
Effect of Direct Powder Forging Process on the Mechanical Properties and Microstructural of Ti-6Al-4V ELI


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Specimen Characterization
3. Results and Discussion
3.1. Physical Properties and Chemical Composition
3.2. Microstructure Characterization and Phase Identification
3.3. Canister-Alloy Interface Characterization
3.4. Mechanical Properties
4. Conclusions
- Full densification and homogeneous lamellar α+β microstructure were obtained for Ti-6Al-4VDPF. Wrought products can be produced from large spherical prealloyed titanium powder.
- The chemical composition variation from the starting condition was negligible. High purity ELI grade was preserved for the Ti-6Al-4VDPF sample.
- EDS linescans and XRD analysis have shown that DPF causes comparable surface contamination to HIP processing of titanium alloys.
- DPF causes high strain and stresses at the canister and alloy interface, which fractures the formed intermetallics/oxides and allows for an easy canister removal.
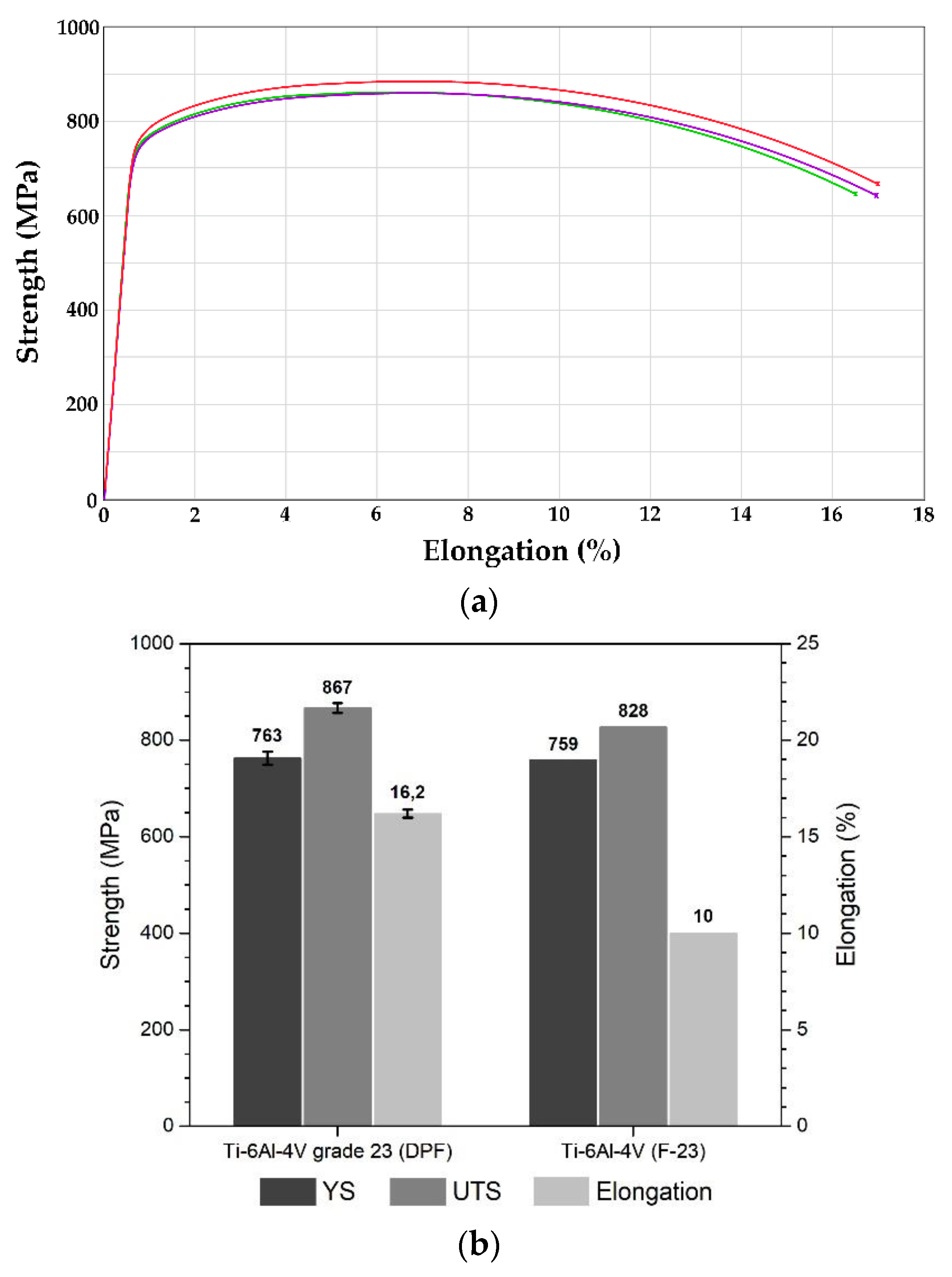
- DPF process has produced a significant enhancement in ductility over the standard requirements for Ti-6Al-4V (F-23).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cui, C.; Hu, B.M.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Guo, R.; Xu, L.; Zong, B.; Yang, R. Preparation and ring rolling processing of large size Ti-6Al-4V powder compact. Mater. Des. 2016, 99, 341–348. [Google Scholar] [CrossRef]
- Phuong, D.D.; Van Duong, L.; Van Luan, N.; Anh, N.N.; Van Trinh, P.; Phuong, D.; Duong, V.; Luan, V.; Anh, N.; Trinh, V. Microstructure and Mechanical Properties of Ti6Al4V Alloy Consolidated by Different Sintering Techniques. Metals 2019, 9, 1033. [Google Scholar] [CrossRef] [Green Version]
- Olsson, L.R.; Lampe, V.; Fischmeister, H. Direct Forging of High-Alloy Steel Powders to Bar Stock. Powder Met. 1974, 17, 347–362. [Google Scholar] [CrossRef]
- Jiang, J. Development of Direct Powder Forging Process. Ph.D. Thesis, Imperial College London, London, UK, 2017. [Google Scholar] [CrossRef]
- Bai, Q.; Lin, J.; Jiang, J.; Dean, T.; Zou, J.; Tian, G. A study of direct forging process for powder superalloys. Mater. Sci. Eng. A 2015, 621, 68–75. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Fang, S.; Shi, Z.; Jiang, J.; Zhou, X.; Lin, J. Direct powder forging of PM nickel-based superalloy: Densification and recrystallisation. Int. J. Adv. Manuf. Technol. 2017, 88, 2661–2670. [Google Scholar] [CrossRef] [Green Version]
- ASTM E8/E8M-16a. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016; Available online: www.astm.org (accessed on 17 August 2020).
- ASTM B962-17. Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle; ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 17 August 2020).
- ASTM E2371-12. Standard Test Method for Analysis of Titanium and Titanium Alloys by Direct Current Plasma and Inductively Coupled Plasma Atomic Emission Spectrometry (Performance-Based Test Methodology); ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 17 August 2020).
- ASTM E1409-13. Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion; ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 17 August 2020).
- German, R.M. Chapter: Introduction to Sintering. In Sintering Theory and Practice; John Wiley & Sons, Inc.: New York, NY, USA, 1996; pp. 4–12. [Google Scholar]
- Peter, W.H.; Muth, T.; Chen, W.; Yamamoto, Y.; Jolly, B.; Stone, N.A.; Cantin, G.M.D.; Barnes, J.; Paliwal, M.; Smith, R.; et al. Titanium Sheet Fabricated from Powder for Industrial Applications. JOM 2012, 64, 566–571. [Google Scholar] [CrossRef]
- ASTM B381-13. Standard Specification for Titanium and Titanium Alloy Forgings; ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 17 August 2020).
- Morris, L.R. Study of Abnormal Grain Growth in Beta Annealed Ti-6al-4v Forgings. Ph.D. Thesis, Air University, Islamabad, Pakistan, 2018. Available online: https://scholar.afit.edu/etd/1780 (accessed on 2 August 2021).
- Khorasani, A.; Gibson, I.; Goldberg, M.; Littlefair, G. On the role of different annealing heat treatments on mechanical properties and microstructure of selective laser melted and conventional wrought Ti-6Al-4V. Rapid Prototyp. J. 2017, 23, 295–304. [Google Scholar] [CrossRef]
- Astarita, A.; Testani, C.; Scherillo, F.; Squillace, A.; Carrino, L. Beta Forging of a Ti6Al4V Component for Aeronautic Applications: Microstructure Evolution. Met. Microstruct. Anal. 2014, 3, 460–467. [Google Scholar] [CrossRef] [Green Version]
- Weiss, I.; Froes, F.H.; Eylon, D.; Welsch, G. Modification of alpha morphology in Ti-6Al-4V by thermomechanical processing. Met. Mater. Trans. A 1986, 17, 1935–1947. [Google Scholar] [CrossRef]
- Han, Y.; Yang, X.; Zeng, W.; Lu, W. Quantitative analysis of the effect of α-phase on mechanical property of Ti-6Al-4V alloy during hot working process. Int. J. Mod. Phys. B 2015, 29, 1540012. [Google Scholar] [CrossRef]
- He, Z.; He, H.; Lou, J.; Li, Y.; Li, D.; Chen, Y.; Liu, S. Fabrication, Structure and Mechanical and Ultrasonic Properties of Medical Ti6Al4V Alloys Part I: Microstructure and Mechanical Properties of Ti6Al4V Alloys Suitable for Ultrasonic Scalpel. Materials 2020, 13, 478. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Scherillo, F.; Aprea, P.; Astarita, A.; Scherillo, A.; Testani, C.; Squillace, A. On the Interface Generated by Hot Isostatic Pressing Compaction Process Between an AISI 304 Container and the Ti6Al4V Powders. Met. Mater. Trans. A 2015, 46, 2376–2379. [Google Scholar] [CrossRef] [Green Version]
- Mo, D.-F.; Song, T.; Fang, Y.-J.; Jiang, X.-S.; Luo, C.Q.; Simpson, M.D.; Luo, Z.-P. A Review on Diffusion Bonding between Titanium Alloys and Stainless Steels. Adv. Mater. Sci. Eng. 2018, 2018, 8701890. [Google Scholar] [CrossRef] [Green Version]
- Ren, Y.J.; Zhou, S.M.; Xue, Z.Y.; Luo, W.B.; Zhang, Y.J. Effect of α-Platelet Thickness on the Mechanical Properties of Ti-6Al-4V Alloy with Lamellar Microstructure. IOP Conf. Ser. Mater. Sci. Eng. 2017, 281, 12024. [Google Scholar] [CrossRef]
- Oh, J.-M.; Lee, B.-G.; Cho, S.-W.; Lee, S.-W.; Choi, G.-S.; Lim, J.-W. Oxygen effects on the mechanical properties and lattice strain of Ti and Ti-6Al-4V. Met. Mater. Int. 2011, 17, 733–736. [Google Scholar] [CrossRef]
- Lutjering, G.; Williams, J.C. Titanium, 2nd ed.; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Tang, L.; Fan, J.; Kou, H.; Tang, B.; Li, J. Effect of Oxygen Variation on High Cycle Fatigue Behavior of Ti-6Al-4V Titanium Alloy. Materials 2020, 13, 3858. [Google Scholar] [CrossRef] [PubMed]
- ASTM B988-18. Standard Specification for Powder Metallurgy (PM) Titanium and Titanium Alloy Structural Components; ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 10 June 2021).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%-wt) | Size | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ti | Fe | Al | V | O | S | C | Mn | D50 (µm) | |
| Ti-6Al-4V | Bal. | 0.16 | 6.43 | 4.15 | 0.04 | --- | <0.01 | --- | 150 |
| Density (g/cm3) | Relative Density (%) | ||||
|---|---|---|---|---|---|
| Theoretical | Before DPF | After DPF | Before DPF | After DPF | |
| Ti-6Al-4V | 4.430 | 2.787 ± 0.010 | 4.420 ± 0.004 | 62.9 | 99.8 |
| Oxygen (wt-%) | |
|---|---|
| * Ti-6Al-4V | 0.04 |
| Ti-6Al-4VDPF | 0.050 ± 0.002 |
| Fe | Ti | Al | V | C | |
|---|---|---|---|---|---|
| * Ti-6Al-4V | 0.16 | Bal. | 6.43 | 4.15 | <0.01 |
| Ti-6Al-4VDPF | 0.16 | Bal. | 6.29 | 4.09 | <0.01 |
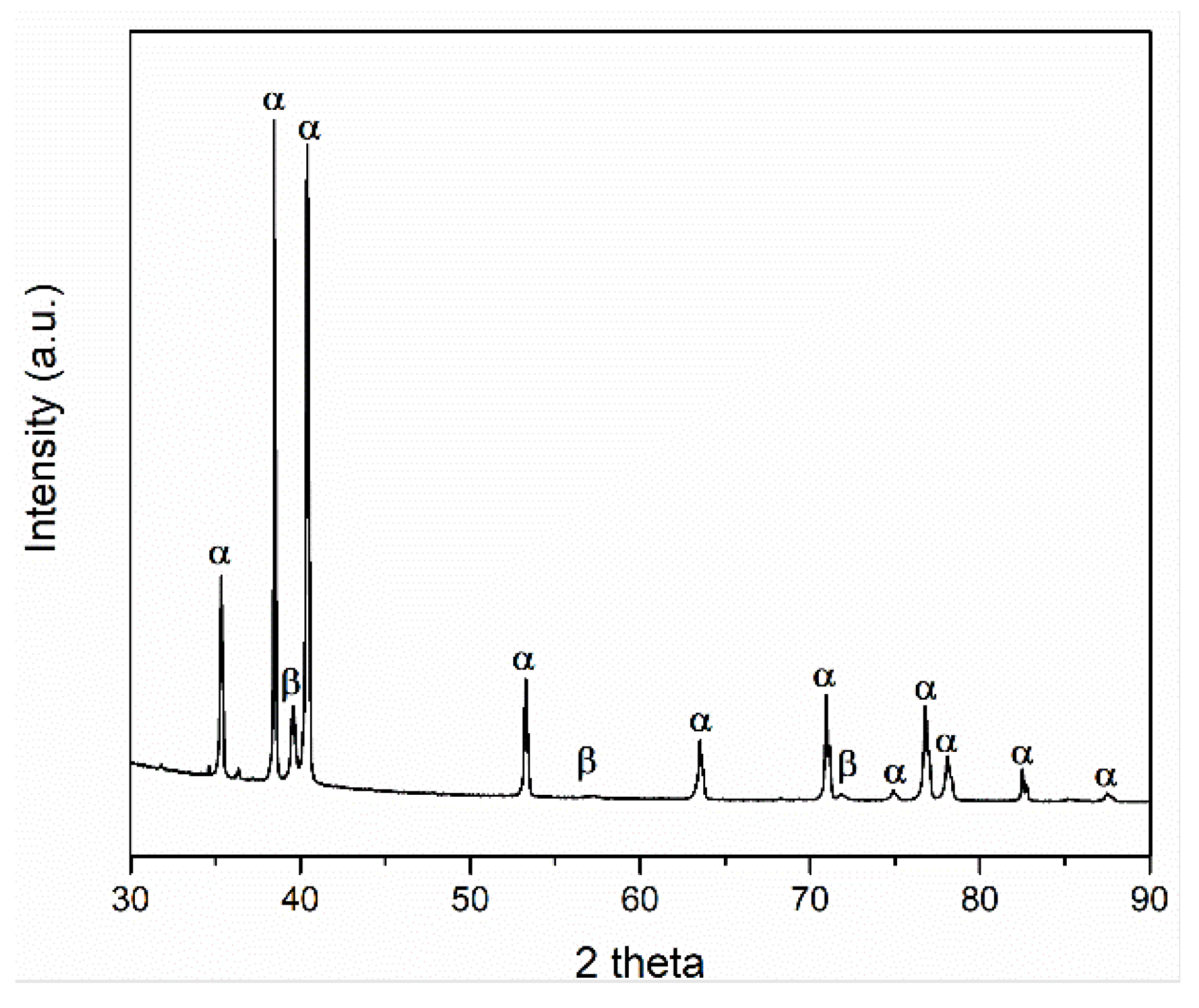
| Phase | Phase Fraction (wt-%) | Lattice Parameters (Å) | |
|---|---|---|---|
| Ti-6Al-4VDPF | Ti-alpha (α) | 92 | a = 2.93 (7) † |
| c = 4.67 (1) | |||
| Ti-beta (β) | 8 | a = 3.21 (3) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Germain Careau, S.; Tougas, B.; Ulate-Kolitsky, E. Effect of Direct Powder Forging Process on the Mechanical Properties and Microstructural of Ti-6Al-4V ELI. Materials 2021, 14, 4499. https://doi.org/10.3390/ma14164499
Germain Careau S, Tougas B, Ulate-Kolitsky E. Effect of Direct Powder Forging Process on the Mechanical Properties and Microstructural of Ti-6Al-4V ELI. Materials. 2021; 14(16):4499. https://doi.org/10.3390/ma14164499
Chicago/Turabian StyleGermain Careau, Sébastien, Bernard Tougas, and Elena Ulate-Kolitsky. 2021. "Effect of Direct Powder Forging Process on the Mechanical Properties and Microstructural of Ti-6Al-4V ELI" Materials 14, no. 16: 4499. https://doi.org/10.3390/ma14164499