
Pilot Demonstration of Hot Sheet Metal Forming Using 3D Printed Dies


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pilot Trials in Omega Tool Configuration
2.2.1. Test Configuration
2.2.2. Analyses
2.3. Thermal Performance Demonstrator
2.3.1. Demo1 Tooling
2.3.2. Test Configuration
3. Results
3.1. Wear Tests in Omega Tool Configuration
3.1.1. Roughness Modification and Abrasive Wear
3.1.2. Material Transfer on Tool Radius
3.1.3. Side Wall Wear Fringes
3.2. Thermal Performance of Demonstrator Demo1
4. Conclusions
- Additive Manufacturing appears to be a technically realistic solution for producing press hardening tools, offering a good combination of durability and performance.
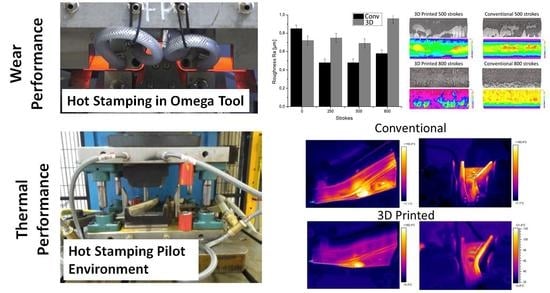
- In terms of wear, 3D printed tools showed comparable performance to standard material. Wear mechanisms in both cases corresponded to those in industrial press hardening tools, and the severity of the mechanisms was overall similar in both cases, with a slight advantage for the conventional material in abrasive and combined wear mechanisms.
- Thermal performance of the 3D-printed tools was significantly better than for the conventional design. Free-design conformal cooling channels resulted in overall lower temperature and solved most of the hot spots encountered in the standard design.
- Even the design of the cooling channels was completed mainly by human design, and the performance obtained was good. However, this could potentially be improved if dedicated AI- or FEM-driven design tools were applied, as described in the literature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Merklein, M.; Lechler, J. Investigation of the thermo-mechanical properties of hot stamping steels. J. Mater. Process. Technol. 2006, 177, 452–455. [Google Scholar] [CrossRef]
- Nagathan, A.; Penter, L. Chapter 7: Hot stamping. In Sheet Metal Forming|Processes and Applications; Altan, T., Tekkaya, A., Eds.; ASM International: Cincinnati, OH, USA, 2012; pp. 153–163. [Google Scholar]
- Neugebauer, R.; Altan, T.; Geiger, M.; Kleiner, M.; Sterzing, A. Sheet metal forming at elevated temperatures. CIRP Ann. 2006, 55, 793. [Google Scholar] [CrossRef]
- Ingebrand, A.; Valls, I.; Laumann, T. Integrated and Competitive Tooling Solutions for the Production of Tailored Components and Cutting of UHSS. In Proceedings of the 3ed International Conference on Hot Sheet Metal Forming of High-Performance Steel CHS2, Kassel, Germany, 13–17 June 2011; p. 67. [Google Scholar]
- Escher, C.; Wilzer, J.J. Tool steels for hot stamping of high strength automotive body parts. Int. Conf. Stone Concr. Mach. 2015, 3, 219–228. [Google Scholar]
- Jahan, S.A.; El-Mounayri, H. Optimal Conformal Cooling Channels in 3D Printed Dies for Plastic Injection Molding. Procedia Manuf. 2016, 5, 888–900. [Google Scholar] [CrossRef] [Green Version]
- Feng, S.; Kamat, A.M.; Pei, Y. Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int. J. Heat Mass Transf. 2021, 171, 121082. [Google Scholar] [CrossRef]
- Müller, B.; Gebauer, M.; Hund, R.; Malek, R.; Gerth, N. Metal Additive Manufacturing for tooling applications—Laser Beam Melting Technology Increases Efficiency of Dies and Molds. Metal Additive Manufacturing Conference MAMC 2014, Wien. Available online: http://publica.fraunhofer.de/dokumente/N-322053.html (accessed on 15 July 2021).
- Chantzis, D.; Liu, X.; Politis, D.J.; El Fakir, O.; Chua, T.Y.; Shi, Z.; Wang, L. Review on additive manufacturing of tooling for hot stamping. Int. J. Adv. Manuf. Technol. 2020, 109, 87–107. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case Study to Illustrate the Potential of Conformal Cooling Channels for Hot Stamping Dies Manufactured Using Hybrid Process of Laser Metal Deposition (LMD) and Milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Hong, M.; Kim, J.; Kim, W.; Lee, M.; Bae, K.; Kim, Y.; Sung, J. Heterogeneous Material Additive Manufacturing for Hot-Stamping Die. Metals 2020, 10, 1210. [Google Scholar] [CrossRef]
- Chantzis, D.; Liu, X.; Politis, D.J.; Shi, Z.; Wang, L. Design for additive manufacturing (DfAM) of hot stamping dies with improved cooling performance under cyclic loading conditions. Addit. Manuf. 2021, 37, 101720. [Google Scholar]
- Vikhareva, A.; Macêdo, G.; Pelcastre, L.; Hardell, J. High temperature tribological behaviour of additively manufactured tool material for applications in press hardening. Wear 2021. [Google Scholar] [CrossRef]
- Available online: https://www.eos.info/en/industrial-3d-printing/additive-manufacturing-how-it-works/dmls-metal-3d-printing (accessed on 30 July 2021).
- Kučerová, L.; Zetková, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive-manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. A 2019, 750, 70–80. Available online: https://www.sciencedirect.com/science/article/pii/S0921509319302047 (accessed on 15 July 2021). [CrossRef]
- Pujante, J.; E. García-Llamas, E.; Casellas, D. Study of Wear in Press Hardening Using a Pilot Facility. In Proceedings of the 7th International Conference Hot Sheet Metal Forming of High-Performance Steel, Lulea, Sweden, 2–5 June 2019; pp. 151–158. [Google Scholar]
- Test Tool-Wear Measurement Methodology and Test Facility to Increase the Efficiency of Hot Stamping for High Performance Component Production (Rfcs Project; 2011–2014); Directorate-General for Research and Innovation (European Commission): Brussels, Belgium, 2016; ISBN 978-92-79-53614-4.
- Grigorieva, R.; Drillet, P.; Mataigne, J.M.; Redjaïmia, A. Phase transformations in the Al-Si coating during the austenization step. Solid State Phenom. 2011, 174, 748–790. [Google Scholar]
- Pelcastre, L.; Hardell, J.; Courbon, C.; Prakash, B. Tribological behaviour of Al-Si-coated ultra-high-strength steel during interaction with tool steel at elevated temperatures: Influence of tool steel surface topography parameters on galling. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2015, 229, 1373–1384. [Google Scholar] [CrossRef]
- Pujante, J.; Vilaseca, M.; Casellas, D.; Riera, M.D. Analysis of Wear in Industrial Press Hardening Tools. In Proceedings of the 35th International Deep Drawing Research Group Conference IDDRG2016, Linz, Austria, 12–15 June 2016. [Google Scholar]
- Vilaseca, M.; Pujante, J.; Ramírez, G.; Casellas, D. Investigation into Adhesive wear of PVD coated and uncoated hot stamping production tools. Wear 2013, 308, 148–154. [Google Scholar] [CrossRef]
- Pujante, J.; Vilaseca, M.; Eriksson, K.; Clobes, J.; Alsmann, M.; Casellas, D. Wear Mechanism Identification on Hot Stamping Tools. In Proceedings of the 3rd International Conference on Hot Shet Metal Forming of High-Performance Steel CHS2 2011, Kassel, Germany, 13–17 June 2011; pp. 377–384. [Google Scholar]
- Windmann, M.; Röttger, A.; Hahn, I.; Theisen, W. Mechanical properties of AlXFeY intermetallics on steel 22MnB5 and resulting wear mechanisms at press-hardening tool steel surfaces. Surf. Coat. Technol. 2017, 321, 321–327. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Co | V | |
|---|---|---|---|---|---|---|---|---|
| MS1 | <0.03 | <0.1 | <0.1 | <0.5 | 4.5–5.2 | 17–19 | 8.5–9.5 | |
| QRO90 | 0.38 | 0.30 | 0.75 | 2.6 | 2.25 | 0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pujante, J.; González, B.; Garcia-Llamas, E. Pilot Demonstration of Hot Sheet Metal Forming Using 3D Printed Dies. Materials 2021, 14, 5695. https://doi.org/10.3390/ma14195695
Pujante J, González B, Garcia-Llamas E. Pilot Demonstration of Hot Sheet Metal Forming Using 3D Printed Dies. Materials. 2021; 14(19):5695. https://doi.org/10.3390/ma14195695
Chicago/Turabian StylePujante, Jaume, Borja González, and Eduard Garcia-Llamas. 2021. "Pilot Demonstration of Hot Sheet Metal Forming Using 3D Printed Dies" Materials 14, no. 19: 5695. https://doi.org/10.3390/ma14195695