The Oxidation Behavior of ZrB2-SiC Ceramic Composites Fabricated by Plasma Spray Process


Abstract
:1. Introduction
2. Experimental
2.1. Substrate Surface Treatment and Deposition Process
2.2. Coating Characterizations
3. Results and Discussion
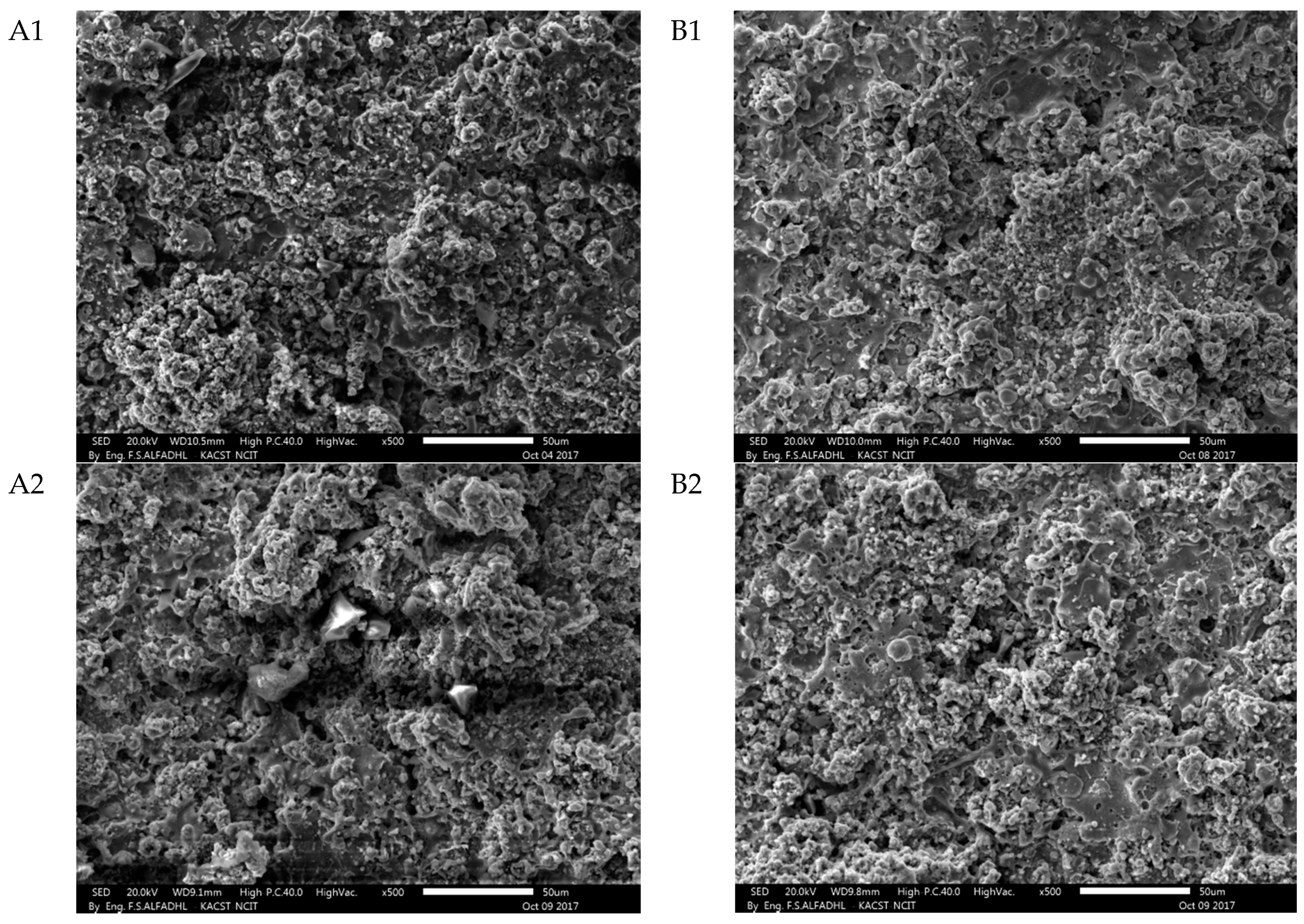
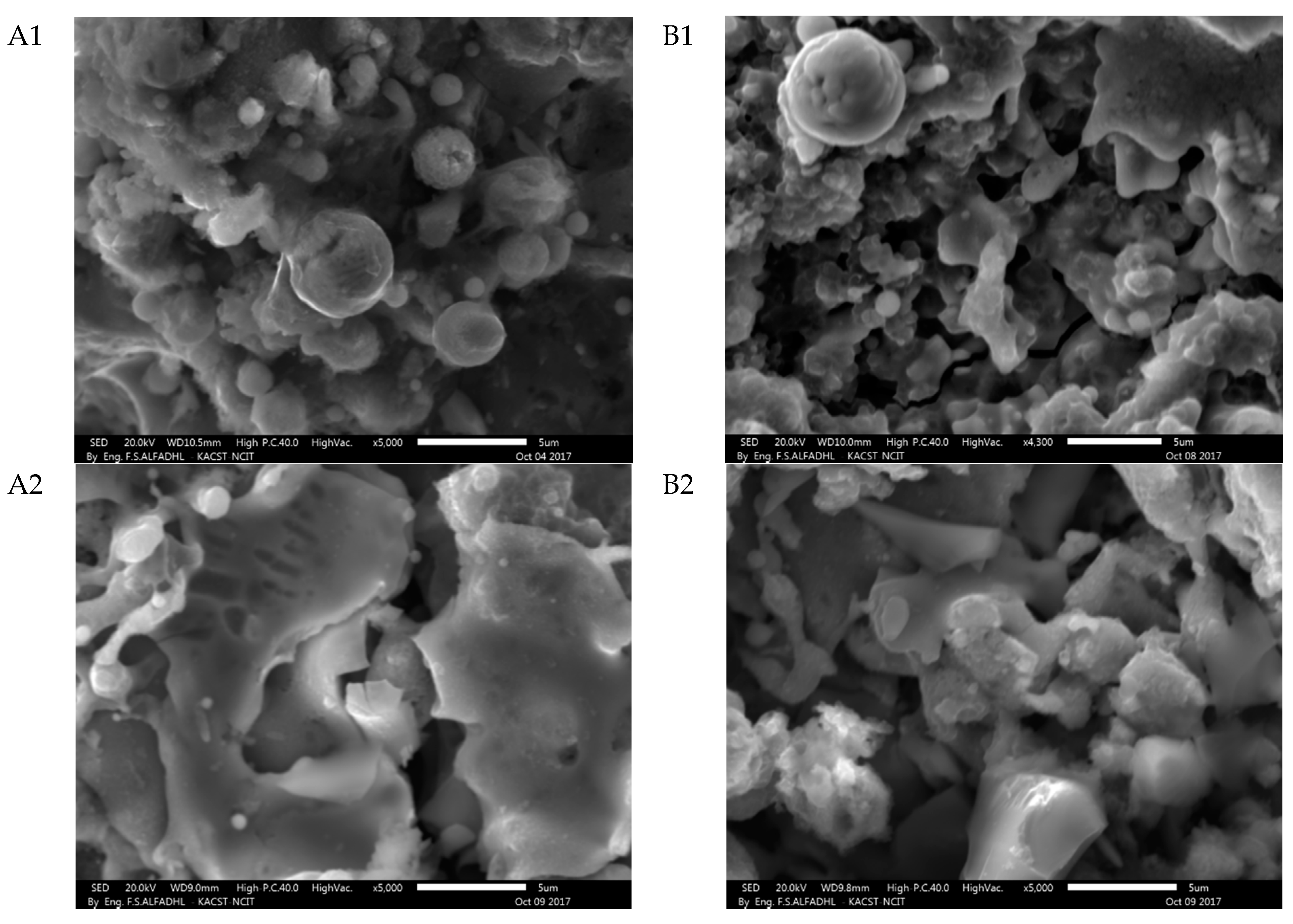
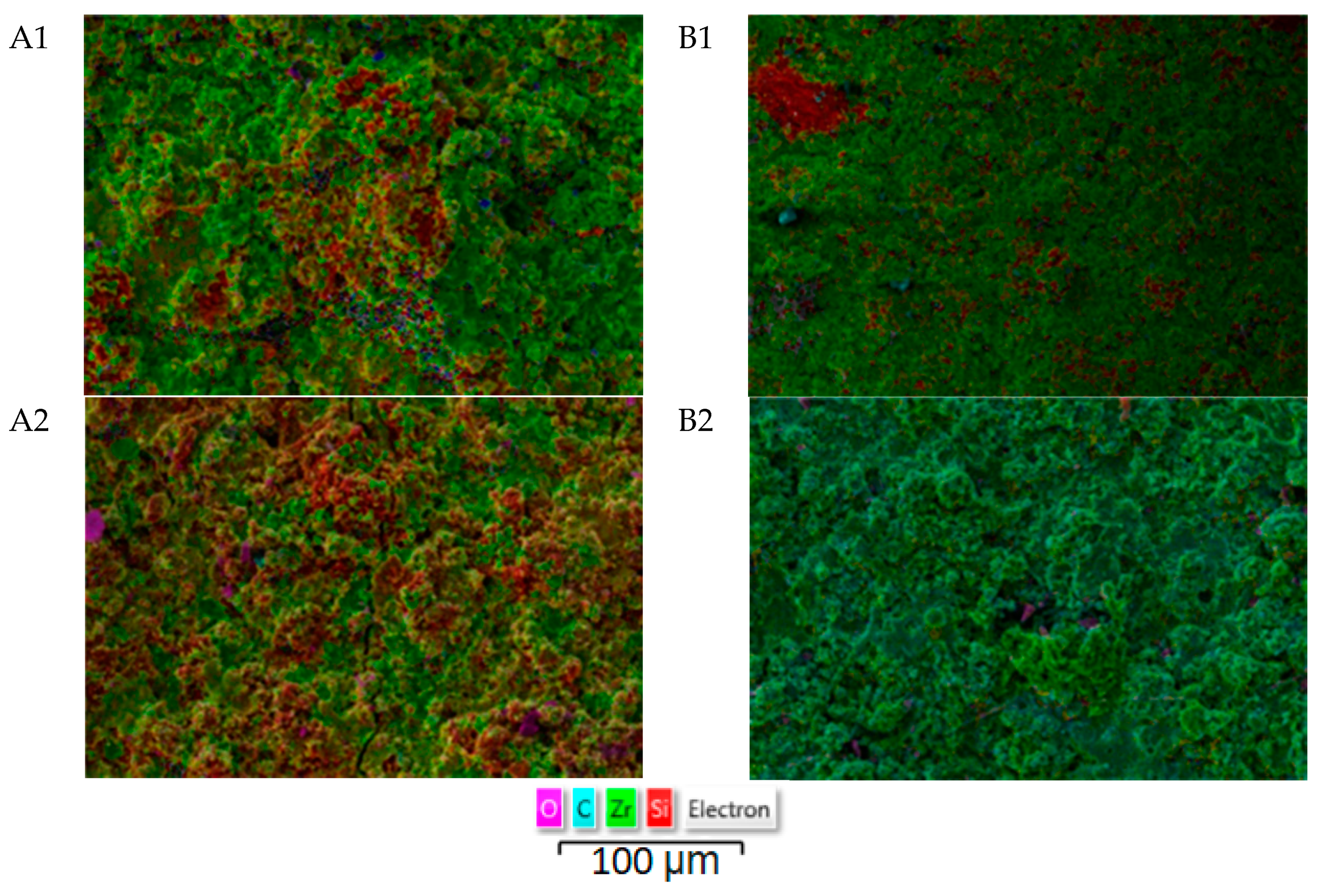
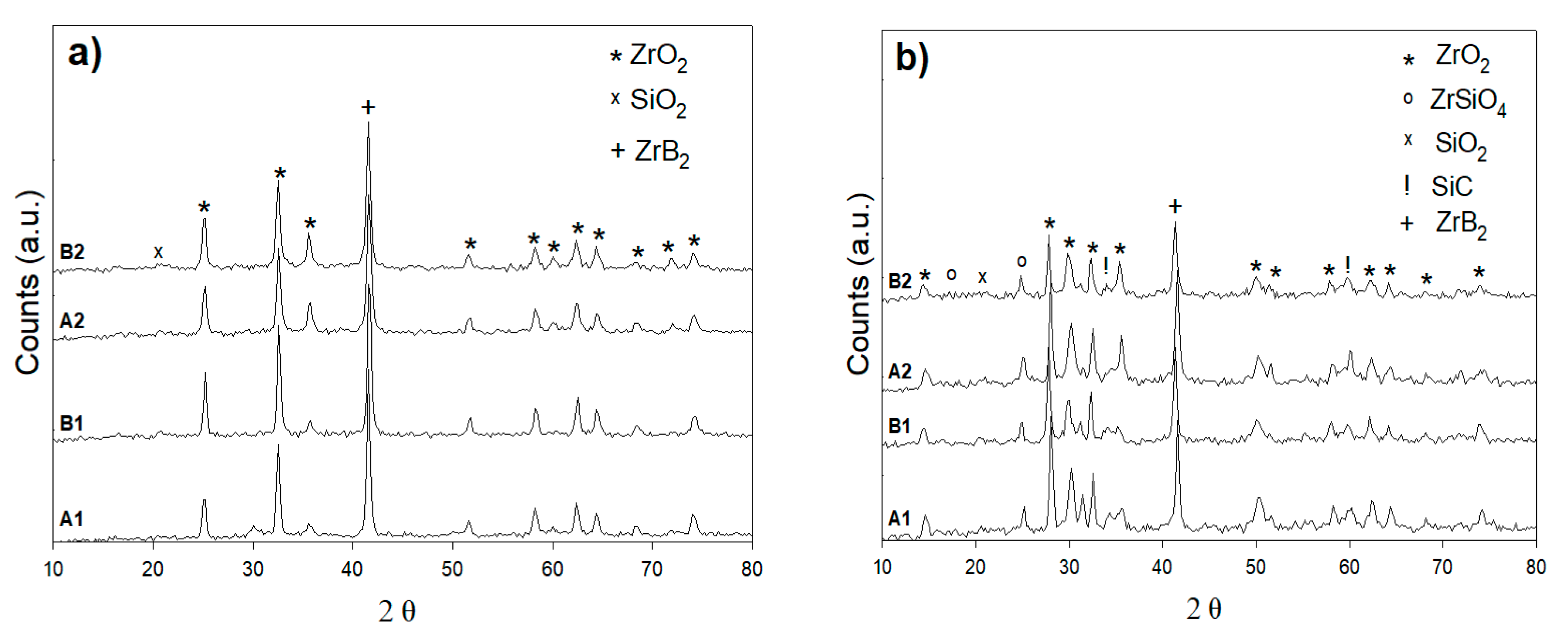
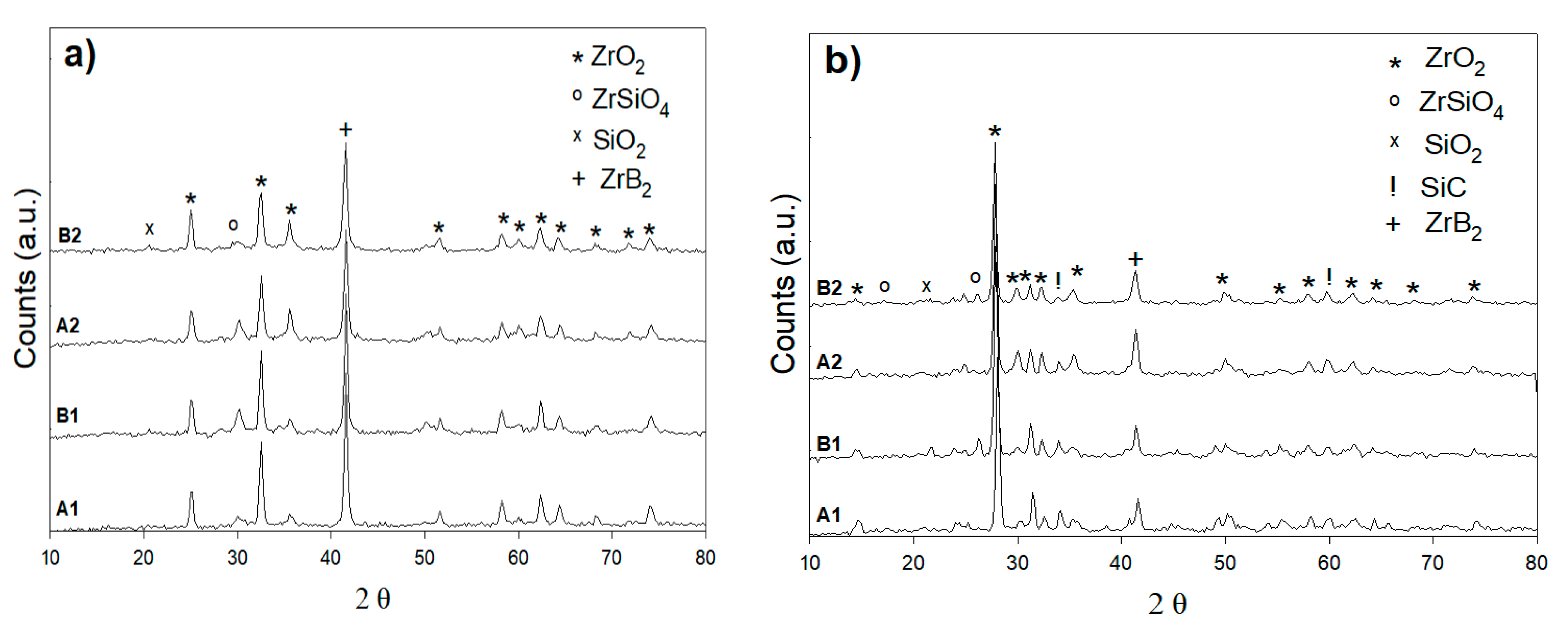
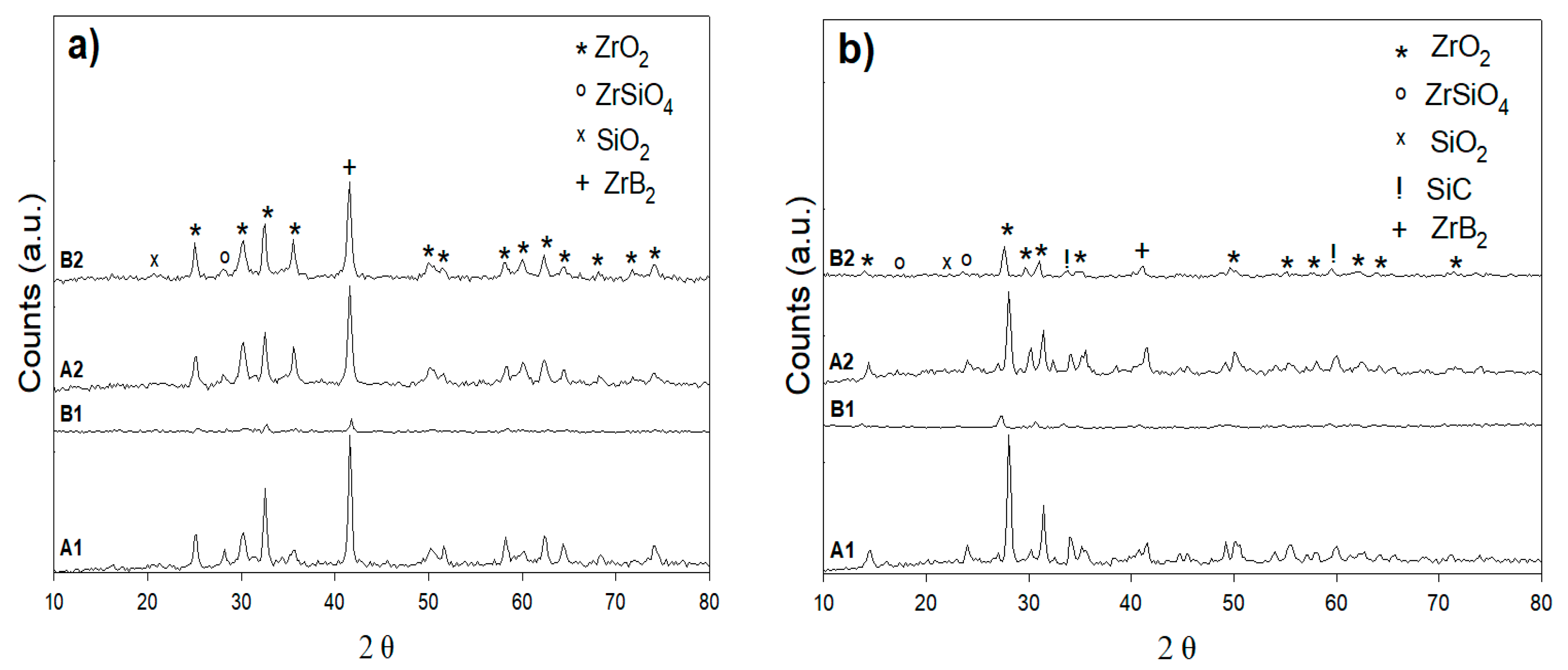
3.1. Structure of SiC-ZrB2 Starting Powder and Coatings
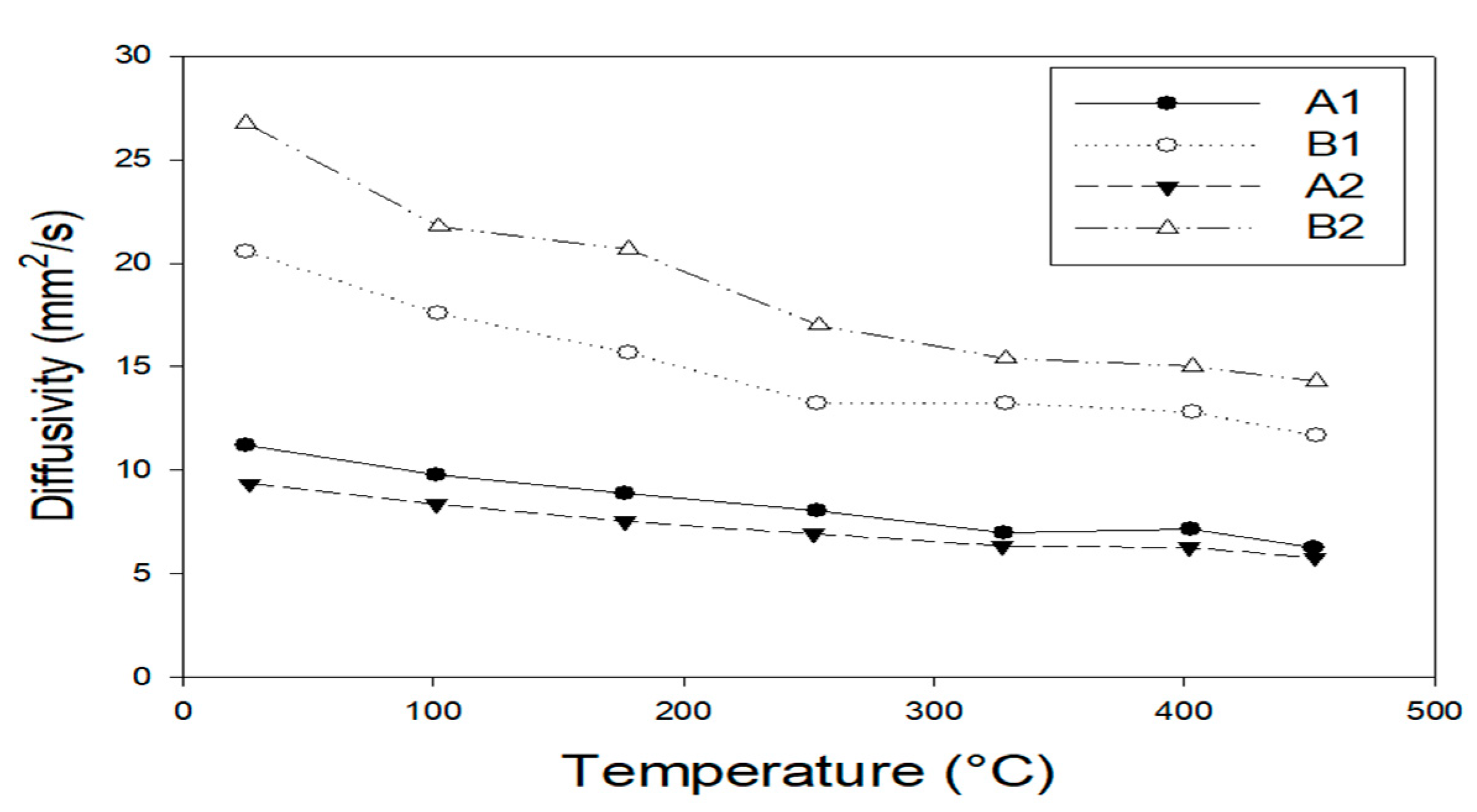
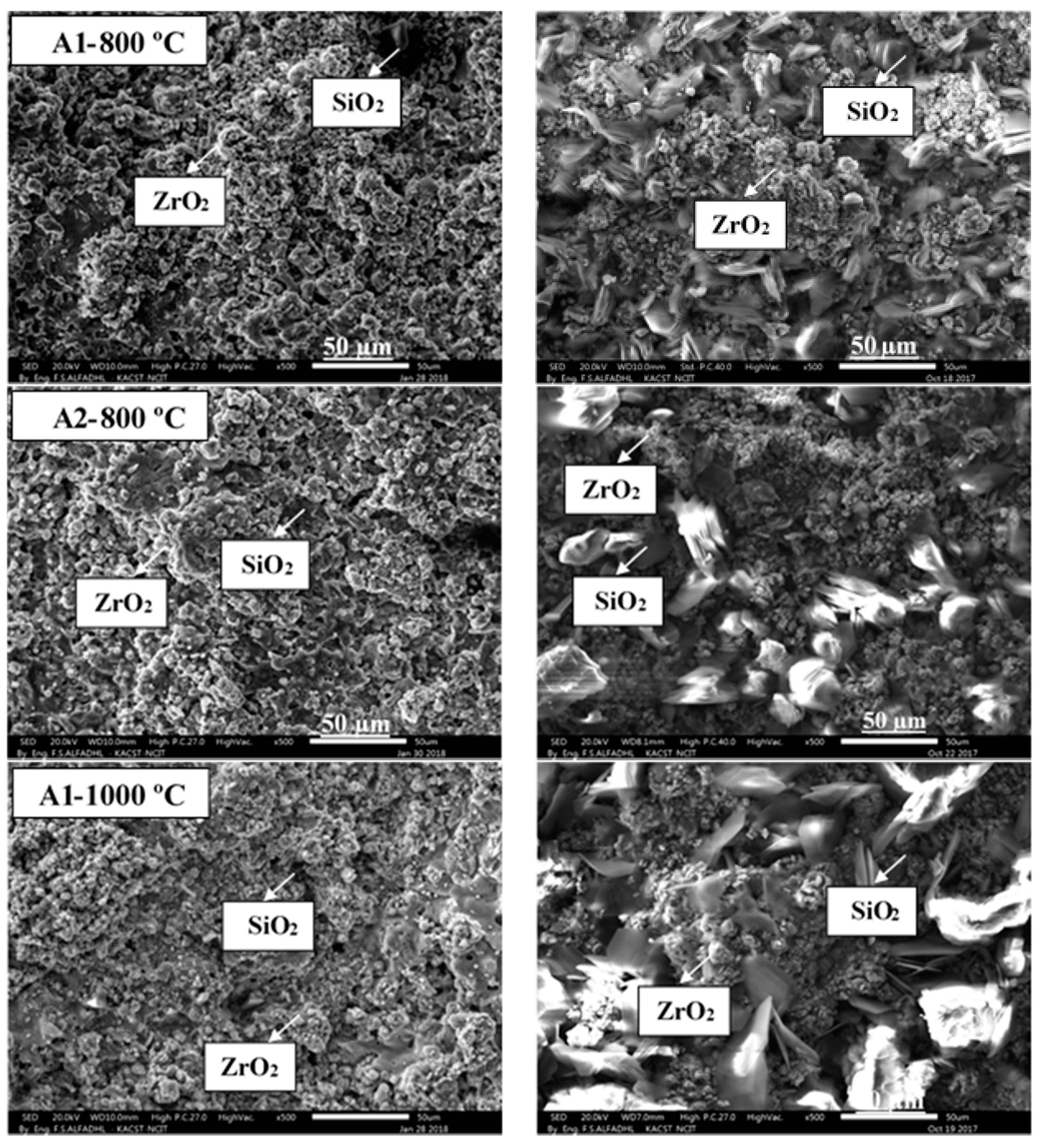
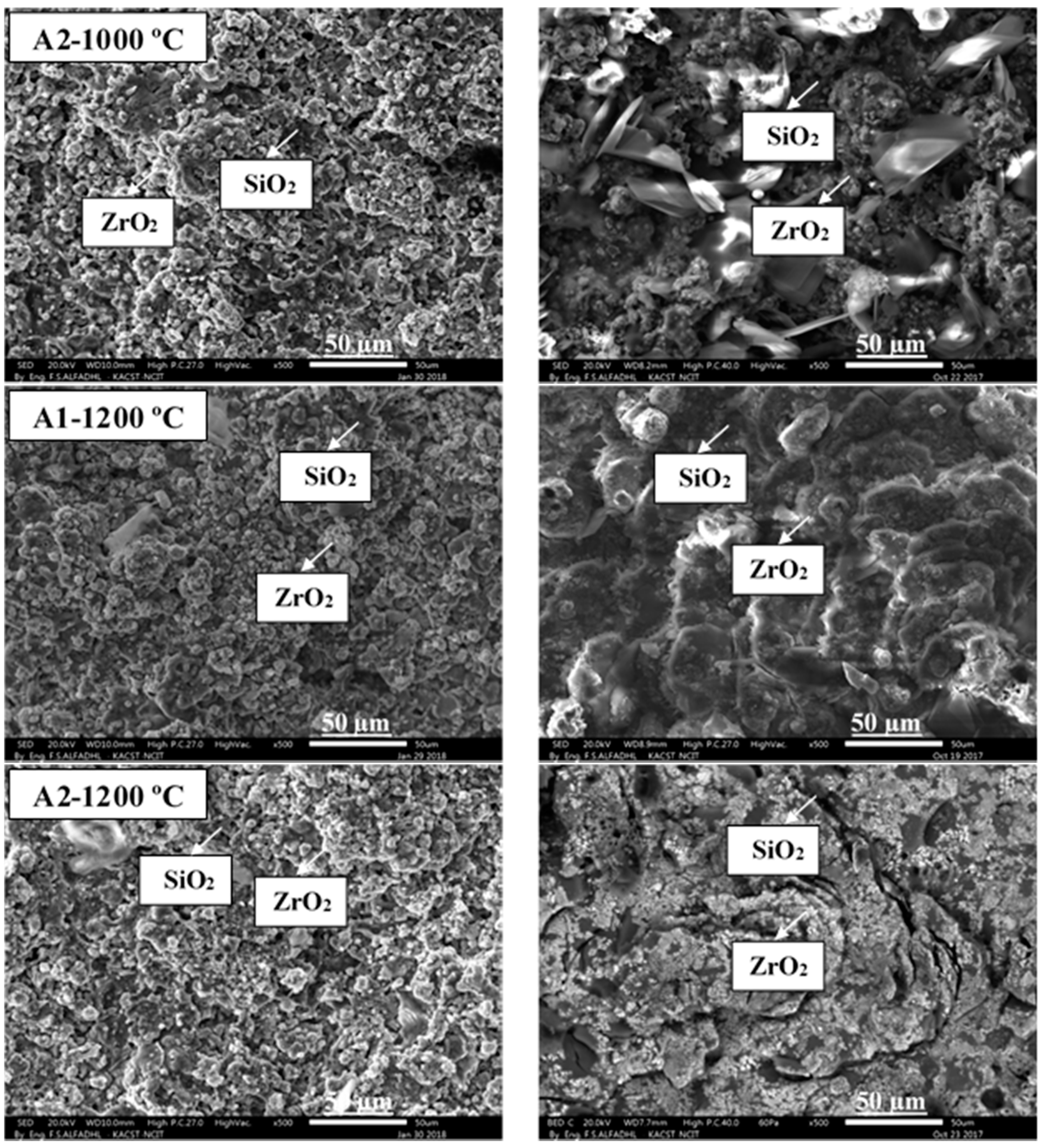
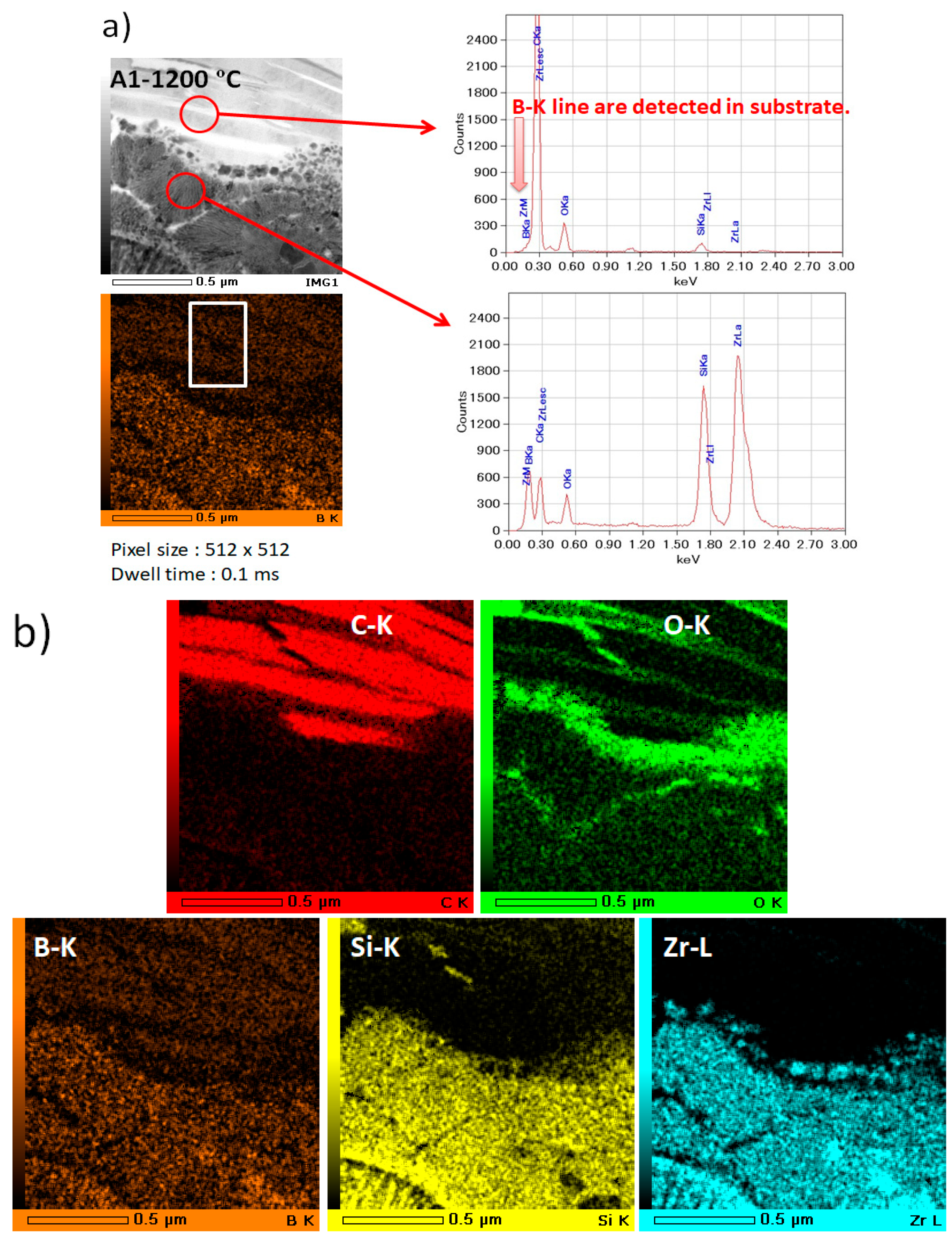
3.2. Oxidation Behavior
4. Conclusions
- The outer glass layer consisted primarily of a carbon, including borosilicate glass.
- The intermediate layer was made up of ZrO2 plus borosilicate crystalline glass.
- An inner pore layer with a SiC depletion came from SiC to Si and CO active oxidation mechanisms.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fahrenholtz, W.G.; Hilmas, G.E. Ultra-high temperature ceramics: Materials for extreme environments. Scr. Mater. 2017, 129, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Mungiguerra, S.; Martino, G.D.; Cecere, A.; Savino, R.; Zoli, L.; Silvestroni, L.; Sciti, D. Ultra-high-temperature testing of sintered ZrB2-based ceramic composites in atmospheric re-entry environment. Int. J. Heat Mass Transf. 2020, 156, 119910. [Google Scholar] [CrossRef]
- Gasch, M.J.; Ellerby, D.T.; Johnson, S.M. Ultra high temperature ceramic composites. In Handbook of Ceramic Composites; Bansal, N.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2005; Volume 2, pp. 197–224. [Google Scholar]
- Hilmas, G.; Fahrenholtz, W.; Chamberlain, A.L.; Ellerby, D.L. Oxidation of ZrB2-SiC ceramics under atmospheric and reentry conditions. Refract. Appl. Trans. 2005, 2, 1–7. [Google Scholar]
- Simonenko, E.P.; Sevast’yanov, D.; Simonenko, N.P.; Sevast’yanov, V.G.; Kuznetsov, N.T. Promising ultra-high-temperature ceramic materials for aerospace applications. Russ. J. Inorg. Chem. 2013, 14, 1669–1693. [Google Scholar] [CrossRef]
- Chawla, K.K. Ceramic matrix composites. Compos. Mater. 2019, 1, 251–296. [Google Scholar]
- Arai, Y.; Inoue, R.; Goto, K.; Kogo, Y. Carbon fiber reinforced ultra-high temperature ceramic matrix composites: A review. Ceram. Int. 2019, 12, 14481–14489. [Google Scholar] [CrossRef]
- Yang, Z.; Yang, J. Investigation of long-term thermal aging-induced damage in oxide/oxide ceramic matrix composites. J. Eur. Ceram. Soc. 2020, 4, 1549–1556. [Google Scholar] [CrossRef]
- Schwartz, M. New Materials, Processes, and Methods Technology; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Bongiorno, A.; Först, C.J.; Kalia, R.K.; Li, J.; Marschall, J.; Nakano, A.; Opeka, M.M.; Talmy, I.G.; Vashishta, P.; Yip, S. A perspective on modeling materials in extreme environments: Oxidation of ultrahigh-temperature ceramics. MRS Bull. 2006, 5, 410–418. [Google Scholar] [CrossRef] [Green Version]
- Rogers, B.R.; Song, Z.; Marschall, J.; Queraltó, N.; Zorman, C.A. The effect of dissociated oxygen on the oxidation of Si, polycrystalline SiC and LPCVD Si3N4. In High-Temperature Corrosion and Materials Chemistry; Opila, E., Ed.; The Electrochemical Society: Pennington, NJ, USA, 2004; pp. 2004–2016. [Google Scholar]
- Kameleshwar, U.; Yang, J.M.; Hoffman, W.P. Materials for ultrahigh temperature structural applications. Am. Ceram. Soc. Bull. 1997, 12, 51–56. [Google Scholar]
- Opeka, M.M.; Talmy, I.G.; Zaykoski, J.A. Oxidation-based materials selection for 2000 °C + hypersonic aerosurfaces: Theoretical considerations and historical experience. J. Mater. Sci. 2004, 19, 5887–5904. [Google Scholar] [CrossRef]
- Aliasgarian, R.; Naderi, M.; Mirsalehi, S.E. Ablation mechanism of ZrB2-SiC coating for SiC-coated graphite under an oxyacetylene flame. Surf. Coat. Technol. 2018, 350, 511–518. [Google Scholar] [CrossRef]
- Vasile, B.S.; Birca, A.C.; Surdu, V.A.; Neacsu, I.A.; Nicoară, A.I. Ceramic composite materials obtained by electron-beam physical vapor deposition used as thermal barriers in the aerospace industry. Nanomaterials 2020, 2, 370. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 6, 315–348. [Google Scholar] [CrossRef]
- Fahrenholtz, W.; Hilmas, G. NSF-AFOSR Joint Workshop on Future Ultra-High Temperature Materials; NSF: Arlington, VA, USA, 2004. [Google Scholar]
- Bartuli, C.; Valente, T.; Tului, M. Plasma spray deposition and high temperature characterization of ZrB2–SiC protective coatings. Surf. Coatings Technol. 2002, 155, 260–273. [Google Scholar] [CrossRef]
- Tului, M.; Giambi, B.; Lionetti, S.; Pulci, G.; Sarasini, F.; Valente, T. Silicon carbide based plasma sprayed coatings. Surf. Coat. Technol. 2012, 207, 182–189. [Google Scholar] [CrossRef]
- Pulci, G.; Tului, M.; Tirillò, J.; Marra, F.; Lionetti, S.; Valente, T. High temperature mechanical behavior of UHTC coatings for thermal protection of re-entry vehicles. J. Therm. Spray Technol. 2011, 1–2, 139–144. [Google Scholar] [CrossRef]
- Valente, T.; Bartuli, C.; Pulci, G. Ceramic Composites and Thermal Protection Systems for Reusable Re-Entry Vehicles, in Advances in Science and Technology. Trans. Tech. Publ. 2006, 45, 1505–1514. [Google Scholar]
- Tului, M.; Lionetti, S.; Pulci, G.; Marra, F.; Tirillò, J.; Valente, T. Zirconium diboride based coatings for thermal protection of re entry vehicles: Effect of MoSi2 addition. Surf. Coat. Technol. 2010, 205, 1065–1069. [Google Scholar] [CrossRef]
- Tului, M.; Lionetti, S.; Pulci, G.; Rocca, E.; Valente, T.; Marino, G. Effects of heat treatments on oxidation resistance and mechanical properties of ultra high temperature ceramic coatings. Surf. Coat. Technol. 2008, 202, 4394–4398. [Google Scholar] [CrossRef]
- Ordan’yan, S.S.; Dmitriev, A.I.; Moroshkina, E.S. Reaction of SiC with ZrB2, Izv. Akad. Nauk SSSR Neorg. Mater. 1989, 10, 1752–1754. [Google Scholar]
- Zhang, X.; Hu, P.; Han, J.; Meng, S. Ablation behavior of ZrB2–SiC ultra high temperature ceramics under simulated atmospheric re-entry conditions. Compos. Sci. Technol. 2008, 68, 1718–1726. [Google Scholar] [CrossRef]
- Monteverde, F.; Savino, R. Stability of ultra-high-temperature ZrB2–SiC ceramics under simulated atmospheric re-entry conditions. J. Eur. Ceram. Soc. 2007, 16, 4797–4805. [Google Scholar] [CrossRef]
- Karlsdottir, S.N.; Halloran, J.W. Formation of oxide films on ZrB2–15 vol% SiC composites during oxidation: Evolution with time and temperature. J. Am. Ceram. Soc. 2009, 6, 1328–1332. [Google Scholar] [CrossRef] [Green Version]
- Karlsdottir, S.N.; Halloran, J.W.; Grundy, A.N. Zirconia transport by liquid convection during oxidation of zirconium diboride–silicon carbide. J. Am. Ceram. Soc. 2008, 1, 272–277. [Google Scholar] [CrossRef] [Green Version]
- Parthasarathy, T.; Rapp, R.; Opeka, M.; Cinibulk, M. Modeling oxidation kinetics of SiC-containing refractory diborides. J. Am. Ceram. Soc. 2012, 1, 338–349. [Google Scholar] [CrossRef] [Green Version]
- Rocha, R.M.D.; Sene, F.F.; Juliani, M.D.O.; Davi, C.O. Effect of ZrB2 Particle Size on Pressureless Sintering of ZrB2-βSiC Composites. J. Aerosp. Technol. Manage. 2019, 9, 1–13. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Mixture | Number of Scans | Coating Thickness (µm) |
|---|---|---|---|
| A1 | ZrB2-SiC (70%-30%) | 20 | 250 |
| B1 | ZrB2-SiC (70%-30%) | 10 | 130 |
| A2 | ZrB2-SiC (50%-50%) | 20 | 240 |
| B2 | ZrB2-SiC (50%-50%) | 10 | 120 |
| Parameter | Value |
|---|---|
| Pressure (Ar gas) | 1200 mbr |
| Spray distance | 110 mm |
| Plasma gas (Ar) | 500 slpm |
| Plasma gas (H2) | 150 slpm |
| Plasma power input | 40 kW |
| Chemical Composition | Zr (wt.%) | Si (wt.%) |
|---|---|---|
| Starting composition (50%-50%) | 30.73 | 26.18 |
| ZrB2-SiC powder | 33.90 | 25.20 |
| ZrB2-SiC coating | 33.49 | 26.31 |
| Sample | Temperature (°C) | Density g/cm3 |
|---|---|---|
| A1 | Room Temperature (RT) | 2.02 |
| B1 | RT | 2.15 |
| A2 | RT | 2.01 |
| B2 | RT | 2.07 |
| A1 | 1200 °C | 1.95 |
| B1 | 1200 °C | 2.13 |
| A2 | 1200 °C | 1.97 |
| B2 | 1200 °C | 1.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alosime, E.M.; Alsuhybani, M.S.; Almeataq, M.S. The Oxidation Behavior of ZrB2-SiC Ceramic Composites Fabricated by Plasma Spray Process. Materials 2021, 14, 392. https://doi.org/10.3390/ma14020392
Alosime EM, Alsuhybani MS, Almeataq MS. The Oxidation Behavior of ZrB2-SiC Ceramic Composites Fabricated by Plasma Spray Process. Materials. 2021; 14(2):392. https://doi.org/10.3390/ma14020392
Chicago/Turabian StyleAlosime, Eid M., Mohammed S. Alsuhybani, and Mohammed S. Almeataq. 2021. "The Oxidation Behavior of ZrB2-SiC Ceramic Composites Fabricated by Plasma Spray Process" Materials 14, no. 2: 392. https://doi.org/10.3390/ma14020392