
Deformation Behavior and Properties of 7075 Aluminum Alloy under Electromagnetic Hot Forming


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiment
2.1. Experimental Apparatus
2.2. Analysis of Forming Results
3. Finite Element Simulation
4. Discussion of Results
5. Conclusions
- (1)
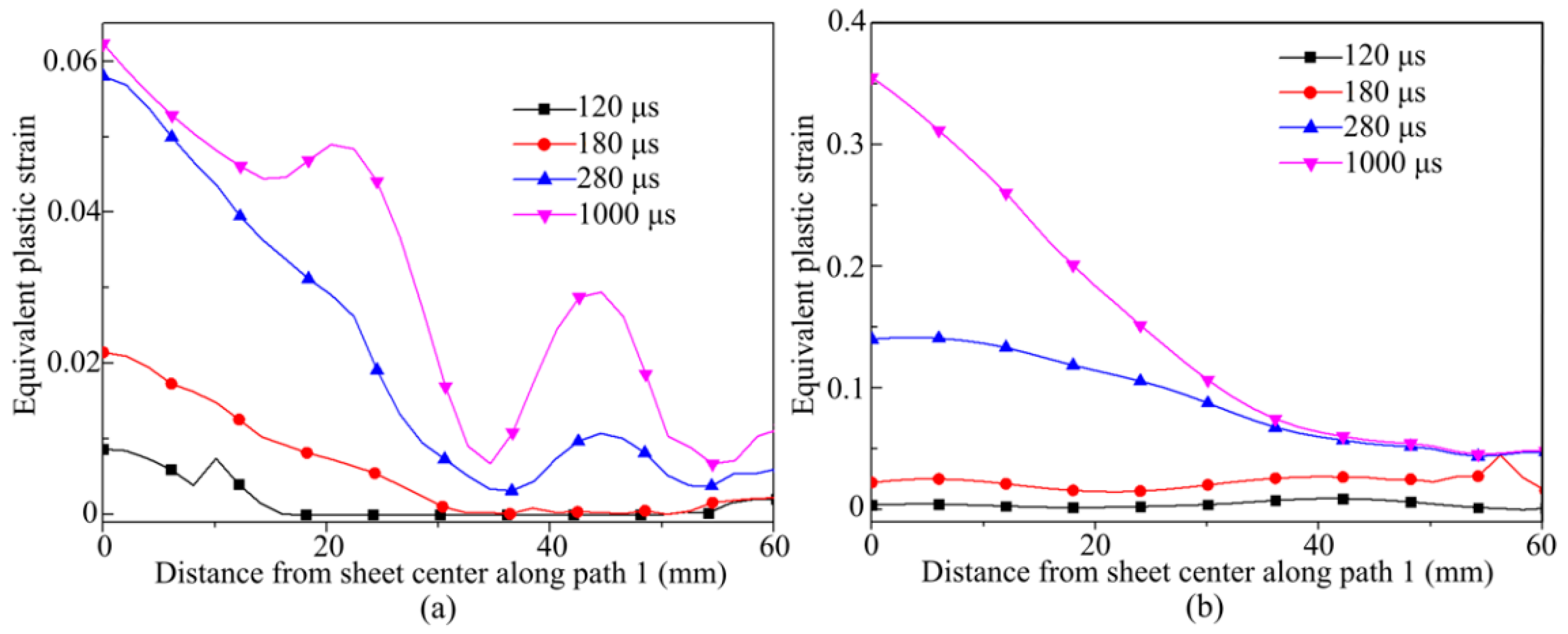
- Compared with a forming temperature of 200 °C, a more uniform deformation profile and larger plastic strain and strain rate, as well as smaller stresses in the sheet metal, were obtained at 400 °C.
- (2)
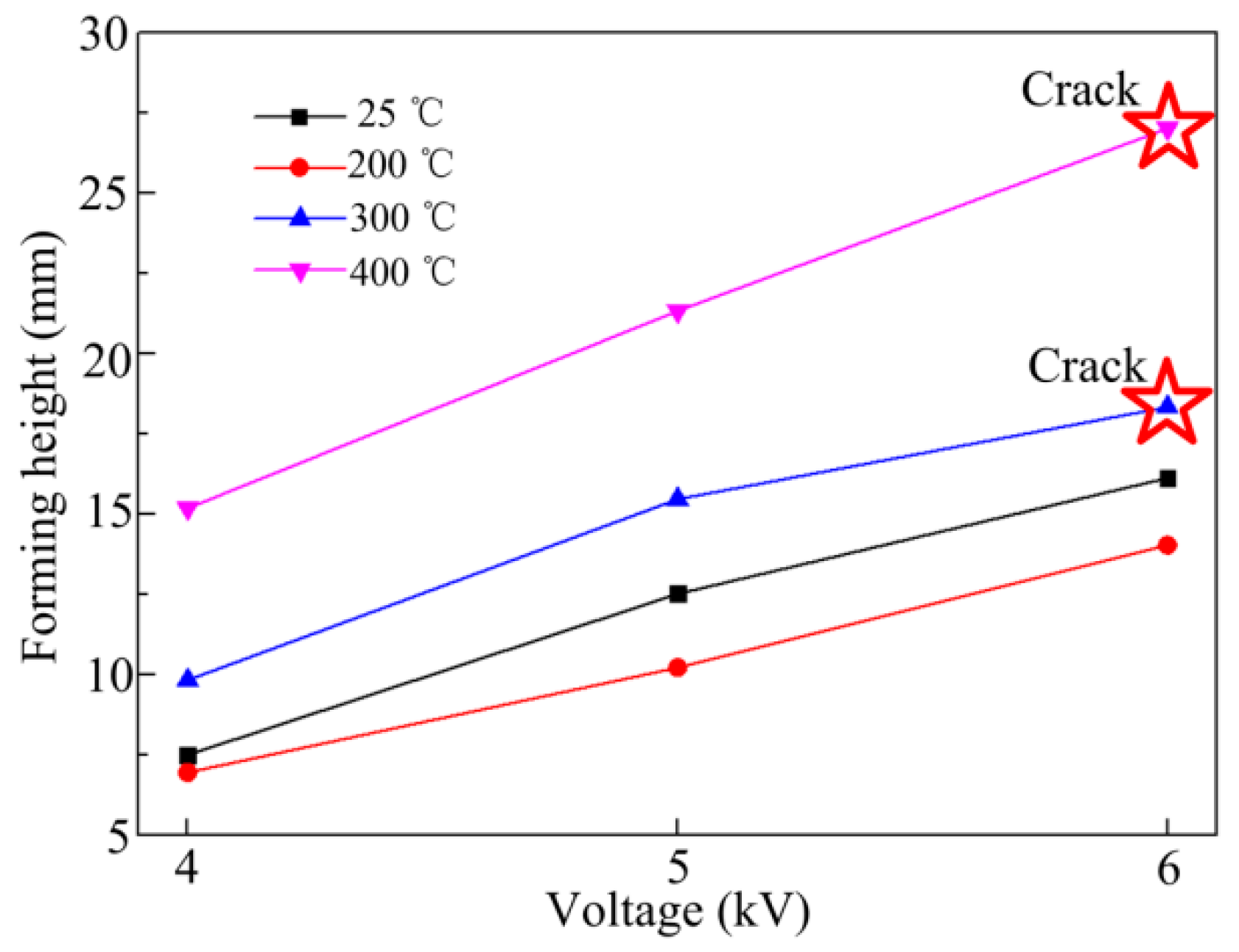
- When the temperature was increased from 25 °C to 400 °C, the deformation height first decreased, then increased. The lowest deformation height occurred at 200 °C.
- (3)
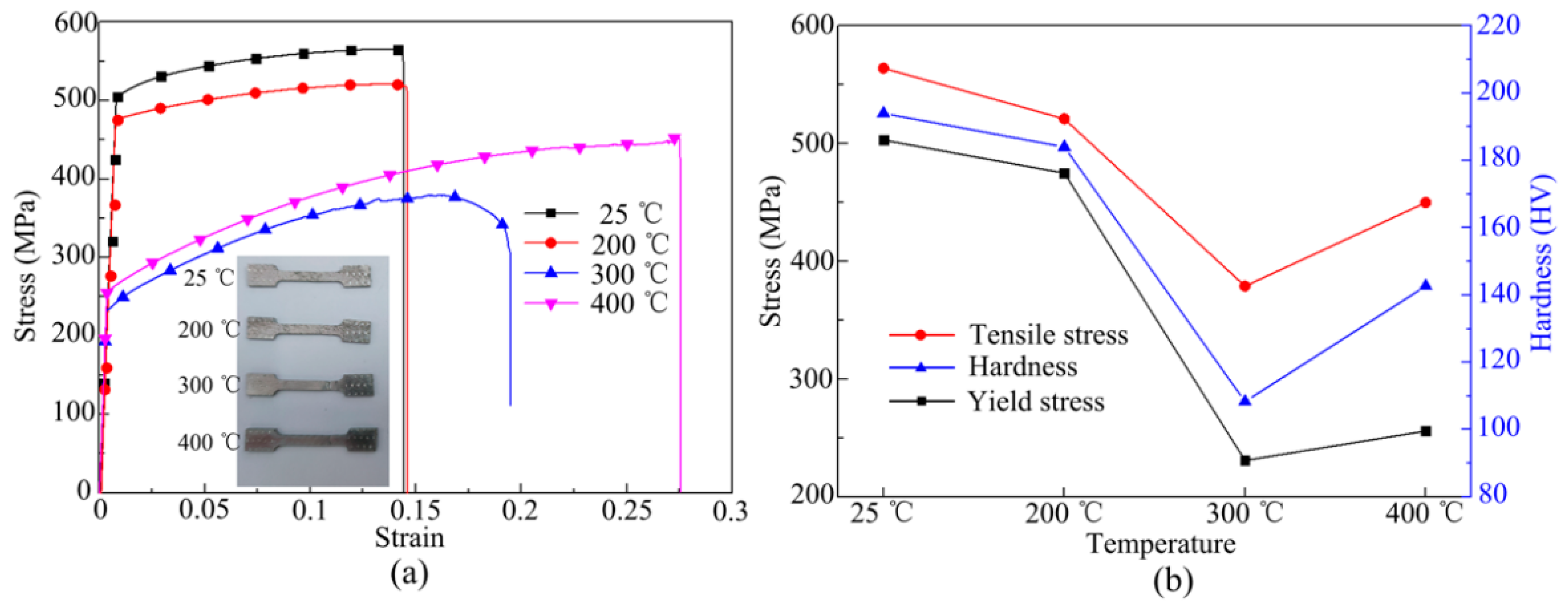
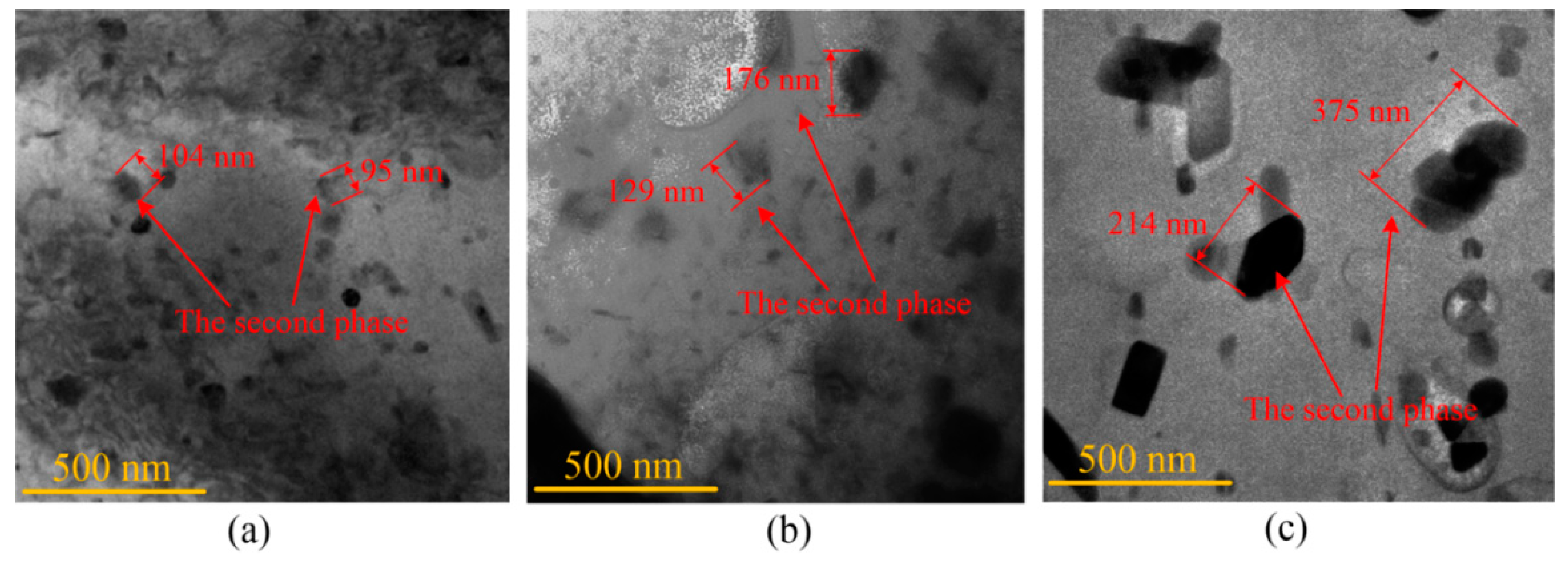
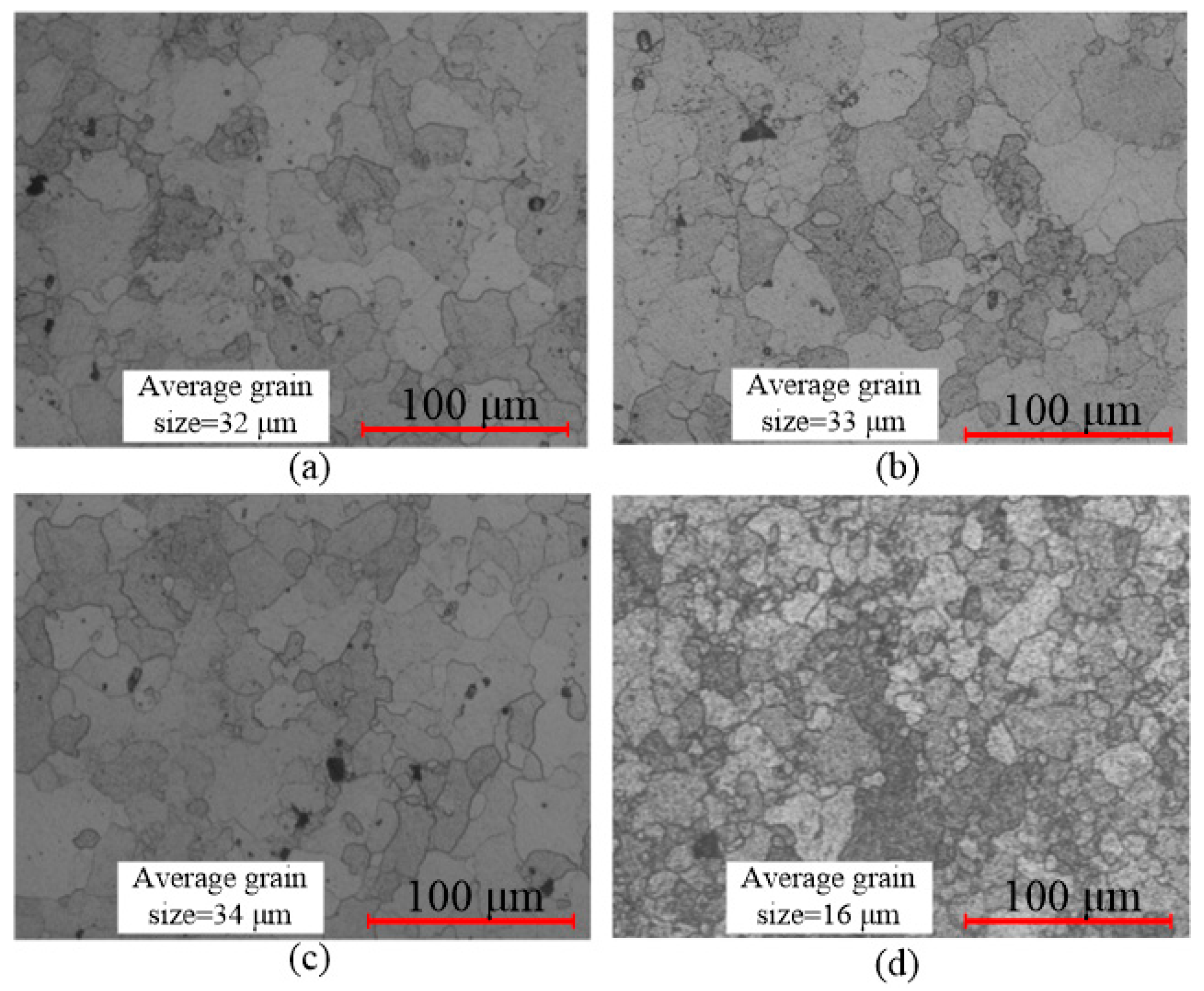
- When the forming temperature was increased from 25 °C to 400 °C, the stress and hardness first decreased, then increased. The least favorable mechanical properties occurred at 300 °C. This is because of obvious coarsening in the second phase at 300 °C. Continuous dynamic recrystallization of 7075 aluminum alloy occurs at 400 °C, which leads to grain refinement and improved mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rasoul, J.N.; Ali, F.; Mahdi, S. Electromagnetically activated high-speed hydroforming process: A novel process to overcome the limitations of the electromagnetic forming process. CIRP J. Mater. Sci. Technol. 2019, 27, 21–30. [Google Scholar] [CrossRef]
- Yu, H.P.; Sun, L.C.; Zhang, X.; Wang, S.L.; Li, C.F. Experiments on electrohydraulic forming and electromagnetic forming of aluminum tube. Int. J. Adv. Manuf. Technol. 2017, 89, 3169–3176. [Google Scholar]
- Zhang, Z.Q.; Zhang, X.K.; He, D.Y. Forming and warm die quenching process for AA7075 aluminum alloy and its application. J. Mater. Eng. Perform. 2020, 29, 620–625. [Google Scholar]
- Rong, H.; Hu, P.; Ying, L.; Hou, W.B.; Zhang, J.H. Thermal forming limit diagram (TFLD) of AA7075 aluminum alloy based on a modifified continuum damage model: Experimental and theoretical investigations. Int. J. Mech. Sci. 2019, 156, 59–73. [Google Scholar]
- Xiao, D.; Peng, X.Y.; Liang, X.P.; Deng, Y.; Xu, G.F.; Yin, M.Z. Research on Constitutive Models and Hot Workability of As-Homogenized Al-Zn-Mg-Cu Alloy During Isothermal Compression. Met. Mater. Int. 2017, 23, 591–602. [Google Scholar]
- Wang, L.; Strangwood, M.; Balint, D.; Lin, J.; Dean, T.A. Formability and failure mechanisms of AA2024 under hot forming conditions. Mater. Sci. Eng. A 2011, 528, 2648–2656. [Google Scholar]
- Kumar, M.; Sotirov, N.; Chimani, C.M. Investigations on warm forming of AW-7020-T6 alloy sheet. J. Mater. Proc. Technol. 2014, 214, 1769–1776. [Google Scholar]
- Tomoyoshi, M.; Ken-ichiro, M.; Ryosuke, Y. Hot stamping of high-strength aluminium alloy aircraft parts using quick heating. CIRP Ann. Manuf. Technol. 2017, 66, 269–272. [Google Scholar]
- Behrens, B.; Nürnberger, F.; Bonk, C. Inflfluences on the formability and mechanical properties of 7000-aluminum alloys in hot and warm forming. J. Phys. Conf. Ser. 2017, 896, 12004. [Google Scholar]
- Xiao, W.C.; Wang, B.Y.; Zheng, K.L. An experimental and numerical investigation on the formability of AA7075 sheet in hot stamping condition. Int. J. Adv. Manuf. Technol. 2017, 92, 3299–3309. [Google Scholar]
- Sławomir, P.; Paweł, K.; Zbigniew, G. Warm forming of 7075 aluminum alloys. Procedia Eng. 2017, 207, 2399–2404. [Google Scholar]
- Huo, W.T.; Hou, L.G.; Zhang, Y.S. Warm formability and post-forming microstructure/property of high-strength AA 7075-T6 Al alloy. Mater. Sci. Eng. A 2016, 675, 44–54. [Google Scholar]
- Hyeonil, P.; Daeyong, K.; Jinwoo, L.; Se-Jong, K.; Youngseon, L. Effect of an aluminum driver sheet on the electromagnetic forming of DP780 steel sheet. J. Mater. Proc. Technol. 2016, 235, 158–170. [Google Scholar]
- Zhang, S.Y.; Ali, N.; Brad, K. Numerical Model and Experimental Investigation of Electromagnetic Tube Compression with Field Shaper. Procedia Manuf. 2018, 26, 537–542. [Google Scholar]
- Xiong, W.R.; Wang, W.P.; Wan, M.; Li, X.J. Geometric issues in V-bending electromagnetic forming process of 2024-T3 aluminum alloy. J. Manuf. Process. 2015, 19, 171–182. [Google Scholar]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagnetic forming—A review. J. Mater. Proc. Technol. 2011, 211, 787–829. [Google Scholar]
- Liu, W.; Zou, X.F.; Huang, S.Y.; Lei, Y. Electromagnetic-assisted calibration for surface part of aluminum alloy with a dedicated uniform pressure coil. Int. J. Adv. Manuf. Technol. 2019, 100, 721–727. [Google Scholar]
- Cui, X.H.; Zhang, Z.W.; Du, Z.H.; Yu, H.L. Inverse bending and springback-control using magnetic pulse forming. J. Mater. Proc. Technol. 2020, 275, 116374. [Google Scholar]
- Cui, X.H.; Mo, J.H.; Li, J.J. Electromagnetic incremental forming (EMIF): A novel aluminum alloy sheet and tube forming technology. J. Mater. Proc. Technol. 2014, 214, 409–427. [Google Scholar]
- Cui, X.H.; Du, Z.H.; Xiao, A.; Yan, Z.Q. Electromagnetic partitioning forming and springback control in the fabrication of curved parts. J. Mater. Proc. Technol. 2021, 288, 116889. [Google Scholar]
- Feng, F.; Li, J.J.; Huang, L.; Su, H.L.; Li, H.Z.; Zhang, Y.J.; Cao, S.J. Formability enhancement of 5052 aluminium alloy sheet in electromagnetic impaction forming. Int. J. Adv. Manuf. Technol. 2021, 112, 2639–2655. [Google Scholar]
- Fang, J.X.; Mo, J.H.; Li, J.J. Microstructure difference of 5052 aluminum alloys under conventional drawing and electromagnetic pulse assisted incremental drawing. Mater. Charact. 2017, 129, 88–97. [Google Scholar]
- Su, H.L.; Huang, L.; Li, J.J.; Zhu, H.; Feng, F.; Li, H.W.; Yan, S.L. Formability of AA 2219-O sheet under quasi-static, electromagnetic dynamic, and mechanical dynamic tensile loadings. J. Mater. Sci. Technol. 2021, 70, 125–135. [Google Scholar]
- Xu, J.R.; Xie, X.Y.; Wen, Z.S.; Cui, J.J.; Zhang, X.; Zhu, D.B.; Liu, L. Deformation behaviour of AZ31 magnesium alloy sheet hybrid actuating with Al driver sheet and temperature in magnetic pulse forming. J. Manuf. Process. 2019, 37, 402–412. [Google Scholar]
- Golovashchenko, S.F. Springback calibration using pulsed electromagnetic field. AIP Conf. Proc. 2005, 778, 284–285. [Google Scholar]
- Iriondo, E.; Alcaraz, J.L.; Daehn, G.S.; Gutiérrez, M.A.; Jimbert, P. Shape calibration of high strength metal sheets by electromagnetic forming. J. Manuf. Process. 2013, 15, 183–193. [Google Scholar]
- Wang, X.; Huang, L.; Li, J.J.; Su, H.L.; Feng, F.; Ma, F. Investigation of springback during electromagnetic-assisted bending of aluminium alloy sheet. Int. J. Adv. Manuf. Technol. 2019, 105, 375–394. [Google Scholar]
- Zhang, Q.L.; Luan, X.; Du, J.Q.; Fu, M.W.; Wang, K.H. Development of the post-form strength prediction model for a high strength 6xxx aluminium alloy with pre-existing precipitates and residual dislocations. Int. J. Plast. 2019, 119, 230–248. [Google Scholar]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar]
- Yu, H.H.; Xin, Y.C.; Wang, M.Y.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar]

















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, Z.; Deng, Z.; Cui, X.; Xiao, A. Deformation Behavior and Properties of 7075 Aluminum Alloy under Electromagnetic Hot Forming. Materials 2021, 14, 4954. https://doi.org/10.3390/ma14174954
Du Z, Deng Z, Cui X, Xiao A. Deformation Behavior and Properties of 7075 Aluminum Alloy under Electromagnetic Hot Forming. Materials. 2021; 14(17):4954. https://doi.org/10.3390/ma14174954
Chicago/Turabian StyleDu, Zhihao, Zanshi Deng, Xiaohui Cui, and Ang Xiao. 2021. "Deformation Behavior and Properties of 7075 Aluminum Alloy under Electromagnetic Hot Forming" Materials 14, no. 17: 4954. https://doi.org/10.3390/ma14174954