
Preliminary Process and Microstructure Examination of Flux-Cored Wire Arc Additive Manufactured 18Ni-12Co-4Mo-Ti Maraging Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Analysis of Additive Manufacturing Process
3.2. Chemical Composition Analysis
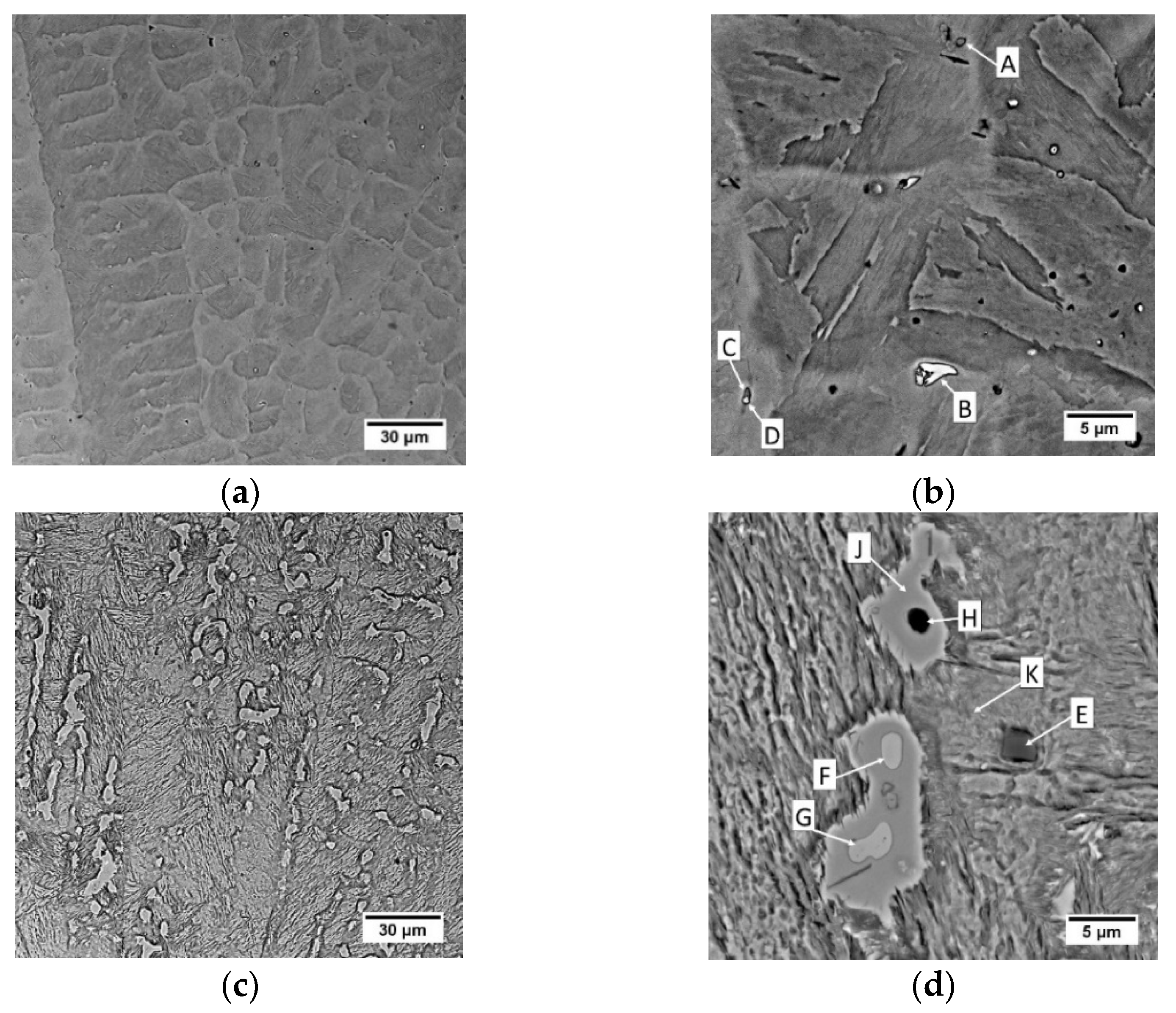
3.3. Structure Examination
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baker, R. Method of Making Decorative Articles. U.S. Patent 1533300A, 14 April 1920. pp. 1–3. [Google Scholar]
- Roy, S.; Shassere, B.; Yoder, J.; Nycz, A.; Noakes, M.; Narayanan, B.K.; Meyer, L.; Paul, J.; Sridharan, N. Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process. Materials 2020, 13, 4855. [Google Scholar] [CrossRef] [PubMed]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Shchitsyn, Y.; Kartashev, M.; Krivonosova, E.; Olshanskaya, T.; Trushnikov, D. Formation of Structure and Properties of Two-Phase Ti-6Al-4V Alloy during Cold Metal Transfer Additive Deposition with Interpass Forging. Materials 2021, 14, 4415. [Google Scholar] [CrossRef]
- Vazquez, L.; Rodriguez, M.N.; Rodriguez, I.; Alvarez, P. Influence of Post-Deposition Heat Treatments on the Microstructure and Tensile Properties of Ti-6Al-4V Parts Manufactured by CMT-WAAM. Metals 2021, 11, 1161. [Google Scholar] [CrossRef]
- Veiga, F.; Suárez, A.; Aldalur, E.; Bhujangrao, T. Effect of the Metal Transfer Mode on the Symmetry of Bead Geometry in WAAM Aluminum. Symmetry 2021, 13, 1245. [Google Scholar] [CrossRef]
- Panchenko, O.; Kurushkin, D.; Isupov, F.; Naumov, A.; Kladov, I.; Surenkova, M. Gas Metal Arc Welding Modes in Wire Arc Additive Manufacturing of Ti-6Al-4V. Materials 2021, 14, 2457. [Google Scholar] [CrossRef]
- Chen, F.; Yang, Y.; Feng, H. Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects. Materials 2021, 14, 1061. [Google Scholar] [CrossRef] [PubMed]
- Xie, B.; Xue, J.; Ren, X. Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process. Metals 2020, 10, 1419. [Google Scholar] [CrossRef]
- Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals 2020, 10, 272. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, R.P.; Scotti, A. The Concept of a Novel Path Planning Strategy for Wire + Arc Additive Manufacturing of Bulky Parts: Pixel. Metals 2021, 11, 498. [Google Scholar] [CrossRef]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. Analysis of the Wall Geometry with Different Strategies for High Deposition Wire Arc Additive Manufacturing of Mild Steel. Metals 2020, 10, 892. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Diourté, A.; Bugarin, F.; Bordreuil, C.; Segonds, S. Continuous three-dimensional path planning (CTPP) for complex thin parts with wire arc additive manufacturing. Addit. Manuf. 2021, 37, 101622. [Google Scholar] [CrossRef]
- Schmitz, M.; Wiartalla, J.; Gelfgren, M.; Mann, S.; Corves, B.; Hüsing, M. A Robot-Centered Path-Planning Algorithm for Multidirectional Additive Manufacturing for WAAM Processes and Pure Object Manipulation. Appl. Sci. 2021, 11, 5759. [Google Scholar] [CrossRef]
- Lee, C.; Seo, G.; Kim, D.B.; Kim, M.; Shin, J.-H. Development of Defect Detection AI Model for Wire + Arc Additive Manufacturing Using High Dynamic Range Images. Appl. Sci. 2021, 11, 7541. [Google Scholar] [CrossRef]
- Da Silva, L.J.; Teixeira, F.R.; Araújo, D.B.; Reis, R.P.; Scotti, A. Work Envelope Expansion and Parametric Optimization in WAAM with Relative Density and Surface Aspect as Quality Constraints: The Case of Al5Mg Thin Walls with Active Cooling. J. Manuf. Mater. Process. 2021, 5, 40. [Google Scholar]
- Wang, B.; Yang, G.; Zhou, S.; Cui, C.; Qin, L. Effects of On-Line Vortex Cooling on the Microstructure and Mechanical Properties of Wire Arc Additively Manufactured Al-Mg Alloy. Metals 2020, 10, 1004. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Y.; Zhang, T.; Wen, T.; Yin, Z.; Feng, X. Effect of Ultrasonic Vibration and Interpass Temperature on Microstructure and Mechanical Properties of Cu-8Al-2Ni-2Fe-2Mn Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2020, 10, 215. [Google Scholar] [CrossRef] [Green Version]
- Vahedi Nemani, A.; Ghaffari, M.; Nasiri, A. On the Post-Printing Heat Treatment of a Wire Arc Additively Manufactured ER70S Part. Materials 2020, 13, 2795. [Google Scholar] [CrossRef]
- Singh, S.; Jinoop, A.N.; Tarun Kumar, G.T.A.; Palani, I.A.; Paul, C.P.; Prashanth, K.G. Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials 2021, 14, 4187. [Google Scholar] [CrossRef]
- Yao, P.; Lin, H.; Wu, W.; Tang, H. Influence of Duty Ratio and Current Mode on Robot 316L Stainless Steel Arc Additive Manufacturing. Metals 2021, 11, 508. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.; Xu, W.; Lin, H.; Tang, H.; Yao, P. Parameters Optimization of Auxiliary Gas Process for Double-Wire SS316L Stainless Steel Arc Additive Manufacturing. Metals 2021, 11, 190. [Google Scholar] [CrossRef]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of Energy Input in Wire Arc Additive Manufacturing (WAAM) with Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef] [PubMed]
- Long, P.; Wen, D.; Min, J.; Zheng, Z.; Li, J.; Liu, Y. Microstructure Evolution and Mechanical Properties of a Wire-Arc Additive Manufactured Austenitic Stainless Steel: Effect of Processing Parameter. Materials 2021, 14, 1681. [Google Scholar] [CrossRef]
- Wacker, C.; Köhler, M.; David, M.; Aschersleben, F.; Gabriel, F.; Hensel, J.; Dilger, K.; Dröder, K. Geometry and Distortion Prediction of Multiple Layers for Wire Arc Additive Manufacturing with Artificial Neural Networks. Appl. Sci. 2021, 11, 4694. [Google Scholar] [CrossRef]
- Casuso, M.; Veiga, F.; Suárez, A.; Bhujangrao, T.; Aldalur, E.; Artaza, T.; Amondarain, J.; Lamikiz, A. Model for the Prediction of Deformations in the Manufacture of Thin-Walled Parts by Wire Arc Additive Manufacturing Technology. Metals 2021, 11, 678. [Google Scholar] [CrossRef]
- Voropaev, A.; Korsmik, R.; Tsibulsky, I. Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces. Materials 2021, 14, 5077. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Nasiri, A. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar] [CrossRef]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing. Metals 2020, 10, 216. [Google Scholar] [CrossRef] [Green Version]
- Tian, G.; Wang, X.; Wang, W.; Chang, Q.; Zhao, Y.; Han, G.; Ren, Z.; Zhu, S. Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing. Metals 2021, 11, 1235. [Google Scholar] [CrossRef]
- Yang, K.; Wang, F.; Liu, H.; Wang, P.; Luo, C.; Yu, Z.; Yang, L.; Li, H. Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals 2021, 11, 1388. [Google Scholar] [CrossRef]
- Winterkorn, R.; Pittner, A.; Rethmeier, M. Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties. Metals 2021, 11, 1243. [Google Scholar] [CrossRef]
- Ponomareva, T.; Ponomarev, M.; Kisarev, A.; Ivanov, M. Wire Arc Additive Manufacturing of Al-Mg Alloy with the Addition of Scandium and Zirconium. Materials 2021, 14, 3665. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Williams, S.; Pickering, E.J.; Prangnell, P.B. The potential for grain refinement of Wire-Arc Additive Manufactured (WAAM) Ti-6Al-4V by ZrN and TiN inoculation. Addit. Manuf. 2021, 40, 101928. [Google Scholar]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Alvarez Rosales, M.; Colegrove, P.A.; Hönnige, J.R.; Ho, A.; Fayolle, R.; Eyitayo, K.; Stan, I.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Ji, L.; Lu, J.; Tang, S.; Wu, Q.; Wang, J.; Ma, S.; Fan, H.; Liu, C. Research on Mechanisms and Controlling Methods of Macro Defects in TC4 Alloy Fabricated by Wire Additive Manufacturing. Materials 2018, 11, 1104. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Kim, J.; Cheon, J.; Ji, C. Effect of Filler Metal Type on Microstructure and Mechanical Properties of Fabricated NiAl Bronze Alloy Using Wire Arc Additive Manufacturing System. Metals 2021, 11, 513. [Google Scholar] [CrossRef]
- Kim, J.; Kim, J.; Pyo, C. Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting. Metals 2020, 10, 1164. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Veiga, F.; Suárez, A.; Iriondo, E.; Mata, F.G. High-Temperature Mechanical Properties of IN718 Alloy: Comparison of Additive Manufactured and Wrought Samples. Crystals 2020, 10, 689. [Google Scholar] [CrossRef]
- Marenych, O.; Kostryzhev, A.; Shen, C.; Pan, Z.; Li, H.; van Duin, S. Precipitation Strengthening in Ni–Cu Alloys Fabricated Using Wire Arc Additive Manufacturing Technology. Metals 2019, 9, 105. [Google Scholar] [CrossRef] [Green Version]
- Gneiger, S.; Österreicher, J.A.; Arnoldt, A.R.; Birgmann, A.; Fehlbier, M. Development of a High Strength Magnesium Alloy for Wire Arc Additive Manufacturing. Metals 2020, 10, 778. [Google Scholar] [CrossRef]
- Han, S.; Zielewski, M.; Martinez Holguin, D.; Michel Parra, M.; Kim, N. Optimization of AZ91D Process and Corrosion Resistance Using Wire Arc Additive Manufacturing. Appl. Sci. 2018, 8, 1306. [Google Scholar] [CrossRef] [Green Version]
- Marinelli, G.; Martina, F.; Ganguly, S.; Williams, S. Grain refinement in an unalloyed tantalum structure by combining Wire+Arc additive manufacturing and vertical cold rolling. Addit. Manuf. 2020, 32, 101009. [Google Scholar] [CrossRef]
- Marinelli, G.; Martina, F.; Ganguly, S.; Williams, S. Microstructure, hardness and mechanical properties of two different unalloyed tantalum wires deposited via wire + arc additive manufacture. Int. J. Refract. Met. Hard Mater. 2019, 83, 104974. [Google Scholar] [CrossRef] [Green Version]
- Marinelli, G.; Martina, F.; Ganguly, S.; Williams, S. Development of Wire + Arc additive manufacture for the production of large-scale unalloyed tungsten components. Int. J. Refract. Met. Hard Mater. 2019, 82, 329–335. [Google Scholar] [CrossRef] [Green Version]
- Marinelli, G.; Martina, F.; Lewtas, H.; Hancock, D.; Mehraban, S.; Lavery, N.; Ganguly, S.; Williams, S. Microstructure and thermal properties of unalloyed tungsten deposited by Wire + Arc Additive Manufacture. J. Nucl. Mater. 2019, 522, 45–53. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Li, J.; Du, X.; Tong, Y.; Wang, R.; He, D.; Cai, Z.; Wang, H. Microstructure and Mechanical Properties of Wire Arc Additively Manufactured MoNbTaWTi High Entropy Alloys. Materials 2021, 14, 4512. [Google Scholar] [CrossRef]
- Xu, X.; Ding, J.; Ganguly, S.; Diao, C.; Williams, S. Preliminary Investigation of Building Strategies of Maraging Steel Bulk Material Using Wire + Arc Additive Manufacture. J. Mater. Eng. Perform. 2019, 28, 594–600. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Guo, S.; Williams, S.; Martina, F. Microstructural evolution and mechanical properties of maraging steel produced by wire + arc additive manufacture process. Mater. Charact. 2018, 143, 152–162. [Google Scholar] [CrossRef]
- Xiaowei, W.; Dongqing, Y.; Yong, H.; Qi, Z.; Jikang, F.; Kehong, W. Microstructure and Mechanical Properties of As-Deposited and Heat-Treated 18Ni (350) Maraging Steel Fabricated by Gas Metal Arc-Based Wire and Arc Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 6972–6981. [Google Scholar] [CrossRef]
- Xu, X.; Ding, J.; Ganguly, S.; Diao, C.; Williams, S. Oxide accumulation effects on wire + arc layer-by-layer additive manufacture process. J. Mater. Process. Technol. 2018, 252, 739–750. [Google Scholar] [CrossRef]
- Kozamernik, N.; Bračun, D.; Klobčar, D. WAAM system with interpass temperature control and forced cooling for near-net-shape printing of small metal components. Int. J. Adv. Manuf. Technol. 2020, 110, 1955–1968. [Google Scholar] [CrossRef]
- Knezović, N.; Garašić, I.; Jurić, I. Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials 2020, 13, 5795. [Google Scholar] [CrossRef] [PubMed]
- Gong, P.; Wynne, B.P.; Knowles, A.J.; Turk, A.; Ma, L.; Galindo-Nava, E.I.; Rainforth, W.M. Effect of ageing on the microstructural evolution in a new design of maraging steels with carbon. Acta Mater. 2020, 196, 101–121. [Google Scholar] [CrossRef]
- Bel’tyukov, A.A.; Stepanov, V.P.; Shein, A.S. Effect of carbon on the properties of corrosion-resistat maraging steels without titanium. Met. Sci. Heat Treat. 1989, 31, 830–832. [Google Scholar] [CrossRef]
- Sha, W.; Cerezo, A.; Smith, G.D.W. Phase chemistry and precipitation reactions in maraging steels: Part IV. Discussion and conclusions. Metall. Mater. Trans. A 1993, 24, 1251–1256. [Google Scholar] [CrossRef]
- Grong, O.; Siewert, T.A.; Martins, G.P.; Olson, D.L. A model for the silicon-manganese deoxidation of steel weld metals. Metall. Trans. A 1986, 17, 1797–1807. [Google Scholar] [CrossRef]
- Olson, D.L.; Siewert, T.A.; Liu, S.; Edwards, G.R. (Eds.) Welding, Brazing and Soldering; ASM International: Amir, The Netherlands, 1993. [Google Scholar]
- Tariq, F.; Baloch, R.A.; Ahmed, B.; Naz, N. Investigation into Microstructures of Maraging Steel 250 Weldments and Effect of Post-Weld Heat Treatments. J. Mater. Eng. Perform. 2010, 19, 264–273. [Google Scholar] [CrossRef]
- Ramesh Narayanan, P.; Sreekumar, K.; Natarajan, A.; Sinha, P.P. Metallographic investigations of the heat-affected zone II/parent metal interface cracking in 18Ni maraging steel welded structures. J. Mater. Sci. 1990, 25, 4587–4591. [Google Scholar] [CrossRef]
- Murthy, C.V.S.; Krishna, A.G.; Reddy, G.M. Dissimilar Welding of Maraging Steel (250) and 13-8 Mo Stainless Steel by GTCAW, LBW and EBW Processes. Trans. Indian Inst. Met. 2019, 72, 2433–2441. [Google Scholar] [CrossRef]
- Gupta, R.; Reddy, R.; Mukherjee, M.K. Key- Hole Plasma Arc Welding Of 8 Mm Thick Maraging Steel — A Comparison With Multi- Pass Gtaw. Weld. World 2012, 56, 69–75. [Google Scholar] [CrossRef]
- Ríos, S.; Colegrove, P.A.; Martina, F.; Williams, S.W. Analytical process model for wire + arc additive manufacturing. Addit. Manuf. 2018, 21, 651–657. [Google Scholar] [CrossRef]
- Viswanathan, U.K.; Dey, G.K.; Sethumadhavan, V. Effects of austenite reversion during overageing on the mechanical properties of 18 Ni (350) maraging steel. Mater. Sci. Eng. A 2005, 398, 367–372. [Google Scholar] [CrossRef]
- Shamantha, C.; Narayanan, R.; Iyer, K.J.; Radhakrishnan, V.; Seshadri, S.; Sundararajan, S.; Sundaresan, S. Microstructural changes during welding and subsequent heat treatment of 18Ni (250-grade) maraging steel. Mater. Sci. Eng. A 2000, 287, 43–51. [Google Scholar] [CrossRef]
- Lang, F.H.; Kenyon, N. Welding of Maraging Steels; Welding Research Council: New York, NY, USA, 1971. [Google Scholar]
- Rahman Rashid, R.A.; Nazari, K.A.; Barr, C.; Palanisamy, S.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of laser reheat post-treatment on the microstructural characteristics of laser-cladded ultra-high strength steel. Surf. Coatings Technol. 2019, 372, 93–102. [Google Scholar] [CrossRef]
- Zhang, X.; Shen, G.; Li, C.; Gu, J. Phase-field simulation of austenite reversion in a Fe-9.6Ni-7.1Mn (at.%) martensitic steel governed by a coupled diffusional/displacive mechanism. Mater. Des. 2020, 188, 108426. [Google Scholar] [CrossRef]
- Gupta, R.N.; Raja, V.S.; Mukherjee, M.K.; Narayana Murty, S.V.S. On Improving the Quality of Gas Tungsten Arc Welded 18Ni 250 Maraging Steel Rocket Motor Casings. Metall. Mater. Trans. A 2017, 48, 4655–4666. [Google Scholar] [CrossRef]
- Sha, W. Steels; Springer: London, UK, 2013. [Google Scholar]
- Song, G.; Sun, Z.; Poplawsky, J.D.; Xu, X.; Chen, M.; Liaw, P.K. Primary and secondary precipitates in a hierarchical-precipitate-strengthened ferritic alloy. J. Alloys Compd. 2017, 706, 584–588. [Google Scholar] [CrossRef] [Green Version]
- Olufayo, O.A.; Che, H.; Songmene, V.; Katsari, C.; Yue, S. Machinability of Rene 65 Superalloy. Materials 2019, 12, 2034. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, Y.; Zhang, W.; Yang, C.; Zhang, D.; Wang, Z. Effect of Si on Fe-rich intermetallic formation and mechanical properties of heat-treated Al–Cu–Mn–Fe alloys. J. Mater. Res. 2018, 33, 898–911. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; Campbell, J. Precipitation of primary intermetallic compounds in liquid Al 11.5Si 0.4Mg alloy. Int. J. Cast Met. Res. 2000, 13, 175–184. [Google Scholar] [CrossRef]
- Ebhota, W.S.; Jen, T.-C. Intermetallics Formation and Their Effect on Mechanical Properties of Al-Si-X Alloys. In Intermetallic Compounds-Formation and Applications; InTech: London, UK, 2018. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Mean Current I (A) | Mean Voltage U (V) | Wire Feed Speed vw (m/min) | Manufacturing Speed vm (m/min) | Electro-Stick Out (mm) |
|---|---|---|---|---|---|
| 1–10 | 143.5 | 18.7 | 4.25 | 0.375 | 12 |
| Element | C | Mn | Si | Ni | Co | Mo | Ti |
|---|---|---|---|---|---|---|---|
| WAAM product (OES) | 0.0768 | 0.168 | 0.921 | 16.9 | 11.7 | 4.38 | 0.332 |
| COREWELD NiCoMo (manufacturer data) | 0.03 | − | 0.3 | 18.0 | 12.0 | 4.0 | + |
| Werkstoffnummer 1.6356 (DIN standard) | ≤0.03 | ≤0.1 | ≤0.1 | 17.0–18.5 | 11.5–13.5 | 3.0–4.5 | 1.5–2.0 |
| Element | Point A | Point B | Point C | Point D | Point E | Point F | Point G | Point H | Point J | Point K |
|---|---|---|---|---|---|---|---|---|---|---|
| Mn | 0.38 | 0.37 | 0.19 | 0.18 | - | 0.17 | - | 0.15 | 0.29 | - |
| Si | 1.71 | 5.60 | 1.74 | 4.01 | 61.25 | 6.38 | 6.33 | 0.57 | 1.88 | 1.71 |
| Ni | 8.46 | 13.74 | 10.61 | 14.06 | 4.90 | 12.89 | 12.95 | 11.78 | 19.01 | 16.34 |
| Co | 7.20 | 10.66 | 8.95 | 10.91 | 6.57 | 10.48 | 10.90 | 12.23 | 13.66 | 13.70 |
| Mo | 5.37 | 29.92 | 32.30 | 24.67 | 1.13 | 33.88 | 34.10 | 2.71 | 7.44 | 4.07 |
| Ti | 5.87 | 3.70 | 6.59 | 5.64 | - | 3.37 | 3.30 | 0.91 | 1.04 | 0.16 |
| Zr | 39.29 | 2.71 | 1.62 | 1.76 | - | - | - | - | - | - |
| Al | - | - | - | - | - | - | - | 18.66 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pańcikiewicz, K. Preliminary Process and Microstructure Examination of Flux-Cored Wire Arc Additive Manufactured 18Ni-12Co-4Mo-Ti Maraging Steel. Materials 2021, 14, 6725. https://doi.org/10.3390/ma14216725
Pańcikiewicz K. Preliminary Process and Microstructure Examination of Flux-Cored Wire Arc Additive Manufactured 18Ni-12Co-4Mo-Ti Maraging Steel. Materials. 2021; 14(21):6725. https://doi.org/10.3390/ma14216725
Chicago/Turabian StylePańcikiewicz, Krzysztof. 2021. "Preliminary Process and Microstructure Examination of Flux-Cored Wire Arc Additive Manufactured 18Ni-12Co-4Mo-Ti Maraging Steel" Materials 14, no. 21: 6725. https://doi.org/10.3390/ma14216725