Author Contributions
Conceptualization, J.X.; methodology, J.X. and Y.H. (Yun Hu); software, J.X. and Y.H. (Yun Hu); validation, J.X., Y.H. (Yun Hu) and K.N.; formal analysis, J.X. and K.N.; investigation, J.X.; resources, H.X., H.Z. and Y.H. (Yuanfei Han); data curation, Y.H. (Yun Hu) and J.J.; writing—original draft preparation, J.X.; writing—review and editing, J.X., H.Z., J.J. and K.N.; visualization, H.X. and Y.H. (Yuanfei Han); supervision, Y.H. (Yun Hu), J.J. and K.N.; project administration, J.X.; funding acquisition, J.J. and K.N. All authors have read and agreed to the published version of the manuscript.
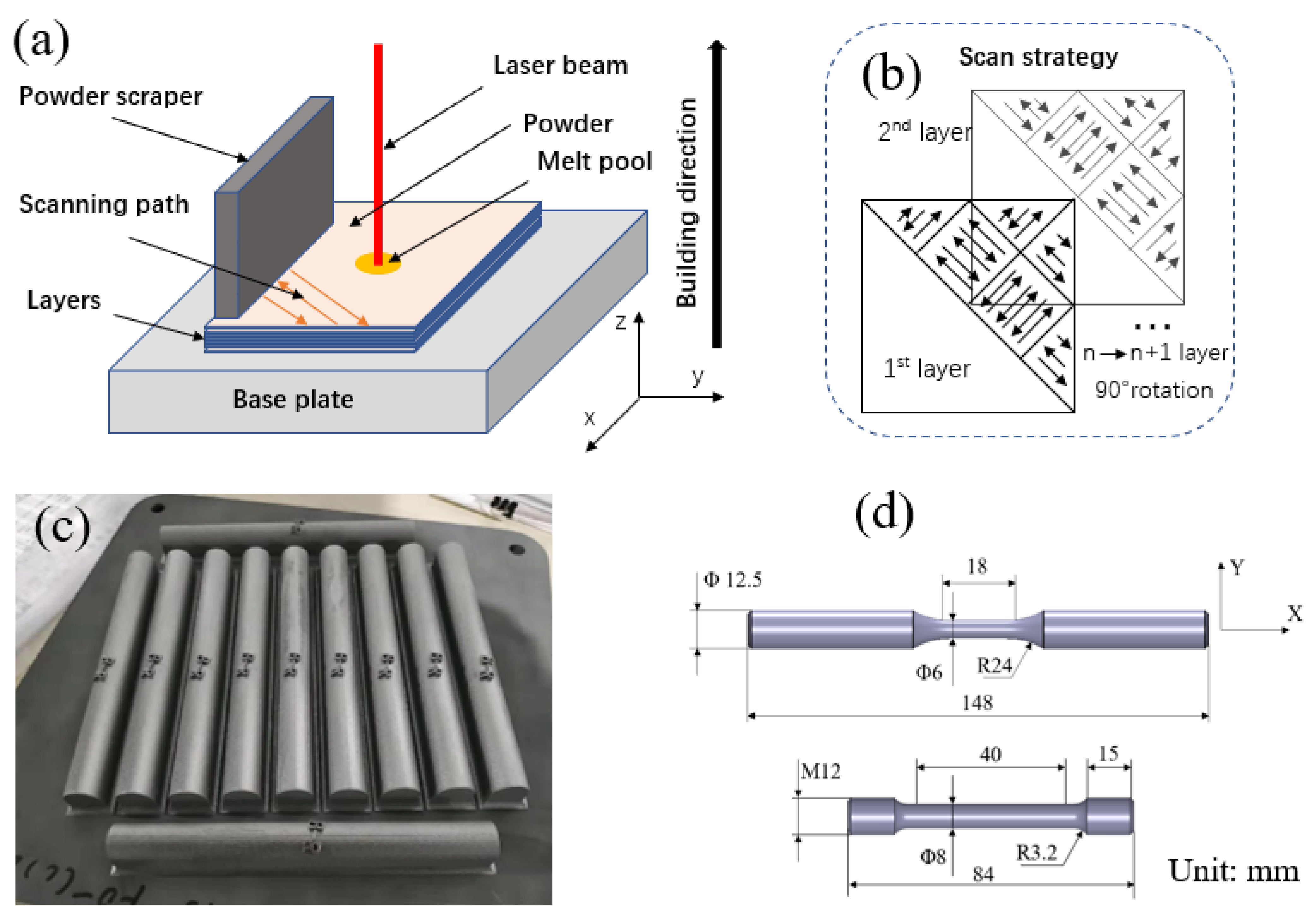
Figure 1.
Schematic of selective laser melting Ti-6Al-4V: (a) schematic of part forming; (b) scan strategy; (c) manufactured cylindrical bar; (d) final geometry of LCF and tensile specimens.
Figure 1.
Schematic of selective laser melting Ti-6Al-4V: (a) schematic of part forming; (b) scan strategy; (c) manufactured cylindrical bar; (d) final geometry of LCF and tensile specimens.
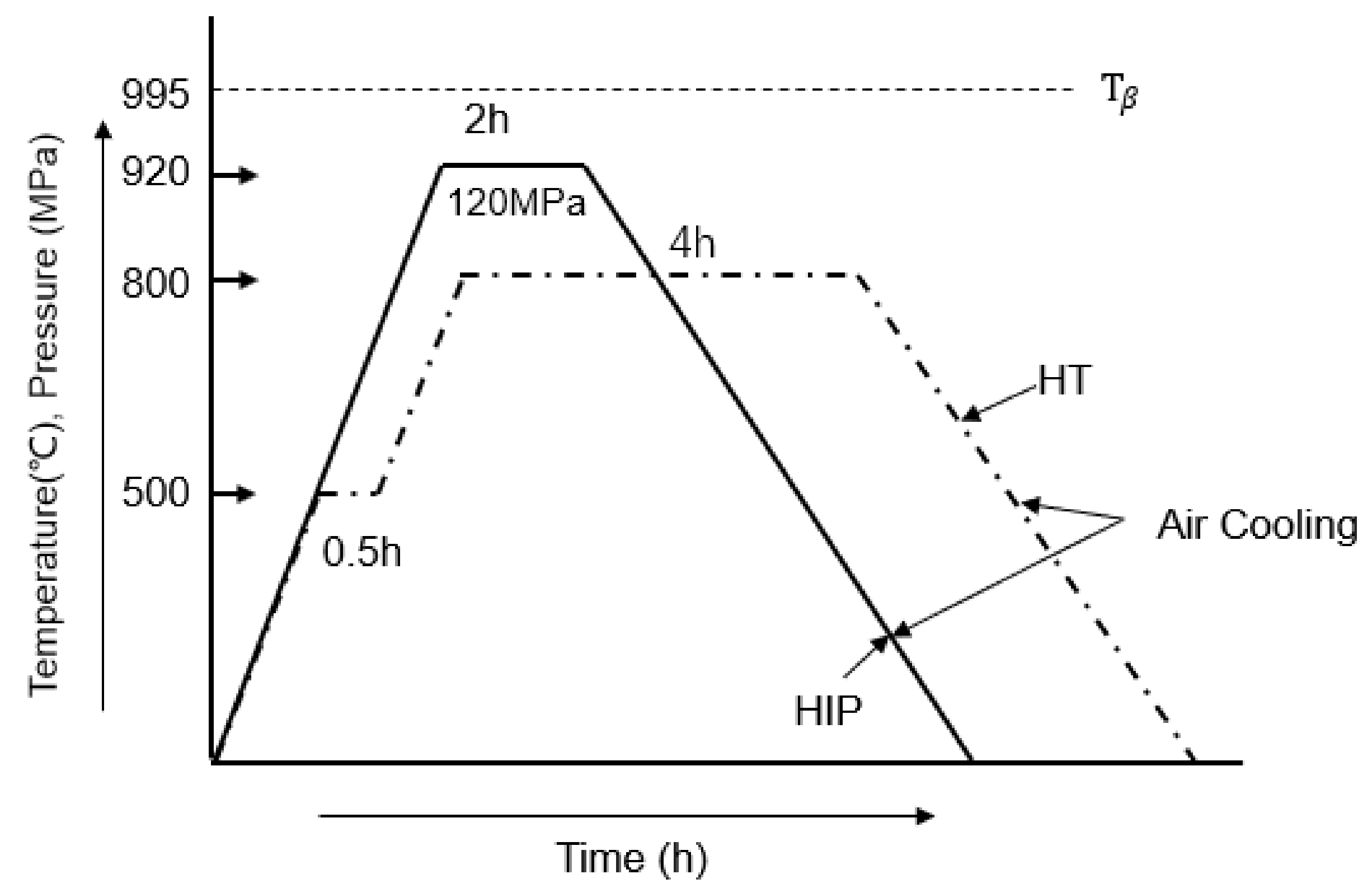
Figure 2.
Schematic diagram of the heat treatment methods used.
Figure 2.
Schematic diagram of the heat treatment methods used.
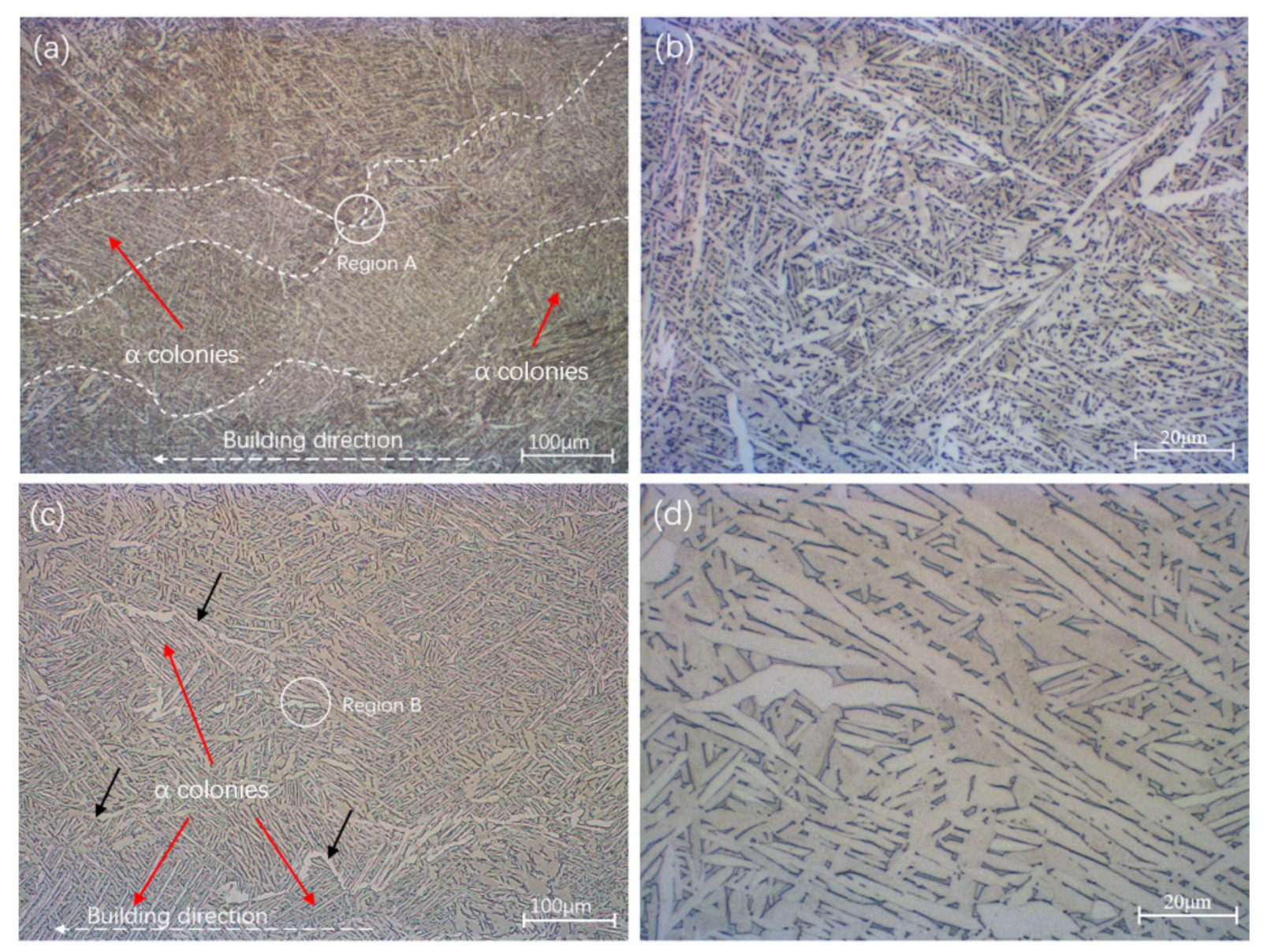
Figure 3.
Typical microstructure of the SLM Ti-6Al-4V SLM samples in HT and HIP conditions: (a) heat-treated samples; (b) enlarged image of region A; (c) HIP-treated samples; (d) enlarged image of region B. The phase is represented by light regions, while the phase is represented by dark regions. The white dashed line is the prior- grain boundary, while black arrows indicate the α grain boundary.
Figure 3.
Typical microstructure of the SLM Ti-6Al-4V SLM samples in HT and HIP conditions: (a) heat-treated samples; (b) enlarged image of region A; (c) HIP-treated samples; (d) enlarged image of region B. The phase is represented by light regions, while the phase is represented by dark regions. The white dashed line is the prior- grain boundary, while black arrows indicate the α grain boundary.
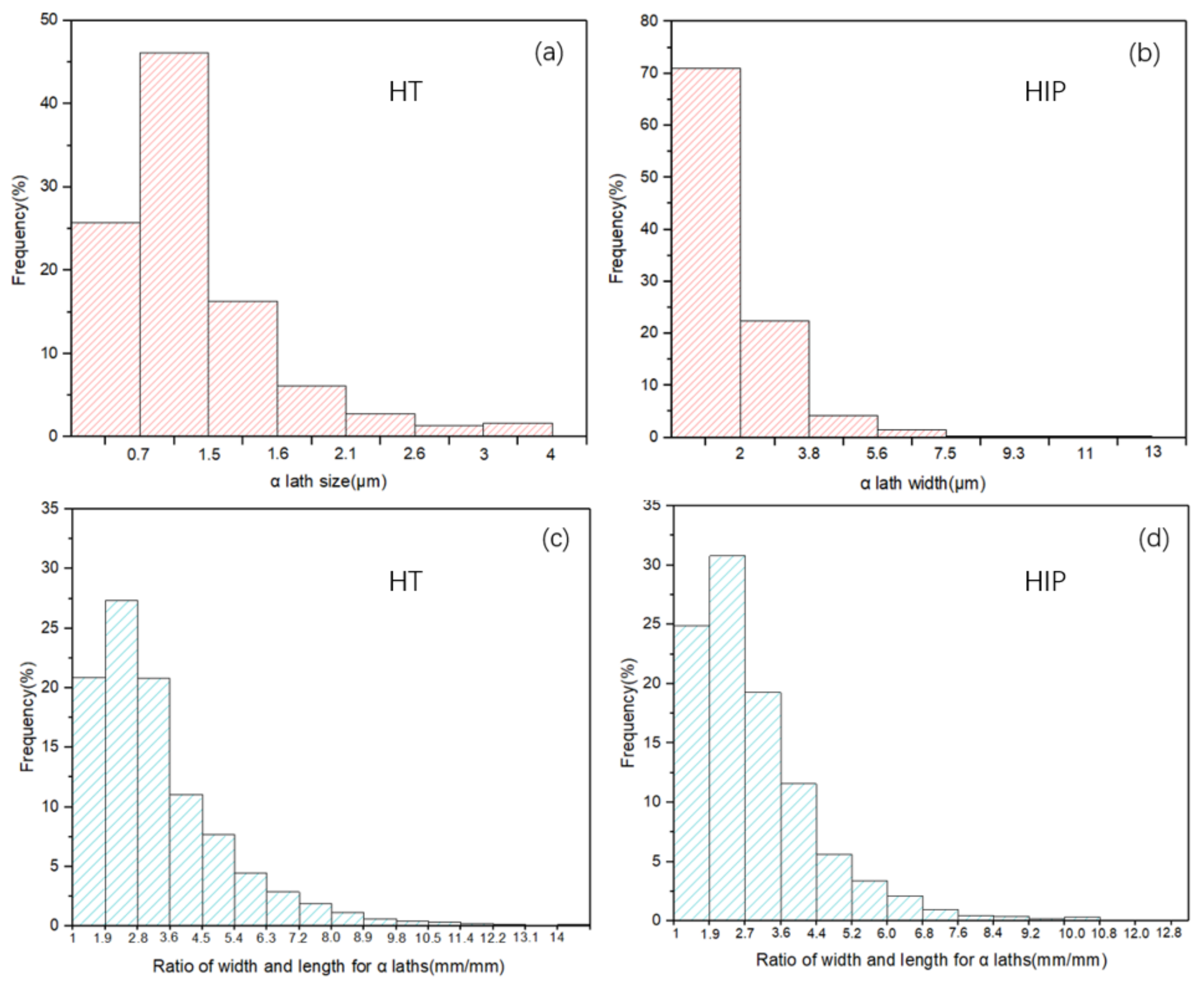
Figure 4.
(a,b) -lath sizes of HT-treated samples and HIP-treated samples, respectively, (c,d) Ratio of width and length for HT and HIP sample -laths.
Figure 4.
(a,b) -lath sizes of HT-treated samples and HIP-treated samples, respectively, (c,d) Ratio of width and length for HT and HIP sample -laths.
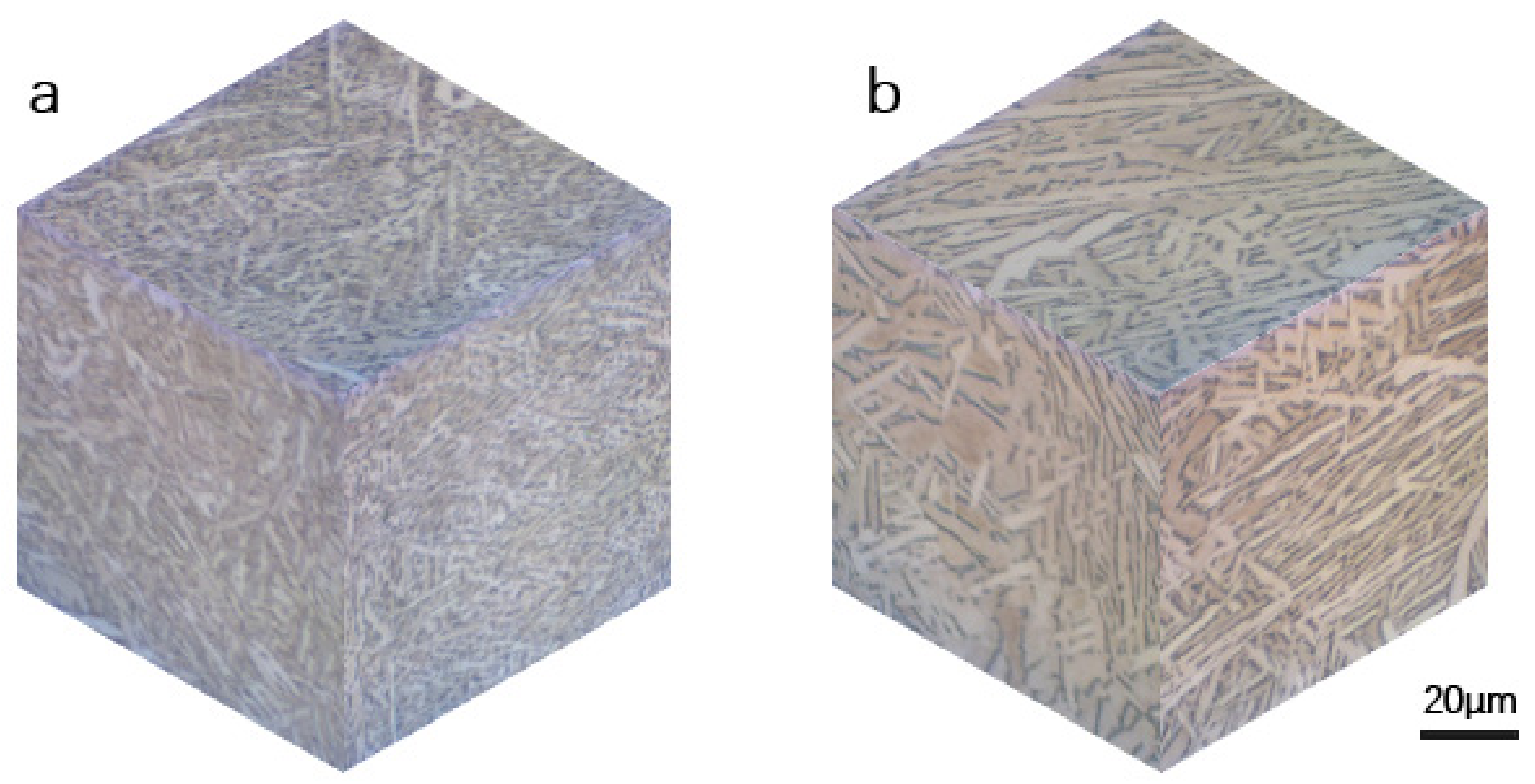
Figure 5.
Three-dimensional microstructure map of SLM Ti-6Al-4V SLM samples: (a) heat-treated sample; (b) HIP-treated sample.
Figure 5.
Three-dimensional microstructure map of SLM Ti-6Al-4V SLM samples: (a) heat-treated sample; (b) HIP-treated sample.
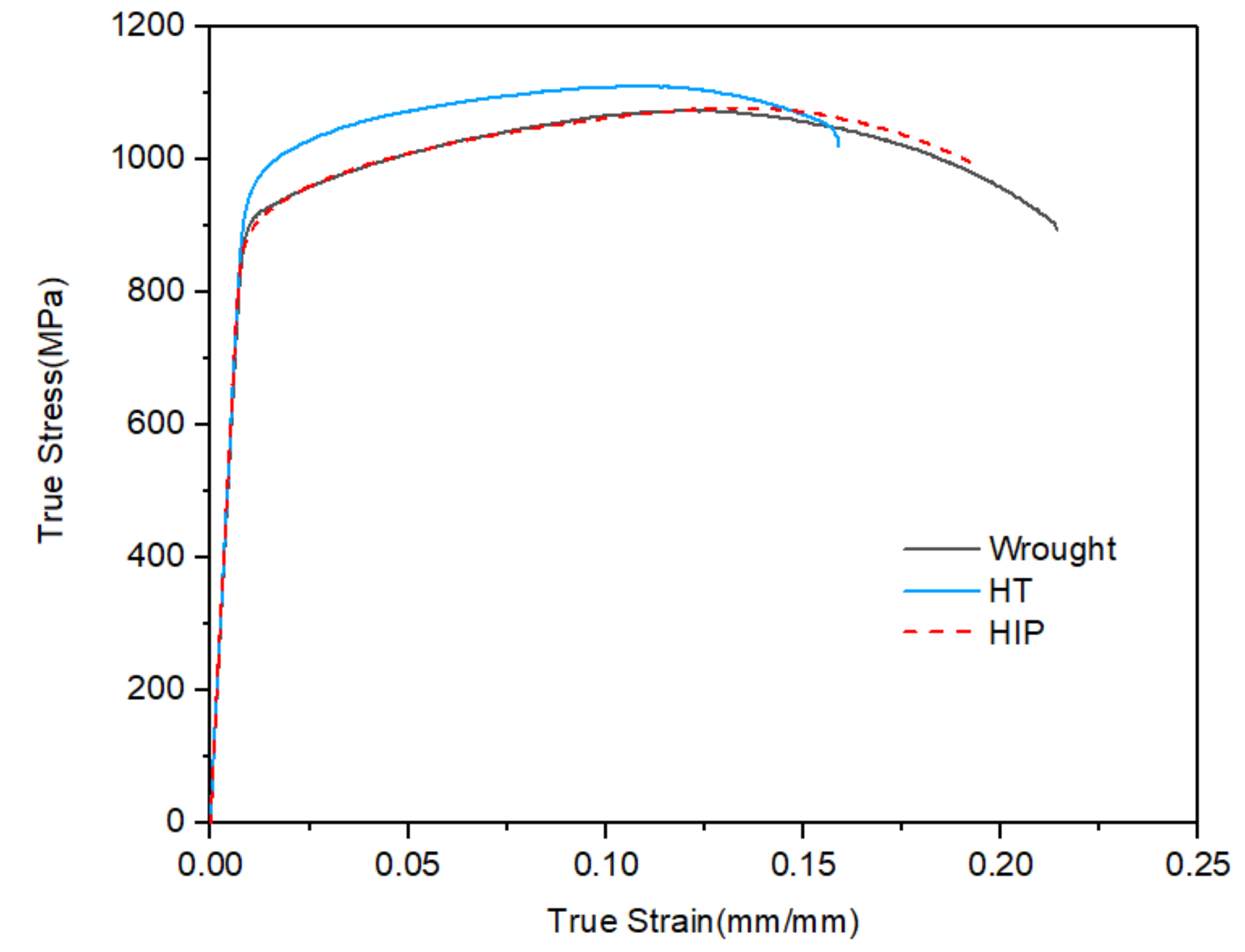
Figure 6.
Tensile stress–strain curve for wrought and two types of AM-machined specimens under tension loading.
Figure 6.
Tensile stress–strain curve for wrought and two types of AM-machined specimens under tension loading.
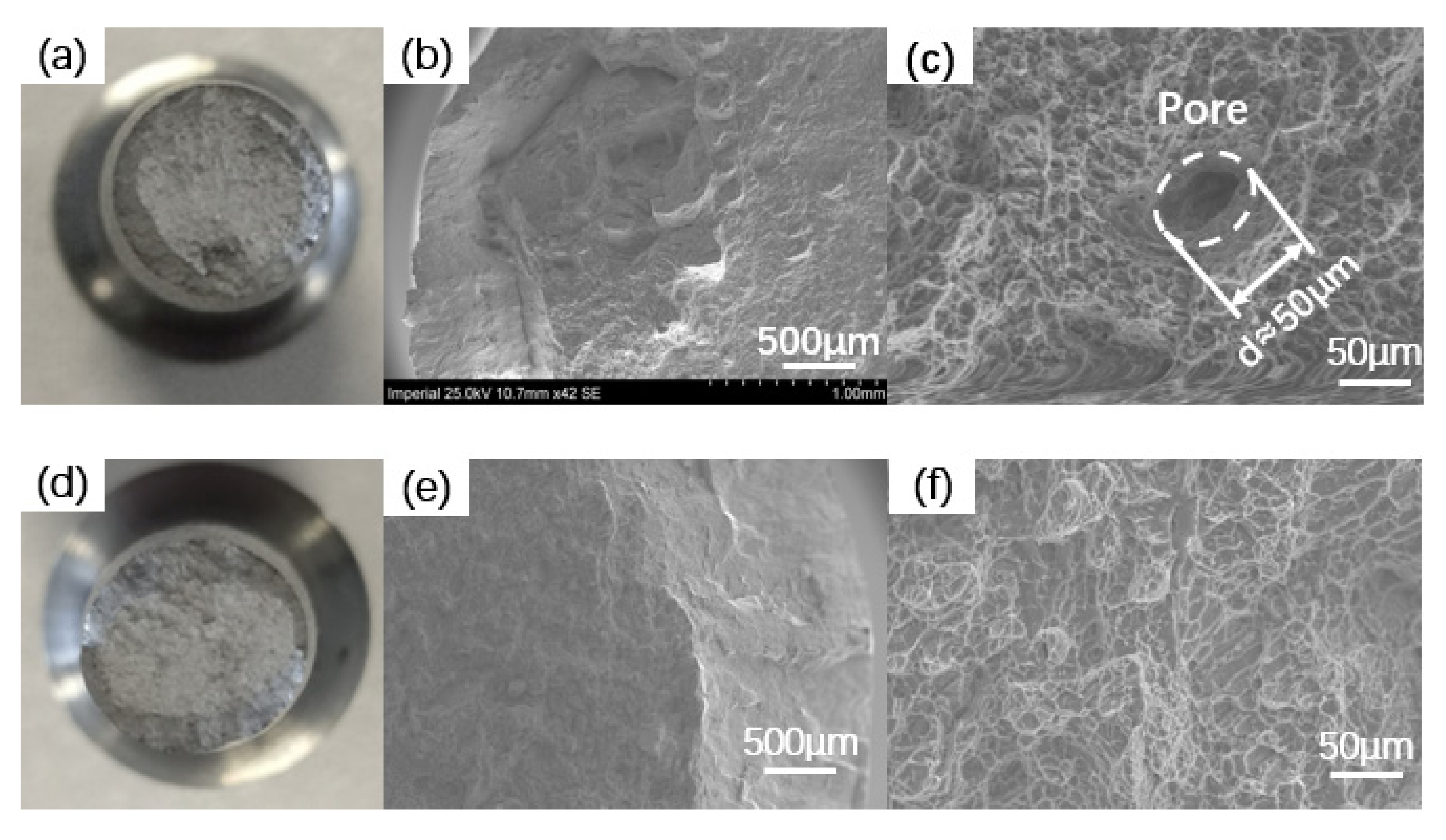
Figure 7.
Fracture surface of tensile specimens (HT- and HIP-treated): (a–c) tensile fracture surface of heat-treated specimen; (d–f) tensile fracture surface of HIP-treated specimen.
Figure 7.
Fracture surface of tensile specimens (HT- and HIP-treated): (a–c) tensile fracture surface of heat-treated specimen; (d–f) tensile fracture surface of HIP-treated specimen.
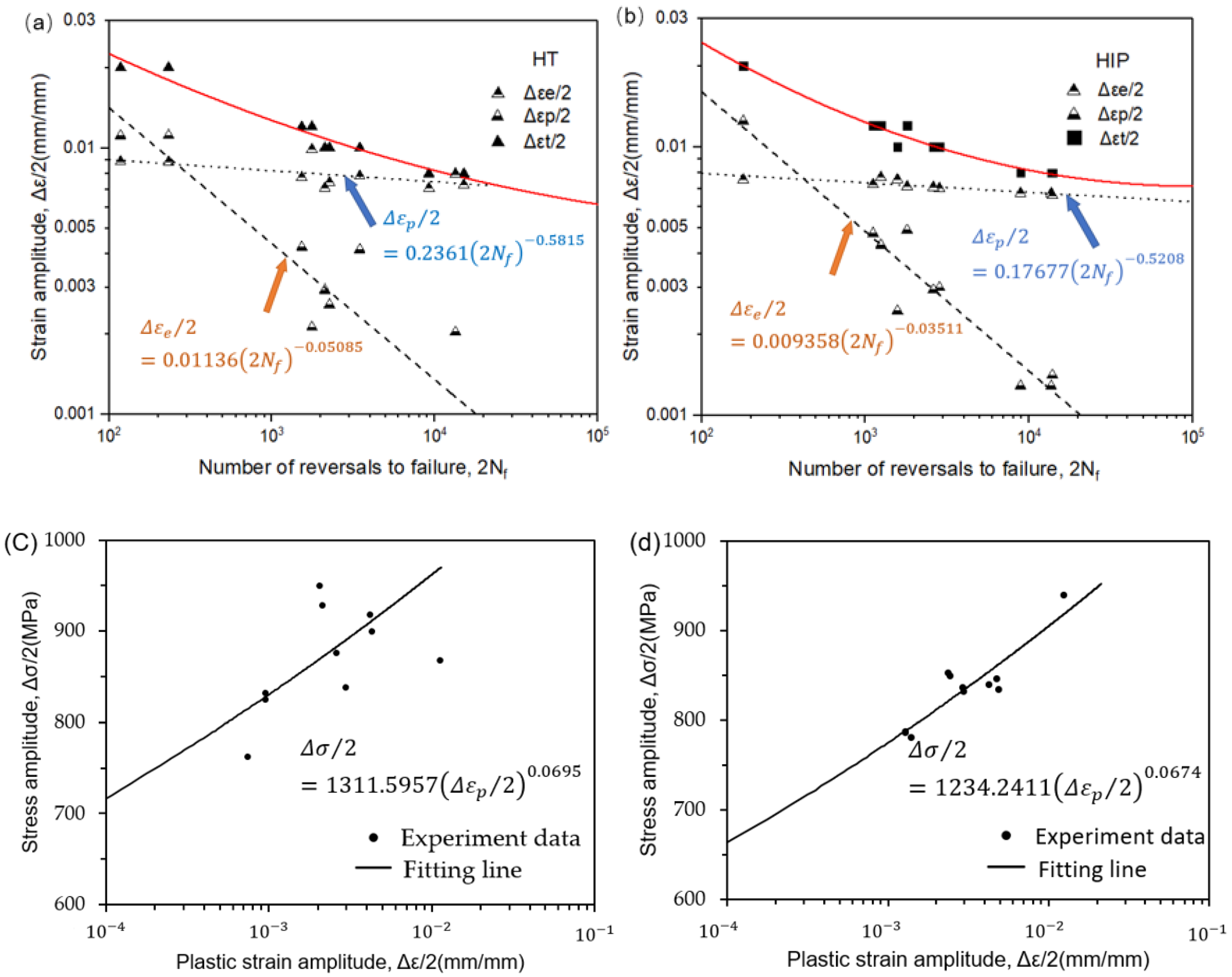
Figure 8.
Low-cycle fatigue (LCF) properties for the samples of SLM Ti-6Al-4V: (a,b) LCF data of heat-treated and HIP-treated samples; (c,d) stress amplitude and plastic amplitude of both types of samples.
Figure 8.
Low-cycle fatigue (LCF) properties for the samples of SLM Ti-6Al-4V: (a,b) LCF data of heat-treated and HIP-treated samples; (c,d) stress amplitude and plastic amplitude of both types of samples.
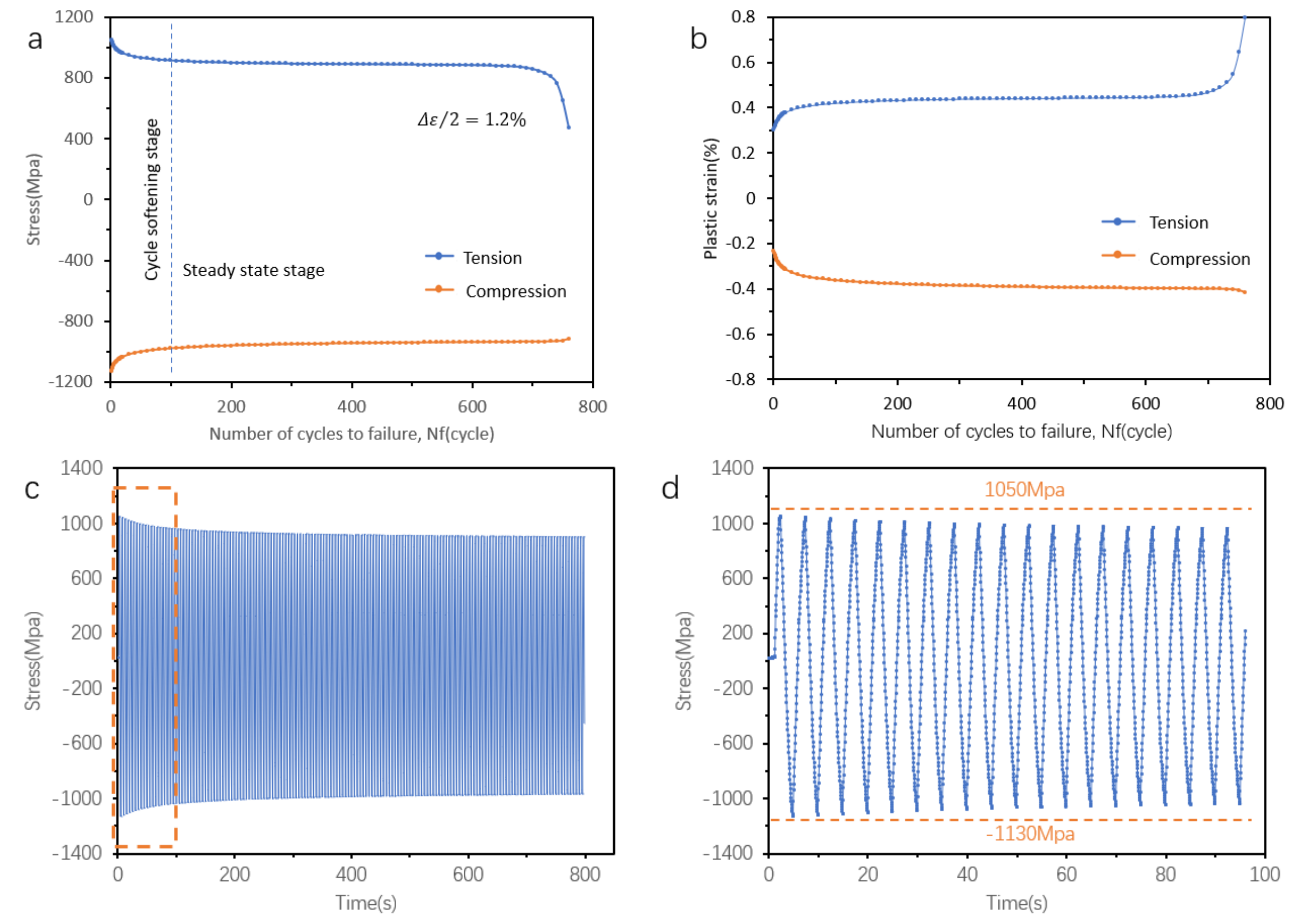
Figure 9.
Fatigue process of the HT samples of SLM Ti-6Al-4V: (a) stress evolution over cycles to failure; (b) plastic–strain over cycles to failure; (c,d) stress response of the whole test process and in the initial cycles.
Figure 9.
Fatigue process of the HT samples of SLM Ti-6Al-4V: (a) stress evolution over cycles to failure; (b) plastic–strain over cycles to failure; (c,d) stress response of the whole test process and in the initial cycles.
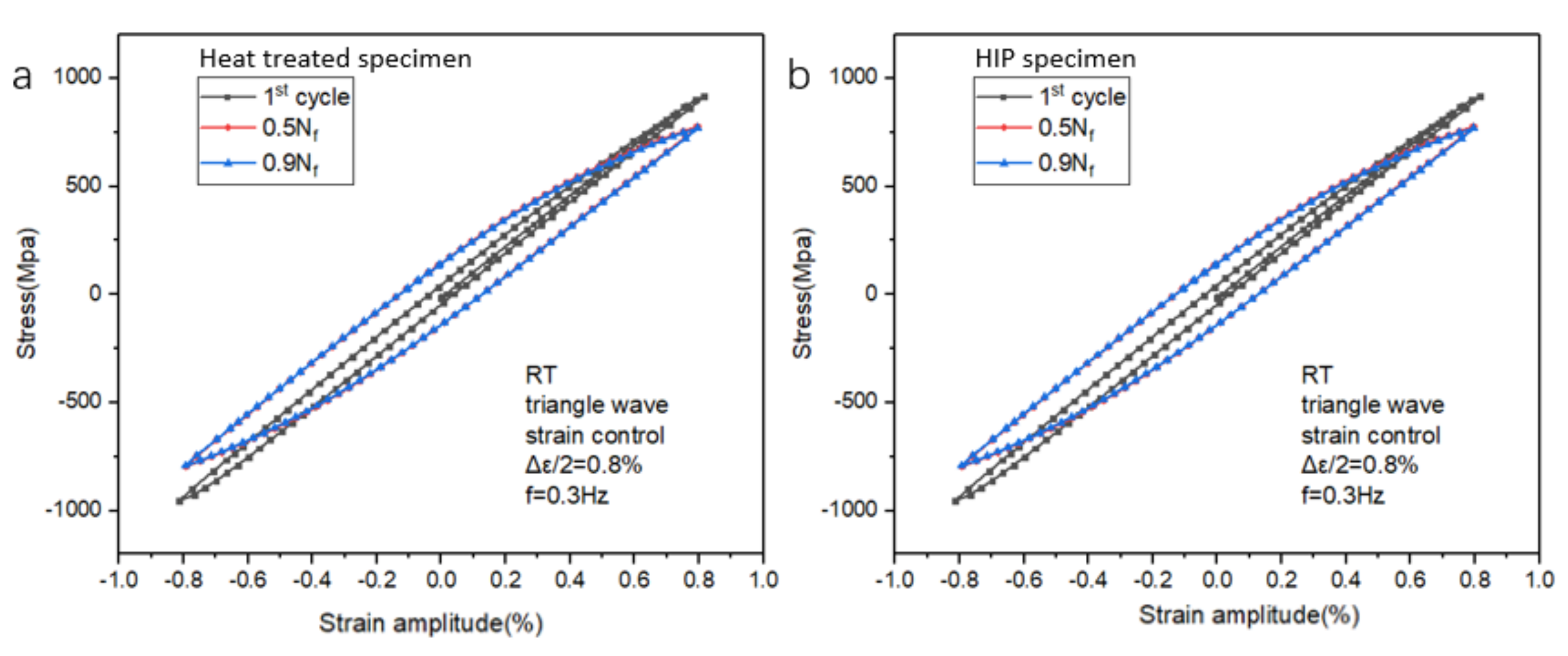
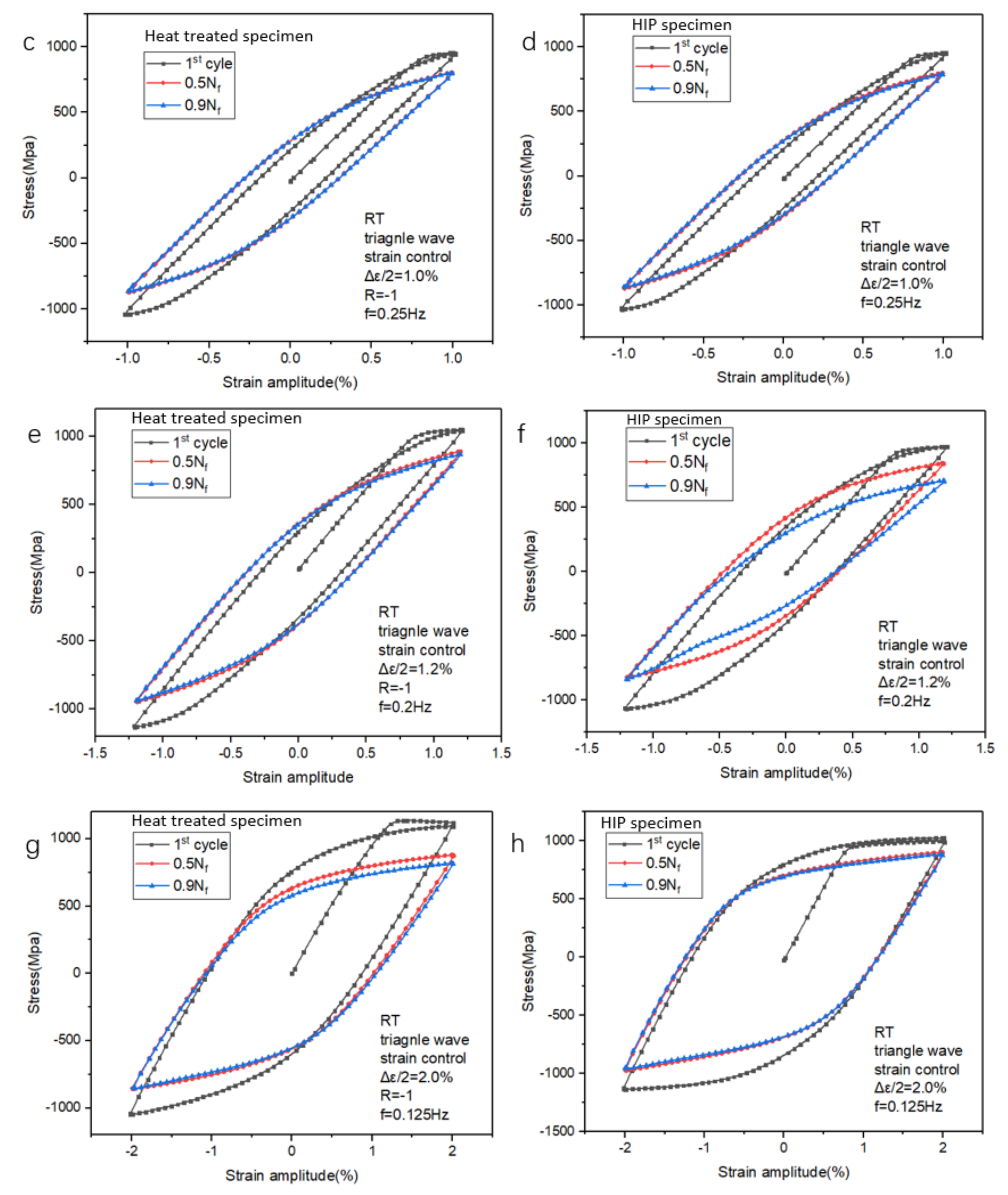
Figure 10.
Cyclic softening behavior of HT- and HIP-treated samples at (a,b) = 0.8%, (c,d) = 1.0%, (e,f) = 1.2%, and (g,h) = 2.0%.
Figure 10.
Cyclic softening behavior of HT- and HIP-treated samples at (a,b) = 0.8%, (c,d) = 1.0%, (e,f) = 1.2%, and (g,h) = 2.0%.
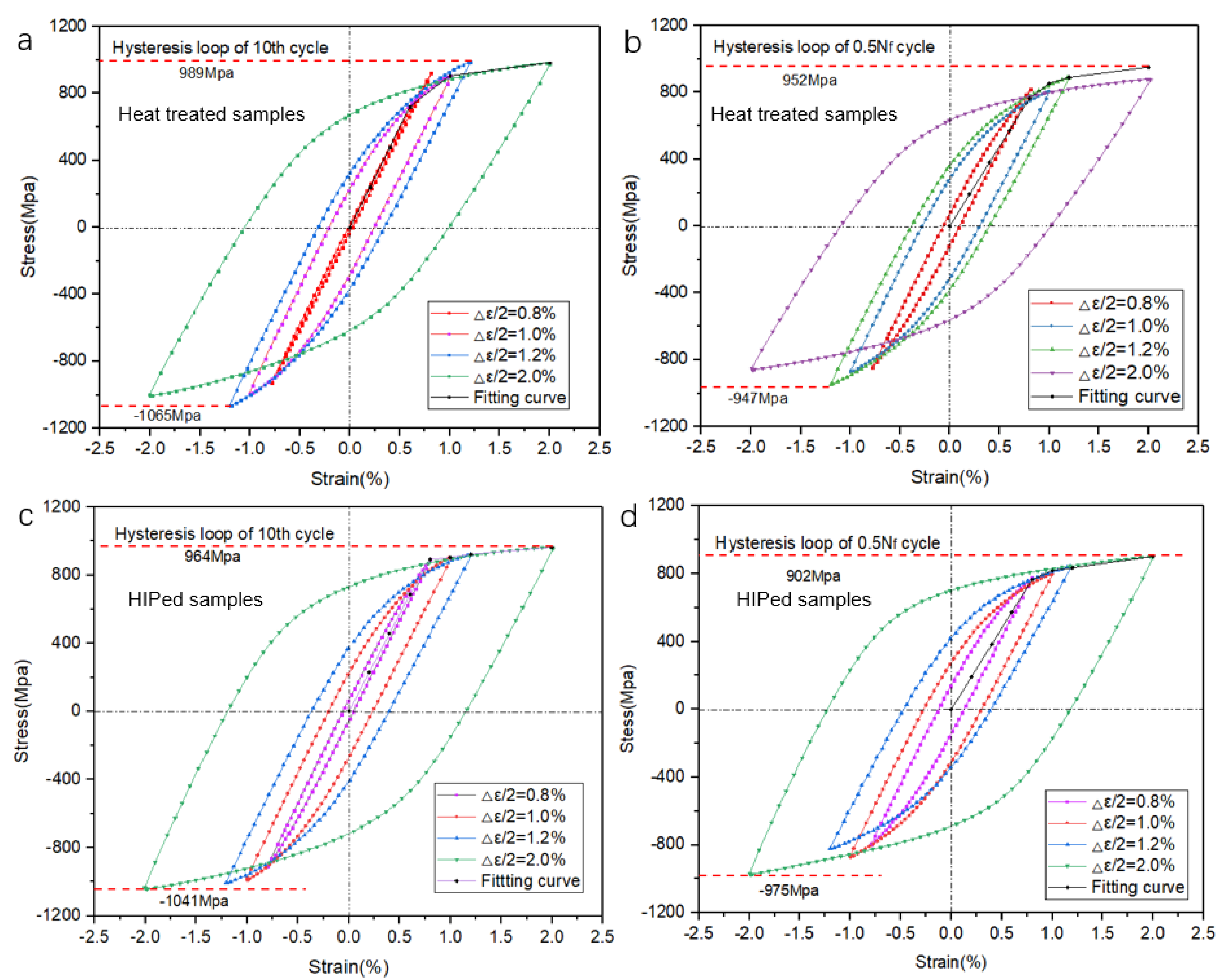
Figure 11.
Hysteresis loops of SLM Ti-6Al-4V samples with HT and HIP treatments under different strain amplitude: (a) 10th cycles of HT samples; (b) half-life cycles of HT samples; (c) 10th cycles of HIP-treated samples; (d) half-life cycles of HIP-treated samples.
Figure 11.
Hysteresis loops of SLM Ti-6Al-4V samples with HT and HIP treatments under different strain amplitude: (a) 10th cycles of HT samples; (b) half-life cycles of HT samples; (c) 10th cycles of HIP-treated samples; (d) half-life cycles of HIP-treated samples.
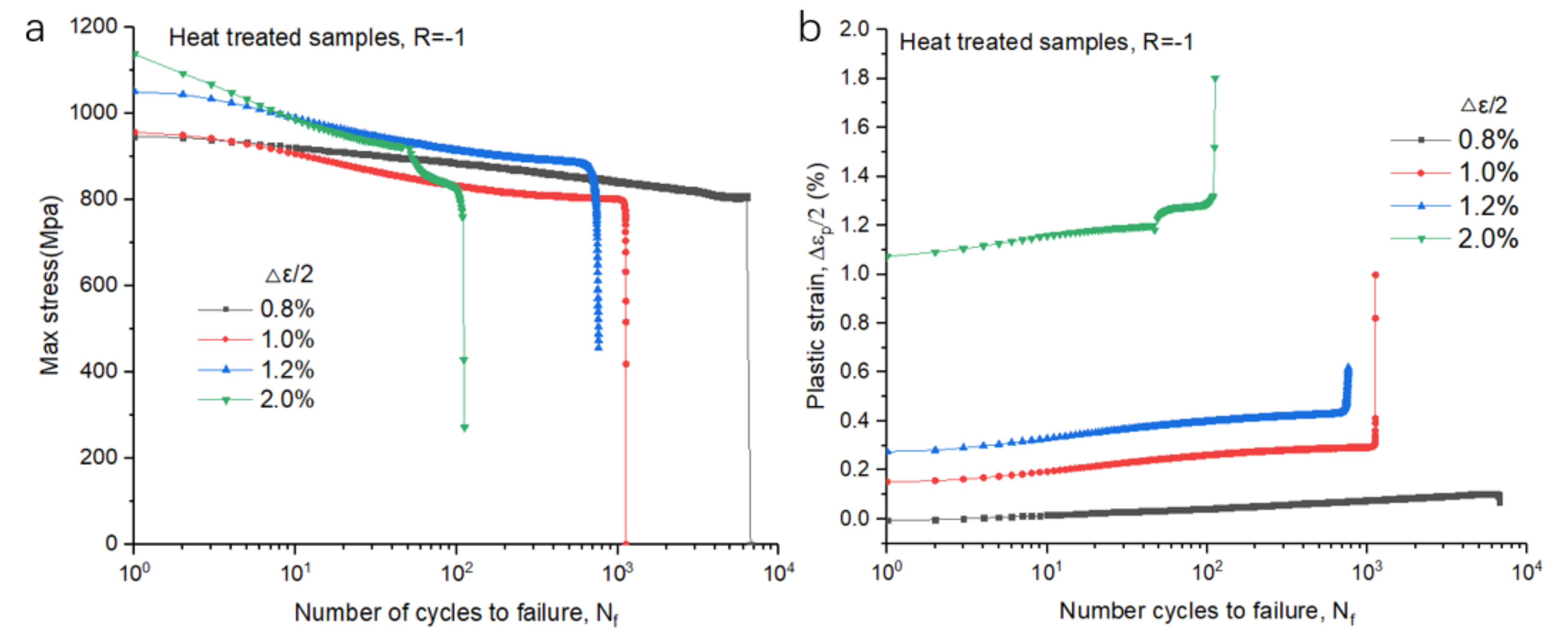
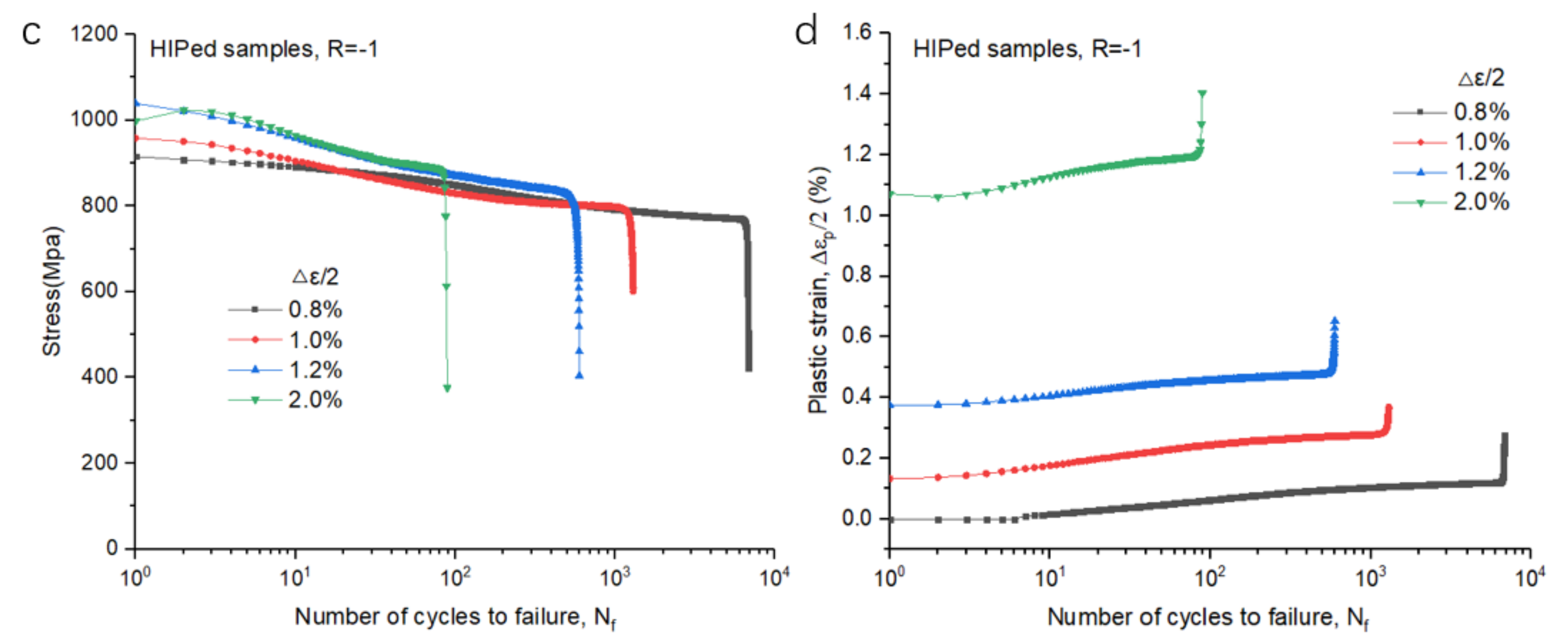
Figure 12.
Maximum stress and average plastic strain amplitude and at given strain amplitude of HT- and HIP-treated samples under different strain amplitude: (a) maximum stress as a function of number of cycles to failure in HT samples; (b) plastic strain amplitude and Nf of HT samples; (c) maximum stress as a function of number of cycles to failure in HIP-treated samples; (d) plastic strain amplitude and Nf of HIP-treated samples.
Figure 12.
Maximum stress and average plastic strain amplitude and at given strain amplitude of HT- and HIP-treated samples under different strain amplitude: (a) maximum stress as a function of number of cycles to failure in HT samples; (b) plastic strain amplitude and Nf of HT samples; (c) maximum stress as a function of number of cycles to failure in HIP-treated samples; (d) plastic strain amplitude and Nf of HIP-treated samples.
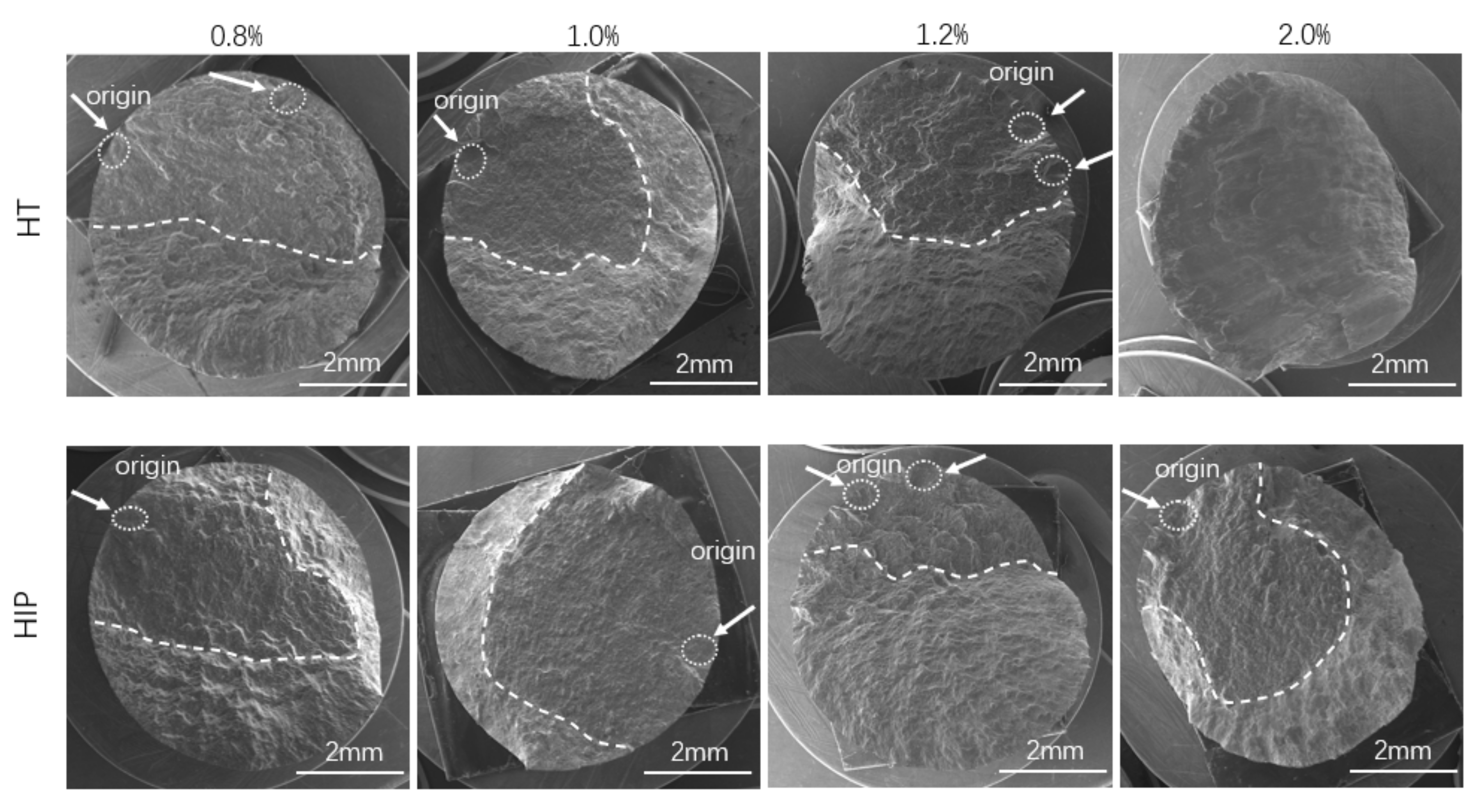
Figure 13.
LCF fractography of HT- and HIP-treated samples at different strain amplitudes. The dashed circles and dashed lines separate the crack growth regions of the fracture surface at different stages under corresponding strain. The strain amplitudes were 0.8%, 1.0%, 1.2%, and 2.0% (from left to right).
Figure 13.
LCF fractography of HT- and HIP-treated samples at different strain amplitudes. The dashed circles and dashed lines separate the crack growth regions of the fracture surface at different stages under corresponding strain. The strain amplitudes were 0.8%, 1.0%, 1.2%, and 2.0% (from left to right).
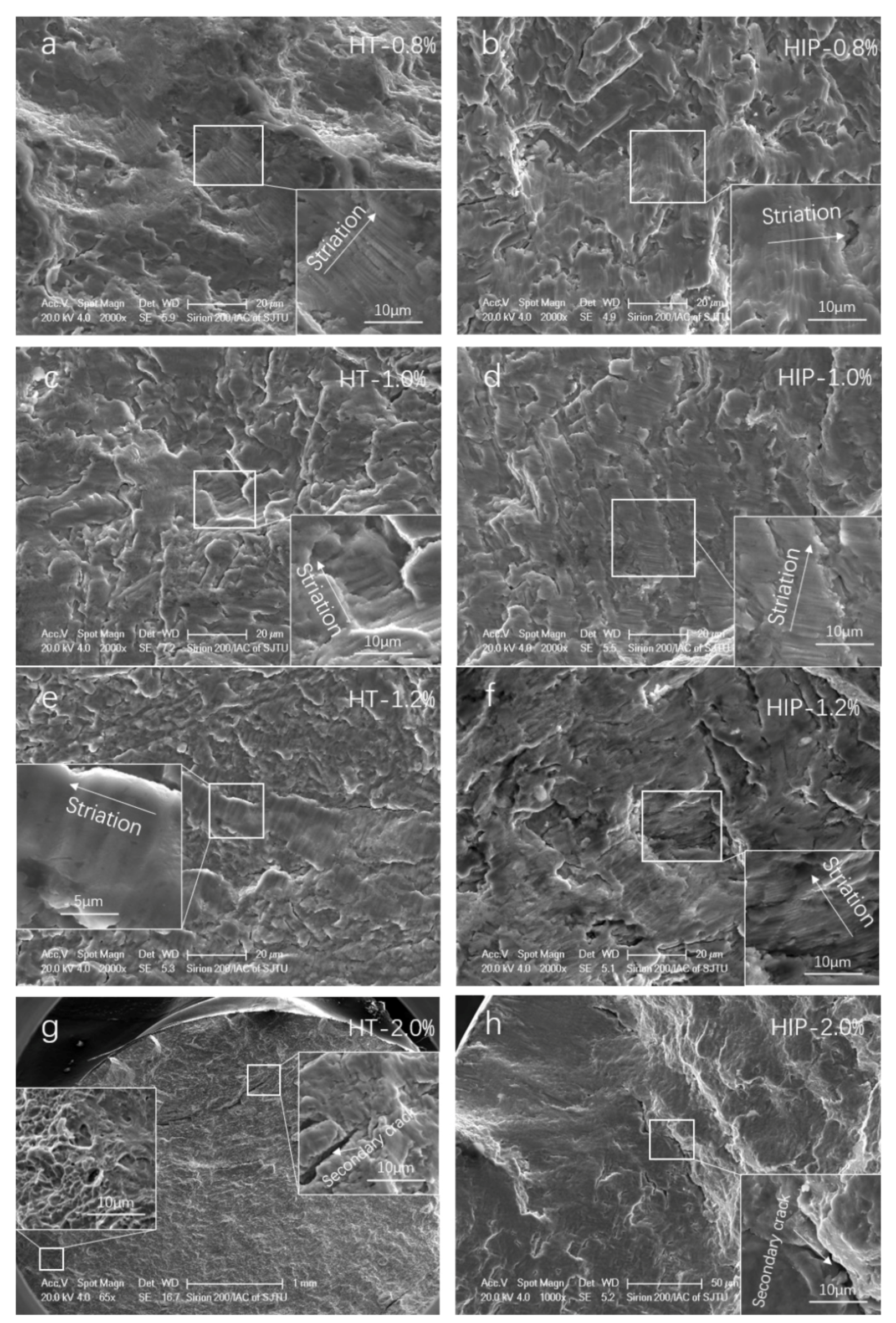
Figure 14.
Low-cycle fatigue fracture surface and crack propagation features of HT- and HIP-treated samples: (a) HT at 0.8% strain amplitude; (b) HIP at 0.8% strain amplitude; (c) HT at 1.0% strain amplitude; (d) HIP at 1.0% strain amplitude; (e) HT at 1.2% strain amplitude; (f) HIP at 1.2% strain amplitude; (g) HT at 2.0% strain amplitude; (h) HIP at 2.0% strain amplitude.
Figure 14.
Low-cycle fatigue fracture surface and crack propagation features of HT- and HIP-treated samples: (a) HT at 0.8% strain amplitude; (b) HIP at 0.8% strain amplitude; (c) HT at 1.0% strain amplitude; (d) HIP at 1.0% strain amplitude; (e) HT at 1.2% strain amplitude; (f) HIP at 1.2% strain amplitude; (g) HT at 2.0% strain amplitude; (h) HIP at 2.0% strain amplitude.
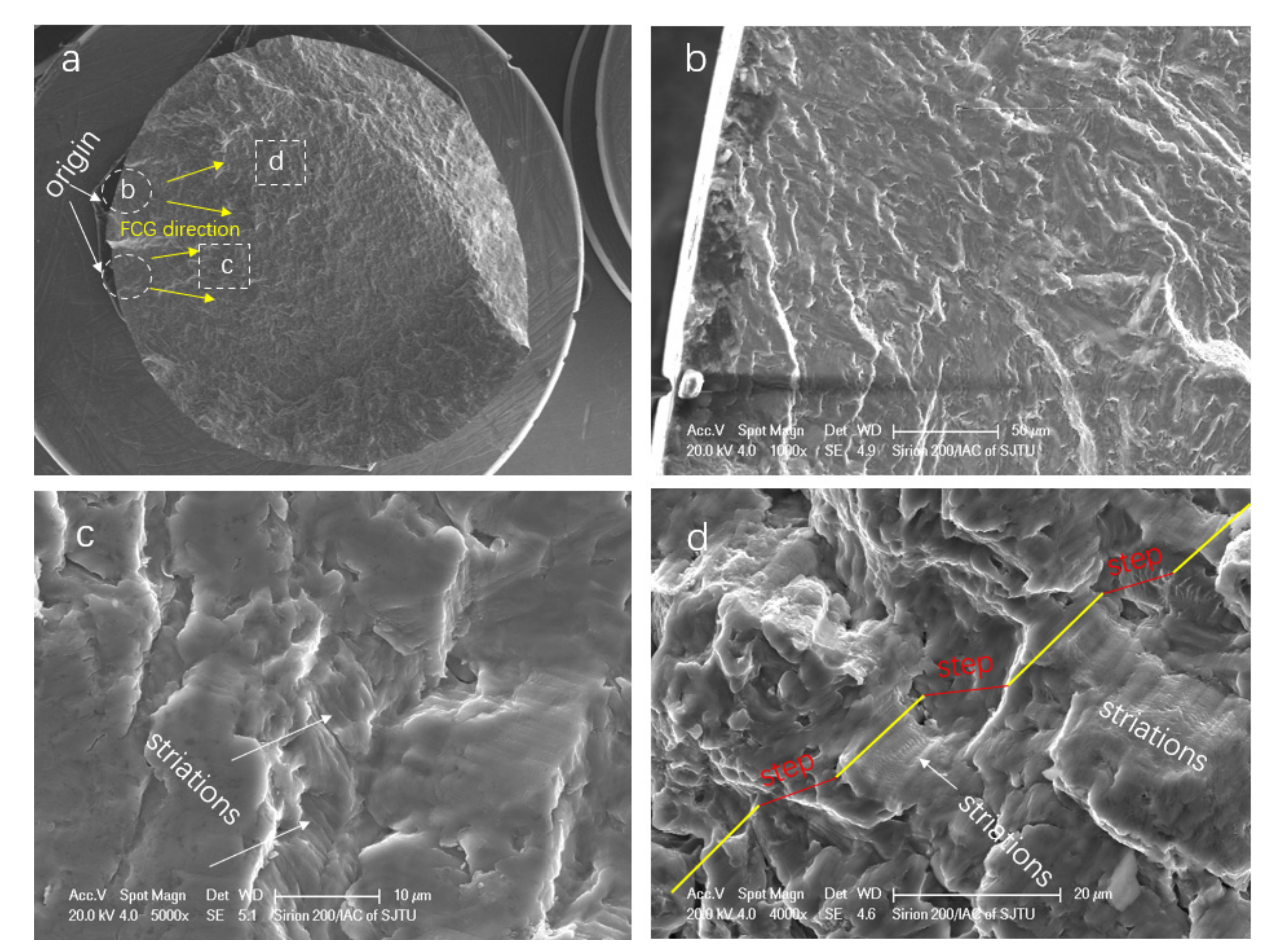
Figure 15.
Typical low-cycle fatigue fracture surface features of HIP-treated sample at 1.0% strain amplitude: (a) morphology of a low-cycle fatigue specimen (FCG denotes crack propagation); (b) crack initiation region; (c) striations in the crack growth region; (d) transition region with striations and steps.
Figure 15.
Typical low-cycle fatigue fracture surface features of HIP-treated sample at 1.0% strain amplitude: (a) morphology of a low-cycle fatigue specimen (FCG denotes crack propagation); (b) crack initiation region; (c) striations in the crack growth region; (d) transition region with striations and steps.
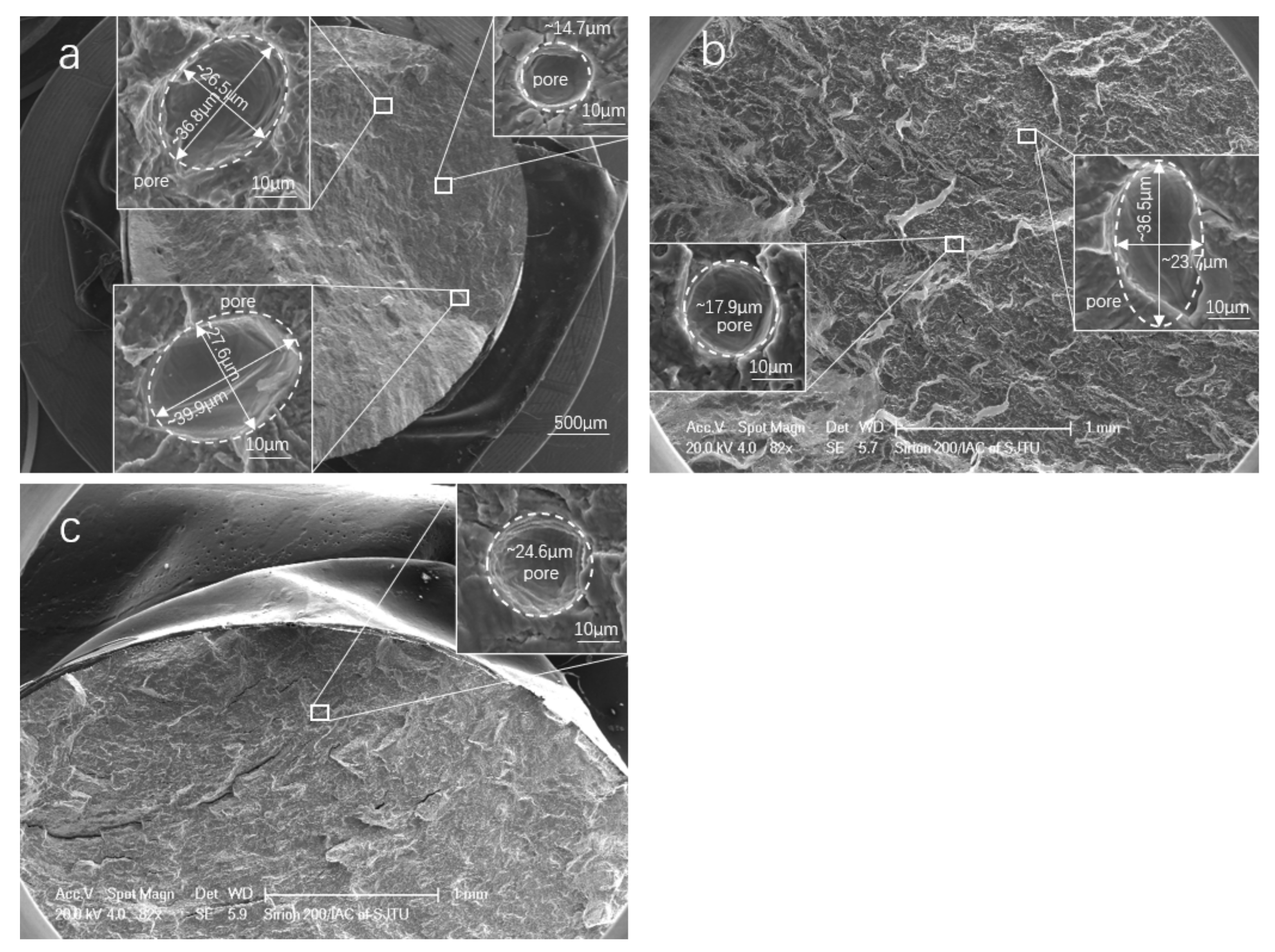
Figure 16.
Internal defects in the fracture surface of LCF HT Ti-6Al-4V: (a) HT-0.8% and = 6686 cycles; (b) HT-1.2% and = 882 cycles; (c) HT-2.0% and = 116 cycles.
Figure 16.
Internal defects in the fracture surface of LCF HT Ti-6Al-4V: (a) HT-0.8% and = 6686 cycles; (b) HT-1.2% and = 882 cycles; (c) HT-2.0% and = 116 cycles.
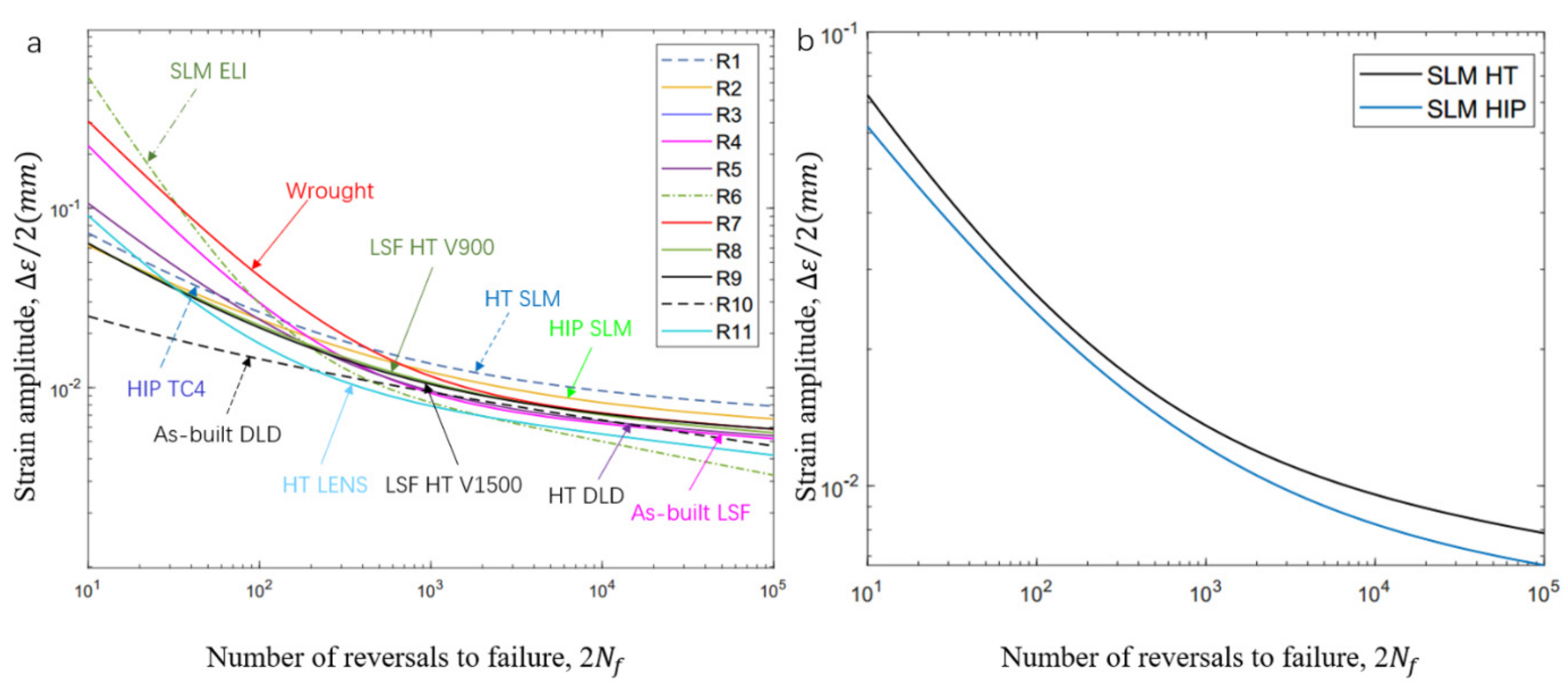
Figure 17.
Comparison of LCF fitting curve with SLM HT- and HIP-treated Ti-6Al-4V: (a) LCF curve of various AM Ti-6Al-4V samples; (b) LCF properties of HT- and HIP-treated SLM samples.
Figure 17.
Comparison of LCF fitting curve with SLM HT- and HIP-treated Ti-6Al-4V: (a) LCF curve of various AM Ti-6Al-4V samples; (b) LCF properties of HT- and HIP-treated SLM samples.
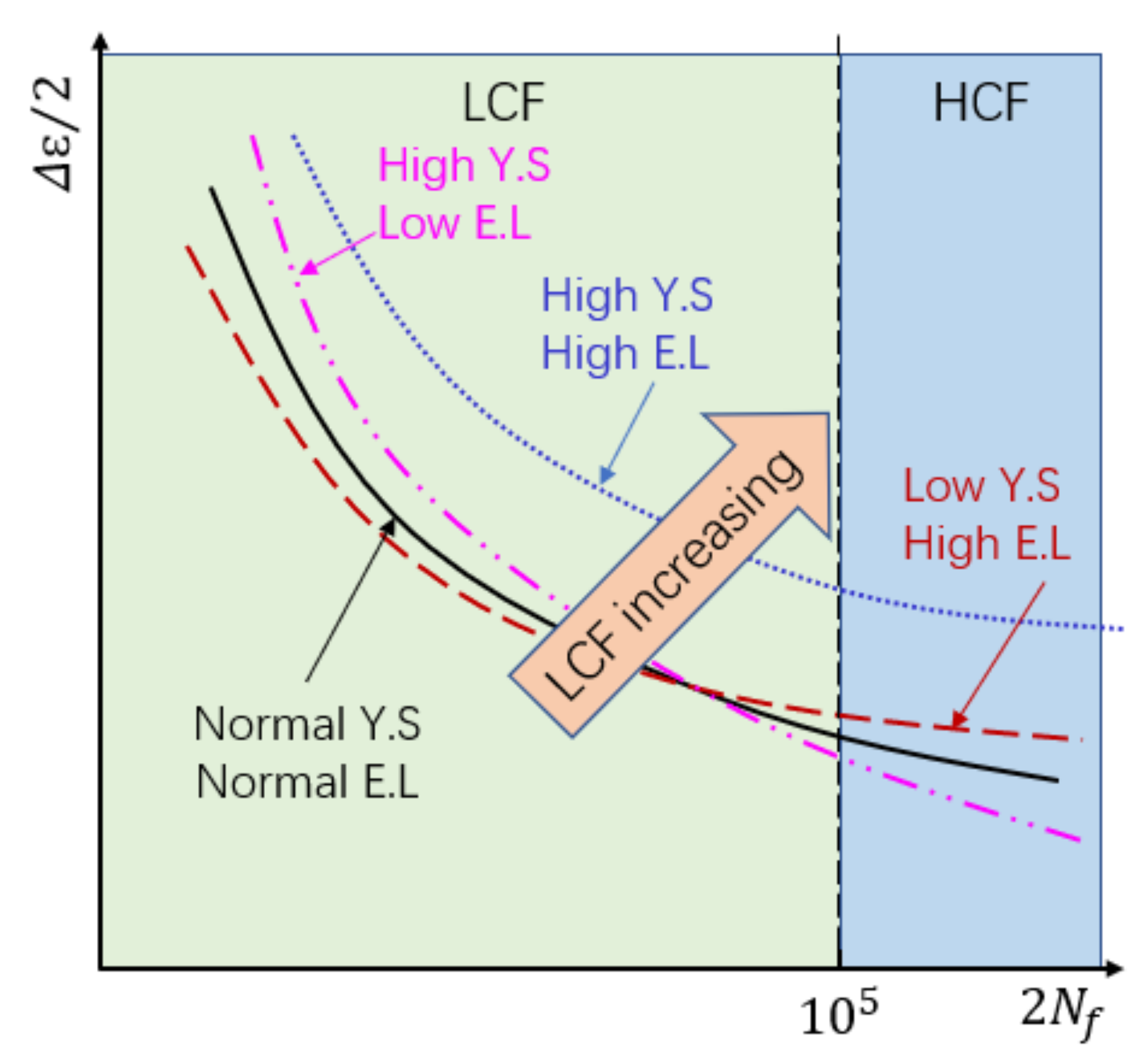
Figure 18.
Illustration of the relationship among elongation to failure (EL), yield stress (YS), and LCF curve.
Figure 18.
Illustration of the relationship among elongation to failure (EL), yield stress (YS), and LCF curve.
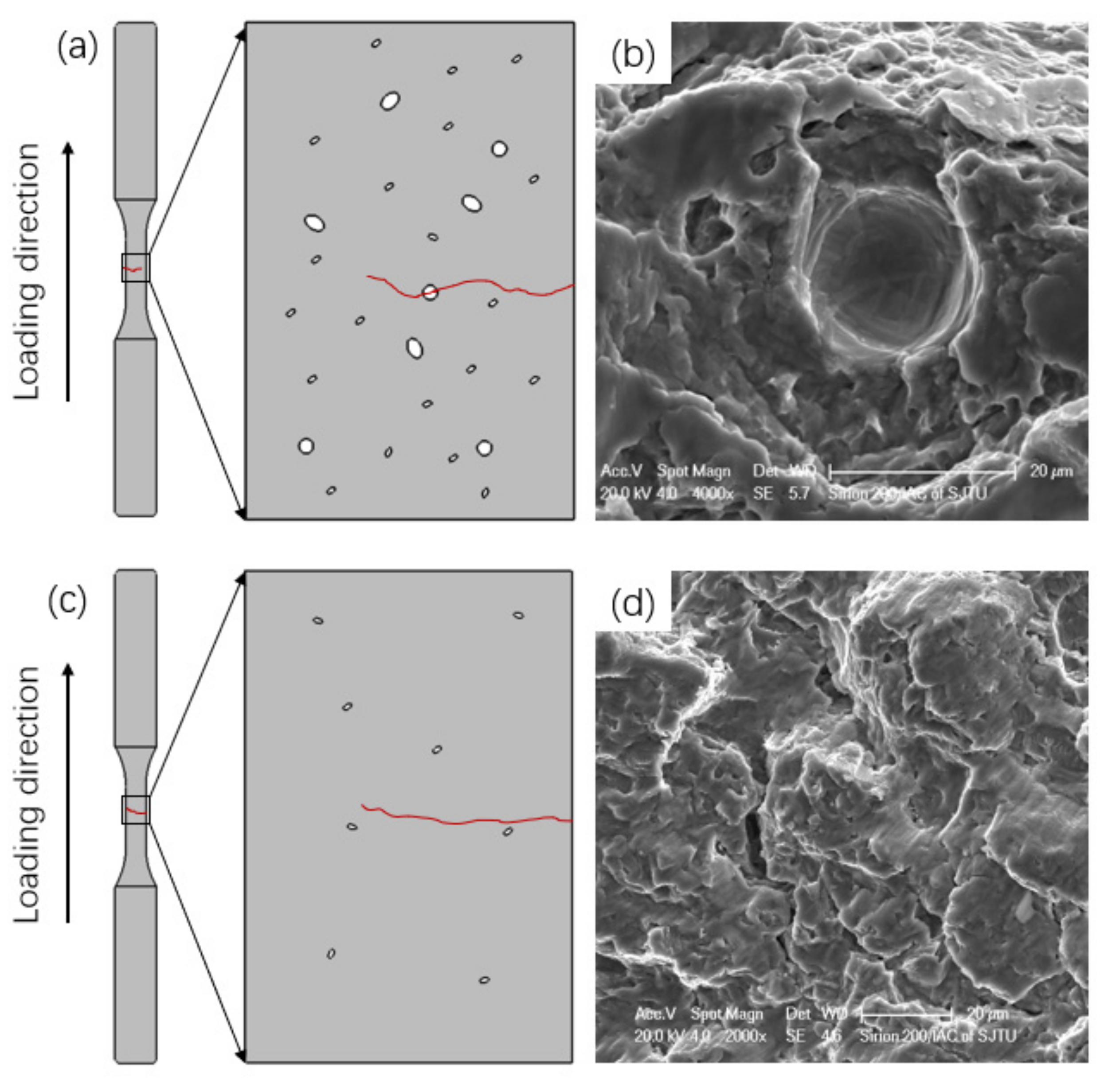
Figure 19.
Schematic of internal defects along the fatigue crack propagation of SLM HT and HIP samples: (a) HT samples with pore defects; (b) internal defects on the fracture surface; (c) crack propagation of HIP sample; (d) typical region of fracture surface.
Figure 19.
Schematic of internal defects along the fatigue crack propagation of SLM HT and HIP samples: (a) HT samples with pore defects; (b) internal defects on the fracture surface; (c) crack propagation of HIP sample; (d) typical region of fracture surface.
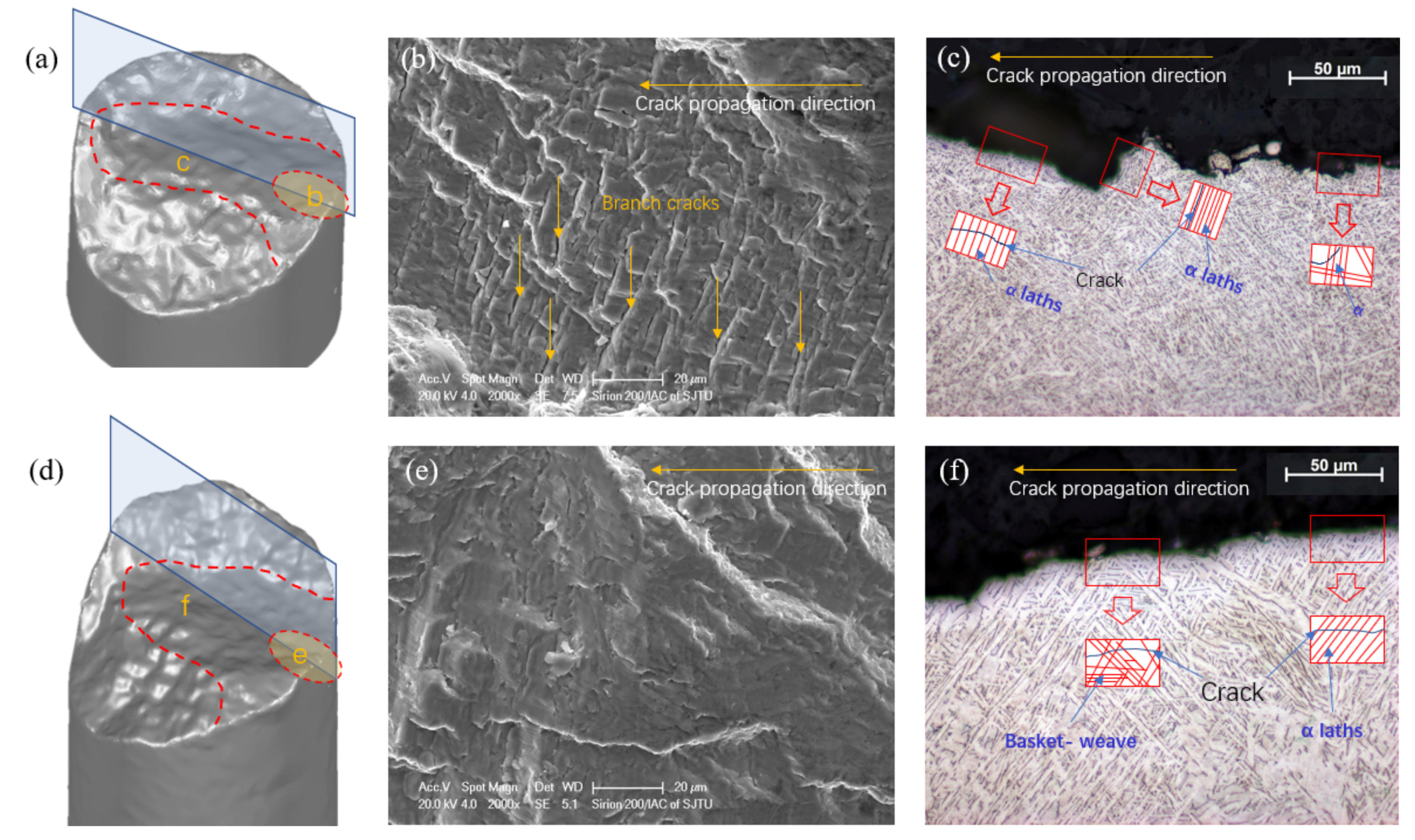
Figure 20.
Fracture surfaces and crack propagation path: (a) fracture surface scanning model of HT sample at 0.8% strain amplitude; (b) crack initiation region of HT sample; (c) crack propagation path of HT sample; (d) fracture surface scanning model of HIP sample at 0.8% strain amplitude; (e) crack initiation region of HIP sample; (f) crack propagation path of HIP sample.
Figure 20.
Fracture surfaces and crack propagation path: (a) fracture surface scanning model of HT sample at 0.8% strain amplitude; (b) crack initiation region of HT sample; (c) crack propagation path of HT sample; (d) fracture surface scanning model of HIP sample at 0.8% strain amplitude; (e) crack initiation region of HIP sample; (f) crack propagation path of HIP sample.
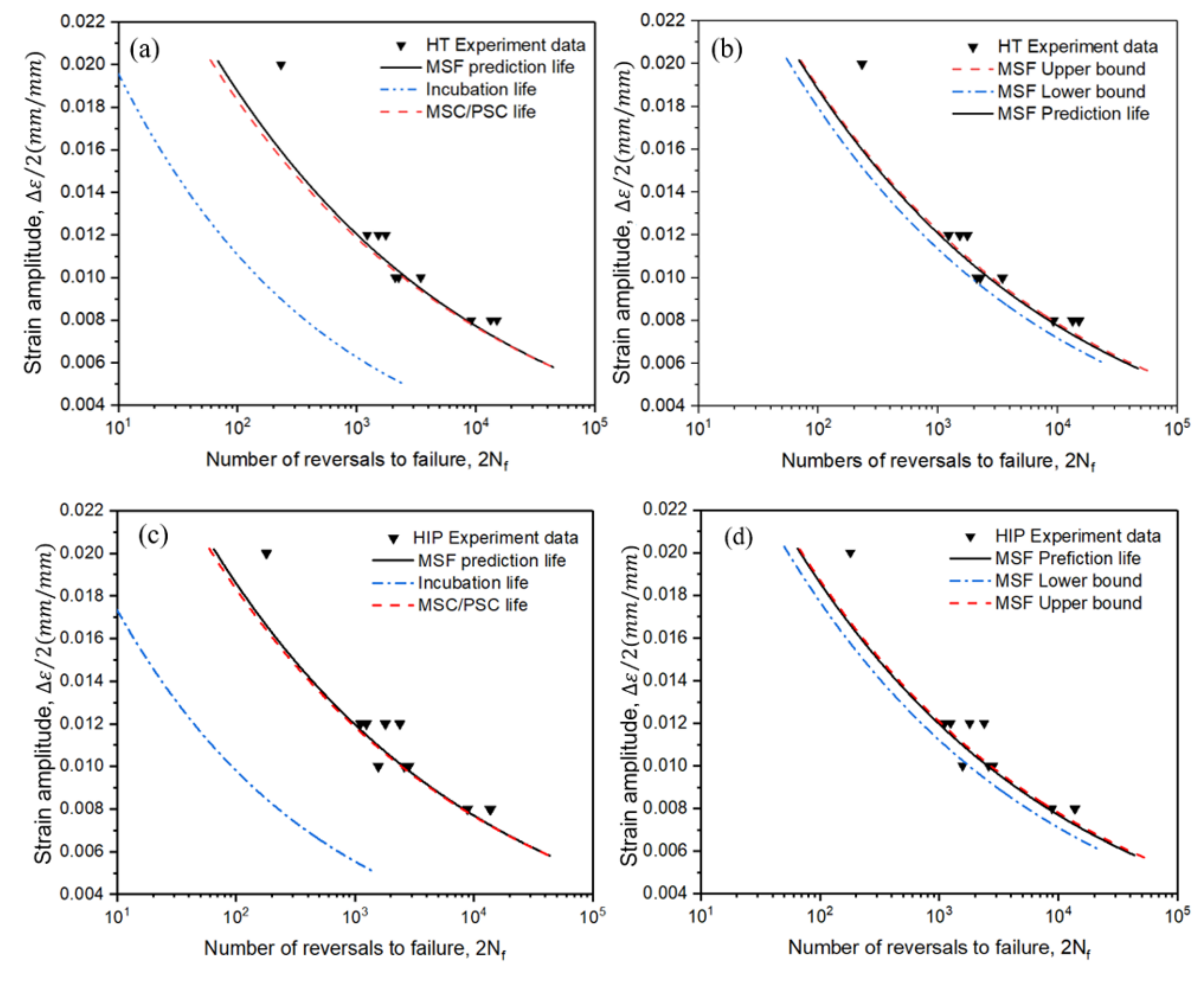
Figure 21.
Fatigue life prediction using MSF model for HT and HIP samples: (a) crack incubation and small crack life for HT specimens; (b) lower bound and upper bound for HT specimens in MSF model; (c) crack incubation and small crack life for HIP-treated specimens; (d) lower bound and upper bound for HIP-treated specimens in MSF model.
Figure 21.
Fatigue life prediction using MSF model for HT and HIP samples: (a) crack incubation and small crack life for HT specimens; (b) lower bound and upper bound for HT specimens in MSF model; (c) crack incubation and small crack life for HIP-treated specimens; (d) lower bound and upper bound for HIP-treated specimens in MSF model.
Table 1.
Ti-6Al-4V powder chemical compositions used in this work (wt.%).
Table 1.
Ti-6Al-4V powder chemical compositions used in this work (wt.%).
| Al | Y | O | C | V | N | Fe | Ti |
|---|
| 6.28 | <0.001 | 0.074 | 0.012 | 3.97 | 0.012 | 0.131 | Balance |
Table 2.
List of fully reversed fatigue test parameters.
Table 2.
List of fully reversed fatigue test parameters.
| f/Hz | Load Shape | Strain Ratio | Amount |
|---|
| 0.008 | 0.313 | Triangle | −1 | 3 |
| 0.010 | 0.250 | Triangle | −1 | 3 |
| 0.012 | 0.208 | Triangle | −1 | 3 |
| 0.020 | 0.125 | Triangle | −1 | 1 |
Table 3.
Density and mechanical properties of HT- and HIP-treated SLM Ti-6Al-4V.
Table 3.
Density and mechanical properties of HT- and HIP-treated SLM Ti-6Al-4V.
| Properties | HT | HIP | Wrought |
|---|
| Density (g/cm3) | 4.254 | 4.299 | 4.5 |
| Elastic modulus (GPa) | 116.2 | 118.6 | 108.1 |
| Yield stress, (MPa) | 964 | 913 | 904 |
| Ultimate stress, (MPa) | 1115 | 1112 | 1078 |
| Elongation to failure, (%) | 17.1 | 19 | 23.4 |
| Cyclic modulus of elasticity, (GPa) | 114.6 | 114.9 | - |
| Fatigue strength coefficient, (MPa) | 1302 | 1076 | - |
| Fatigue strength exponent, | −0.0509 | −0.0351 | - |
| Fatigue ductility coefficient, | 0.236 | 0.177 | - |
| Fatigue ductility exponent, | −0.582 | −0.453 | - |
| Cyclic strength coefficient, (MPa) | 1311.6 | 1234.2 | - |
| Cyclic strain hardening coefficient, | 0.0695 | 0.0674 | - |
Table 4.
Experiment results of strain-controlled fatigue test results for HT- and HIP-treated SLM Ti-6Al-4V.
Table 4.
Experiment results of strain-controlled fatigue test results for HT- and HIP-treated SLM Ti-6Al-4V.
| | | | | |
|---|
| HT | - | - | - | - | - |
| 0.8 | 0.094 | 0.706 | 832 | −16 | 13,372 |
| 0.8 | 0.074 | 0.726 | 763 | −73 | 9194 |
| 0.8 | 0.094 | 0.706 | 825 | −39 | 15,082 |
| 1.0 | 0.258 | 0.742 | 877 | −27 | 3460 |
| 1.0 | 0.293 | 0.707 | 839 | −34 | 2256 |
| 1.0 | 0.204 | 0.796 | 950 | −42 | 2112 |
| 1.2 | 0.212 | 0.988 | 929 | −39 | 1226 |
| 1.2 | 0.424 | 0.776 | 900 | −10 | 1762 |
| 1.2 | 0.415 | 0.785 | 918 | −29 | 1524 |
| 2.0 | 1.114 | 0.886 | 869 | 10 | 232 |
| HIP | - | - | - | - | - |
| 0.8 | 0.129 | 0.671 | 786 | −10 | 13,636 |
| 0.8 | 0.129 | 0.671 | 787 | −31 | 8860 |
| 0.8 | 0.141 | 0.659 | 781 | −16 | 13,872 |
| 1.0 | 0.299 | 0.701 | 831 | −26 | 2836 |
| 1.0 | 0.293 | 0.707 | 836 | −35 | 2598 |
| 1.0 | 0.245 | 0.755 | 849 | −45 | 1572 |
| 1.2 | 0.489 | 0.711 | 834 | 10 | 1800 |
| 1.2 | 0.476 | 0.724 | 845 | −28 | 1114 |
| 1.2 | 0.431 | 0.769 | 840 | 2 | 1244 |
| 2.0 | 1.246 | 0.754 | 939 | −36 | 180 |
Table 5.
The observed defects in fracture surface of LCF samples.
Table 5.
The observed defects in fracture surface of LCF samples.
| No. | Specimen | | Location of Defects | Cycles to Failure |
|---|
| 1 | HT-5#-0.8% | 14.7, (26.5, 36.8), (27.6, 39.9) | interior | 6686 |
| 2 | HT-3#-1.2% | 17.9, (23.7, 36.5) | interior | 882 |
| 3 | HT-8#-2.0% | 24.6 | interior | 116 |
Table 6.
Low cycle fatigue fitting curves of AM Ti-6Al-4V and wrought samples from the literature.
Table 6.
Low cycle fatigue fitting curves of AM Ti-6Al-4V and wrought samples from the literature.
| Number | Process | Yield Stress (MPa) | Elongation (%) | LCF Properties | Reference |
|---|
| b | | c |
|---|
| 1 | HT SLM | 964 | 17.1 | 0.01366 | −0.05085 | 0.23615 | −0.5915 | This work |
| 2 | HIP SLM | 913 | 19 | 0.009358 | −0.03511 | 0.17677 | −0.5208 |
| 3 | HT lens | 959 | 3.7 | 0.015 | −0.111 | 0.736 | −0.967 | [37] |
| 4 | As-built | 893 | 11 | 0.01177 | −0.07162 | 2.13535 | −1.0007 | [38] |
| 5 | HIP LSF | 872 | 12.3 | 0.1028 | −0.0575 | 0.5899 | −0.78261 | [39] |
| 6 | SLM Ti-6Al-4V ELI | 1015 | 10 | 0.02761 | −0.186 | 15.35 | −1.47 | [40] |
| 7 | Wrought | >825 | >10 | 0.013 | −0.07 | 2.69 | −0.96 | [41] |
| 8 | HT LSF | 791.6 | 18.2 | 0.0097 | −0.05217 | 0.20621 | −0.57527 | [23] |
| 9 | HT LSF | 839.5 | 17.8 | 0.00946 | −0.04474 | 0.21957 | −0.60018 |
| 10 | As-built DLD | 908 | 3.8 | 0.022 | −0.135 | 0.03 | −0.53 | [42] |
| 11 | HT DLD | 957 | 3.4 | 0.015 | −0.111 | 0.736 | −0.967 |
Table 7.
Parameters used in the MSF model for SLM HT and HIP Ti-6Al-4V alloy.
Table 7.
Parameters used in the MSF model for SLM HT and HIP Ti-6Al-4V alloy.
| | Coefficients | Value | Ref. |
|---|
| Crack Incubation | | | - |
| | | - |
| | - |
| | | - |
| | - |
| | | - |
| 2.45 | [22] |
| 100 | [21] |
| 0.2 | - |
| 0.3 | - |
| HT: 0.35%
HIP: 0.36% | - |
| 0.14% | - |
| Small crack (MSC/PSC) | | 0 | - |
| 0.26 | [51] |
| | - |
| 0.25 | - |
| 4.6 | - |
| ~1 | - |
| | [51] |


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}