1. Introduction
Nowadays, sustainability is a basic principle that is considered by politicians and many organizations in society. As for the construction sector, there is a growing interest in manufacturing sustainable buildings and infrastructure with high percentages of recycled materials. However, gravel quarries are still operative, and natural aggregate production requires landfill management of the waste/by-products. Annually, the construction sector demands about 3000 million tons of non-renewable natural aggregates. In 2018, for instance, mining and quarrying waste exceeded 623 million tons [
1,
2].
During the aggregate manufacturing process, water is used to wash the surface of the aggregates clean of dirt and mud. The water is then pumped out to sedimentation lakes or mine tailings nearby. For instance, during limestone production silt and clay particles are the main substances found in sedimentation lakes. Clay minerals have the smallest particle size compared to silt and sand. In general, clay particles are formed from two main crystal layers of silica (tetrahedral) and alumina (octahedral), and their configuration, bonding type, and metallic ions in the crystal lattice characterizes and separates different clay particles from one another [
3]. The materials stored and kept in the sedimentation lakes could become an environmental issue.
Different methods and approaches have been developed over the past few years to reduce the undesirable impact of quarry waste on the environment. For instance, quarry waste has been used in cement mortars [
4,
5,
6] and asphalt pavements [
7,
8,
9]. A different approach includes recycling mineral fillers and quarry dust in geopolymer cement production [
10,
11,
12,
13,
14].
Geopolymer cement is an alternative binder to ordinary Portland cement, which was first introduced by Davidovits in the 1970s during his efforts to produce nonflammable and noncombustible plastics. Geopolymer cements are materials that are rich in aluminum silicates, which are transformed into a tridimensional tecto-aluminosilicate structure in an alkaline solution. Their geosynthesis is based on the ability of the aluminum ion (6-fold or 4-fold coordination) to induce crystallographical and chemical changes in the silica backbone [
15,
16]. A geopolymer cement could be made by adding alkali solutions to materials rich in aluminosilicates (such as metakaolin and fly ash).
Various studies have investigated the possibility of using clay and silt substances for geopolymer cement production. For instance, clay and fly ash were used as precursors to produce sustainable geopolymer bricks [
17]. For this purpose, 11 different mixtures were produced by substituting different percentages of fly ash (0–100%) with clay. The results indicated that bricks created with 30–60% fly ash had promising physical properties and mechanical strength. In a different approach, Lampris et al. collected waste silt from different washing plants in the UK, which was mixed with metakaolin and fly ash to produce geopolymers [
18]. The room temperature curing of the sample made entirely of silt reached 18.75 MPa after 7 days, whereas samples made with silt and metakaolin showed a higher compressive strength of 30.5 Mpa. The addition of metakaolin and fly ash improved the geopolymer reaction/process, which led to higher compressive strength. The authors suggested that the strength of silt-based geopolymers was enough to be used as aggregates in unbound applications.
During geopolymer cement production, small grain-sized aggregates, which have a certain quantity of reactivity, are added to reduce brittleness and to minimize the pore size and shrinkage values of the final mixture. These materials, which are referred to as fillers, partially react with the geopolymer matrix, producing stronger networks [
15]. For instance, limestone, marble, and basalt waste powders were used to produce geopolymer composites [
19]. The described study claimed that the usage of up to 50% limestone or marble waste powder increased the sample strength. Overall, all of the mentioned waste powders positively affected the overall strength, abrasion, and water absorption of the geopolymer samples. Various inert and/or partially reactive waste materials have been used as fillers. The effect of different fillers such as quartz fume, illitic clay, and recycled chamotte material on the thermo-mechanical properties of geopolymer was studied [
20]. The highest compressive strength for the samples made with clay was obtained when 10% clay was used as a filler. However, the best performance in terms of lower porosity and higher strength was observed when 20% quartz or chamotte was used in the mixture. In a similar study, calcined kaolinitic claystone and potassium silicate hardeners were used to produce geopolymer samples [
21]. Quartz, corundum, chamotte, and cordierite were used as fillers. The authors claimed that the viscosity of such mixes was low enough to allow the incorporation of up to 65% of filler. The geopolymer samples had a stable structure at an elevated temperature of 1000 °C, and the shrinkage of the geopolymer samples significantly reduced at high temperatures when the filler was used. The best fillers were corundum or chamotte, which performed better compared to the other types of fillers [
21].
In some studies, the silt and clay materials underwent thermal pretreatments. Due to the mineralogy and nature of clay, pretreatments could increase the reactivity of the precursors by altering their mineralogical properties. For example, a case study was conducted in a reservoir located in southern Italy that aimed to tackle the loss of water storage capacity in the lakes where the alkaline activation of silt residues was suggested as a solution. The results indicated that the clay and silt could be calcined and reused in applications such as a binder, precast elements, and bricks through alkaline activation [
22]. The calcination of quarry dust reduces the crystalline structure and improves the reactivity of mineral fillers. Calcination requires the quarry dust to be heated to 600–800 °C for an average duration of 2 h [
23]. However, the calcination temperatures could vary based on the mineralogy, type, or physical properties of quarry waste. For instance, the surface area and particle size were used as parameters to determine the optimum calcination temperature of low-grade clay [
24]. The largest specific surface area of 18.43 m
2/g and the smallest median particle size of 16.4 µm were achieved at 550 °C. Therefore, the calcination temperature of 550 °C was selected as the most efficient temperature for the thermal treatment of the low-grade clay.
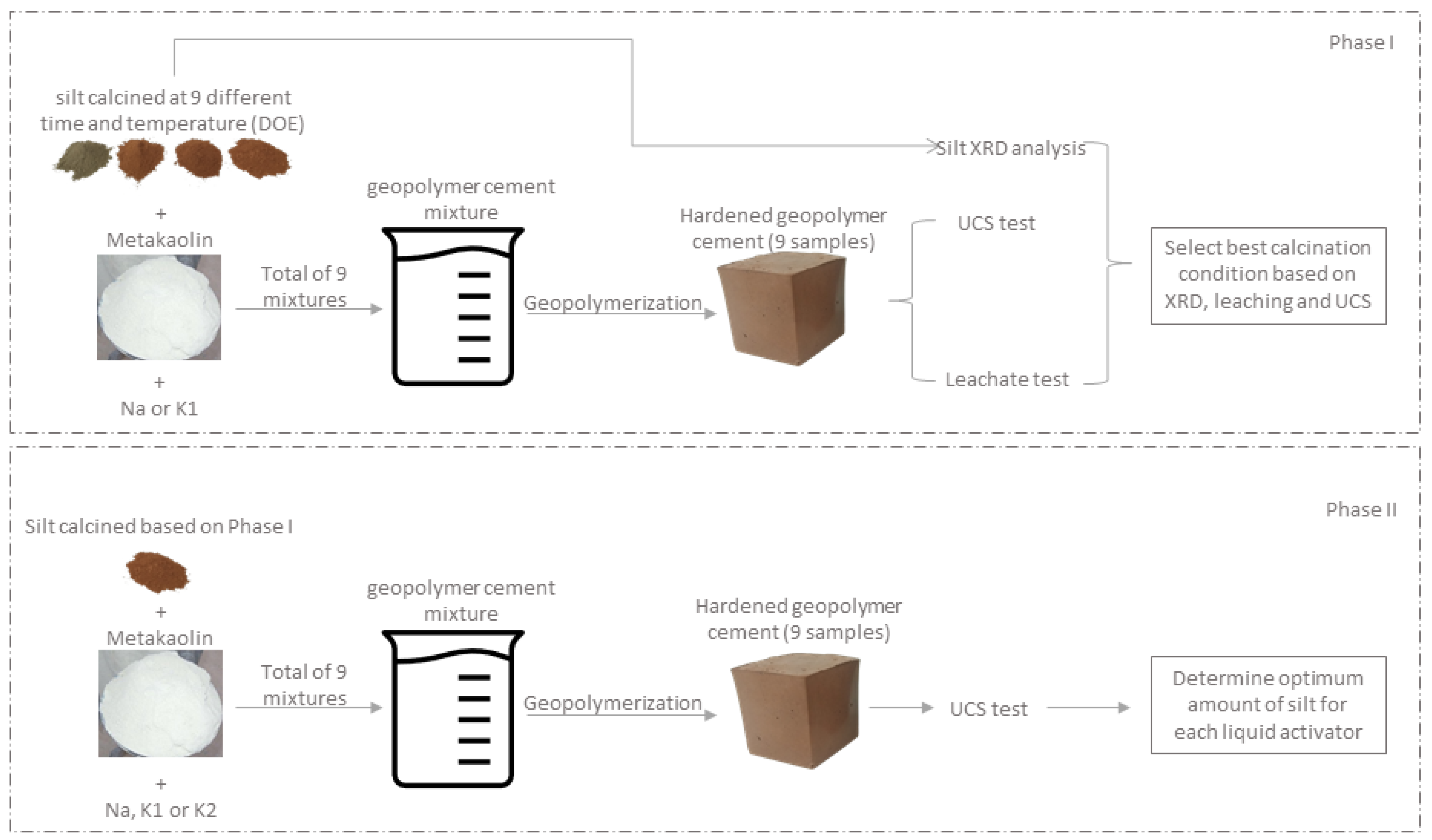
Quarry waste management has become an important aspect over the past few decades, and various methods have been proposed to reduce its impact on the environment. In this regard, geopolymer cement has become an interesting and alternative method for aggregate by-product management. In most cases, waste minerals have been used as precursors in geopolymer production, while the possibility of using the by-products as filler has received less attention. Depending on the mineralogy of the mineral fillers, some may be less reactive and a have low Si and/or Al content, which may not be suitable for use as precursors. However, these materials may have promising performance if used as fillers in geopolymer mixtures. Thus, the main aim of the current study was to investigate the feasibility of including silt (a by-product of limestone aggregate production) in geopolymer cement production as a filler.
Furthermore, considering their final possible application as construction materials, leaching tests were performed. Construction and/or pavement products are indeed constantly in contact with stormwater produced by rainfall events. These products experience varying stormwater conditions during their lifespan, including acidic or basic pH and different temperatures, depending on the time of the year [
25]. This exposure may lead to the release of various organic and inorganic compounds into the stormwater, including heavy metals, nutrients, and, for example, polycyclic aromatic hydrocarbons (PAHs) [
26,
27]. Previous studies have shown that the scale of contaminants released into stormwater from construction materials is comparable to pesticide contamination in agricultural systems [
25,
28]. Therefore, the potential of new construction and paving products to release organic and inorganic compounds into water bodies should be evaluated before their application in roads and buildings. Thus, in this study, the potential of a geopolymer to release harmful compounds was investigated through leaching tests according to the European Commission (EC) Construction Products Regulation (CPR).
4. Discussion
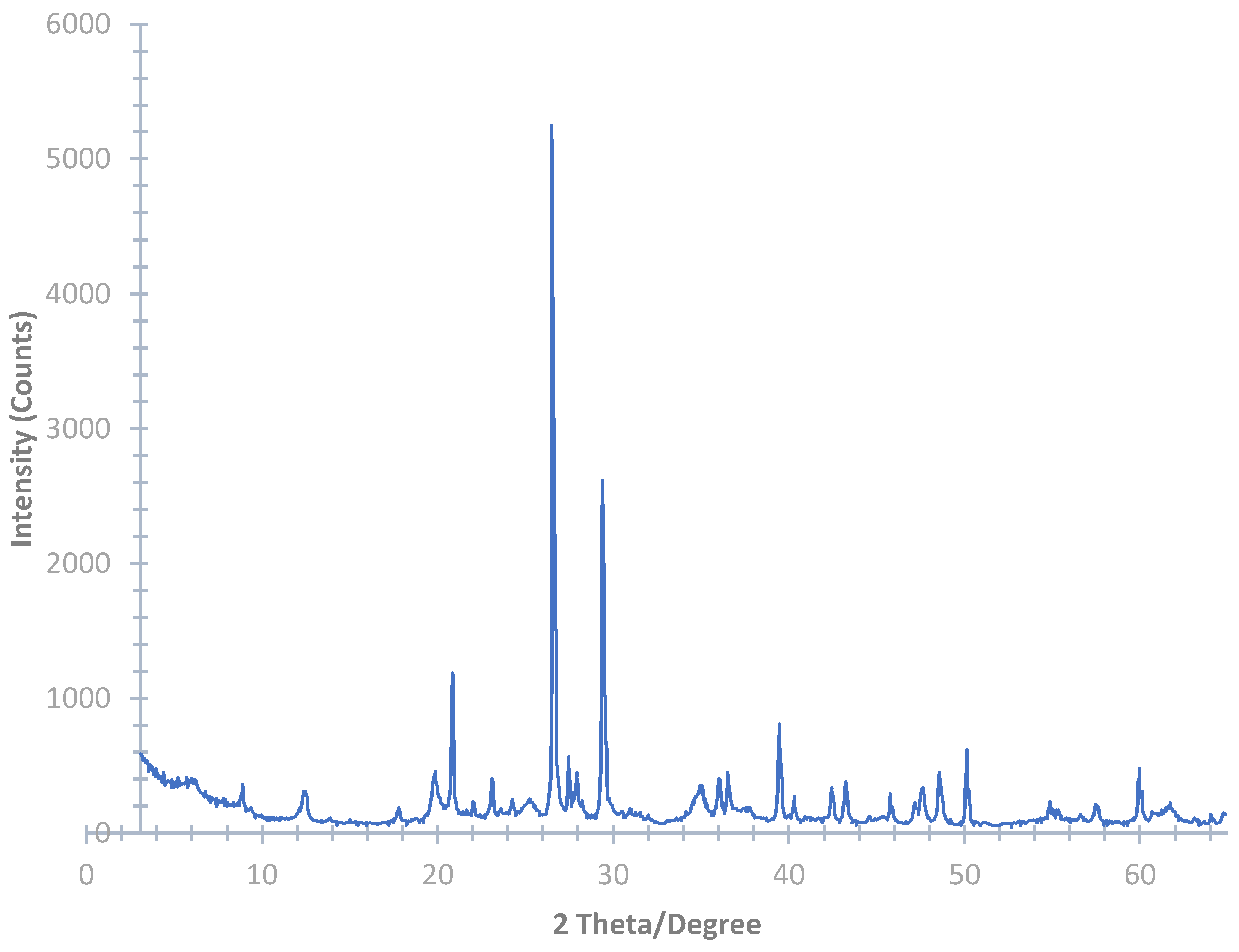
The results from the mineralogical analysis of the raw silt evidenced small variability in the silt composition, mainly in terms of the amount of the mineral phases rather than the type of phases. Only dolomite and K-feldspar were occasionally observed: the first was detected in just a few weighted percentages, and the second was detected up to about 9%; however, it was not affected by the calcination treatments and thus, in principle, did not participate in the change of reactivity of the silt. The variability is an important parameter for the mass production of samples. This could alter the final strength of the produced samples due to variation in the phase of the waste silt. However, the results did not show, nor did they affect the current test results since no variation in the phase was observed.
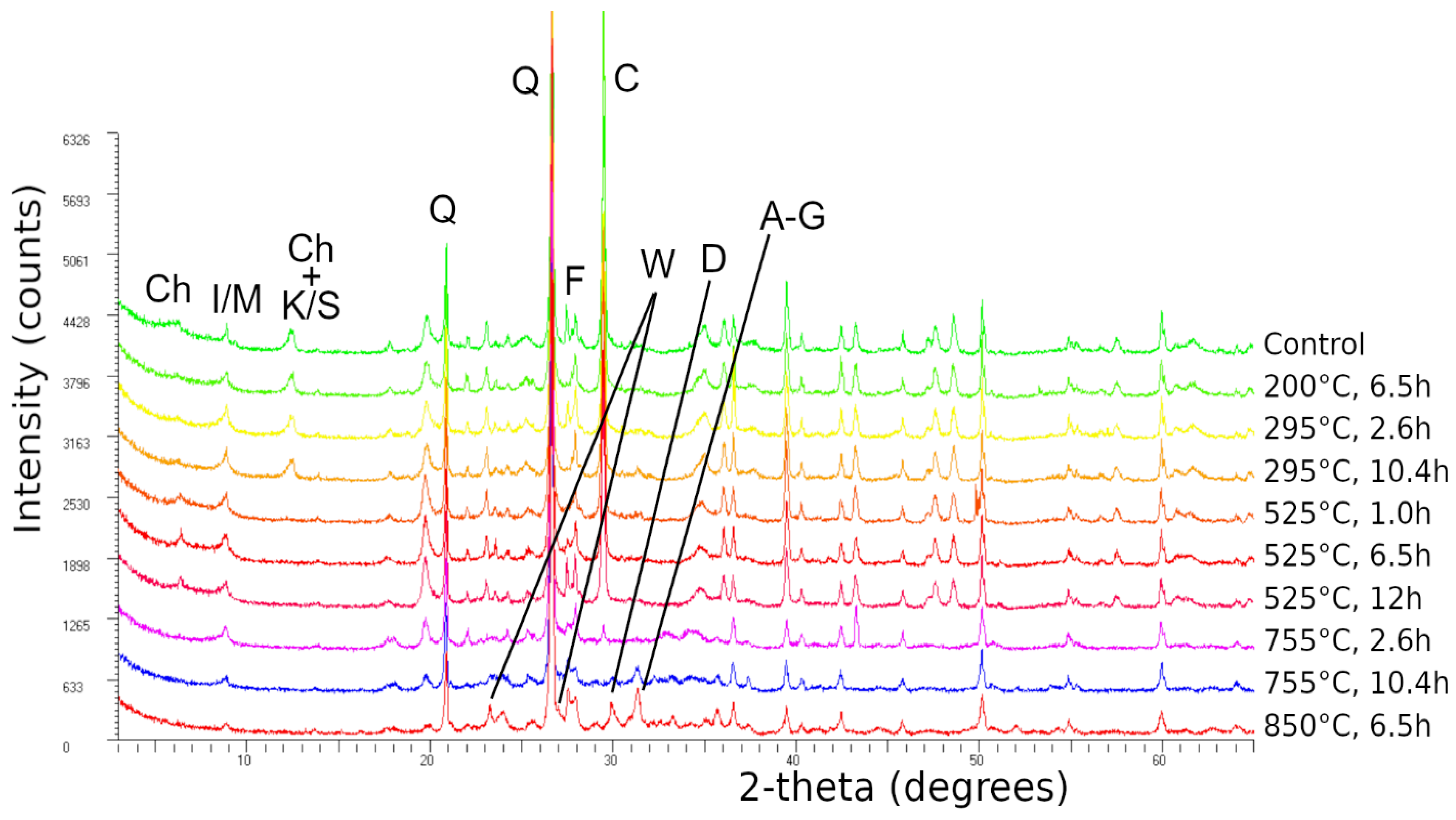
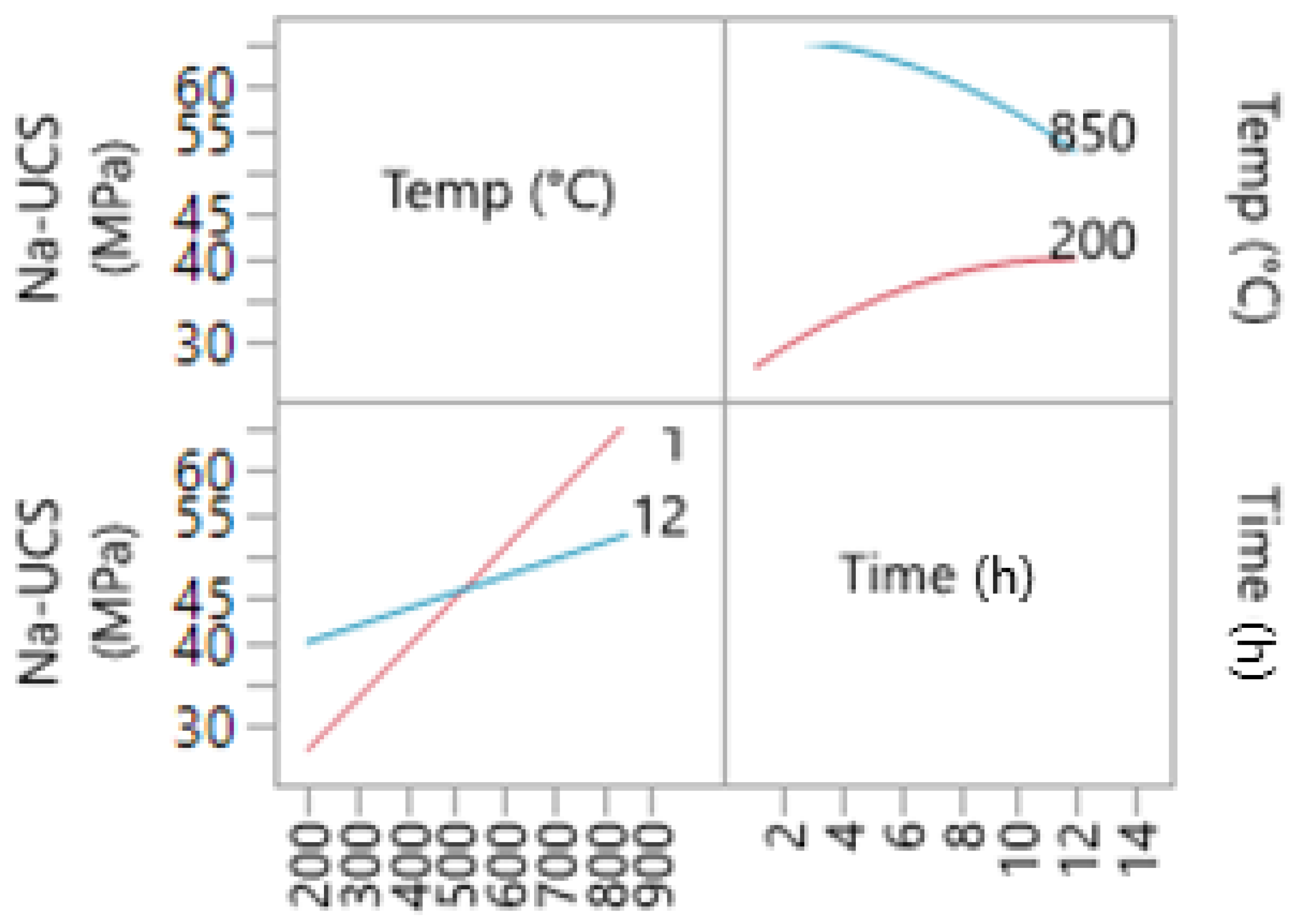
As expected, the XRD profile was not affected by the treatments for temperatures up to 295 °C. The lowest values for compressive strength, regardless of liquid type, were achieved at calcination temperatures below 295 °C. Based on the leaching results, low calcination temperatures lead to the undesirable leaching of alkali cations (Na+ or K+) and for all cases, sodium-based samples showed lower leaching values than potassium-based mixtures. The low UCS values and high leaching could be associated with the inert behavior of the silt calcined at low temperatures.
The variation of the XRD profile for calcination at 525 °C was consistent with the dehydroxylation of the interlayer hydroxide of the chlorite and the dehydroxylation of kaolinite/serpentine, regardless of the calcination time. This increased the reactivity of the silt and consequently increased the compressive strength for both the sodium and potassium-based mixtures (
Table 6).
The treatments at about 750 °C for 2.6 h also caused the dehydroxylation of the talc-like layer of chlorite and its complete amorphization as revealed by XRD, the almost total loss of calcite, and the formation of a wollastonite-type (CaSiO
3) new phase. All of these types of transformations are well reported and described by Földvari (2011) [
31]. The last two treatments, 750 °C for 10 h and 850 °C for 6.5 h, also determined the complete loss of calcite, a progressive dehydroxylation of illite/mica, and the formation of a diopside-like (CaMgSiO
2O
6) phase and a mineral in the Åkermanite (Ca
2MgSi
2O
7)–gehlenite (Ca
2Al(SiAl)O
7) solid solution in percentages up to about 10% [
31].
The effectiveness of promoting aluminosilicate dissolution is higher in Na-based alkali solutions compared to K-based ones. Moreover, the viscosity of Na is much higher than K, making it harder to mix sodium-based geopolymer mixtures. However, based on the literature, K-based geopolymers should have higher compressive strength than Na-based samples, indicating that the rate of dissolution does not control the geopolymerization [
15].
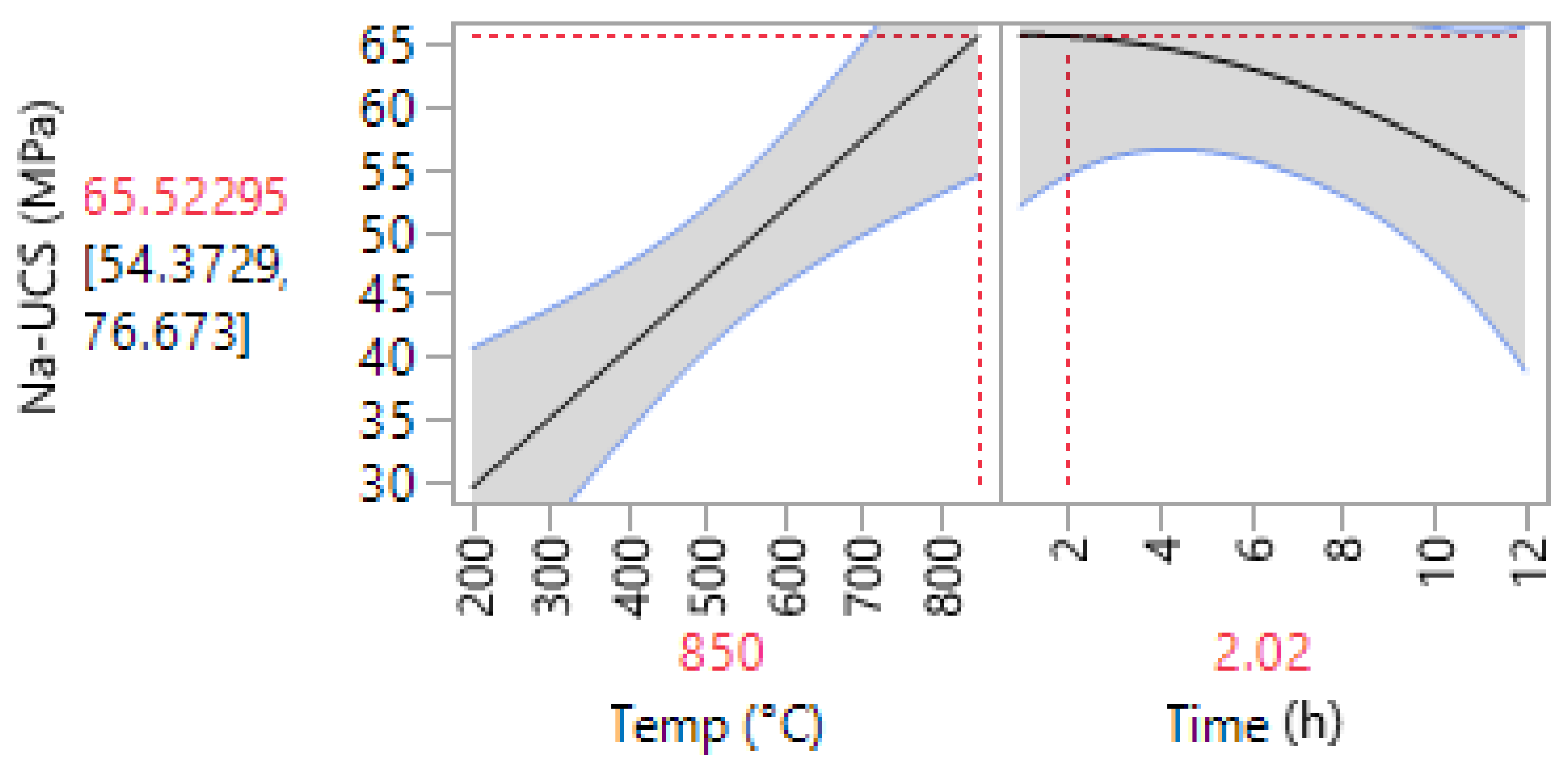
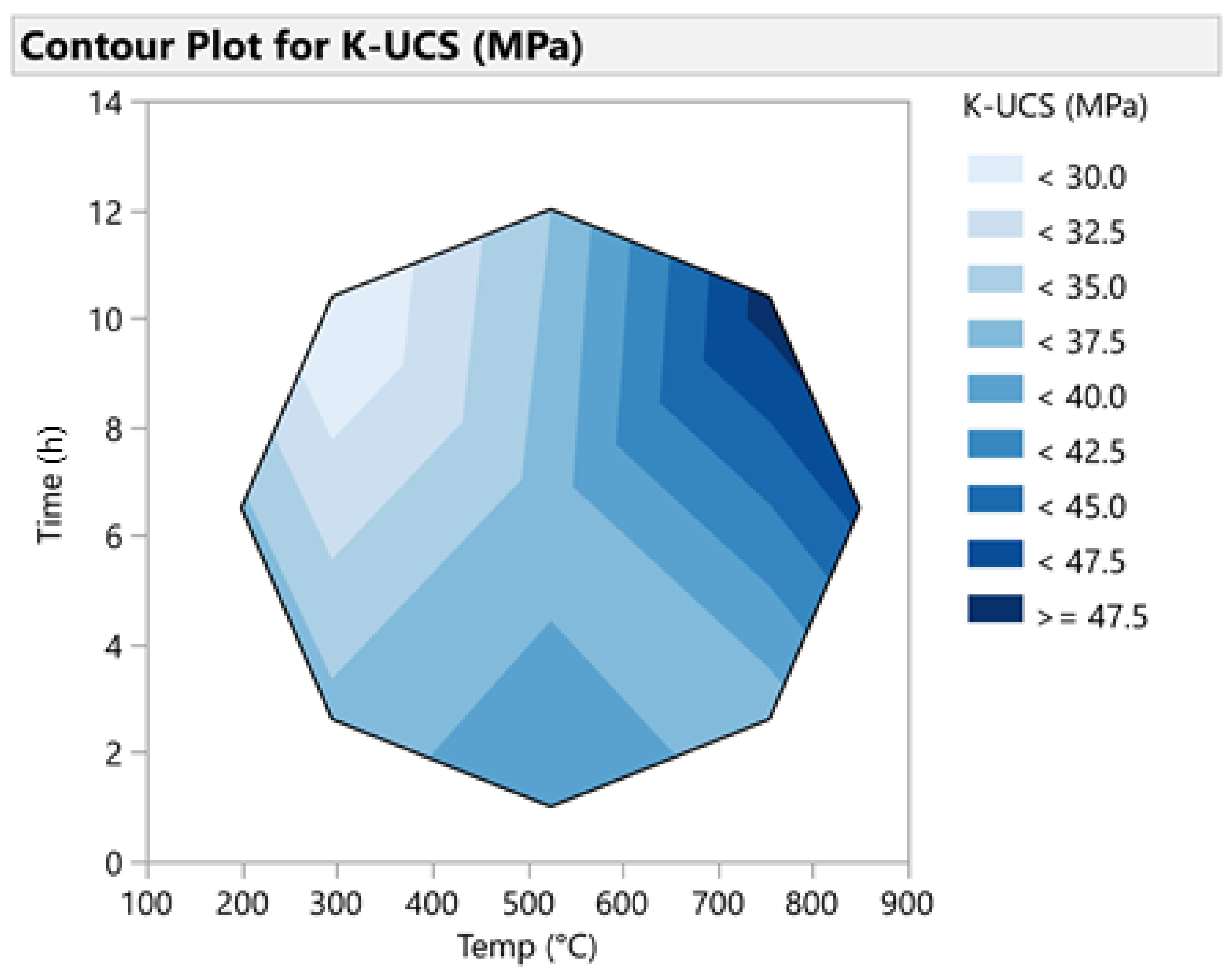
The results presented in
Table 6 indicate that for all of the calcination conditions, the UCS obtained for Na-based mixtures are higher than the ones of the K-based samples. This could be related to the amount of silt used in the mixture. Only 100 g of silt (49.5% total solid weight) was added to the K1 samples during phase I, producing a maximum strength of 48.82 MPa using silt calcined at 750 °C for about 10 h. The silt acts as a partially reactive filler in the geopolymer mixture. For samples produced with K1, the filler amount was not sufficient, leading to the samples prone to cracking due to their brittleness. Generally, samples produced with metakaolin only will be very brittle unless a proper amount of filler is added to the mixture [
32]. This could also be backed up with the results obtained during phase II of the study, where the effect of silt amount was investigated on the final strength of the samples.
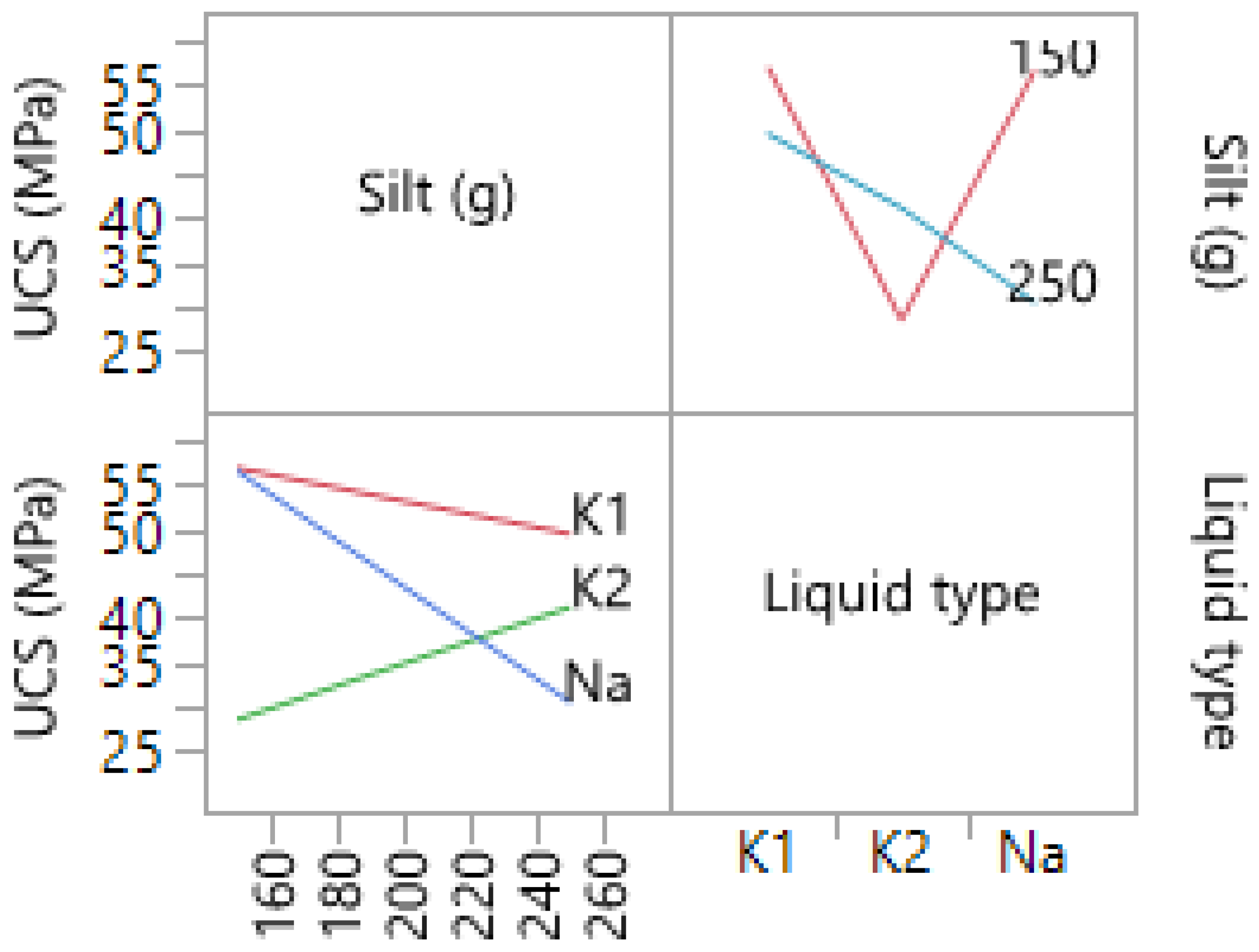
Table 12 indicates that the highest amount of UCS was obtained for the K1 samples produced with 150 g (59.5% total solid weight) of silt. Thus, increasing the amount of silt by 10%, an increase of approximately 10 MPa was observed for the K1 samples. However, by further increasing the amount of silt to 71%, the final strength slightly decreased to 50.10 MPa. This could be related to the fact that for a higher silt amount, water (less than 2% of total solid part) was added to the mixture, decreasing the mixture viscosity. Water could decrease the maximum strength of the samples by decreasing the molarity of the alkali solutions [
15]. Moreover, an excess amount of filler (silt) could remain unreacted in a mixture and could behave as an inert material. This could produce micropores inside the samples, which can decrease the final strength of the mixtures [
33]. The results for phase II were in line with the literature since the UCS for K1 was higher than the ones for Na, regardless of silt amount. Both the Na and K1 samples experienced an increase in the strength when the silt amount was increased from 150 to 250 g, whereas the strength of the K2 samples increased with an increase in the silt content. K2 had the lowest amount of viscosity amongst all of the liquid hardeners, allowing more silt to be used within the mixture. Thus, by adding a higher amount of silt (>250 g), the final compressive strength could exceed 41.68 MPa, as reported in
Table 12.
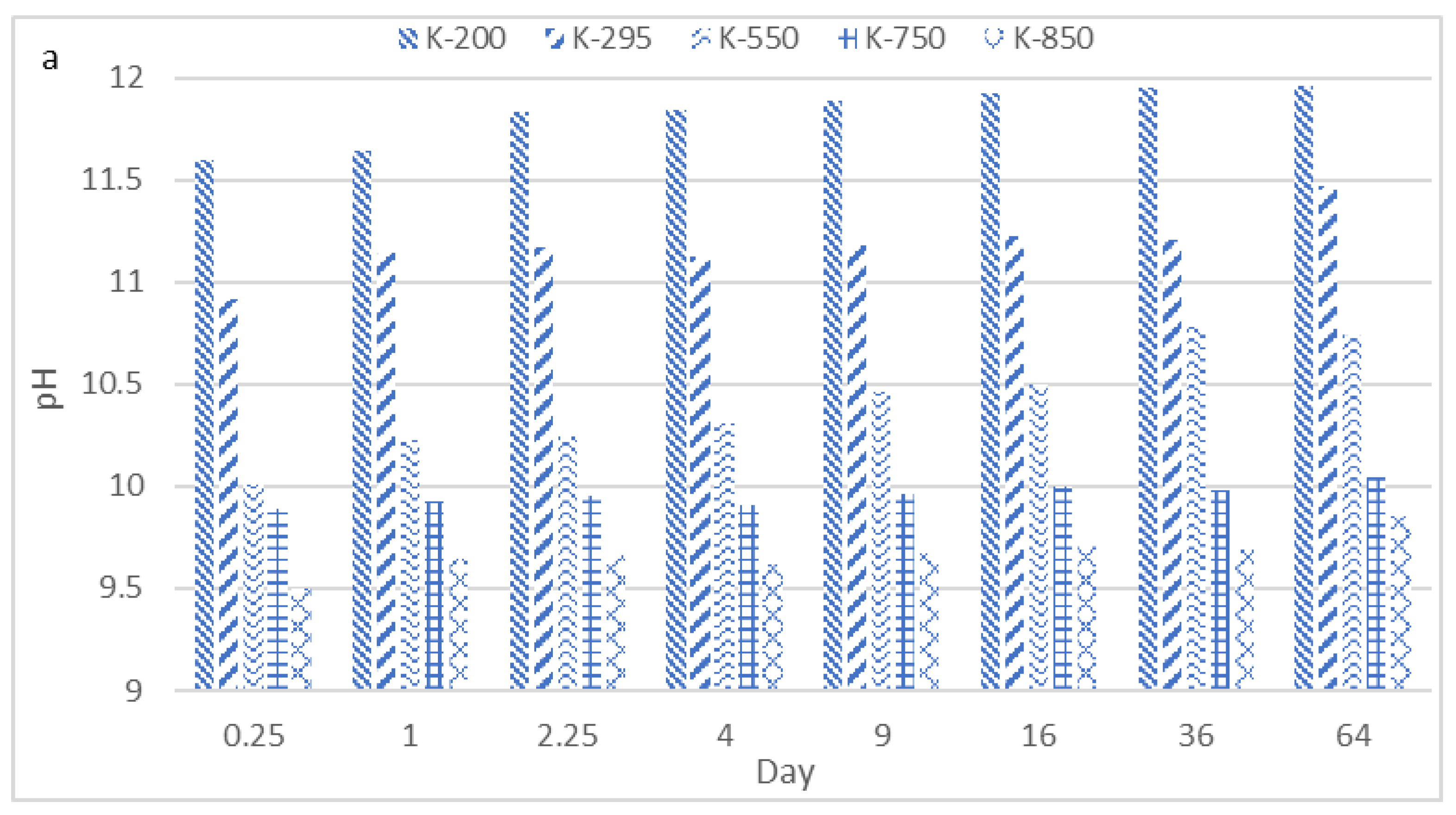
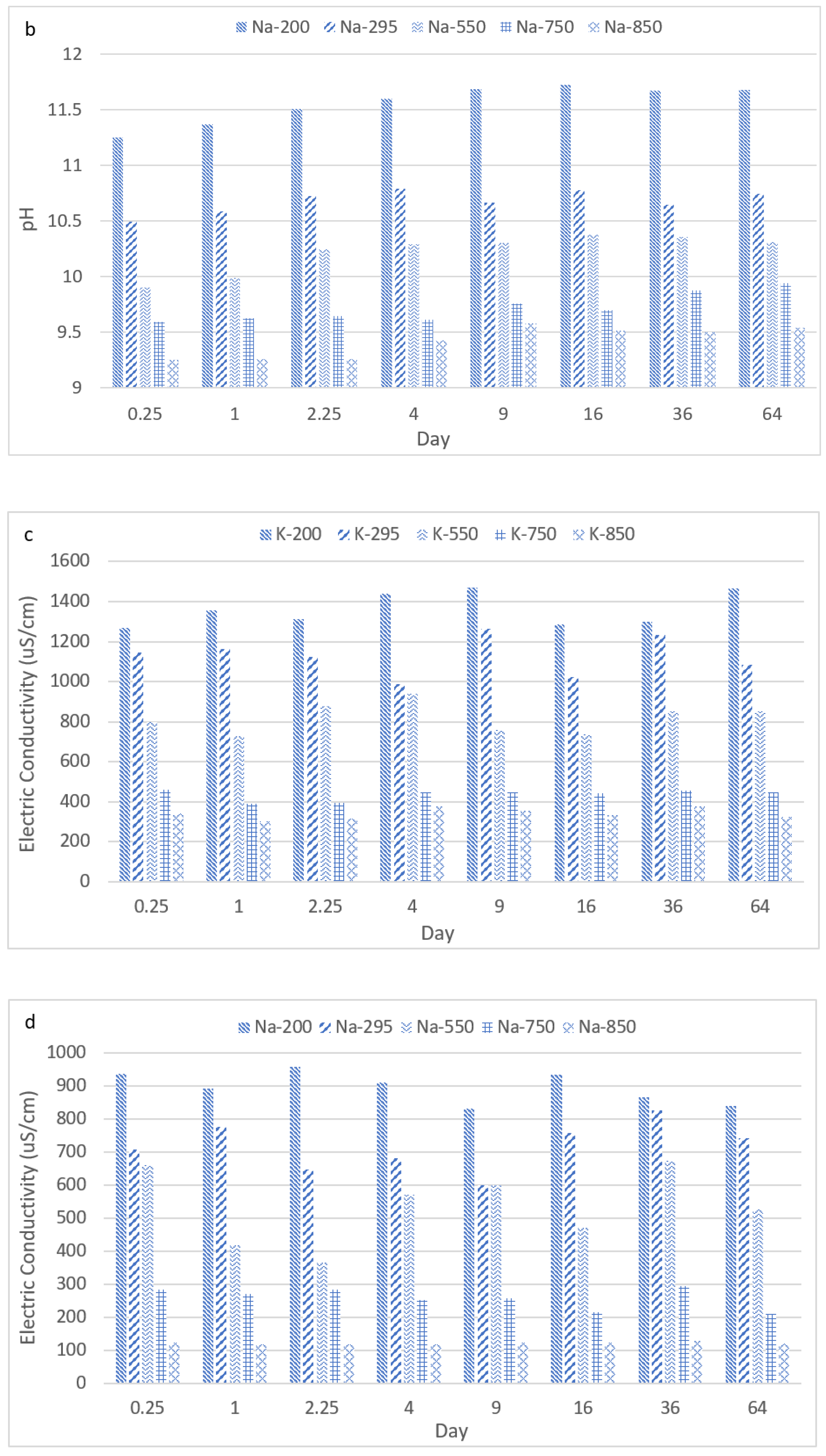
The results of the DSLT tests revealed that the pH of the leachants from the K-based and Na-based geopolymers increased with the reduction of the geopolymer calcination temperature at each test time interval (
Figure 12). The lowest and highest observed pH were associated with Na-based geopolymers calcinated at 850 °C (9.2) and 200 °C (11.7), respectively. The same pattern was observed with the K-based geopolymers. The increasing of the pH values was due to the leaching of the alkaline elements into the leachant [
34,
35]. With increasing calcination temperatures for both the K- and Na-based geopolymers, the number of alkaline elements participating in the geopolymerization process and creating bonds in the potassium and sodium alumina–silicate gels increased [
36]. This phenomenon resulted in lower rates of alkaline element release into the leachant and consequently lower pH values. This observation was in line with the mechanical results, where the geopolymers calcinated at higher temperatures showed higher geopolymerization rates and UCS values (
Table 6).
The electric conductivity values of the leachants from the DSLT tests for the K- and Na-based geopolymers increased with decreasing calcination temperatures (
Figure 12). This result was due to the higher release rate of Na and K ions into the leachant, which resulted in higher values of electric conductivity for the geopolymers calcinated at lower temperatures [
37]. The maximum and minimum electric conductivity for the K-based geopolymers were 1468 (200 °C) and 300 (850 °C) uS/cm, respectively.
The results of the DSLT tests revealed that the cumulative concentrations of released heavy metals and trace elements into the leachant solution during the DSLT tests were influenced by the geopolymer calcination temperature and pH of the leachant. According to
Table 11, the concentration of all of the released elements reduced by increasing the calcination temperature. The cumulative released concentrations of the elements, including Cd, Ni, Pb, and Sb, from the K-based geopolymer surface and of Cd, Co, Mg, Ni, Pb and Sb for the Na-based geopolymers, reduced constantly with the increase in the calcination temperature, to a point where no ions of concern were detected (750 and 850 °C). The same pattern was observed for other elements, with a reduction up to 96% for the cumulative released concentrations from the surface unit of the geopolymers. This observation may be explained by two factors. First, as described earlier, a more complete degree of geopolymerization occurred at higher calcination temperatures for both the Na- and K-based geopolymers. As a result, trace elements had stronger bonds with the structure of the geopolymer, which led to lower rates of release into the leachant [
38]. Second, as described earlier, the pH of the leachant in contact with the geopolymers calcinated at lower temperatures were higher than that of the geopolymers calcinated at lower temperatures. The high pH may have increased the mobility of the metals [
12,
13,
39,
40], and the trace elements, which resulted in higher rates of release into the leachant during the DSLT tests.
Overall, the DSLT leaching test results revealed that the cumulative release of heavy metals and trace elements, including As, B, Ba, Ca, Cd, Co, Cr, Cu, Fe, K, Mg, Mn, Mo, Na, Ni, Pb, Sb, Se, Si, Tl, V, and Zn, from the Na-based and K-based geopolymers under investigation in the present study were in the same range as other reported studies on geopolymer mortars and cement-based materials [
41]. Moreover, the cumulative release of elements per unit surface of the geopolymers were lower than thresholds of the EU Water Framework Directive (The Water Framework Directive 2000/60/EC).
From a mechanical point of view, every sample, regardless of calcination condition and liquid type, showed compressive strength above 30 MPa. This could be comparable to the strengths obtained for ordinary concrete mixtures used in the construction sector. However, calcination temperatures below 750 °C showed excess leaching of alkali cations. Moreover, new mineral phases were only observable for calcination temperatures of 750 and 850 °C. Thus, the optimum calcination temperature was selected as 750 °C for all liquid types satisfying mineralogical, mechanical, and environmental criteria. The optimum amount of silt was selected as 53 and 59.5% (total solid part) for the Na and K1 samples, respectively. However, more than 81.6% silt could be added to the samples produced with K2 liquid, which had the lowest viscosity. Recycling as much silt as possible could be environmentally friendly and could provide a circular economy for S.A.P.A.B.A. s.r.l.
To sum up, calcination of silt appears to be a promising option for increasing the final strength of the sample, allowing the reuse of the aggregate production by-product, silt.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}