
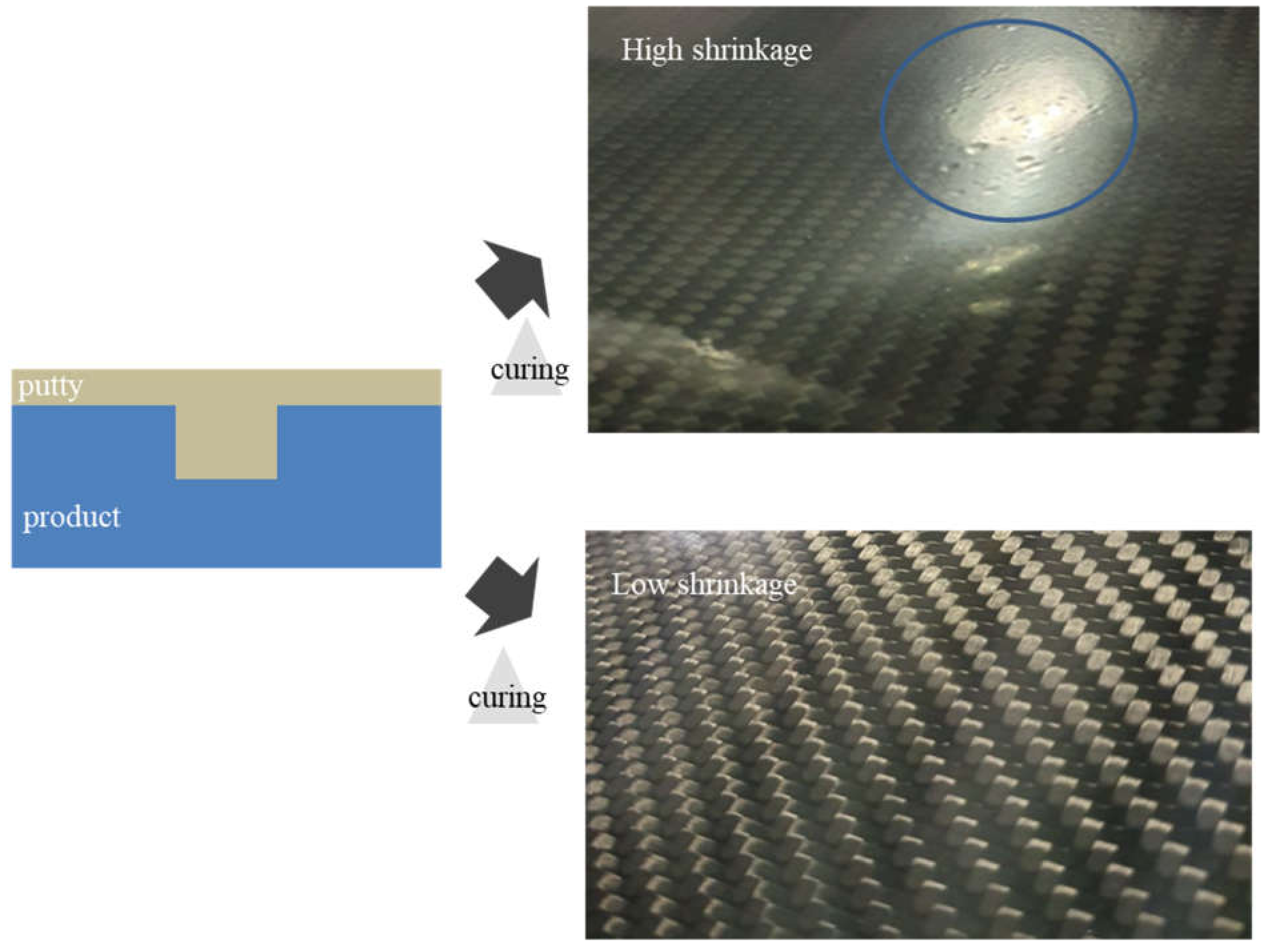
Development of Low-Shrink Epoxy Putty to Solve Appearance-Quality Defects of Carbon-Fiber-Reinforced Plastic Automotive Exterior Parts


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
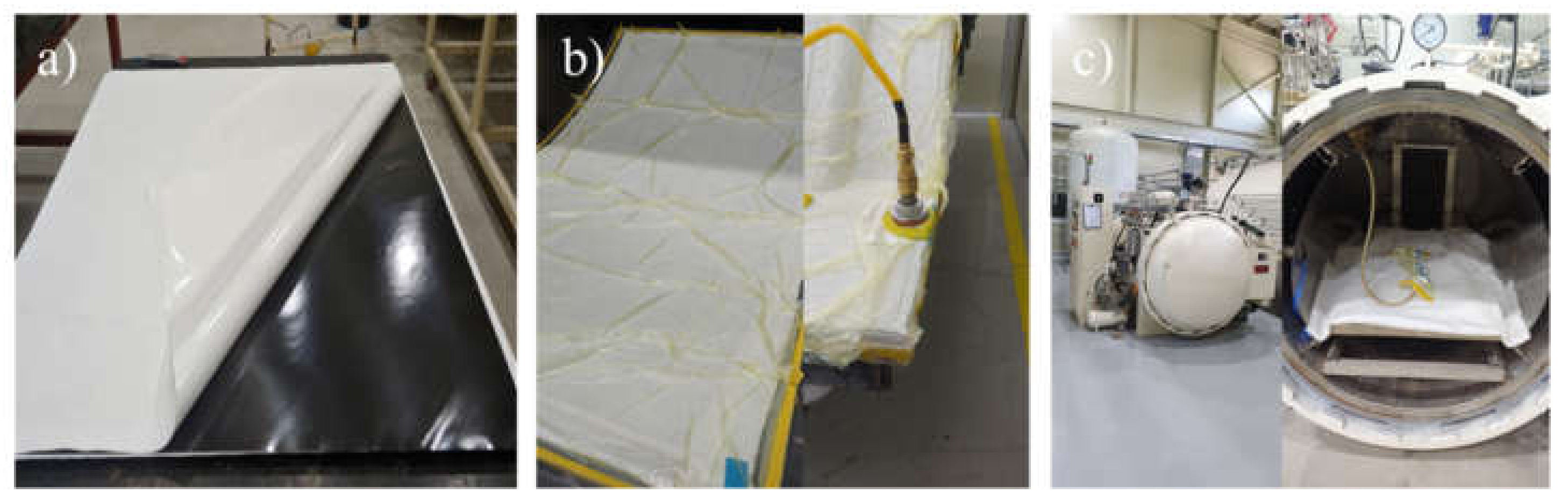
2.2. Preparation of CFRP Test Specimens
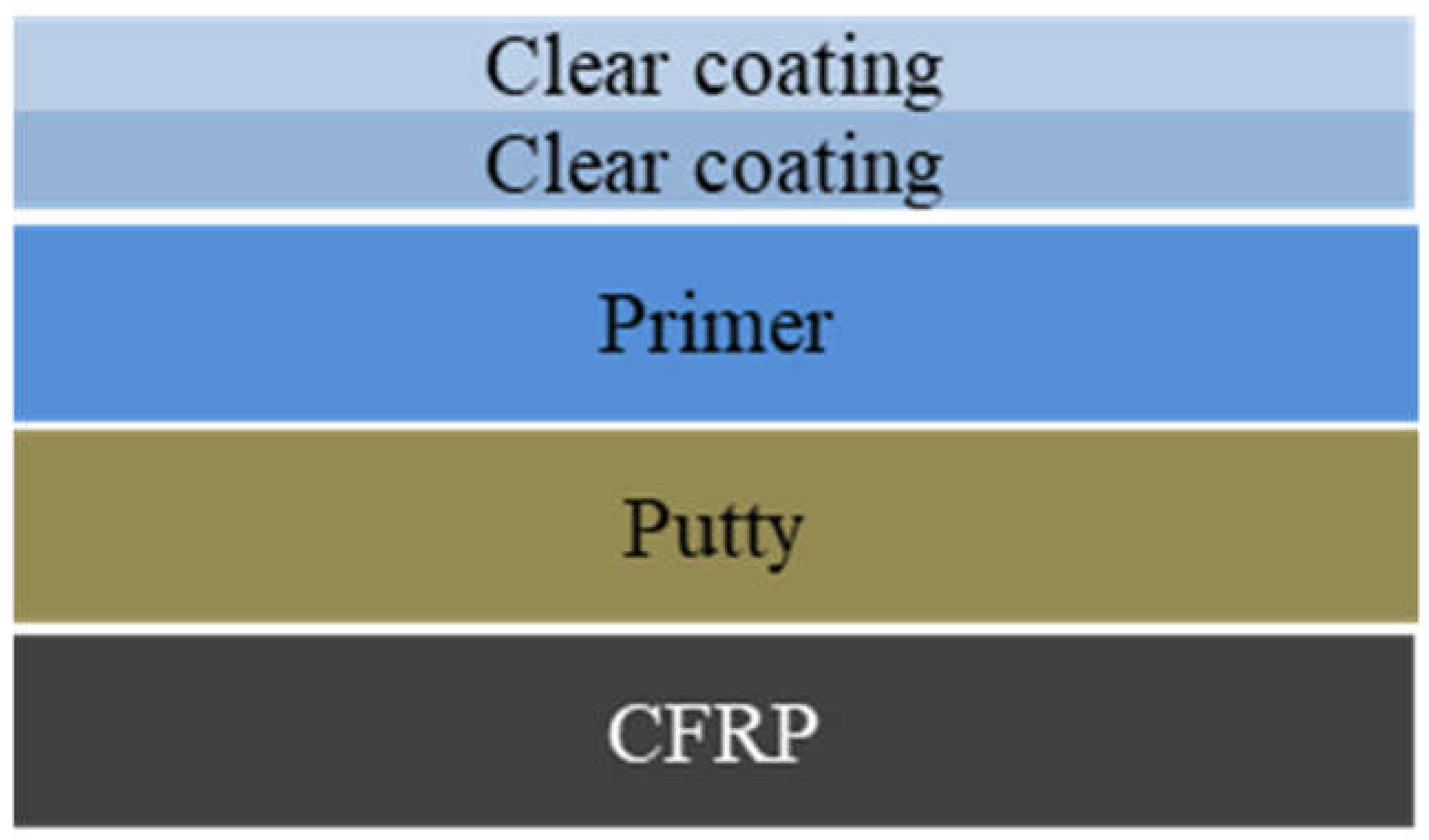
2.3. Preparation of Epoxy Compositions and Curing
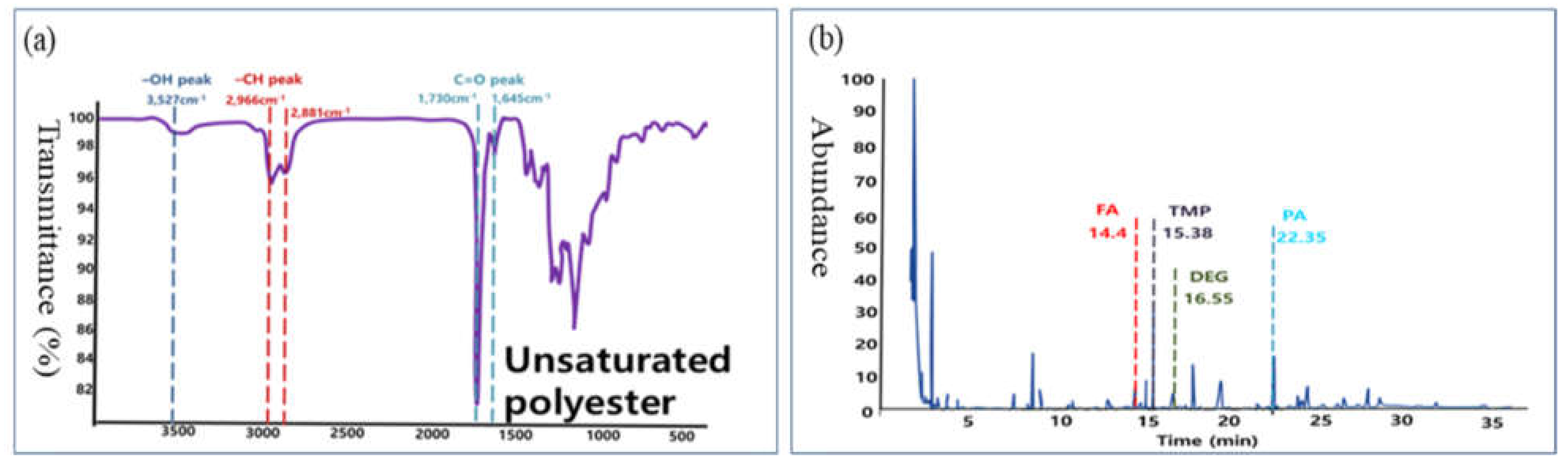
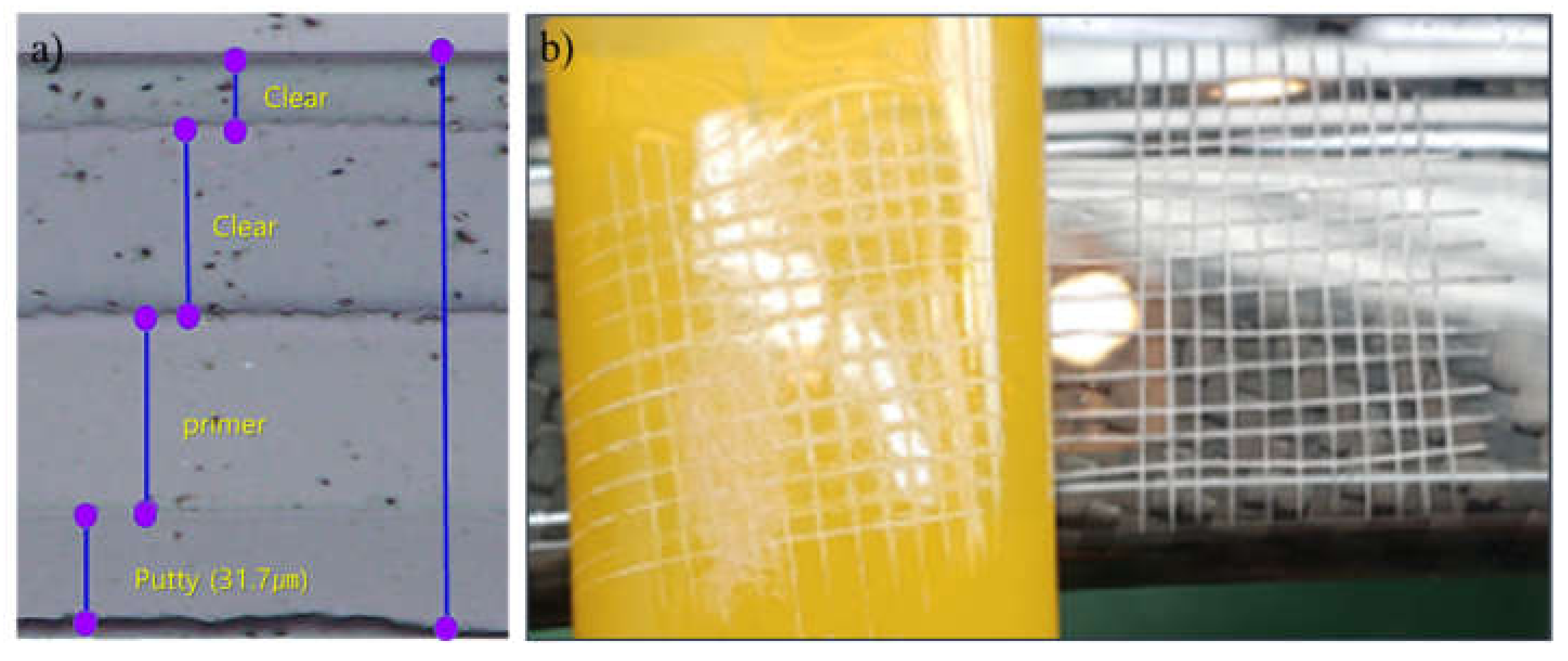
2.4. Characterization and Analysis
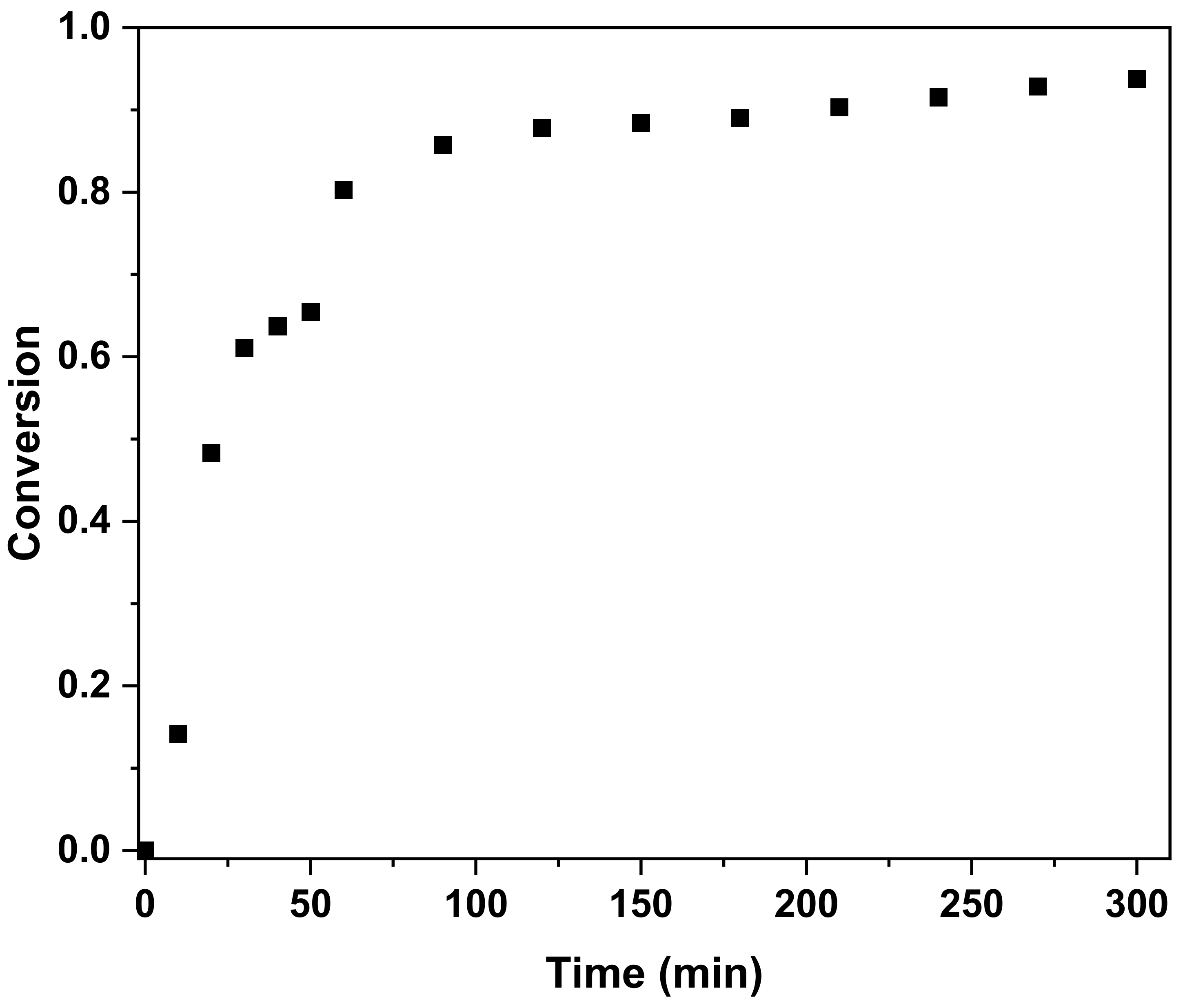
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, D.F.; Tang, Y.; Cong, W.L. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Soutis, C. Fiber reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Fuertes, T.A.S.; Kruse, T.; Körwien, T.; Geistbeck, M. Bonding of CFRP primary aerospace structures: A discussion of the certification boundary conditions and related technology fields addressing the needs for development. Compos. Interfaces 2015, 22, 795–808. [Google Scholar] [CrossRef]
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.L.; Diaz, V. Study of the behavior of adhesive joints of steel with CFRP for its application in bus structures. Compos. Part B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Chen, Y.; Lin, Y.; Wang, H.; Liu, Z.; Hua, L. Improvement of mechanical properties and forming efficiency during hot gas forming of CFRP curved surface components. Materials 2021, 14, 5316. [Google Scholar] [CrossRef] [PubMed]
- Mahboob, A.; Gil, L.; Bernat-Maso, E.; Eskenati, A.R. Experimental and numerical study of shear interface response of hybrid thin CFRP–Concrete slabs. Materials 2021, 14, 5184. [Google Scholar] [CrossRef]
- Mrzljak, S.; Schmidt, S.; Kohl, A.; Hülsbusch, D.; Hausmann, J.; Walther, F. Testing procedure for fatigue characterization of Steel-CFRP hybrid laminate considering material dependent self-heating. Materials 2021, 14, 3394. [Google Scholar] [CrossRef]
- Tarfaoui, M.; Nachtane, M. Moumen, A.E. Energy dissipation of stitched and unstitched woven composite materials during dynamic compression test. Compos. Part B Eng. 2019, 167, 487–496. [Google Scholar] [CrossRef]
- Hassoon, O.H.; Tarfaoui, M.; Moumen, E.A.; Qureshi, Y.; Benyahia, H.; Nachtane, M. Mechanical performance evaluation of sandwich panels exposed to slamming impacts: Comparison between experimental and SPH results. Compos. Struct. 2019, 220, 776–783. [Google Scholar] [CrossRef]
- Nachtane, M.; Tarfaoui, M. Can a three-dimensional composite really provide better mechanical performance compared to two-dimensional composite under compressive loading? J. Reinf. Plast. Compos. 2019, 38, 49–61. [Google Scholar] [CrossRef]
- Agius, S.L.; Magniez, K.J.C.; Fox, B.L. Fracture behavior of a rapidly cured polyethersulfone toughened carbon fiber/epoxy composite. Compos. Struct. 2010, 92, 2119–2127. [Google Scholar] [CrossRef]
- Agius, S.L.; Fox, B.L. Rapidly cured out-of-autoclave laminates: Understanding and controlling the effect of voids on laminate fracture toughness. Compos. Part A Appl. Sci. Manuf. 2015, 73, 186–194. [Google Scholar] [CrossRef]
- Jeong, H. Effects of voids on the mechanical strength and ultrasonic attenuation of laminated composites. J. Compos. Mater. 1997, 31, 276–292. [Google Scholar] [CrossRef]
- Bowles, K.J.; Frimpong, S. Void effects on the interlaminar shear of unidirectional graphite reinforced composites. J. Compos. Mater. 1992, 26, 1487–1509. [Google Scholar] [CrossRef]
- Chambers, A.R.; Earl, J.S.; Squires, C.A.; Suhot, M.A. The effect of voids on the flexural fatigue performance of unidirectional carbon fiber composites developed for wind turbine applications. Int. J. Fatigue 2006, 28, 1389–1398. [Google Scholar] [CrossRef]
- Chen, J.; Xu, Y.; Gao, Y. Topology optimization of metal and carbon fiber reinforced plastic (CFRP) laminated battery-hanging structure. Polymers 2020, 12, 2495. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.-M.; Min, B.-J.; Park, J.; Kim, D.-H.; Kim, B.; Ko, D.-C. Design of lightweight CFRP automotive part as an alternative for steel part by thickness and lay-up optimization. Materials 2019, 12, 2309. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kitselis, A.; Traiforos, N.A.; Manolakos, D.E. The effect of resonance on the void content in CFRP tubes. Compos. Part B. Eng. 2016, 106, 164–171. [Google Scholar] [CrossRef]
- Costa, M.L.; De Almeida, S.F.M.; Rezende, M.C. The influence of porosity on the interlaminar shear strength of carbon/epoxy and carbon/bismaleimide fabric laminates. Compos. Sci. Technol. 2001, 61, 2101–2108. [Google Scholar] [CrossRef]
- Zhu, H.; Wu, B.; Li, D.; Zhang, D.; Chen, Y. Influence of voids on the tensile performance of carbon/epoxy fabric laminates. J. Mater. Sci. Technol. 2011, 27, 69–73. [Google Scholar] [CrossRef]
- Leclerc, J.S.; Ruiz, E. Porosity reduction using optimized flow velocity in resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1859–1868. [Google Scholar] [CrossRef]
- Chen, D.; Arakawa, K.; Xu, C. Reduction of void content of vacuum-assisted resin transfer molded composites by infusion pressure control. Polym. Compos. 2015, 36, 1629–1637. [Google Scholar] [CrossRef]
- Yang, B.; Jin, T.; Bi, F.; Wei, Y.; Li, J. Influence of fabric shear and flow direction on void formation during resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2015, 68, 10–18. [Google Scholar] [CrossRef]
- Kedari, V.R.; Farah, B.I.; Hsiao, K.T. Effects of vacuum pressure, inlet pressure, and mold temperature on the void content, volume fraction of polyester/e-glass fiber composites manufactured with VARTM process. J. Compos. Mater. 2011, 45, 2727–2742. [Google Scholar] [CrossRef]
- Kizaki, T.; Zhang, J.; Yao, Q.; Yanagimoto, J. Continuous manufacturing of CFRP sheets by rolling for rapid fabrication of long CFRP products. Compos. Part B Eng. 2020, 189, 107896. [Google Scholar] [CrossRef]
- Liu, X.; Chen, F. A review of void formation and its effects on the mechanical performance of carbon fiber reinforced. Plast. Eng. Trans. 2016, 64, 33–51. [Google Scholar]
- Reynolds, J.A. Polyester Putty Composition. E.P. Patent 1,669,410 A1, 14 June 2006. [Google Scholar]
- Lan, T.; Pinnavaia, T.J. Clay-reinforced epoxy nanocomposites. Chem. Mater. 1994, 6, 2216–2219. [Google Scholar] [CrossRef]
- Siddiqui, N.A.; Woo, R.S.C.; Kim, J.K.; Leung, C.C.K.; Munir, A. Mode I interlaminar fracture behavior and mechanical properties of CFRPs with nanoclay-filled epoxy matrix. Compos. Part A Appl. Sci. Manuf. 2007, 38, 449–460. [Google Scholar] [CrossRef] [Green Version]
- Choe, Y.; Kim, W. Cure reactions of epoxy/anhydride/(polyamide copolymer) blends. Macromol. Res. 2002, 10, 259–265. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FAW 1 (g/m2) | Angle (°) | Thickness (mm) | Fiber | |
|---|---|---|---|---|
| 1st ply (WSN 03KT) | 200 | 0/90 | 0.224 | Toray T700, 3K |
| 2nd ply (WSN 50KMA) | 240 | ±45 | 0.267 | Zoltek, 50K |
| 3rd ply (WSN 50KMB) | 240 | ±45 | 0.267 | Zoltek, 50K |
| 4th ply (WSN 03KT) | 200 | 0/90 | 0.224 | Toray T700, 3K |
| Sample Name | Resin | Hardener | Resin-to-Hardener Mixing Ratio (g) |
|---|---|---|---|
| H-1 | DGEBA | TETA | 100:14 |
| H-2 | DETA:BPA (7:3) | 100:18 | |
| H-3 | IPDA:TETA (7:3) | 100:19 | |
| H-4 | IPDA | 100:24 | |
| Commercial UPR putty | 100:2.5 | ||
| Thickness of Putty (μm) | Adhesion Property | Color Difference (in dE) | |
|---|---|---|---|
| UPR | UPR (after Curing) | UPR (after Curing) | |
| 31.7 | Class 0 | Class 0 | 1.10 |
| 40.5 | Class 0 | Class 0 | 0.97 |
| 52.0 | Class 0 | Class 0.5 | 1.54 |
| 62.6 | Class 0.5 | Class 1.5 | 1.63 |
| 188.6 | Class 1.5 | Class 4 | 2.33 |
| Sample Name | Gel Time at 70 °C (min) | Mixed Viscosity (cP) | Shrinkage at 70 °C (%) |
|---|---|---|---|
| H-1 | 3.10 | 1600 | 4.2 |
| H-2 | 1.5 | 1500 | 4.1 |
| H-3 | 6.10 | 1300 | 3.4 |
| H-4 | 10.25 | 1000 | 2.8 |
| Commercial UPR putty | 3.35 | 255 | 7.1 |
| Thickness of Putty (μm) | Adhesion Property after Curing | Color Difference after Curing (dE) |
|---|---|---|
| 47.8 | Class 0 | 0.67 |
| 54.0 | Class 0 | 0.71 |
| 64.0 | Class 0 | 0.75 |
| 78.9 | Class 0.5 | 0.89 |
| 87.2 | Class 00.5 | 0.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoon, M.; Yoo, K.; Seo, B.; Ko, S.H.; Lim, C.-S. Development of Low-Shrink Epoxy Putty to Solve Appearance-Quality Defects of Carbon-Fiber-Reinforced Plastic Automotive Exterior Parts. Materials 2021, 14, 6419. https://doi.org/10.3390/ma14216419
Yoon M, Yoo K, Seo B, Ko SH, Lim C-S. Development of Low-Shrink Epoxy Putty to Solve Appearance-Quality Defects of Carbon-Fiber-Reinforced Plastic Automotive Exterior Parts. Materials. 2021; 14(21):6419. https://doi.org/10.3390/ma14216419
Chicago/Turabian StyleYoon, Manseok, Kwangsik Yoo, Bongkuk Seo, Seung Hwan Ko, and Choong-Sun Lim. 2021. "Development of Low-Shrink Epoxy Putty to Solve Appearance-Quality Defects of Carbon-Fiber-Reinforced Plastic Automotive Exterior Parts" Materials 14, no. 21: 6419. https://doi.org/10.3390/ma14216419