
The Correlation Analysis of Microstructure and Tribological Characteristics of In Situ VCp Reinforced Iron-Based Composite

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results
4. Discussion
5. Conclusions
- (1)
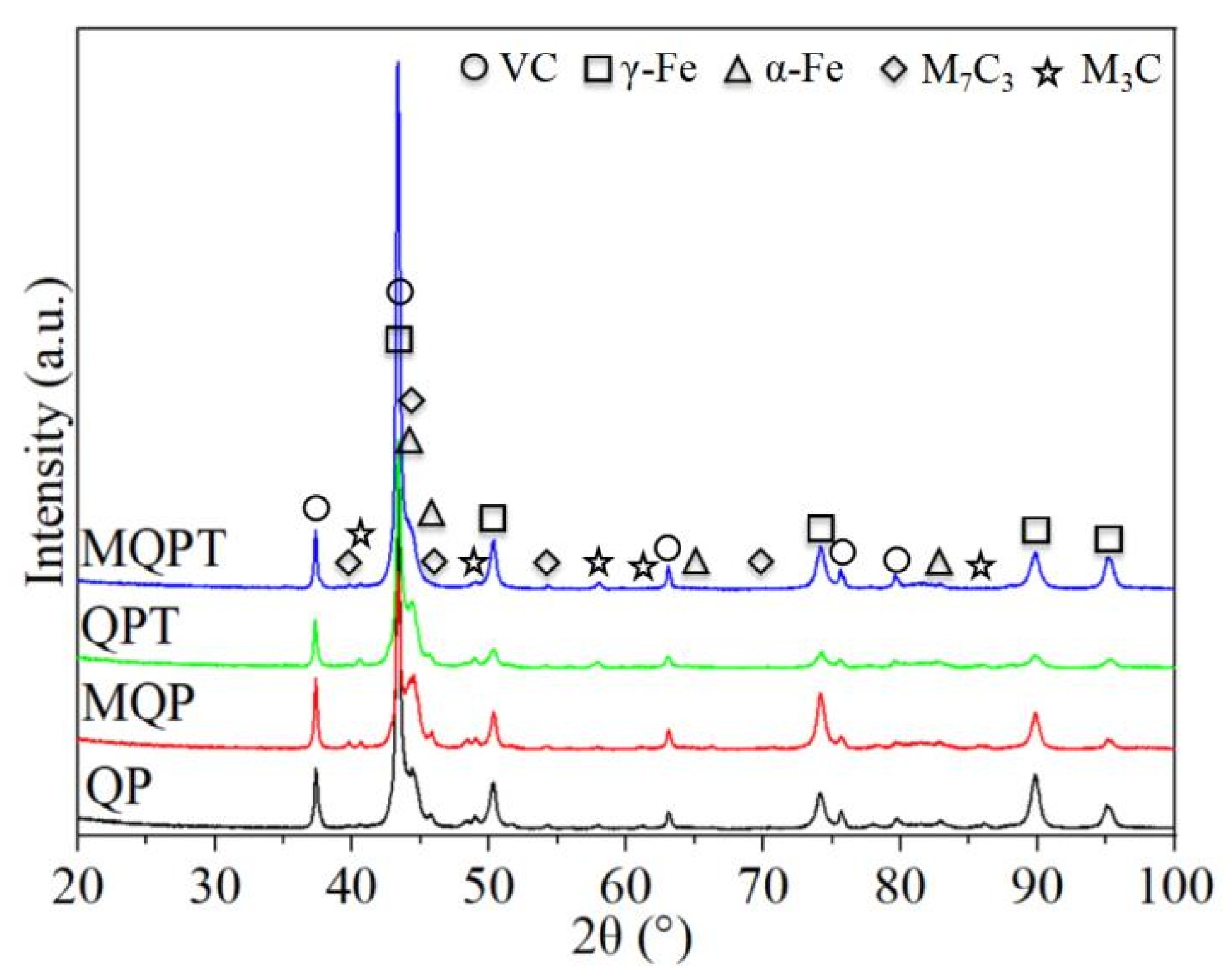
- Metastable retained austenite with fcc structure could be stabilized at room temperature with an appropriate process of post heat treatments; the volume content of retained austenite under MQPT-treated sample had a maximum value of 25.7%, which is 56.7% higher than that of the QPT-treated sample.
- (2)
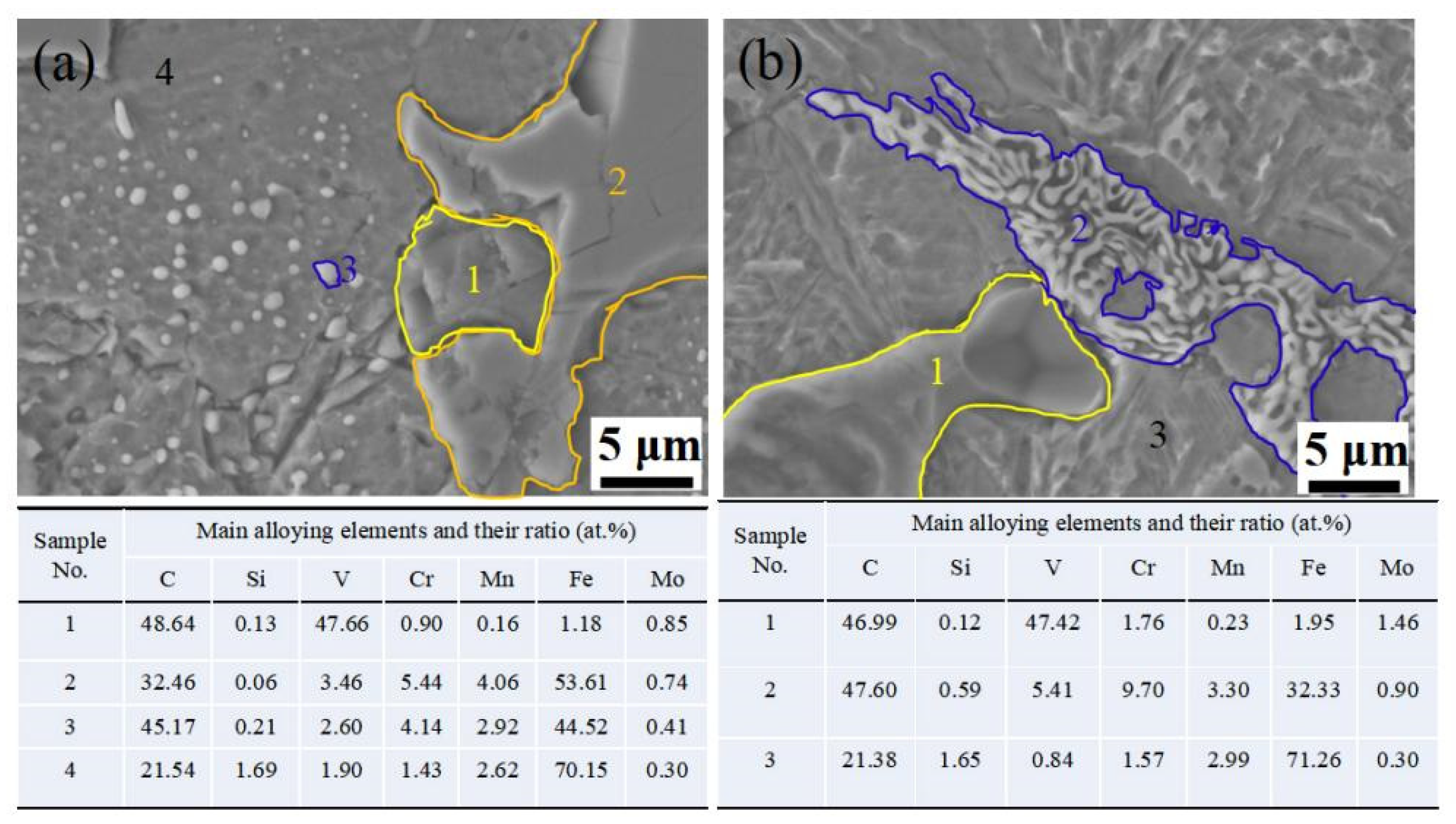
- Morphology features of VC and M7C3 carbide changed using different heat-treated processes. Phase types did not change while the shape, size and distribution of carbide changed in QP, MQP and QPT-treated samples. However, in the MQPT-treated sample, M7C3 carbide and M3C disappeared, accompanied with the formation of net-like precipitates.
- (3)
- The maximum hardness of 705 HV appeared in the QPT-treated sample accompanied with the minimum tensile strength; this was attributed to a large amount of hard VC and brittle M7C3 carbide. However, abundant retained austenite contributed to a minimum hardness of 634 HV and relatively higher tensile strength because the retained austenite possessed low hardness and good toughness to reduce the possibility of cracking during the loading process.
- (4)
- The average hardness increased because phase transformation from retained austenite to martensite occurred during the friction-wear process, thus resulting in excellent wear resistance and lower wear rate with the increase of wear load and wear time; the wear rate of the MQPT-treated sample was only 1.83 × 10−6 mm−3/(N × m) under wear load of 20 N and wear time of 5 h when the wear rate of the QPT-treated sample was 2.64 × 10−6 mm−3/(N × m).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sharma, D.; Mahant, D.; Upadhyay, G. Manufacturing of metal matrix composites: A state of review. Mater. Today Proc. 2020, 26, 506–519. [Google Scholar] [CrossRef]
- Qiu, B.; Xing, S.; Dong, Q. Fabrication and wear behavior of ZTA particles reinforced iron matrix composite produced by flow mixing and pressure compositing. Wear 2019, 428–429, 167–177. [Google Scholar] [CrossRef]
- Song, B.; Wang, Z.; Yan, Q.; Zhang, Y.; Zhang, J.; Cai, C.; Wei, Q.; Shi, Y. Integral method of preparation and fabrication of metal matrix composite: Selective laser melting of in-situ nano/submicro-sized carbides reinforced iron matrix composites. Mater. Sci. Eng. A 2017, 707, 478–487. [Google Scholar] [CrossRef]
- Chen, H.; Lu, Y.; Sun, Y.; Wei, Y.; Wang, X.; Liu, D. Coarse TiC particles reinforced H13 steel matrix composites produced by laser cladding. Surf. Coat. Technol. 2020, 395, 125867. [Google Scholar] [CrossRef]
- Xiang, S.; Ren, S.; Liang, Y.; Zhang, X. Fabrication of titanium carbide-reinforced iron matrix composites using electropulsing-assisted flash sintering. Mater. Sci. Eng. A 2019, 768, 138459. [Google Scholar] [CrossRef]
- Paraye, N.; Ghosh, P.; Das, S. A novel approach to synthesize surface composite by in-situ grown VC reinforcement in steel matrix via TIG arcing. Surf. Coat. Technol. 2020, 399, 126129. [Google Scholar] [CrossRef]
- Wang, Y.; Ding, Y.; Wang, J.; Cheng, F.; Shi, J. In situ production of vanadium carbide particulates reinforced iron matrix surface composite by cast-sintering. Mater. Des. 2007, 28, 2202–2206. [Google Scholar] [CrossRef]
- Moghaddam, E.; Karimzadeh, N.; Varahram, N.; Davami, P. Impact-abrasion wear characteristics of in-situ VC-reinforced austenitic steel matrix composite. Mater. Sci. Eng. A 2013, 585, 422–429. [Google Scholar] [CrossRef]
- Zhong, L.; Ye, F.; Xu, Y.; Li, J. Microstructure and abrasive wear characteristics of in situ vanadium carbide particulate-reinforced iron matrix composites. Mater. Des. 2014, 54, 564–569. [Google Scholar] [CrossRef]
- Zhong, L.; Hojamberdiev, M.; Ye, F.; Wu, H.; Xu, Y. Fabrication and microstructure of in situ vanadium carbide ceramic particulates-reinforced iron matrix composites. Ceram. Int. 2013, 39, 731–736. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Xing, J.; Long, R. Effects of carbon content and sliding ratio on wear behavior of high-vanadium high-speed steel (HVHSS) under high-stress rolling-sliding contact. Tribol. Int. 2014, 70, 34–41. [Google Scholar] [CrossRef]
- Xu, L.; Xing, J.; Wei, S.; Zhang, Y.; Long, R. Optimization of heat treatment technique of high-vanadium high-speed steel based on back-propagation neural networks. Mater. Des. 2007, 28, 1425–1432. [Google Scholar] [CrossRef]
- Xu, L.; Xing, J.; Wei, S.; Zhang, Y.; Long, R. Study on relative wear resistance and wear stability of high-speed steel with high vanadium content. Wear 2007, 262, 253–261. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.; De Cooman, B.; Schroth, J. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Chen, L.; Zhu, Y. Combining gradient structure and TRIP effect to produce austenite stainless steel with high strength and ductility. Acta Mater. 2016, 112, 337–346. [Google Scholar] [CrossRef] [Green Version]
- Shen, Y.; Qiu, L.; Sun, X.; Zuo, L.; Liaw, P.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Wang, P.; Li, D.; Li, Y. Investigation of the evolution of retained austenite in Fe-13%Cr-4%Ni martensitic stainless steel during intercritical tempering. Mater. Des. 2015, 84, 385–394. [Google Scholar] [CrossRef]
- Moghaddam, P.; Hardell, J.; Vuorinen, E.; Prakash, B. The role of retained austenite in dry rolling/sliding wear of nanostructured carbide-free bainitic steels. Wear 2019, 428–429, 193–204. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Kang, P.; Duan, X.; Song, C. Study of microstructure, mechanical properties and impact-abrasive wear behavior of medium-carbon steel treated by quenching and partitioning (Q&P) process. Wear 2018, 414–415, 21–30. [Google Scholar] [CrossRef]
- Chen, P.; Li, Y.; Li, R.; Jiang, R.; Zeng, S.; Li, X. Microstructure, mechanical properties, and wear resistance of VCp-reinforced Fe-matrix composites treated by Q&P process. Int. J. Miner. Metall. Mater. 2018, 25, 1060–1069. [Google Scholar] [CrossRef]
- Chen, P.; Zhang, Y.; Li, R.; Liu, Y.; Zeng, S. Influence of carbon-partitioning treatment on the microstructure, mechanical properties and wear resistance of in situ VCp-reinforced Fe-matrix composite. Int. J. Miner. Metall. Mater. 2020, 27, 100–111. [Google Scholar] [CrossRef]
- Chen, P.; Zhang, Y.; Zhang, Z.; Li, R.; Zeng, S. Tuning the microstructure, mechanical properties, and tribological behavior of in-situ VCp-reinforced Fe-matrix composites via manganese-partitioning treatment. Mater. Today Commun. 2020, 24, 101135. [Google Scholar] [CrossRef]
- Li, X.; Zhang, C.; Zhang, S.; Wu, C.; Zhang, J.; Chen, H.; Abdullah, A. Design, preparation, microstructure and properties of novel wear-resistant stainless steel-base composites using laser melting deposition. Vacuum 2019, 165, 139–147. [Google Scholar] [CrossRef]
- Wu, Q.; Li, W.; Zhong, N.; Wang, G.; Wang, H. Microstructure and wear behavior of laser cladding VC-Cr7C3 ceramic coating on steel substrate. Mater. Des. 2013, 49, 10–18. [Google Scholar] [CrossRef]
- Cheng, F.; Wang, Y.; Yang, T. Microstructure and wear properties of Fe-VC-Cr7C3 composite coating on surface of cast steel. Mater. Charact. 2008, 59, 488–492. [Google Scholar] [CrossRef]
- Geng, B.; Li, Y.; Zhou, R.; Wang, Q.; Jiang, Y. Formation mechanism of stacking faults and its effect on hardness in M7C3 carbides. Mater. Charact. 2020, 170, 110691. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.; Shi, C.; Huang, J. Growth and agglomeration behaviors of eutectic M7C3 carbide in electroslag remelted martensitic stainless steel. J. Mater. Res. Technol. 2021, 11, 1490–1505. [Google Scholar] [CrossRef]
- Li, Z.; Ding, H.; Misra, R.; Cai, Z. Microstructure-mechanical property relationship and austenite stability in medium-Mn TRIP steels: The effect of austenite-reverted transformation and quenching-tempering treatments. Mater. Sci. Eng. A 2017, 682, 211–219. [Google Scholar] [CrossRef] [Green Version]
- Moghaddam, P.; Hardell, J.; Vuorinen, E.; Prakash, B. Effect of retained austenite on adhesion-dominated wear of nanostructured carbide-free bainitic steel. Tribol. Int. 2020, 150, 106348. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M. Abnormal TRIP effect on the work hardening behavior of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Wei, S.; Zhu, J.; Xu, L. Research on wear resistance of high speed steel with high vanadium content. Mater. Sci. Eng. A 2005, 404, 138–145. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Xiao, F.; Zhou, H.; Zhang, G.; Li, J. Effects of carbides on abrasive wear properties and failure behaviours of high speed steels with different alloy element content. Wear 2017, 376–377, 968–974. [Google Scholar] [CrossRef]
- Reyna, S.; Bedolla-Jacuinde, A.; Guerra, F.; Mejía, I.; García, M. Effect of amount and distribution of primary TiC on the wear behavior of a 12%Cr-3%C white iron under dry sliding conditions. Wear 2021, 203718. [Google Scholar] [CrossRef]
- Liu, B.; Li, W.; Lu, X.; Jia, X.; Jin, X. The effect of retained austenite stability on impact-abrasion wear resistance in carbide-free bainitic steels. Wear 2019, 428–429, 127–136. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, Z.; Wang, G. Martensitic transformation induced by deformation and work-hardening behavior of high manganese trip steels. Acta Metall. Sin. Engl. Lett. 2010, 46, 1230–1236. [Google Scholar] [CrossRef]
- Luo, Q.; Li, J.; Yan, Q.; Li, W.; Gao, Y.; Kitchen, M.; Bowen, L.; Farmilo, N.; Ding, Y. Sliding wear of medium-carbon bainitic/martensitic/austenitic steel treated by short-term low-temperature austempering. Wear 2021, 476, 203732. [Google Scholar] [CrossRef]
- Wang, Y.; Song, R.; Huang, L. The effect of retained austenite on the wear mechanism of bainitic ductile iron under impact load. J. Mater. Res. Technol. 2021, 11, 1665–1671. [Google Scholar] [CrossRef]
- Yan, X.; Hu, J.; Yu, H.; Wang, C.; Xu, W. Unraveling the significant role of retained austenite on the dry sliding wear behavior of medium manganese steel. Wear 2021, 476, 203745. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment Process | Procedure Name | |||
|---|---|---|---|---|
| QP | QPT | MQP | MQPT | |
| Mn partitioning T/t | - | - | 700 °C/15 min | 700 °C/15 min |
| Austenization T/t | 1000 °C/30 min | 1000 °C/30 min | 1000 °C/30 min | 1000 °C/30 min |
| Quenching T/t | 100 °C/5 min | 100 °C/5 min | 100 °C/5 min | 100 °C/5 min |
| C partitioning T/t | 360 °C/30 min | 360 °C/30 min | 360 °C/30 min | 360 °C/30 min |
| Tempering T/t | - | 280 °C/120 min | - | 280 °C/120 min |
| Cooling method | in air | in air | in air | in air |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Lai, R.; Chen, Q.; Liu, Z.; Li, R.; Chen, J.; Chen, P. The Correlation Analysis of Microstructure and Tribological Characteristics of In Situ VCp Reinforced Iron-Based Composite. Materials 2021, 14, 4343. https://doi.org/10.3390/ma14154343
Zhang Y, Lai R, Chen Q, Liu Z, Li R, Chen J, Chen P. The Correlation Analysis of Microstructure and Tribological Characteristics of In Situ VCp Reinforced Iron-Based Composite. Materials. 2021; 14(15):4343. https://doi.org/10.3390/ma14154343
Chicago/Turabian StyleZhang, Yun, Richen Lai, Qiang Chen, Zhen Liu, Ruiqing Li, Jufei Chen, and Pinghu Chen. 2021. "The Correlation Analysis of Microstructure and Tribological Characteristics of In Situ VCp Reinforced Iron-Based Composite" Materials 14, no. 15: 4343. https://doi.org/10.3390/ma14154343