
Self-Compacting Recycled Concrete Using Biomass Bottom Ash

 , and
, and
Abstract
:
1. Introduction
2. Materials
2.1. Cement
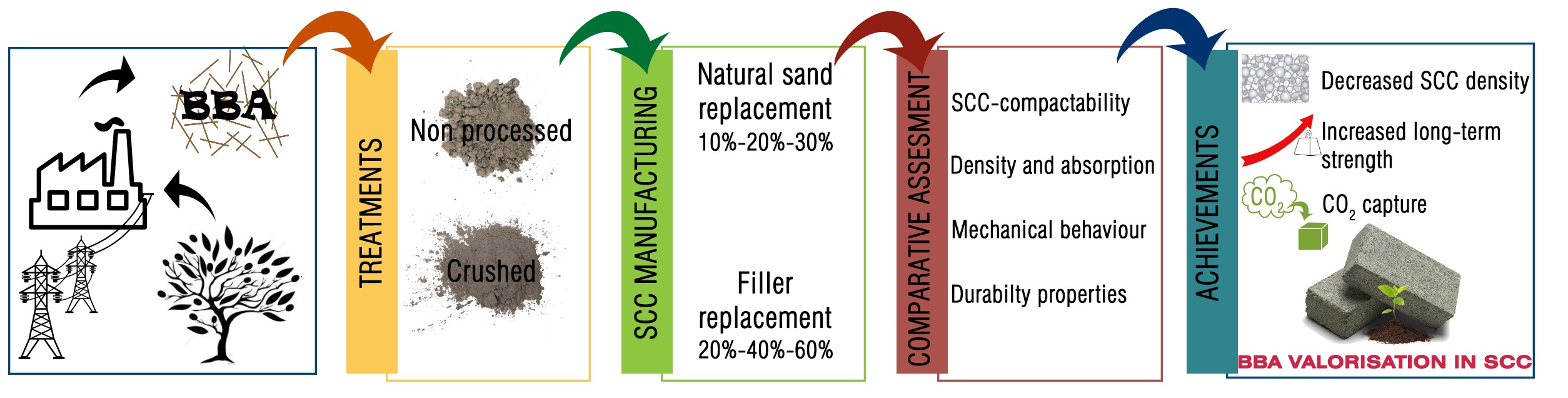
2.2. Limestone Filler (F)
2.3. Natural Sand (NS)
2.4. Natural Coarse Gravel (NCG) and Natural Medium Gravel (NMG)
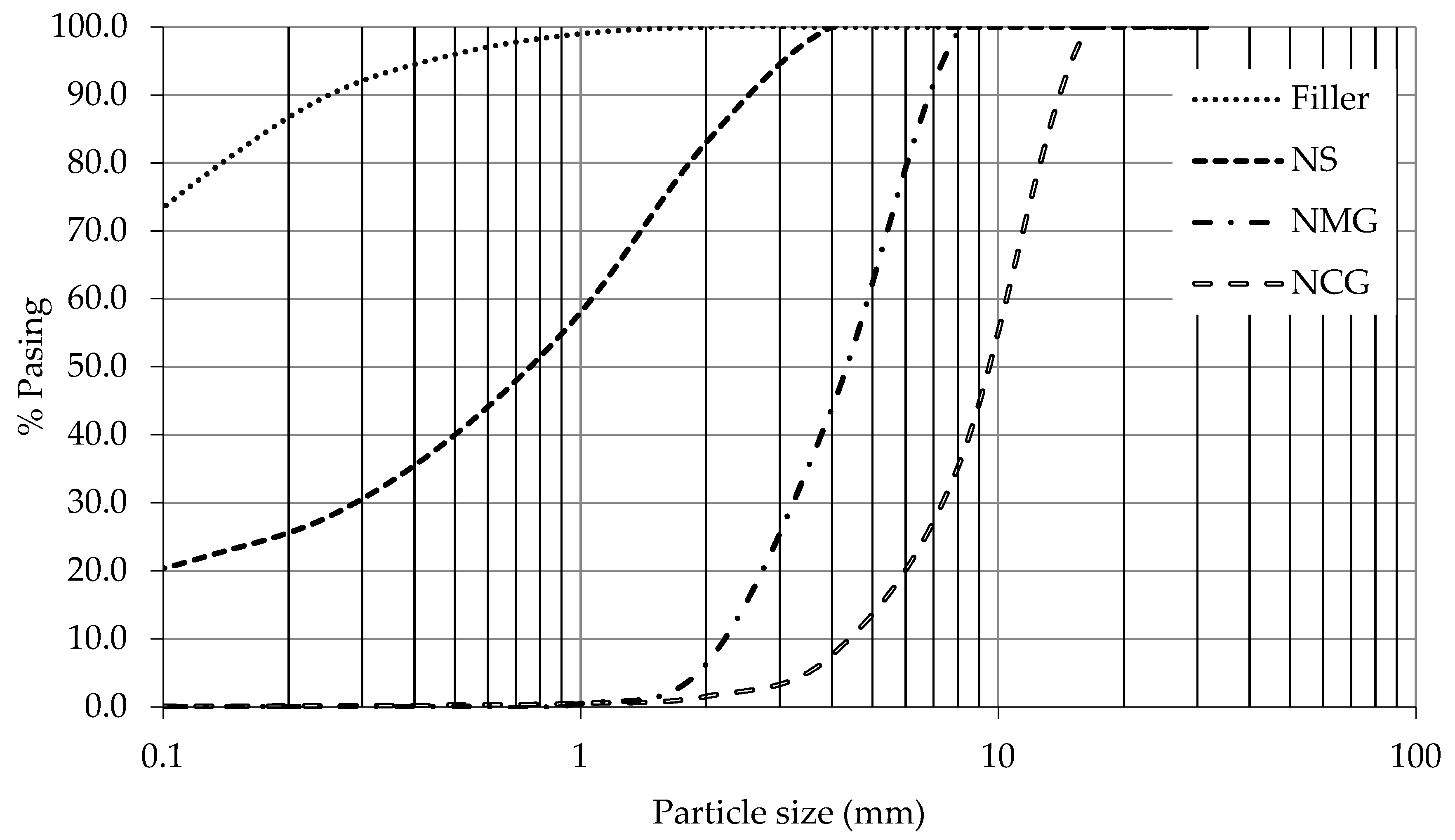
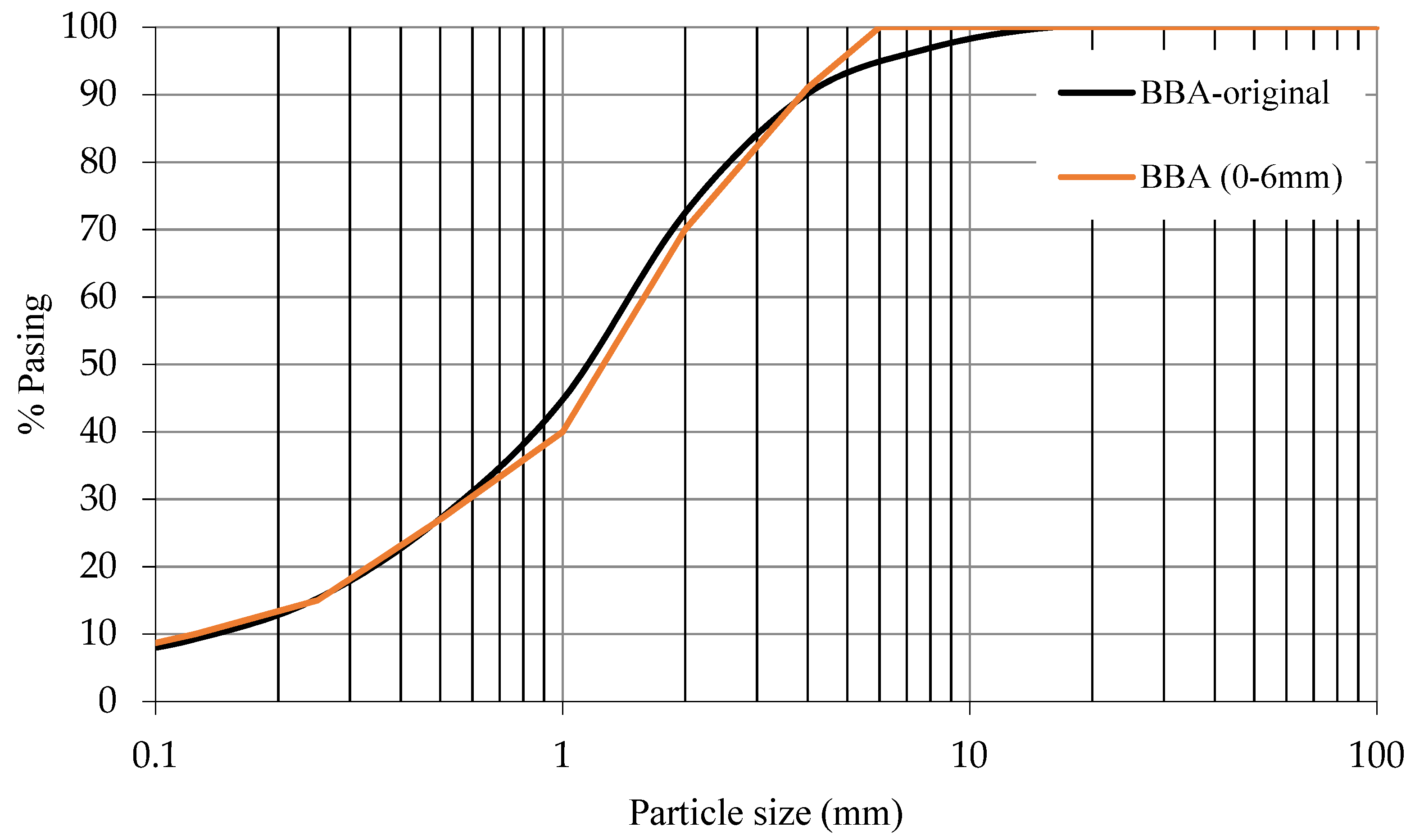
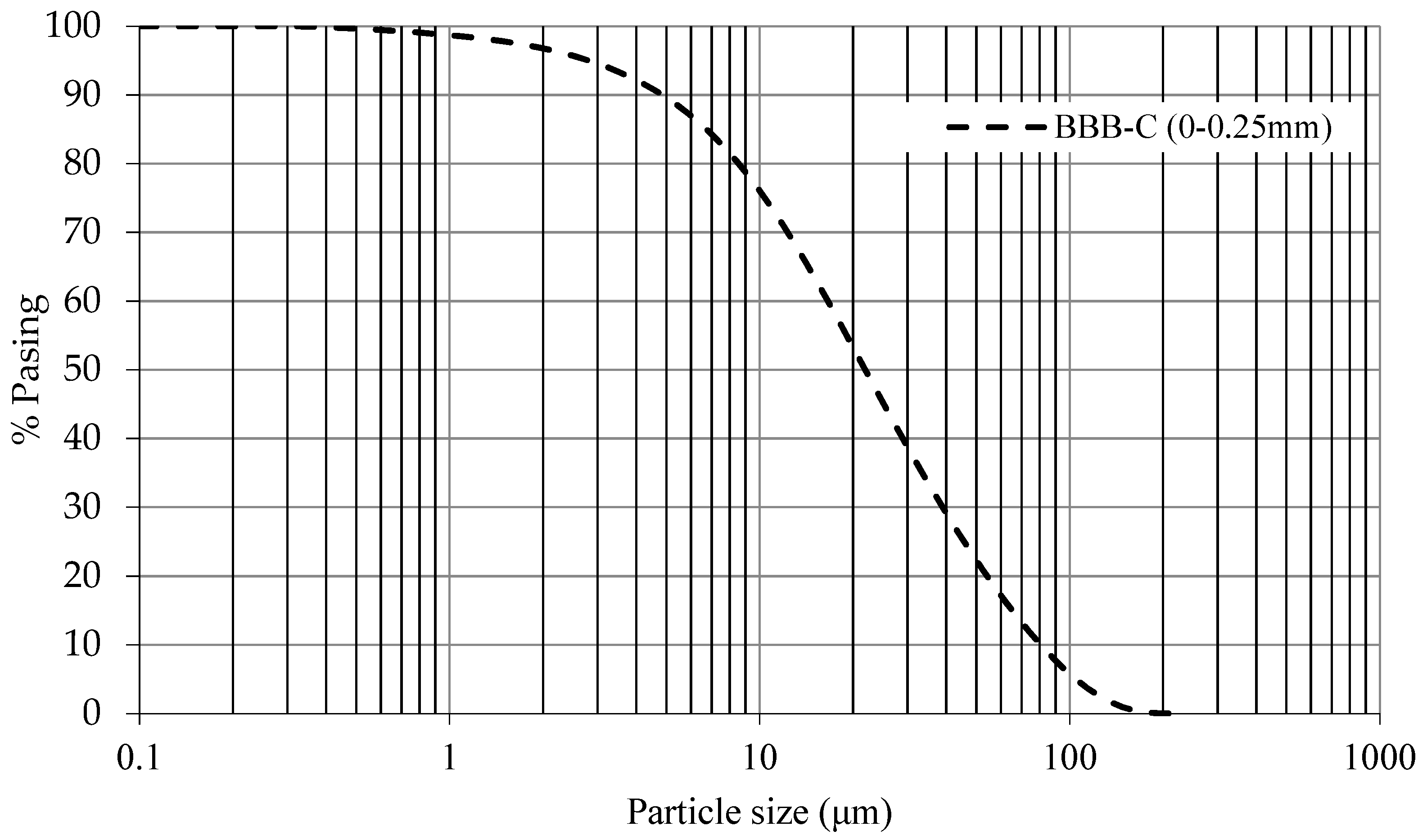
2.5. Biomass Bottom Ash (BBA)
3. Dosage
Workability of the Fresh Concrete
4. Experimental Methods and Results
4.1. Compressive Strength of Test Specimens
4.2. Tensile Splitting Strength of Test Specimens
4.3. Determination of Modulus of Elasticity
4.4. Density and Absorption of Hardened Concrete
4.5. Penetration of Water under Pressure
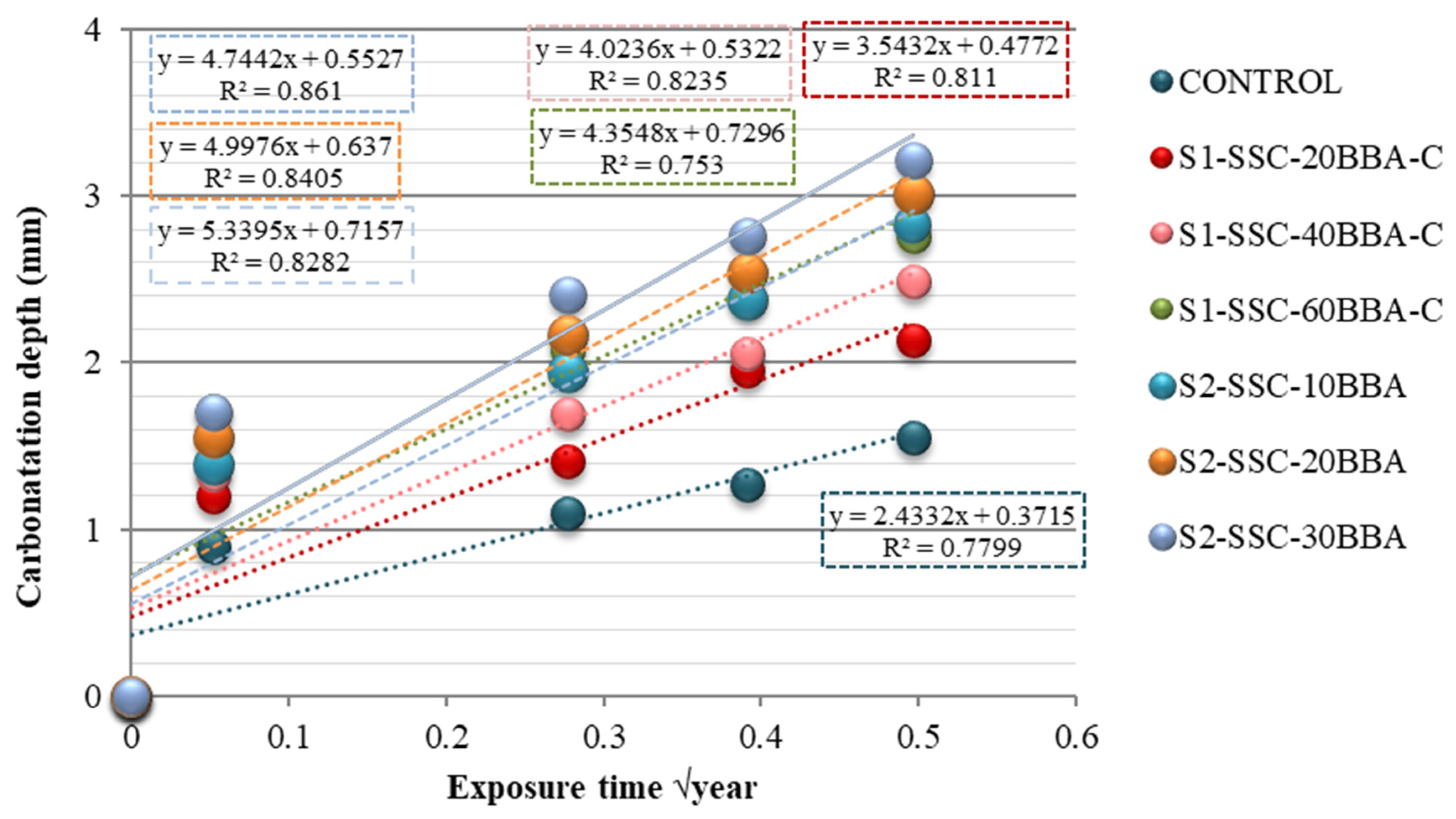
4.6. Carbonatation Depth
5. Conclusions
- -
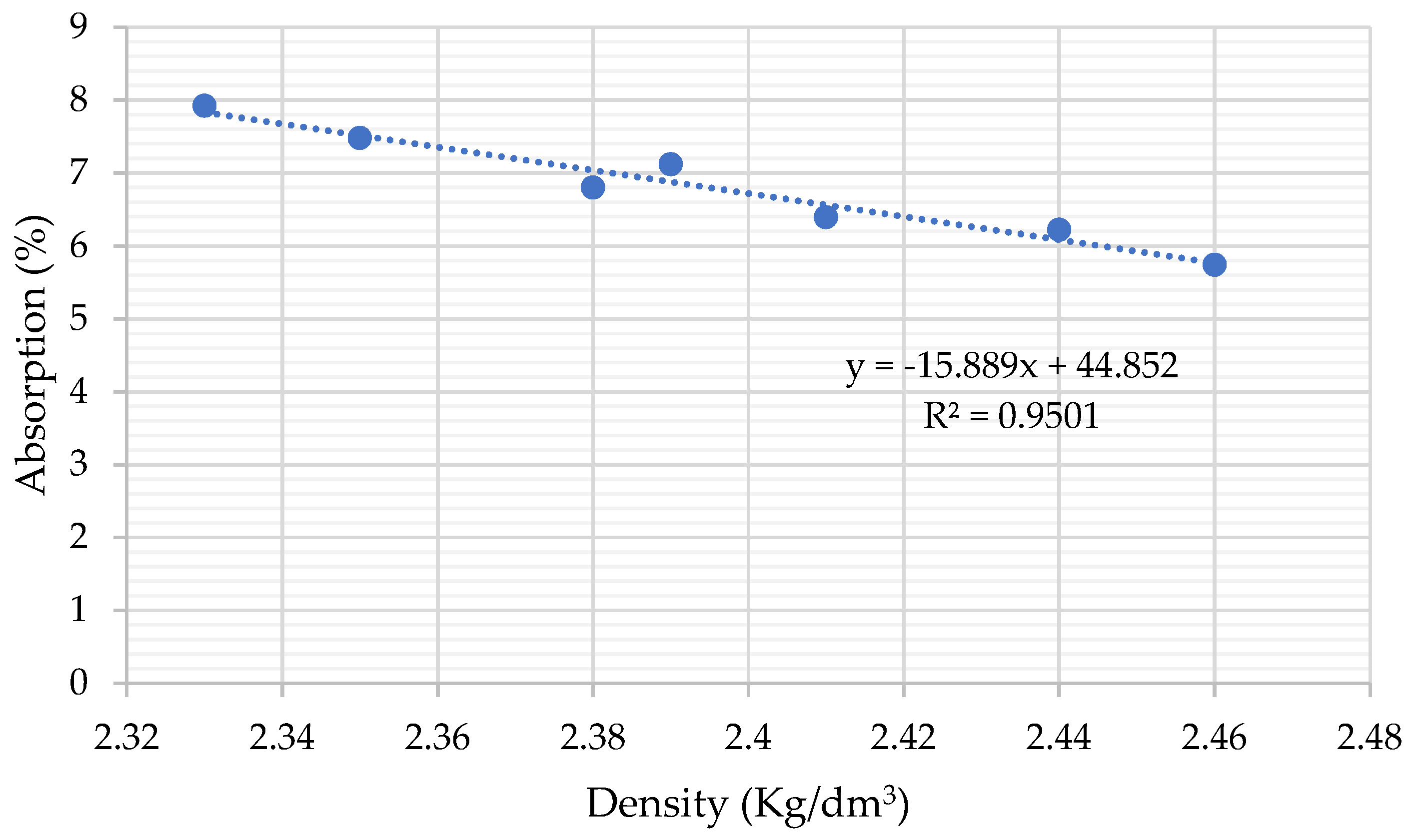
- An important factor in the physical properties of BBAs is their high absorption and low density (19.83% and 1.73 g/cm3, respectively). Both parameters are important in the design of mixtures where the presence of water and the volume of material is a conditioning factor for its manufacture.
- -
- The presence of K2O in cementitious materials can reduce durability due to deterioration of the microstructure. However, the Si/Ca values of the mixture provide increased mechanical strength due to their pozzolanic character.
- -
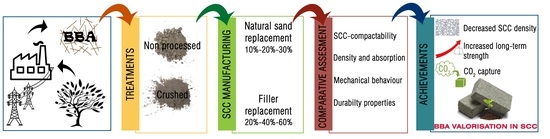
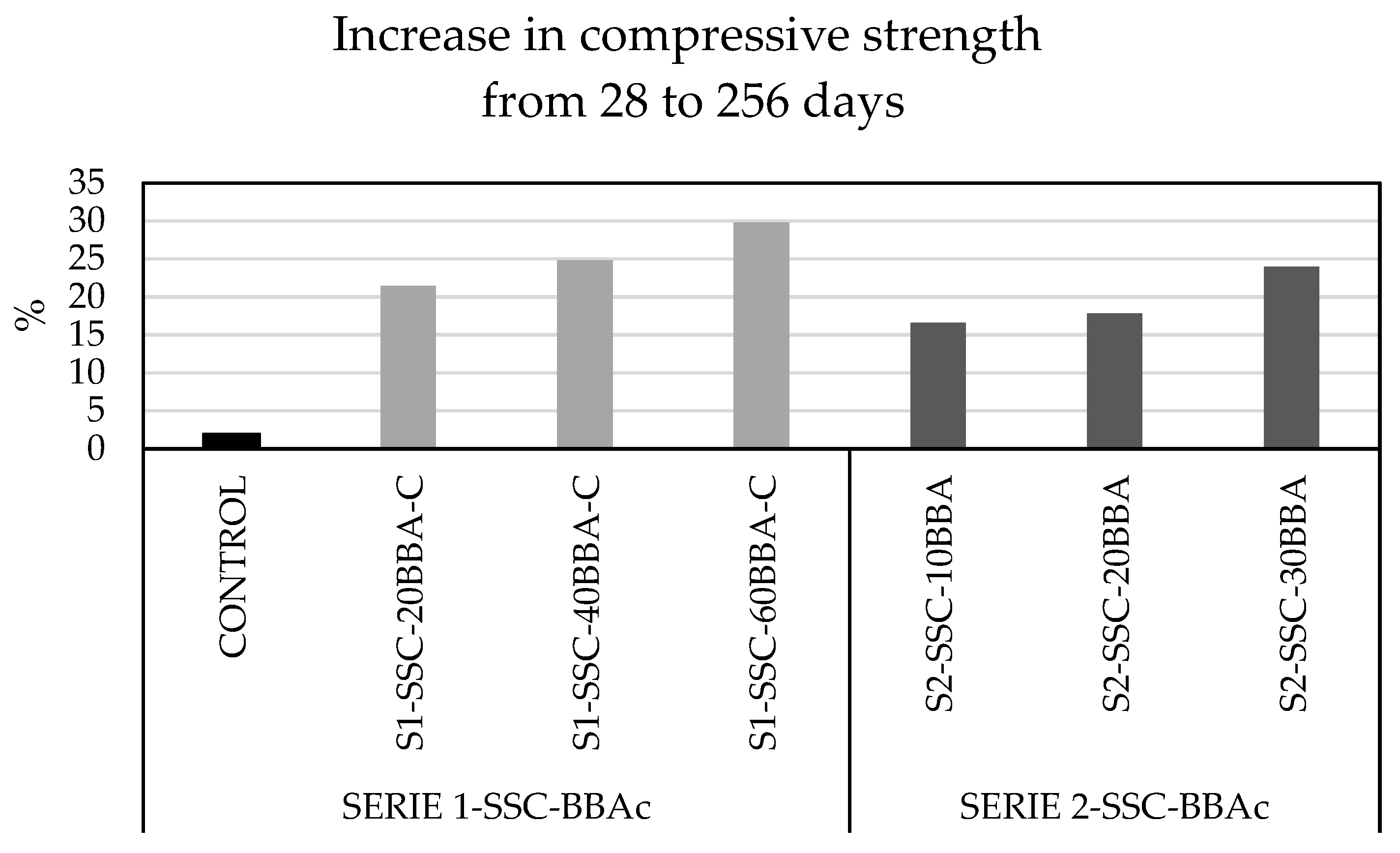
- In relation to the mechanical properties, compressive strength, tensile splitting strength and modulus of elasticity are reduced for all mixes combined with biomass bottom ash. However, the mixtures combined with biomass bottom ash still gain 17–30% in long-term compressive strength compared to the control mixtures.
- -
- In terms of durability parameters, water penetration under pressure is higher when biomass bottom ash is incorporated with sand due to the larger particle size and high porosity of the mixture.
- -
- The depth of carbonation of concrete depends on many variables, and the most important ones are porosity and permeability. Mixtures with higher porosity and permeability are also those with higher carbonation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Okamura, H. Self-compacting high-performance concrete. Concr. Int. 1997, 19, 50–54. [Google Scholar]
- Khayat, K.H. Use of Self-Consolidating Concrete in Canada. In Proceedings of the International Workshop on Self-Compacting Concrete, Kochi, Japan, 23–26 August 1998; Volume 23, p. 26. [Google Scholar]
- Ernst, F.M.L. Onderzoek Zelfverdichtend Beton. MSc Thesis, TUE/CCO/00-09, Capaciteitsgroep Constructief Ontwerpen, Faculteit Bouwkunde, Eindhoven University of Technology, Eindhoven, The Netherlands, 2000. (In Dutch). [Google Scholar]
- Su, N.; Hsu, K.C.; Chai, H.W. A simple mix design method for self-compacting concrete. Cem. Concr. Res. 2001, 31, 1799–1807. [Google Scholar] [CrossRef]
- Langley, W.S.; Carette, G.G.; Malhotra, V.M. Structural concrete incorporating high volumes of ASTM class fly ash. Mater. J. 1989, 86, 507–514. [Google Scholar]
- Li, G.; Zhao, X. Properties of concrete incorporating fly ash and ground granulated blast-furnace slag. Cem. Concr. Compos. 2003, 25, 293–299. [Google Scholar] [CrossRef]
- Li, G. Properties of high-volume fly ash concrete incorporating nano-SiO2. Cem. Concr. Res. 2004, 34, 1043–1049. [Google Scholar] [CrossRef]
- Sabet, F.A.; Libre, N.A.; Shekarchi, M. Mechanical and durability properties of self-consolidating high performance concrete incorporating natural zeolite, silica fume and fly ash. Constr. Build. Mater. 2013, 44, 175–184. [Google Scholar] [CrossRef]
- Patil, B.B.; Kumbhar, P.D. Strength and durability properties of high performance concrete incorporating high reactivity metakaolin. Int. J. Mod. Eng. Res. 2012, 2, 1099–1104. [Google Scholar]
- Persson, B. A comparison between mechanical properties of self-compacting concrete and the corresponding properties of normal concrete. Cem. Concr. Res. 2001, 31, 193–198. [Google Scholar] [CrossRef]
- Mebrouki, A.; Belas, N.; Bendani, K.; Bouhamou, N. A self-compacting cement paste formulation using mixture design. J. Appl. Sci. 2009, 9, 4127–4136. [Google Scholar] [CrossRef] [Green Version]
- Concha, N.C.; Calilung, M.G.V. Investigation on the effects of blended admixtures on workability of self-compacting concrete. In Proceedings of the 2017 IEEE 9th International Conference on Humanoid, Nanotechnology, Information Technology, Communication and Control, Environment and Management (HNICEM), Manila, Philippines, 1–3 December 2017; pp. 1–6. [Google Scholar]
- Bignozzi, M.C.; Sandrolini, F. Tyre rubber waste recycling in self-compacting concrete. Cem. Concr. Res. 2006, 36, 735–739. [Google Scholar] [CrossRef]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- Ghernouti, Y.; Rabehi, B.; Bouziani, T.; Ghezraoui, H.; Makhloufi, A. Fresh and hardened properties of self-compacting concrete containing plastic bag waste fibers (WFSCC). Constr. Build. Mater. 2015, 82, 89–100. [Google Scholar] [CrossRef]
- González-Taboada, I.; González-Fonteboa, B.; Martínez-Abella, F.; Seara-Paz, S. Analysis of rheological behaviour of self-compacting concrete made with recycled aggregates. Constr. Build. Mater. 2017, 157, 18–25. [Google Scholar] [CrossRef]
- Pereira-de-Oliveira, L.A.; Nepomuceno, M.C.S.; Castro-Gomes, J.P.; Vila, M.D.F.C. Permeability properties of self-compacting concrete with coarse recycled aggregates. Constr. Build. Mater. 2014, 51, 113–120. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of self-compacting concrete prepared with coarse and fine recycled concrete aggregates. Cem. Concr. Compos. 2009, 31, 622–627. [Google Scholar] [CrossRef]
- Calvo, J.G.; Hidalgo, A.; Alonso, M.C.; Luxán, M.P.; Luco, L.F. Caracterización de residuos procedentes de los procesos de combustión de biomasa viabilidad de uso como materiales de construcción. In Proceedings of the XI Congreso Nacional de Materiales Zaragoza, Zaragoza, Spain, 23–25 June 2010. [Google Scholar]
- Nogales, R.; Delgado, G.; Quirantes, M.; Romero, M.; Romero, E.; Molina-Alcaide, E. Characterization of olive waste ashes as fertilizers. In Recycling of Biomass Ashes; Springer: Berlin/Heidelberg, Germany, 2011; pp. 57–68. [Google Scholar]
- Omil, B.; Sánchez-Rodríguez, F.; Merino, A. Effects of ash applications on soil status, nutrition, and growth of Pinus radiata D. Don Plantations. In Recycling of Biomass Ashes; Springer: Berlin/Heidelberg, Germany, 2011; pp. 69–86. [Google Scholar]
- Maschio, S.; Tonello, G.; Piani, L.; Furlani, E. Fly and bottom ashes from biomass combustion as cement replacing components in mortars production: Rheological behaviour of the pastes and materials compression strength. Chemosphere 2011, 85, 666–671. [Google Scholar] [CrossRef]
- Modolo, R.C.E.; Ferreira, V.M.; Tarelho, L.A.; Labrincha, J.A.; Senff, L.; Silva, L. Mortar formulations with bottom ash from biomass combustion. Constr. Build. Mater. 2013, 45, 275–281. [Google Scholar] [CrossRef]
- Beltrán, M.G.; Barbudo, A.; Agrela, F.; Jiménez, J.R.; de Brito, J. Mechanical performance of bedding mortars made with olive biomass bottom ash. Constr. Build. Mater. 2016, 112, 699–707. [Google Scholar] [CrossRef]
- Rosales, J.; Cabrera, M.; Beltrán, M.G.; López, M.; Agrela, F. Effects of treatments on biomass bottom ash applied to the manufacture of cement mortars. J. Clean. Prod. 2017, 154, 424–435. [Google Scholar] [CrossRef]
- Cabrera, M.; Agrela, F.; Ayuso, J.; Galvin, A.P.; Rosales, J. Feasible use of biomass bottom ash in the manufacture of cement treated recycled materials. Mater. Struct. 2016, 49, 3227–3238. [Google Scholar] [CrossRef]
- Cabrera, M.; Rosales, J.; Ayuso, J.; Estaire, J.; Agrela, F. Feasibility of using olive biomass bottom ash in the sub-bases of roads and rural paths. Constr. Build. Mater. 2018, 181, 266–275. [Google Scholar] [CrossRef]
- Beltrán, M.G.; Agrela, F.; Barbudo, A.; Ayuso, J.; Ramírez, A. Mechanical and durability properties of concretes manufactured with biomass bottom ash and recycled coarse aggregates. Constr. Build. Mater. 2014, 72, 231–238. [Google Scholar] [CrossRef]
- Agrela, F.; Beltran, M.G.; Cabrera, M.; López, M.; Rosales, J.; Ayuso, J. Properties of recycled concrete manufacturing with all-in recycled aggregates and processed biomass bottom ash. Waste Biomass Valoriz. 2018, 9, 1247–1259. [Google Scholar] [CrossRef]
- Khan, A.A.; De Jong, W.; Jansens, P.J.; Spliethoff, H. Biomass combustion in fluidized bed boilers: Potential problems and remedies. Fuel Process. Technol. 2009, 90, 21–50. [Google Scholar] [CrossRef]
- Cabrera, M.; Galvin, A.P.; Agrela, F.; Carvajal, M.D.; Ayuso, J. Characterisation and technical feasibility of using biomass bottom ash for civil infrastructures. Constr. Build. Mater. 2014, 58, 234–244. [Google Scholar] [CrossRef]
- Hinojosa, M.J.R.; Galvín, A.P.; Agrela, F.; Perianes, M.; Barbudo, A. Potential use of biomass bottom ash as alternative construction material: Conflictive chemical parameters according to technical regulations. Fuel 2014, 128, 248–259. [Google Scholar] [CrossRef]
- Melotti, R.; Santagata, E.; Bassani, M.; Salvo, M.; Rizzo, S. A preliminary investigation into the physical and chemical properties of biomass ashes used as aggregate fillers for bituminous mixtures. Waste Manag. 2013, 33, 1906–1917. [Google Scholar] [CrossRef] [PubMed]
- Munkholm, L.J. Soil friability: A review of the concept, assessment and effects of soil properties and management. Geoderma 2011, 167, 236–246. [Google Scholar] [CrossRef]
- Huang, Y.; McMullan, J.T.; Williams, B.C. Influences of coal type on the performance of a pressurised fluidised bed combustion power plant. Fuel 2000, 79, 1595–1601. [Google Scholar] [CrossRef]
- Modolo, R.C.E.; Silva, T.; Senff, L.; Tarelho, L.A.C.; Labrincha, J.A.; Ferreira, V.M.; Silva, L. Bottom ash from biomass combustion in BFB and its use in adhesive-mortars. Fuel Process. Technol. 2015, 129, 192–202. [Google Scholar] [CrossRef]
- Efnarc, S. Guidelines for Self-Compacting Concrete; Association House: London, UK, 2002; Volume 32, p. 34. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Tiwari, A.; Singh, S.; Nagar, R. Feasibility assessment for partial replacement of fine aggregate to attain cleaner production perspective in concrete: A review. J. Clean. Prod. 2016, 135, 490–507. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.; Concrete-Microstructure, P. Materials; Mc Graw Hill: New York, NY, USA, 2006; pp. 85–86. [Google Scholar]
- Rosales, J.; Beltrán, M.G.; Cabrera, M.; Velasco, A.; Agrela, F. Feasible use of biomass bottom ash as addition in the manufacture of lightweight recycled concrete. Waste Biomass Valorize 2016, 7, 953–963. [Google Scholar] [CrossRef]
- Skarendahl, Å.; Petersson, Ö. (Eds.) Report 23: Self-Compacting Concrete–State-of-the-Art Report of Rilem Technical Committee 174-SCC; RILEM Publications: Moscow, Russia, 2000; Volume 23. [Google Scholar]
- Bertolini, L.; Elsener, B.; Pedeferri, P.; Redaelli, E.; Polder, R.B. Corrosion of Steel in Concrete: Prevention, Diagnosis, Repair; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Rosales, J.; Agrela, F.; Díaz-López, J.L.; Cabrera, M. Alkali-Activated Stainless Steel Slag as a Cementitious Material in the Manufacture of Self-Compacting Concrete. Materials 2021, 14, 3945. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | FeO3 | Cao | MgO | SO3 | K2O | Na2O | Cl | Loss of Ignition |
| 19.31 | 1.4 | 4.45 | 66.01 | 1.26 | 3.3 | 0.35 | 0.08 | 0.01 | 1.42 |
| PROPERTIES | NS | NCG | NMG | BBA | Test Method | |
|---|---|---|---|---|---|---|
| Density-SSD (kg/m3) | 2.53 | 2.65 | 2.62 | 1.73 | EN 1097-6: 2014 | |
| Water absorption (%) | 0.9 | 1.59 | 1.63 | 19.83 | EN 1097-6:2014 | |
| Los Angeles (%) | - | 17 | 18 | |||
| Friability ratio (%) | - | 31.8 | 146404: 2018 | |||
| Sand equivalent (%) | 85 | - | - | 23 | EN 933-8:2012 | |
| Plasticity | Non plastic | Non plastic | Non plastic | Non plastic | EN ISO 17892-12:2019 | |
| Chlorides | 0.15 | EN 1774-1:2010 | ||||
| Organic matter % | 1.51 | UNE 103204:2019 | ||||
| Water-soluble sulphate (%SO4) | <0.01 | <0.01 | <0.01 | 0.32 | EN 1744-1:2010 | |
| Acid-soluble sulphate (%SO4) | <0.01 | <0.01 | <0.01 | 0.33 | EN 1744-1:2010 | |
| Elemental content (%) | EN 196-2:2014 | |||||
| SiO2 | - | - | - | 37.67 | ||
| CaO | - | - | - | 22.03 | ||
| K2O | - | - | - | 14.06 | ||
| MgO | - | - | - | 5.95 | ||
| Fe2O3 | - | - | - | 2.52 | ||
| Al2O3 | - | - | - | 3.02 | ||
| Serie | Mix Name | Natural Aggregates | Biomass Bottom Ash | CEM | Water | W/C Relation | Additive | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| NCG | NMG | NS | Filler | BBA-C | BBA | ||||||
| CONTROL | 487.62 | 151.1 | 989.3 | 185 | - | - | 400 | 200 | 0.5 | 3.6 | |
| SERIE 1-SSC-BBAc | S1-SSC-20BBA-C | 487.62 | 151.1 | 989.3 | 148 | 37 | - | 200 | 0.5 | 4.8 | |
| S1-SSC-40BBA-C | 487.62 | 151.1 | 989.3 | 111 | 74 | - | 200 | 0.5 | 8.0 | ||
| S1-SSC-60BBA-C | 487.62 | 151.1 | 989.3 | 74 | 111 | - | 200 | 0.5 | 8.4 | ||
| SERIE 2-SSC-BBA | S2-SSC-10BBA | 487.62 | 151.1 | 890.67 | 185 | - | 98.63 | 400 | 200 | 0.5 | 4.8 |
| S2-SSC-20BBA | 487.62 | 151.1 | 791.44 | 185 | - | 197.86 | 200 | 0.5 | 6.8 | ||
| S2-SSC-30BBA | 487.62 | 151.1 | 692.51 | 185 | - | 296.79 | 200 | 0.5 | 7.0 | ||
| Test | Measured Parameter | Test Result | Permissible Range (EHE-08) | |
|---|---|---|---|---|
| SSC-Control | Slump flow | T50 (s) | 2.8 | |
| df (mm) | 690 | |||
| J-Ring | djf (mm) | 650 | ||
| L-Box | Cb | 0.78 | ||
| V-funnel | Tv (s) | 5.02 | ||
| SSC-20BBA-C | Slump flow | T50 (s) | 1.5 | |
| df (mm) | 650 | |||
| J-Ring | djf (mm) | 650 | ||
| L-Box | Cb | 0.75 | ||
| V-funnel | Tv (s) | 4.6 | ||
| SSC-40BBA-C | Slump flow | T50 (s) | 1.6 | |
| df (mm) | 660 | |||
| J-Ring | djf (mm) | 670 | ||
| L-Box | Cb | 0.78 | ||
| V-funnel | Tv (s) | 5.9 | ||
| SSC-60BBA-C | Slump flow | T50 (s) | 2.1 | T50 ≤ 8 s (s) |
| df (mm) | 760 | 550 mm ≤ df ≤ 850 mm | ||
| J-Ring | djf (mm) | 740 | ≥df-50 mm | |
| L-Box | Cb | 0.75 | 0.75 ≤ Cb ≤ 1.00 | |
| V-funnel | Tv (s) | 7.9 | 4 s ≤ Tv ≤ 20 s | |
| SSC-10BBA | Slump flow | T50 (s) | 3.6 | |
| df (mm) | 660 | |||
| J-Ring | djf (mm) | 610 | ||
| L-Box | Cb | 0.79 | ||
| V-funnel | Tv (s) | 10 | ||
| SSC-20BBA | Slump flow | T50 (s) | 4 | |
| df (mm) | 690 | |||
| J-Ring | djf (mm) | 650 | ||
| L-Box | CbL | 0.8 | ||
| V-funnel | Tv (s) | 10 | ||
| SSC-30BBA | Slump flow | T50 (s) | 4.3 | |
| df (mm) | 640 | |||
| J-Ring | djf (mm) | 630 | ||
| L-Box | CbL | 0.81 | ||
| V-funnel | Tv (s) | 11 |
| Compressive Strength (MPa) | ||||||
|---|---|---|---|---|---|---|
| Time (Days) | 7 | 28 | 90 | 256 | INCREASING28–256 DAYS (%) | |
| CONTROL | 67.26 | 81.53 | 82.87 | 83.14 | 1.90 | |
| SERIE 1-SSC-BBA-C | S1-SSC-20BBA-C | 53.06 | 59.62 | 65.76 | 72.43 | 21.48 |
| S1-SSC-40BBA-C | 43.11 | 51.93 | 56.69 | 64.81 | 24.80 | |
| S1-SSC-60BBA-C | 38.74 | 45.21 | 49.12 | 58.67 | 29.77 | |
| SERIE 2-SSC-BBA | S2-SSC-10BBA | 43.29 | 50.12 | 53.28 | 58.44 | 16.60 |
| S2-SSC-20BBA | 37.76 | 43.51 | 47.96 | 51.27 | 17.83 | |
| S2-SSC-30BBA | 35.58 | 39.48 | 43.55 | 48.94 | 23.96 | |
| SERIE 1-SSC-BBA-C | SERIE 2-SSC-BBA | ||||||
|---|---|---|---|---|---|---|---|
| CONTROL | S1-SSC-20BBA-C | S1-SSC-40BBA-C | S1-SSC-60BBA-C | S2-SSC-10BBA | S2-SSC-20BBA | S2-SSC-30BBA | |
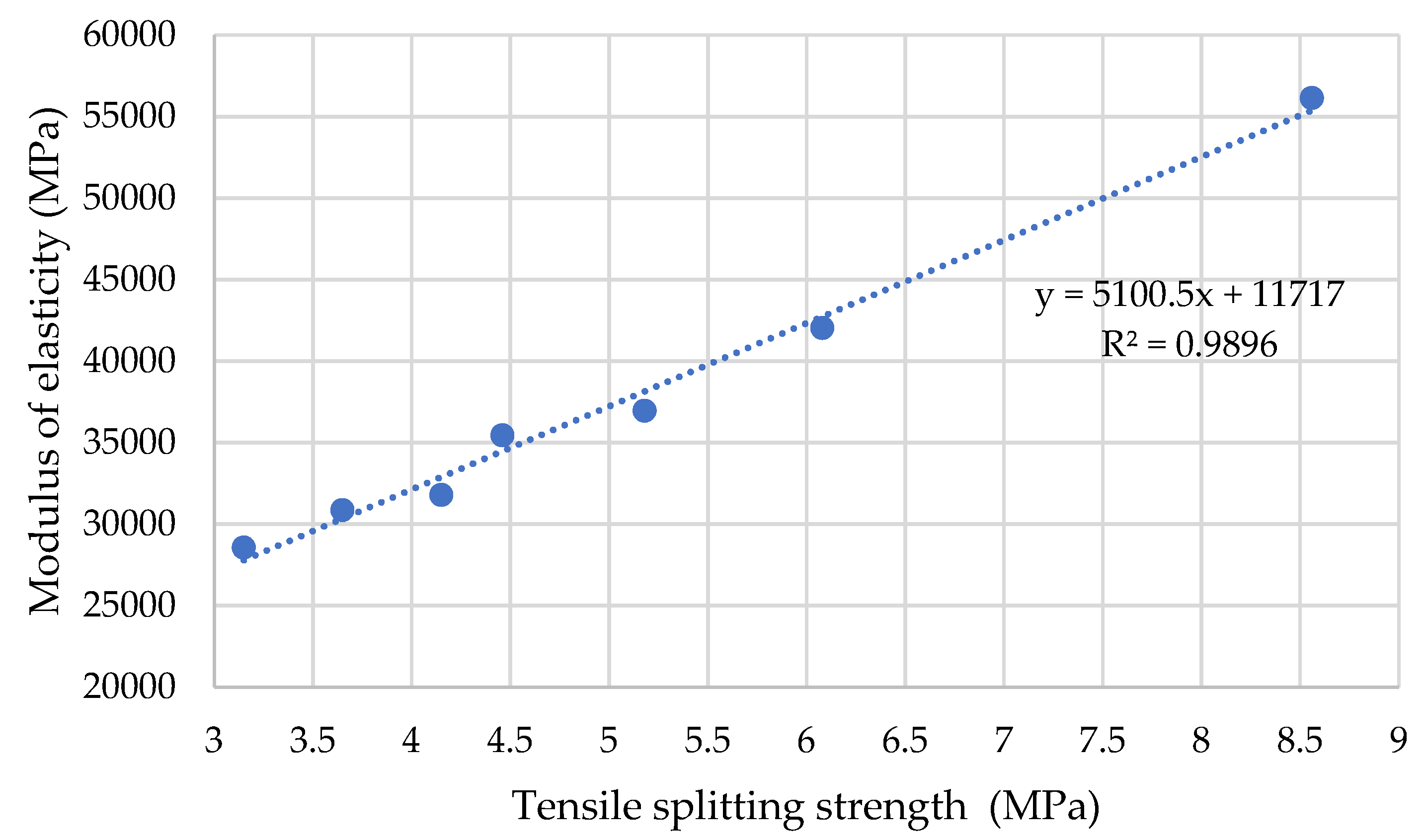
| Tensile splitting strength (MPa) | 8.56 | 6.08 | 5.18 | 4.15 | 4.46 | 3.65 | 3.15 |
| Modulus of elasticity (MPa) | 56,129 | 42,018 | 36,947 | 31,779 | 35,439 | 30,857 | 28,541 |
| SERIE 1-SSC-BBA-C | SERIE 2-SSC-BBA | ||||||
|---|---|---|---|---|---|---|---|
| CONTROL | S1-SSC-20BBA-C | S1-SSC-40BBA-C | S1-SSC-60BBA-C | S2-SSC-10BBA | S2-SSC-20BBA | S2-SSC-30BBA | |
| Density (Kg/dm3) | 2.46 | 2.44 | 2.41 | 2.38 | 2.39 | 2.35 | 2.33 |
| Absorption (%) | 5.74 | 6.22 | 6.39 | 6.8 | 7.12 | 7.48 | 7.92 |
| SERIE 1-SSC-BBA-C | SERIE 2-SSC-BBA | ||||||
|---|---|---|---|---|---|---|---|
| CONTROL | S1-SSC-20BBA-C | S1-SSC-40BBA-C | S1-SSC-60BBA-C | S2-SSC-10BBA | S2-SSC-20BBA | S2-SSC-30BBA | |
| Penetration of water under pressure (mm) | 3.12 | 5.37 | 6.89 | 7.54 | 6.57 | 8.15 | 9.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabrera, M.; Martinez-Echevarria, M.J.; López-Alonso, M.; Agrela, F.; Rosales, J. Self-Compacting Recycled Concrete Using Biomass Bottom Ash. Materials 2021, 14, 6084. https://doi.org/10.3390/ma14206084
Cabrera M, Martinez-Echevarria MJ, López-Alonso M, Agrela F, Rosales J. Self-Compacting Recycled Concrete Using Biomass Bottom Ash. Materials. 2021; 14(20):6084. https://doi.org/10.3390/ma14206084
Chicago/Turabian StyleCabrera, Manuel, M. J. Martinez-Echevarria, Mónica López-Alonso, Francisco Agrela, and Julia Rosales. 2021. "Self-Compacting Recycled Concrete Using Biomass Bottom Ash" Materials 14, no. 20: 6084. https://doi.org/10.3390/ma14206084