1. Introduction
Functionally graded materials (FGMs) constitute a class of modern materials that allow the combination of unique physical, mechanical and chemical characteristics inherent in dissimilar materials into a single application or product. FGMs from aluminum alloys are fabricated with the use of various processes, such as gravitational, centrifugal or magnetic field-assisted casting [
1,
2], spark plasma sintering and infiltration [
3]. Microstructures and defects formed in a transition zone between two dissimilar alloys are of special importance from the viewpoint of mechanical strength and corrosion. Therefore, great attention must be paid to studying and improving transition zone characteristics.
For instance, gravitational casting methods allowed the production of transition zones characterized by the presence of oxide and slug inclusions as shown by the example of AlSi7Mg0.3/AlSi12CuNiMg FGM [
4]. Therefore, more effective casting methods were used, such as the centrifugal casting of such alloys as AA356, AA413 and AA390 to achieve the effect of grading the content of Si from hypoeutectic to hypereutectic [
5]. Moreover, AA2014-SiC centrifugal cast and aged FGMs were obtained that allowed an improvement in their hardness and resistance to fatigue as compared to their standard cast states [
6]. The wear resistance and strength characteristics of AA6061 and AA6061/SiC FGMs were also improved by centrifugal casting [
7]. Al-Zn, Al-Ni and Al-Cu FGMs were obtained via directional solidification in a static magnetic field [
8]. High-strength Al3003/Al6063 FGM was successfully fabricated using hot extrusion for multifunctional applications [
9].
However, the use of the traditional above-described methods for fabricating FGMs does not allow the fabrication of complex-shaped void- and crack-free components with the desired composition gradient. Another drawback is a necessity to allow for extra thickness for further machining.
Additive manufacturing is a fast-developing technology that is being increasingly more widely applied to mass-scale production, in particular, for direct energy deposition (DED) from wire by means of arc or plasma transferred arc additive manufacturing (WAAM) or electron beam additive manufacturing (EBAM).
DED methods possess a number of well-known advantages over other additive methods, such as selective laser melting (SLM) and spark plasma sintering (SPS). The DED process allows in situ control of the wire (wires) feed along with other process parameters, thus growing a near-net shape article even from dissimilar materials [
10]. The layer-by-layer DED fabrication of FGMs is very difficult work not only from the viewpoint of selecting the appropriate process and adjusting its parameters but also due to the differences of the physical and chemical characteristics of the dissimilar materials used. The problems resulting from these differences in DED may even be unavoidable and insuperable from the viewpoint of obtaining functional, resilient and defectless FGMs [
11].
WAAM is a rather simple process that provides a very high deposition rate, which, however, does not guarantee the absence of defects, such as pores, especially when building up thin walls from aluminum alloys [
12,
13,
14]. The WAAM fabrication of thin-walled components from AA5356 and AA4047 was studied to show that both arc discharge length and pulse energy may have an effect on deposition accuracy [
15]. SLM allows one to obtain good quality components from aluminum alloys [
16,
17,
18], but obtaining zero porosity is a problem with this method even when using such alloy as AlSi10Mg [
19].
The quality (and therefore the high costs of source powders) is another limitation of this method. Nevertheless, a Ti6Al4V/Al12Si FGM with brittle TiSi
2 and Ti
3Al intermetallic compounds (IMCs) in the transition zone was obtained using the laser engineered net shaping (LENS) method [
20]. For example, an AlSi10Mg alloy was SLM deposited on an Al-Cu-Ni-Fe-Mg substrate with good adhesion [
21]. A hybrid approach was proposed by Dolev et al., which allowed the expansion of the nomenclature of SLM-made Ti-6Al-4V high-strength articles [
22].
EBAM allows the fine controlling and in situ monitoring of the process parameters, and, therefore, it is widely used for the growing variety of materials and components [
23,
24,
25,
26,
27,
28]. The application of EBAM on aluminum alloys is limited because of the evaporation of alloying elements, such as Mg and Zn, which is the function of heat input. Nevertheless, there are examples of using EBAM for the fabrication of dense components from aluminum alloys [
29,
30,
31,
32], including those of the 7XXX and 2XXX series, which were inclined to hot cracking [
33].
EBAM was successfully applied for the fabrication of defectless Cu-AISI 304 stainless steel FGMs by feeding two wires simultaneously [
34,
35]. A hybrid powder bed/wire EBAM allowed a fully dense CuAl-B
4C FGM to be obtained [
36]. Another attempt was devoted to growing an AA5356 wall on an AA7075 substrate [
37] in order to improve the corrosion resistance of the latter. Admixing Mg into the AA7075/AA5356 transition zone proved to be detrimental for its corrosion resistance due to the precipitation of anodic Al–Cu–Zn–Mg and Mg
2Si particles. The as-deposited AA5356 zone was characterized by pure pitting corrosion due to the presence of anodic Mg
2Si particles, which suffer Mg dealloying during corrosion and impair its corrosion resistance. Using a Mg-free aluminum alloy to form a transition zone on the AA7075 substrate would be interesting from the considerations mentioned above. Si is another component of Mg
2Si detrimental particles, and, therefore, the effect of admixing it with a low Mg AA7075 metal in the transition zone has to be analyzed.
Aluminum 4XXX alloys contain silicon that attains high fluidity to the melt, provides low shrinking in solidification and good weldability. In addition, the good corrosion resistance of alloys such as AA4047 allows its use for the fabrication of cast engine blocks and wheels. Therefore, it could be worthwhile to fabricate a component that will combine the useful characteristics of alloys such as AA7075 and AA4047, i.e., high mechanical strength and corrosion resistance, respectively. It is unavoidable that some transition zone will form between these two parts whose mechanical and corrosion characteristics should be studied as dependent on the process parameters. The main characteristic of the EBAM that determines structural evolution in the transition zone is the heat input. It is desirable to adjust the heat input depending on the heat removal conditions and solidification during layer-by-layer deposition. Such an approach has previously been used on the AA7075/AA5356 system [
37].
The objective of this work is to study the microstructures, mechanical characteristics and corrosion resistance of a transition zone formed by EBAM from an AA4047 wire on an AA7075 substrate.
2. Materials and Methods
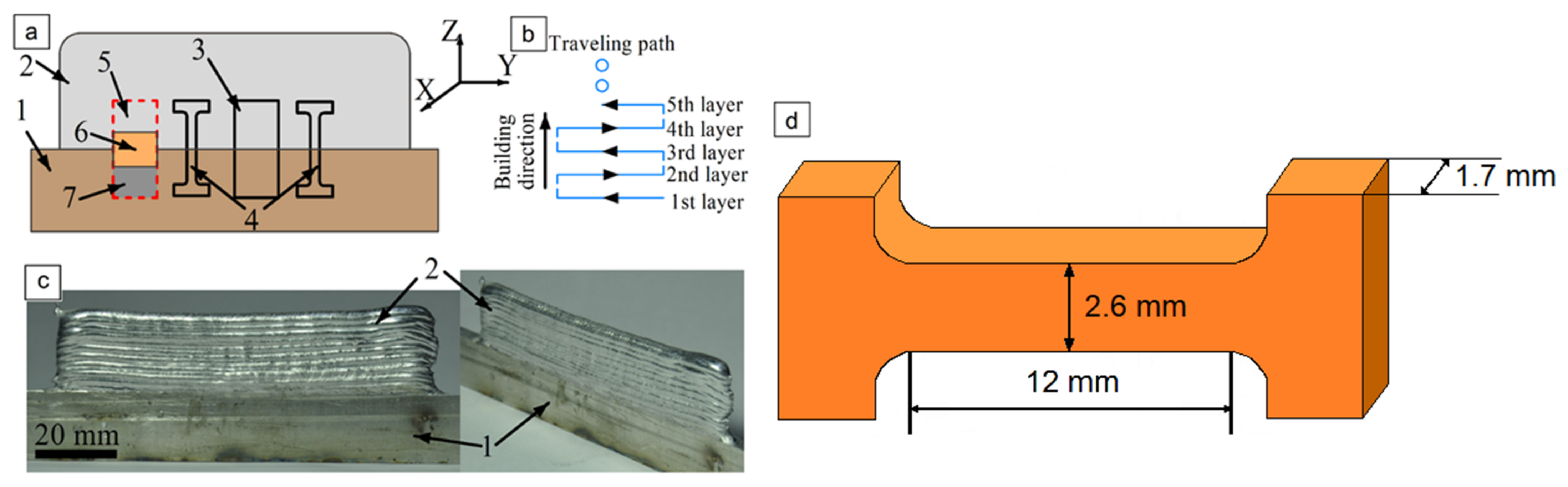
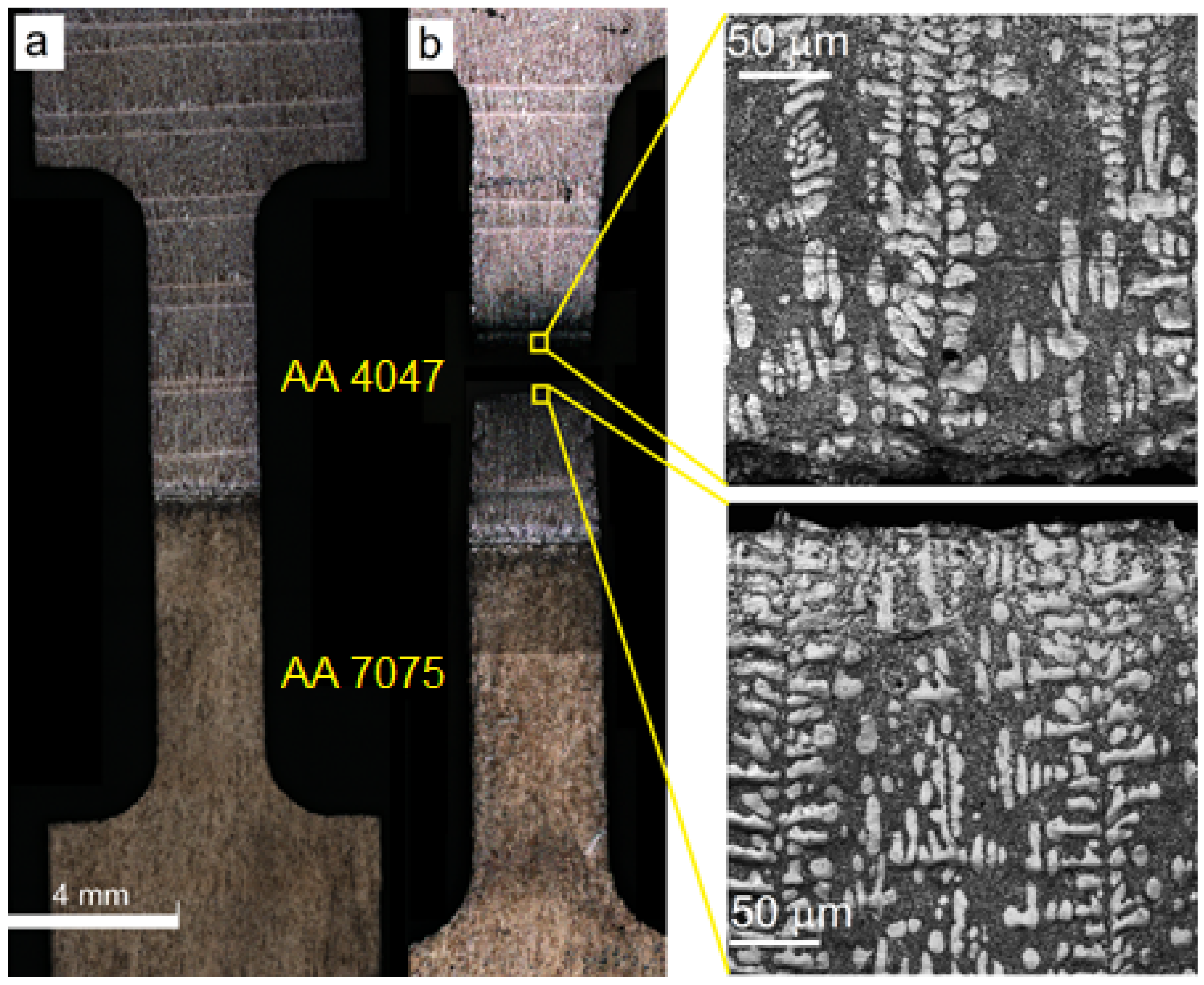
Thin-wall samples (
Figure 1c) were fabricated using layer-by-layer electron beam melting and deposition of AA4047 (
Table 1) Ø 1.2 mm wire on an AA7075-T42 (hereinafter AA7075) (
Table 2) 19.5 mm in height and 5 mm in thickness substrate. Residual pressure in the chamber was −5·10
−5 Pa. Deposition rate, wire feed rate, beam current and accelerating voltage were 380 mm/min, 1344 mm/min, 20 μA and 30 kV, respectively. The wall dimensions (with substrate) were 95, 39 and 5 mm. The deposition strategy is shown in
Figure 1b.
Samples were cut off from the printed wall and then characterized for microstructures, tensile strength, microhardness and corrosion resistance (
Figure 1a). Samples for metallographic studies were prepared using mechanical grinding, polishing with the use of diamond pastes and etching in the Keller reagent (2 mL HF (48%); 3 mL HCl; 5 mL HNO
3; 190 mL H
2O) for 2 min. Optical confocal microscope Olympus (Olympus Scientific Solutions Americas, Waltham, MA United States), scanning electron microscope LEO EVO 50 (ZEISS, Oberkochen, Germany) attached with an EDS add-on, and transmission electron microscope JEOL JEM-2100 (JEOL Ltd., Tokyo, Japan) were used to study the microstructures and corroded surfaces of the samples. Phase composition was identified using an XRD instrument, DRON-7 (Burevestnik, Saint Petersburg, Russia), CoKa radiation, λ = 17,902 Å, operating at 36 kV and 22 mA with a scan range of 15–165° (2θ), step size of 0.05° and counting time of 17 s.
Microhardness was measured using a «Duramin-5» (Struers A/S, Ballerup, Danemark) microhardness tester at 50 N load. Tensile machine Testsystem 110M-10 (Testsystems, Ivanovo, Russia) was used for the determination of strength characteristics.
Corrosion testing in 3.5% NaCl was carried out using a potentiodynamic method and an Electrochemical Instruments P-45X (Electrochemical Instruments, Chernogolovka, Russia) potentiostat. The samples that were cut off according to the scheme in
Figure 1a were used as working electrodes, while the reference one was Ag/AgCl with 3.5 M solution of KCl. A counter-electrode was a graphite rod.
4. Discussion
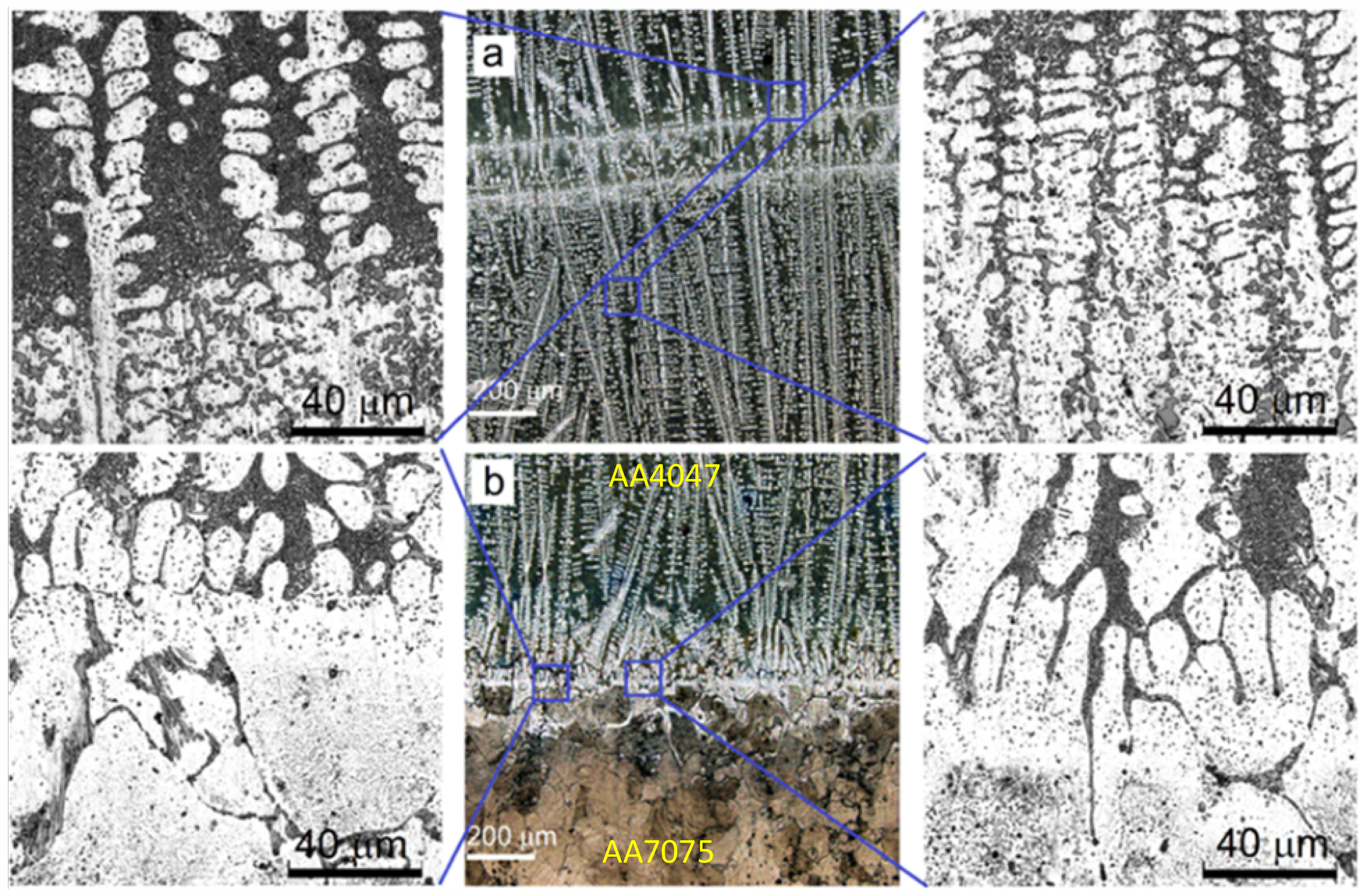
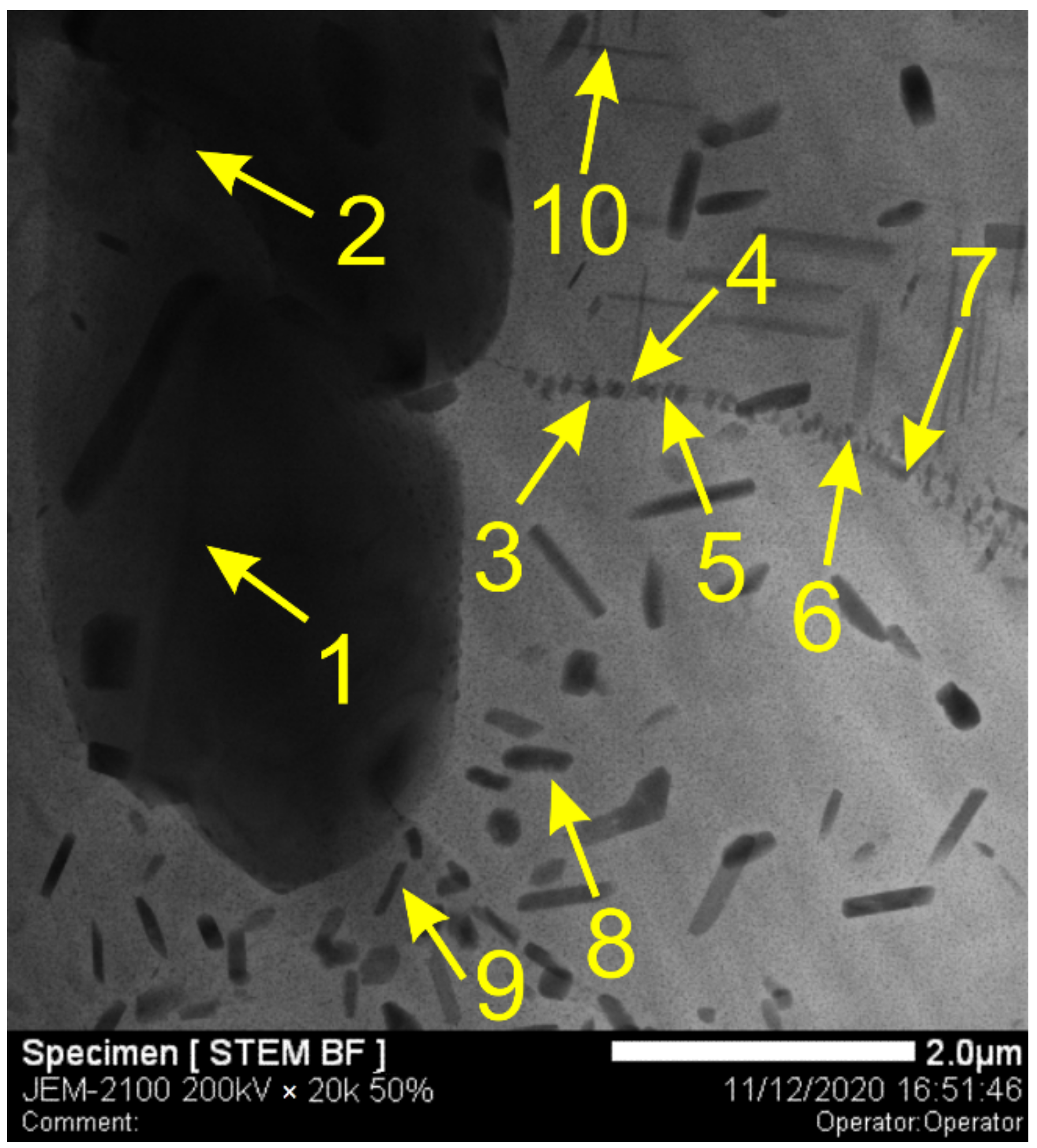
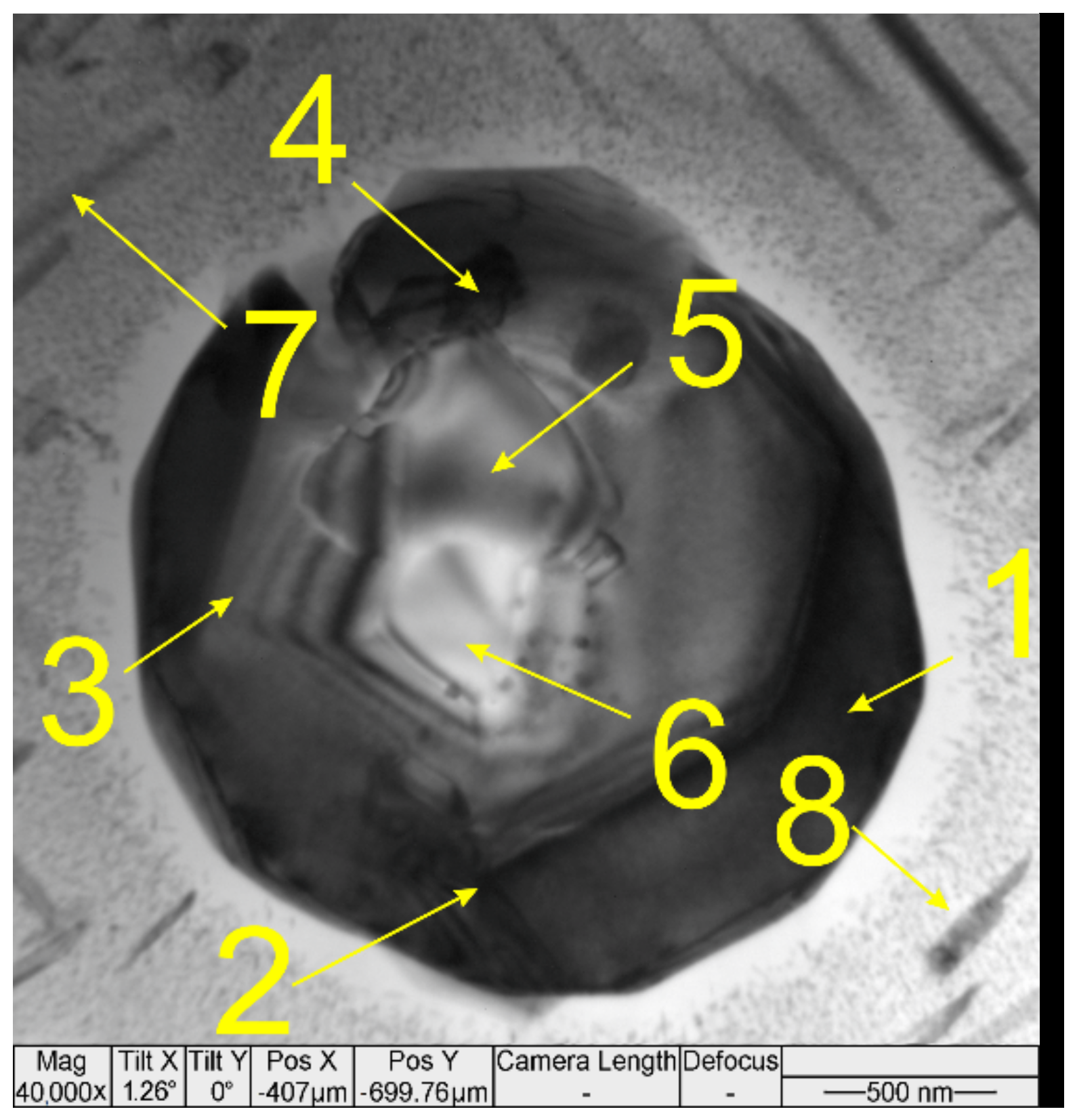
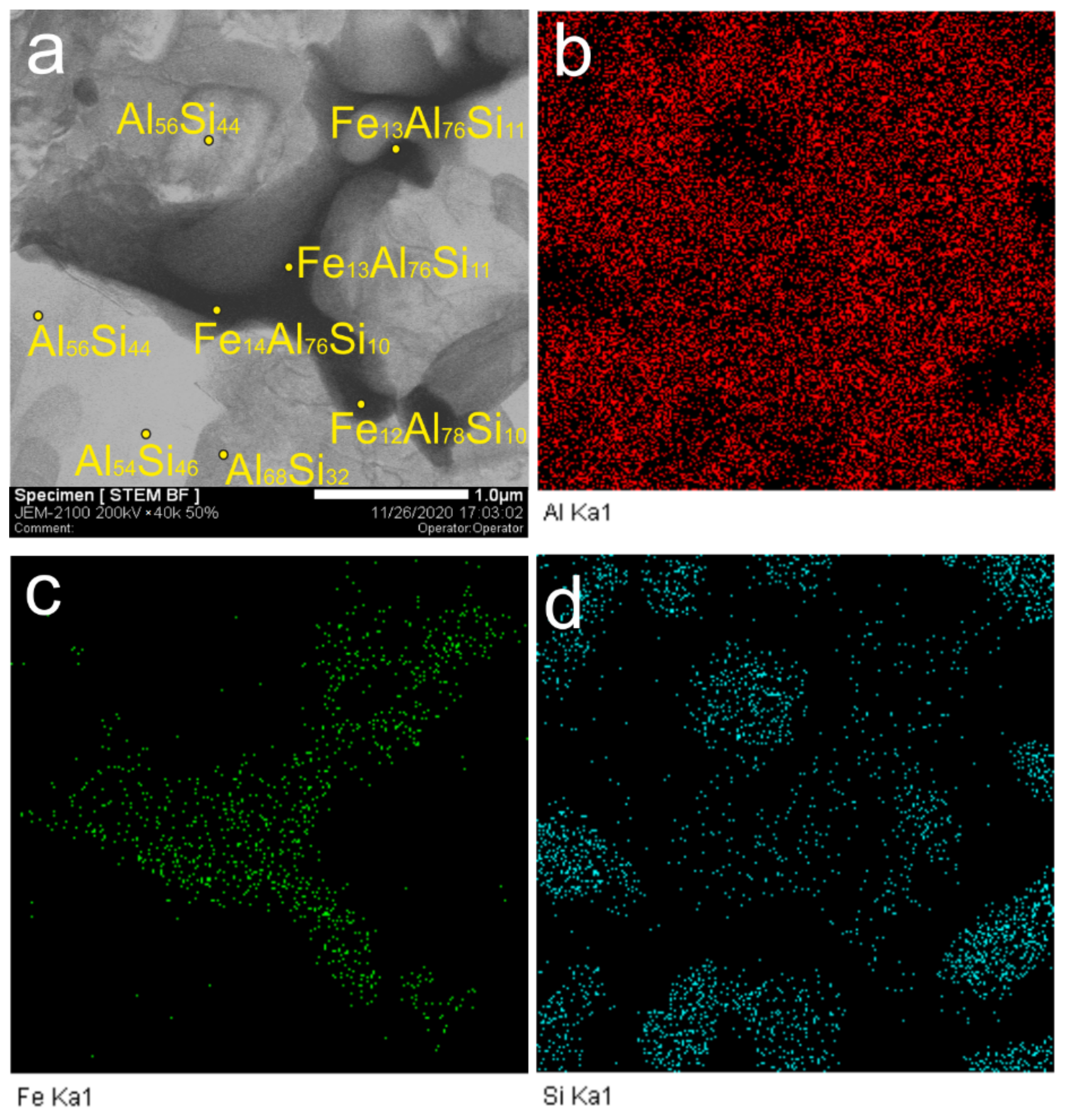
The melting and transferring of AA4047 wire to the melt pool formed on an AA7075 substrate by an electron beam allowed us to obtain a narrow transition zone between two alloys where components of both alloys admixed and solidified in the form of aluminum alloy dendrites, interdendritic spaces filled with Al/Si eutectics and coarse intermetallic particles (agglomerates). According to the EDS profiles in
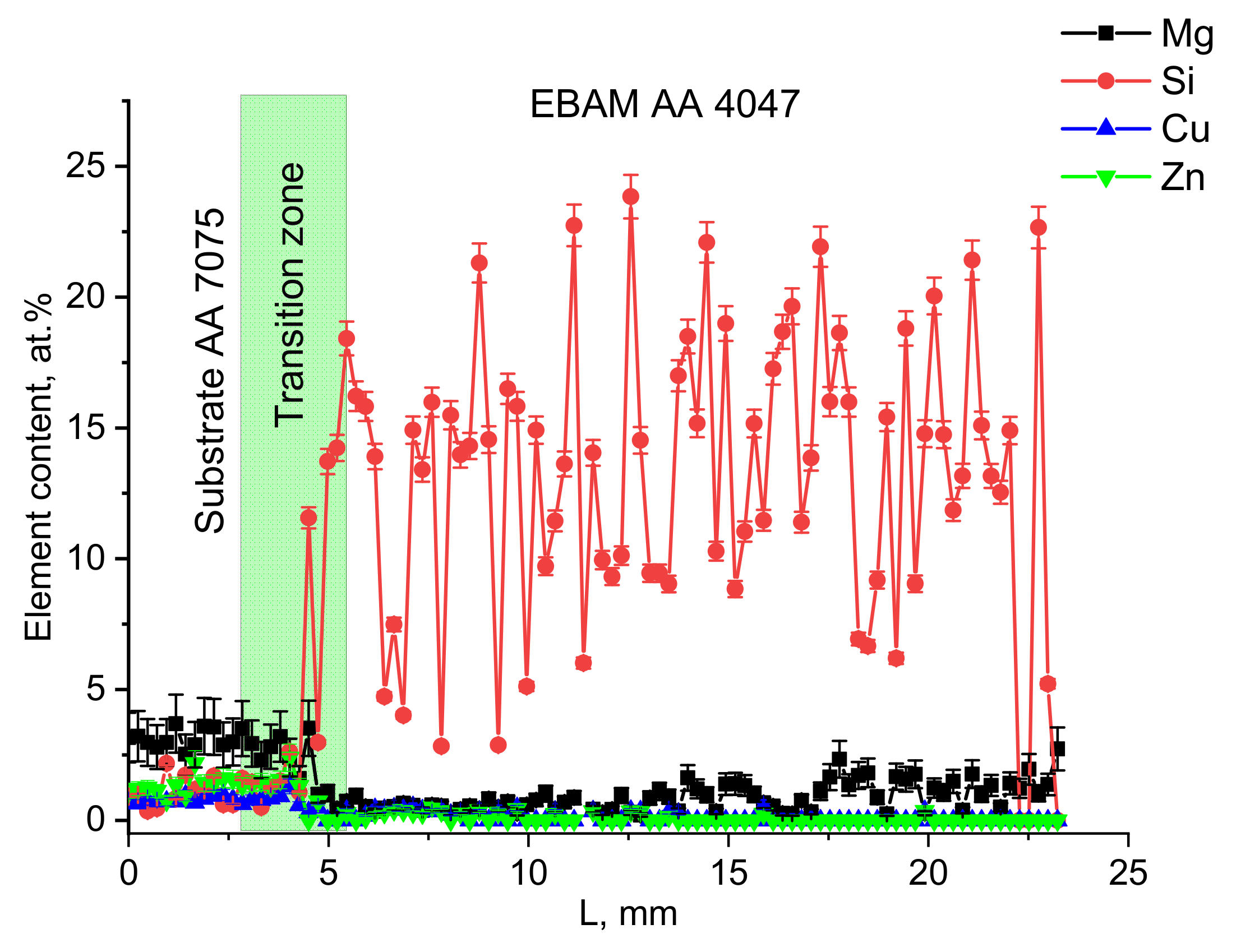
Figure 5, high-density elements, such as Zn and Cu, stay in the bottom part of the transition zone as well as lighter-than-Al magnesium despite the fact that its somewhat increased concentration was detected in the top part of the wall. Such a finding may be caused by some floating of the magnesium in partial layer-by-layer remelting. The distribution of silicon across the transition zone also shows a sharp threshold between the bottom and top parts of the zone.
Therefore, a sharp concentration threshold exists instead of a somewhat wide transition zone. Such a finding can only be explained by the lack of intense intermixing in the melted pool. Several factors determine the intensity of metal intermixing in the pool, such as the intensity of heating, convection and density differences. The intensity of convection is dependent on the heat input, which has to be limited to also avoid the boiling and loss of such alloying elements as Mg and Zn.
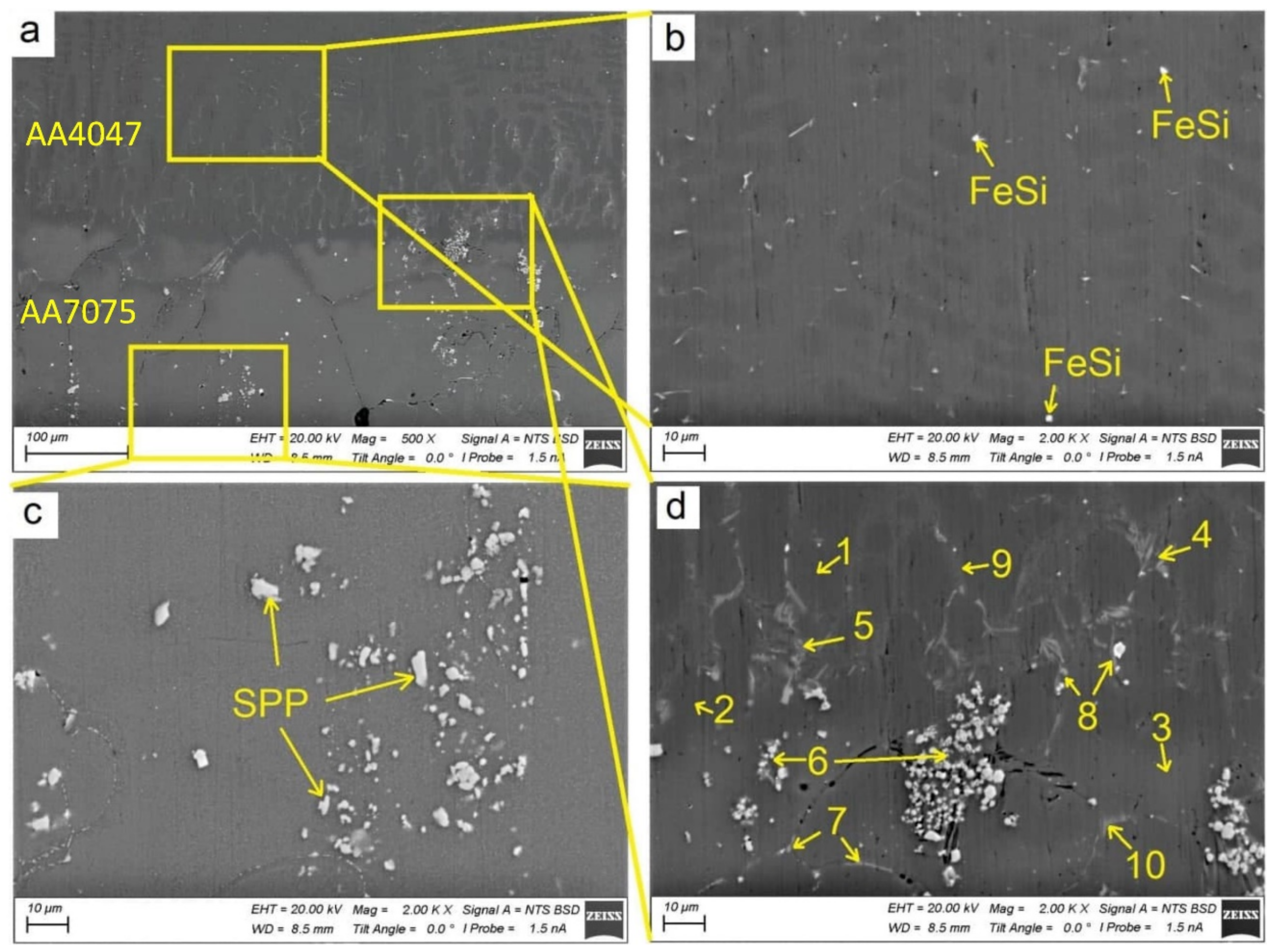
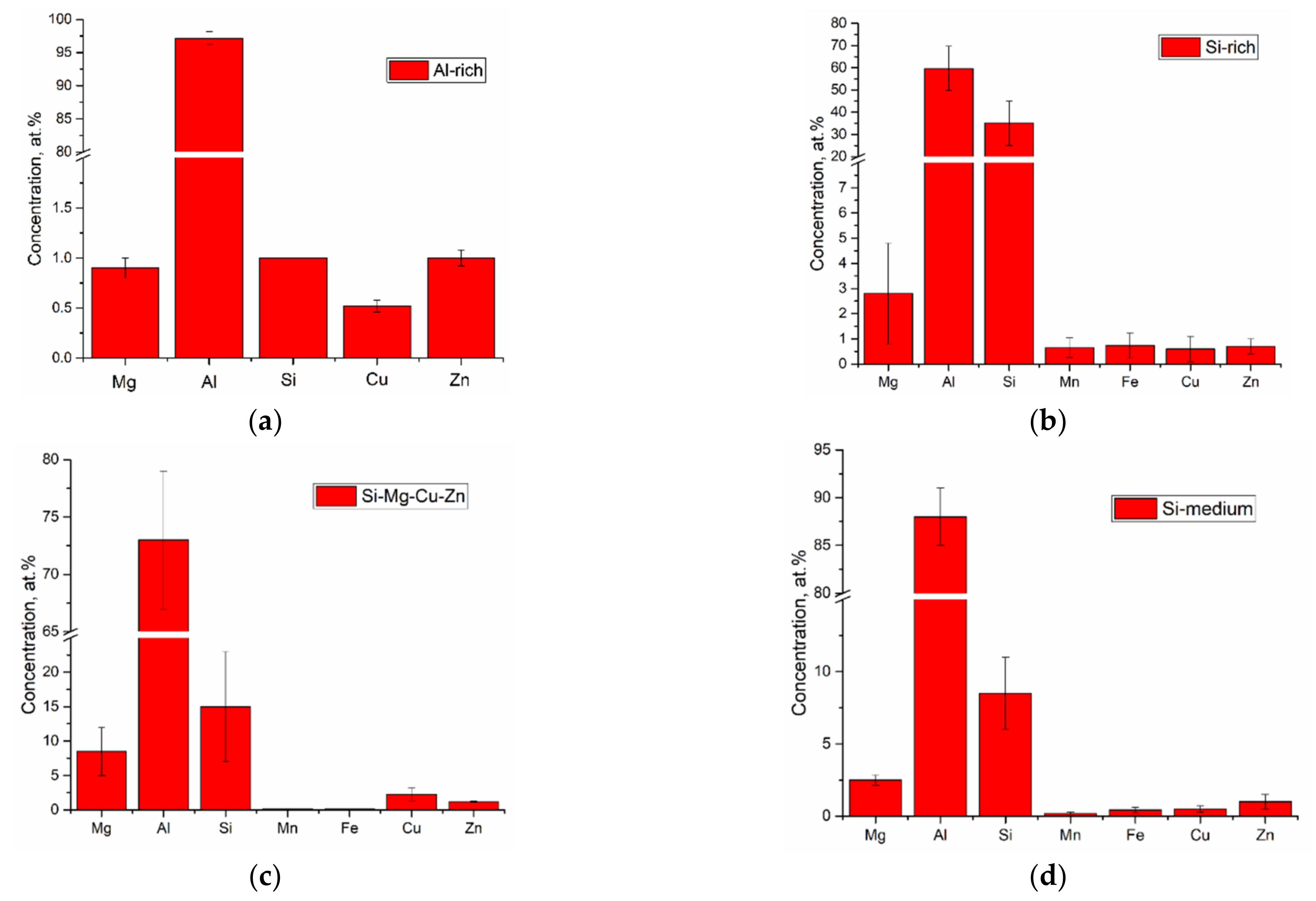
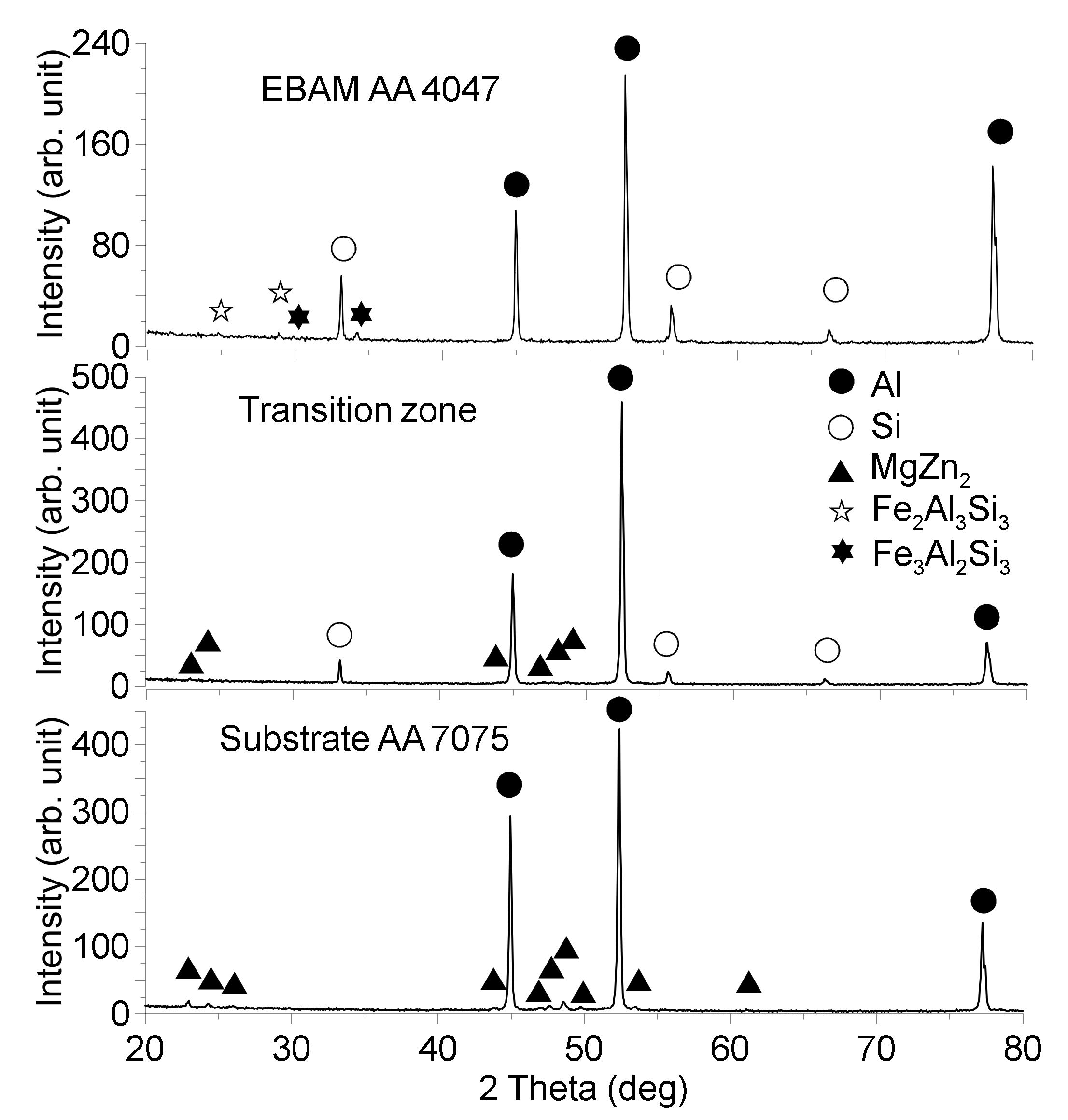
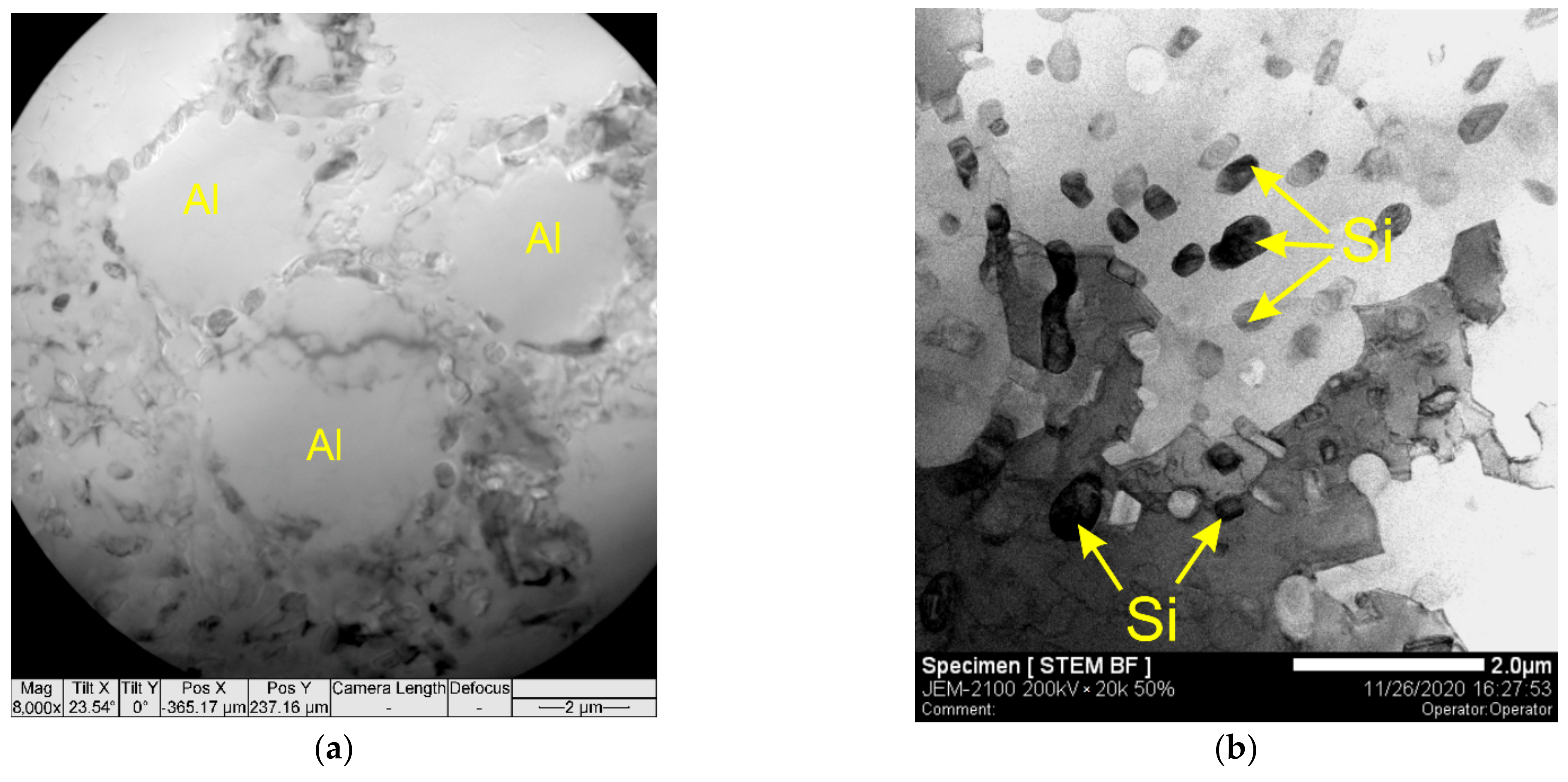
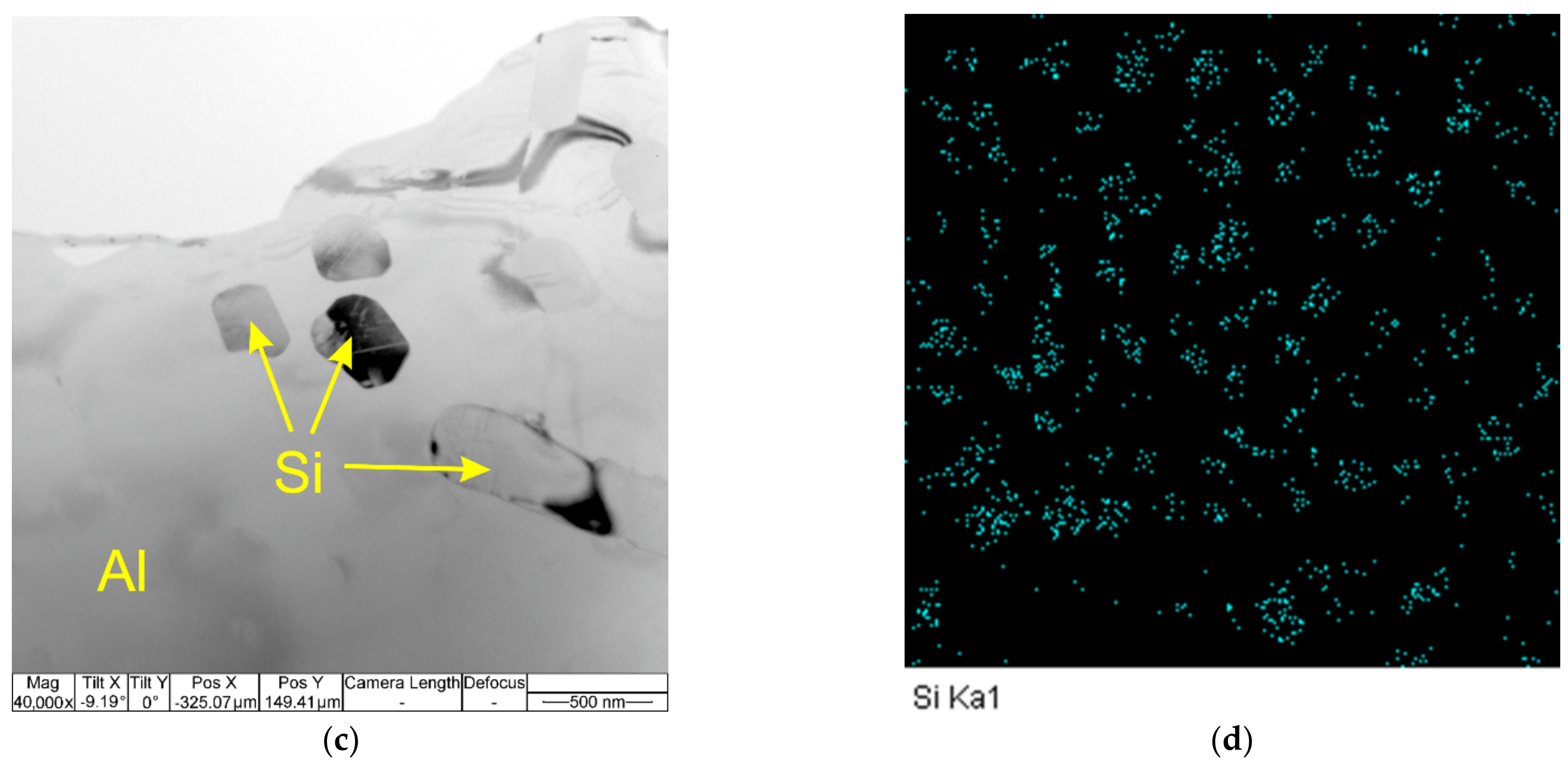
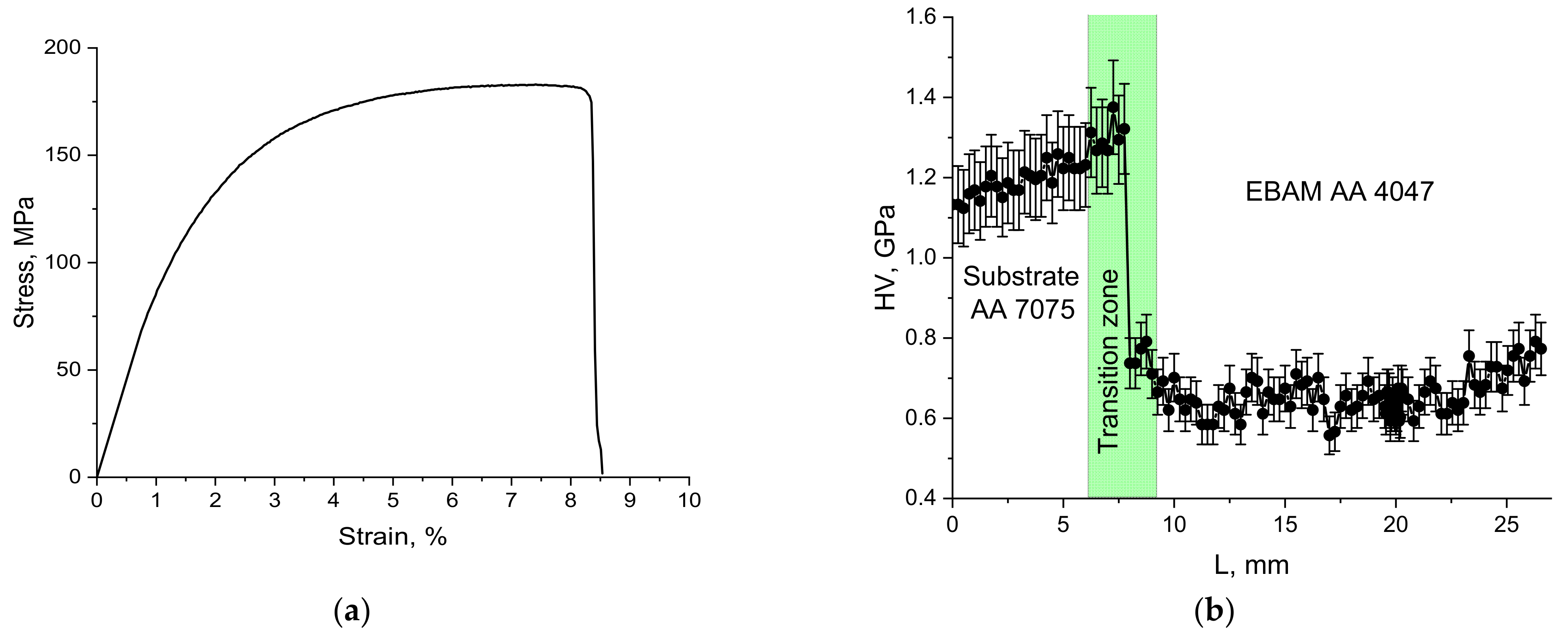
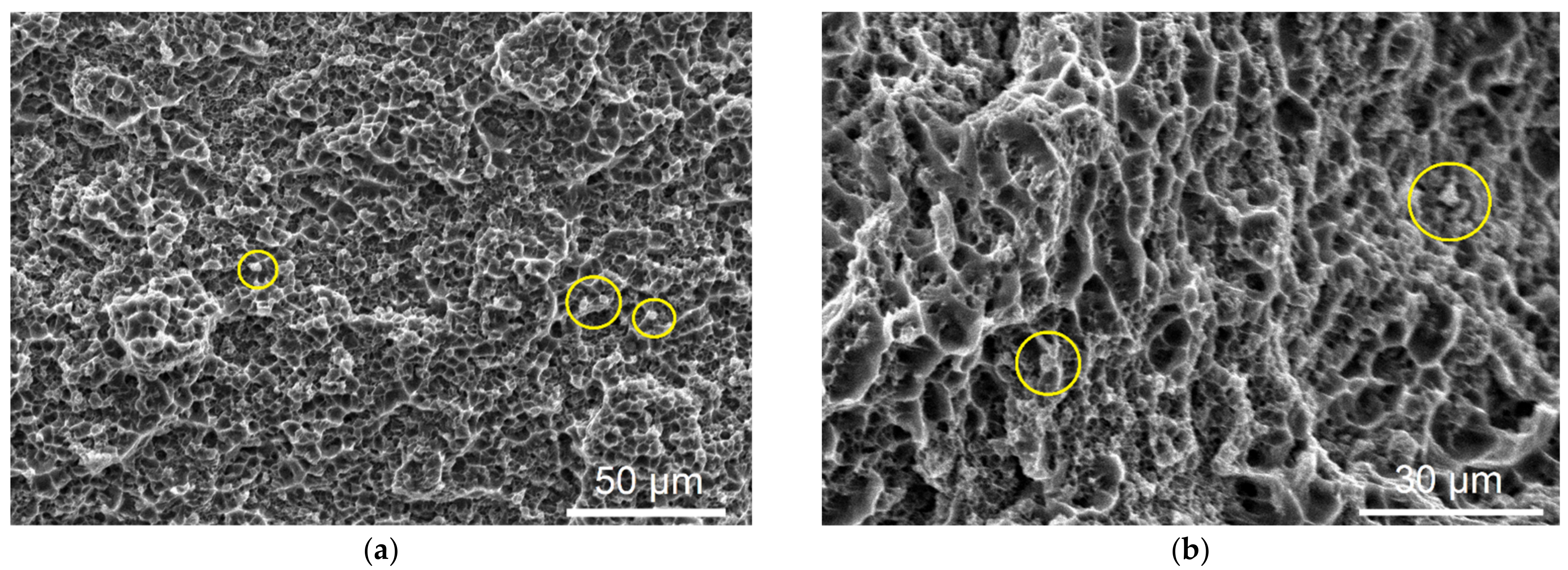
The phase composition of the transition zone is determined by the distribution of alloying elements and impurities. The magnesium-, copper- and zinc-rich bottom part contains all particles inherent in the AA7075 substrate, while the top part shows more Si in the form of the core–shell Mg2Si/ν-phase particles. The as-deposited AA-4047 is composed of aluminum dendrites and Al/Si eutectics, thus representing as-cast AA4047 structures without any reinforcing fine and coherent precipitates. The microhardness test showed its hardness at the level of 0.6 GPa as compared to 1.25 and 1.3 GPa of the AA-7075 heat-affected zone and bottom part of the transition zone, respectively. Therefore, the tensile test results showed that fracture occurred in this zone with the minimum strength as compared to those of AA7075 substrate and transition zone.
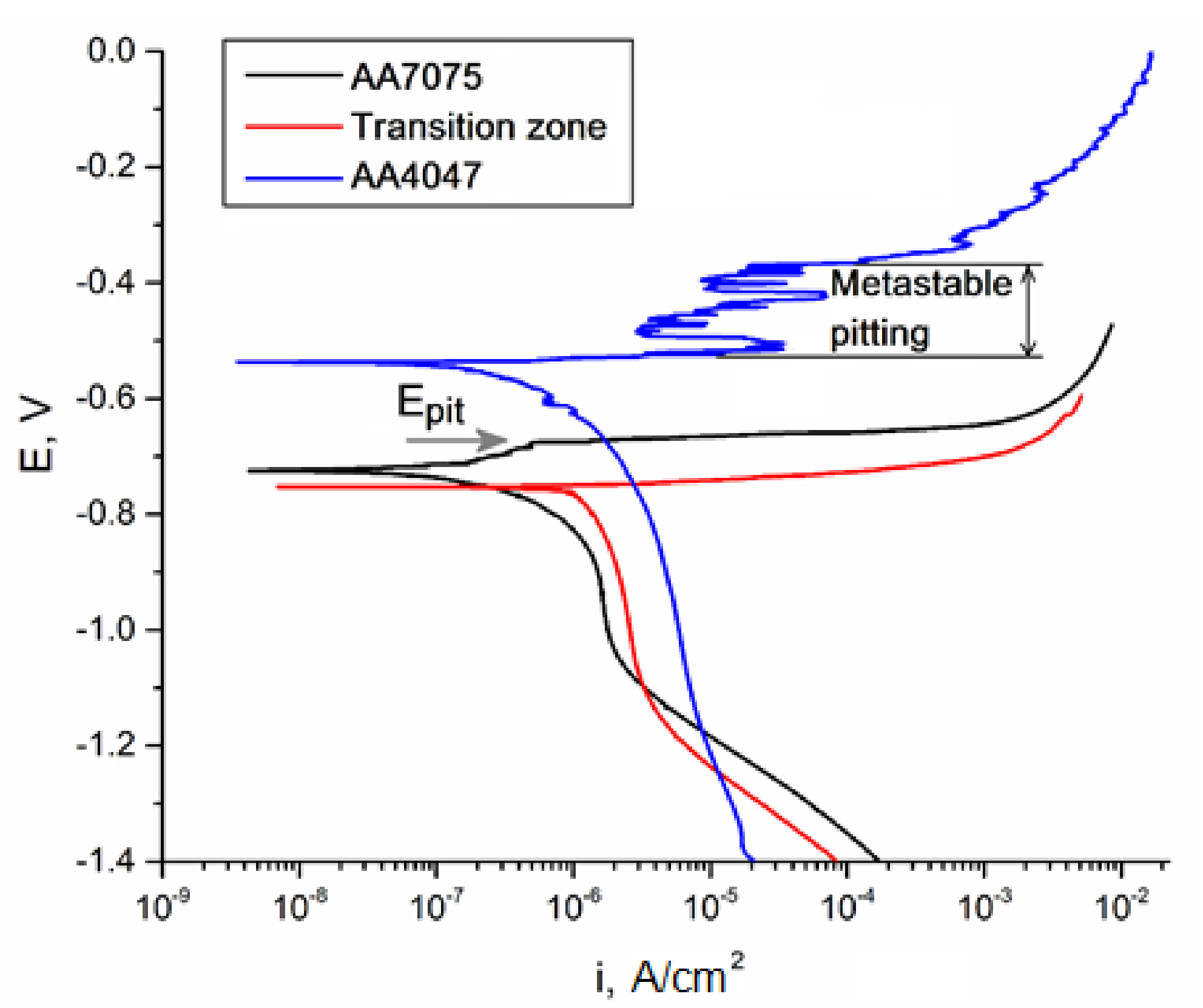
It was shown that the transition zone was enriched by Si and, therefore, more Mg
2Si precipitated there, thus causing the most intense corrosion. It is also known [
41] that both Mg- and Si-containing particles, such as S-phase (Al
2CuMg) and Mg
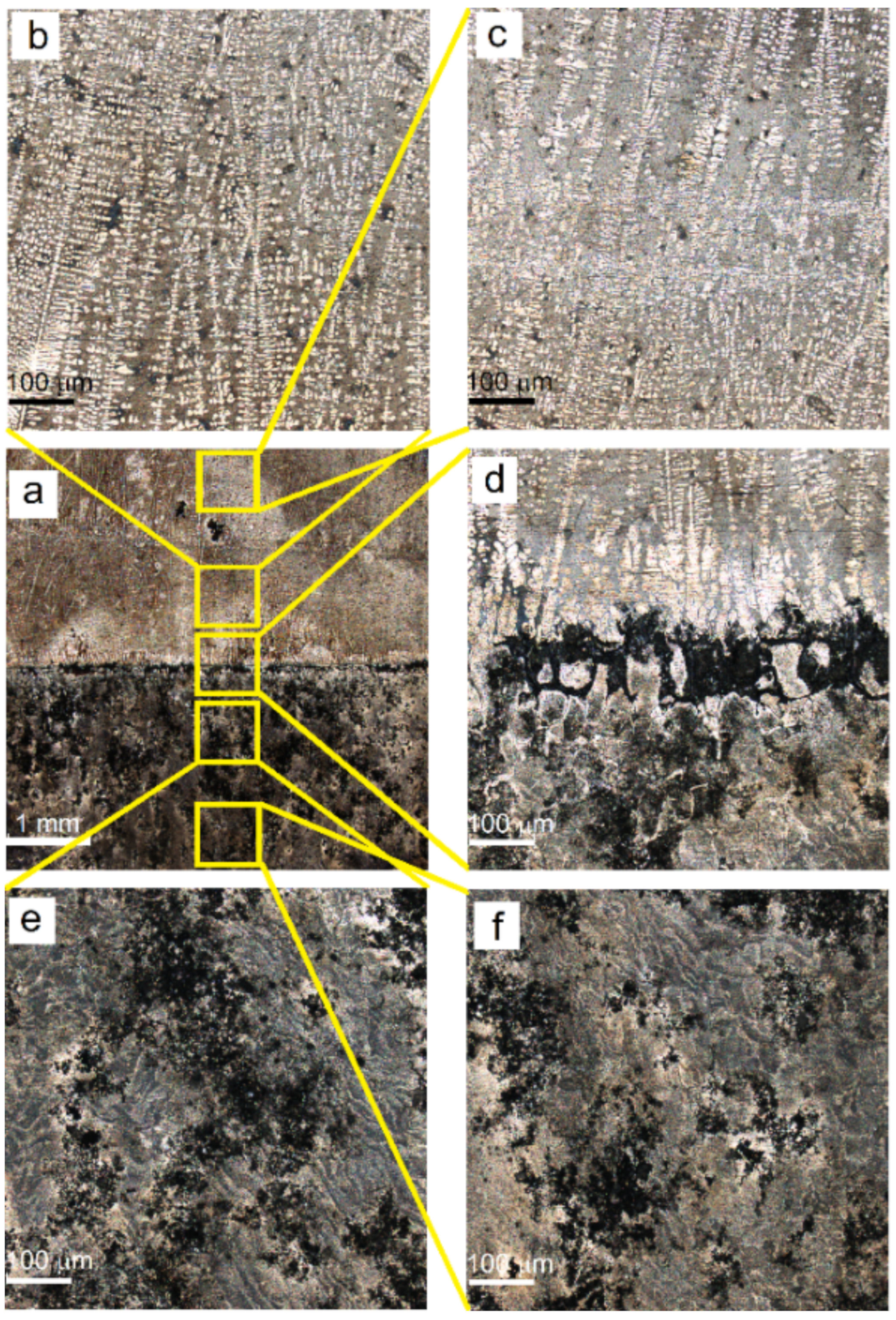
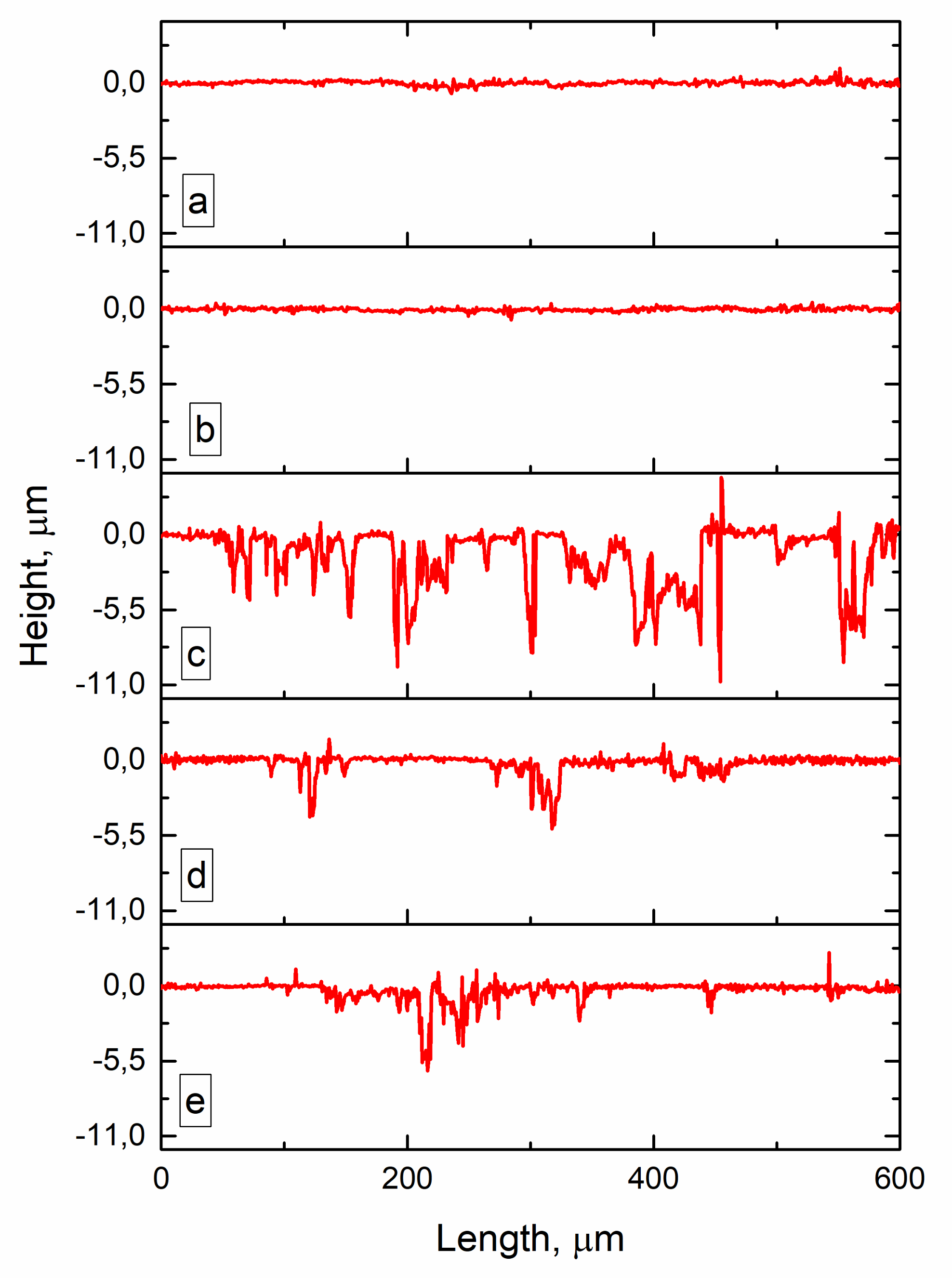
2Si, serve as anodic ones with respect to their embedding in the α-Al matrix. Therefore, these particles are dissolved in NaCl and leave the deep pits (
Figure 18c). The AA7075 substrate contains less Si, and, therefore, there are less Mg
2Si particles to be subjected to corrosion.
On the contrary, cathodic Si and Fe-Si particles reveal high resistance to corrosion but provoke preferential and uniform dissolution of the matrix [
42] instead of the formation of deep pits in the as-deposited AA4047 zone.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}