4MK4SF | 10 MK | 10 MK + 2NS1 | 4MK4SF + 1.5NS1 | 4MK4SF + 2NS1 | 4MK4SF + 2NSC |
|---|---|---|---|---|---|---|---|---|---|---|
| T1 (105–425 °C) | [%] | 6.43 | 7.85 | 7.28 | 7.56 | 6.81 | 7.35 | 7.97 | 8.02 | 8.04 |
| T2 (425–530 °C) | [%] | 2.94 | 2.26 | 2.27 | 2.25 | 2.04 | 1.79 | 1.60 | 1.74 | 1.82 |
| T3 (530–1105 °C) | [%] | 4.39 | 6.57 | 5.65 | 5.39 | 5.11 | 4.16 | 5.16 | 7.29 | 6.18 |
| Total combined water (T1 + T2 + 0.41 × T3) | [%] | 11.17 | 12.80 | 11.87 | 12.02 | 10.94 | 10.85 | 11.68 | 12.75 | 12.39 |
| Equivalent calcium (CH) (T2 + 0.41 × T3) | [%] | 4.74 | 4.96 | 4.58 | 4.46 | 4.13 | 3.49 | 3.71 | 4.73 | 4.35 |
| CSH gel/CH T1/(T2 + 0.41 × T3) | 1.36 | 1.58 | 1.59 | 1.69 | 1.65 | 2.11 | 2.15 | 1.70 | 1.85 |
| Parameters | Units | CTRL | 8SF | 8 MK | 4MK4SF | 10 MK | 10 MK + 2NS1 | 4MK4SF + 1.5NS1 | 4MK4SF + 2NS1 | 4MK4SF + 2NSC |
|---|---|---|---|---|---|---|---|---|---|---|
| Resistivity | [kΩ.m] | 0.184 | 2.400 | 2.150 | 2.485 | 2.325 | 4.170 | 3.680 | 3.830 | 3.610 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paredes, J.A.; Gálvez, J.C.; Enfedaque, A.; Alberti, M.G. Matrix Optimization of Ultra High Performance Concrete for Improving Strength and Durability. Materials 2021, 14, 6944. https://doi.org/10.3390/ma14226944
Paredes JA, Gálvez JC, Enfedaque A, Alberti MG. Matrix Optimization of Ultra High Performance Concrete for Improving Strength and Durability. Materials. 2021; 14(22):6944. https://doi.org/10.3390/ma14226944
Chicago/Turabian StyleParedes, Julio A., Jaime C. Gálvez, Alejandro Enfedaque, and Marcos G. Alberti. 2021. "Matrix Optimization of Ultra High Performance Concrete for Improving Strength and Durability" Materials 14, no. 22: 6944. https://doi.org/10.3390/ma14226944