
Exploitation Characteristics of Teeth Flanks of Gears Regenerated by Three Hard-Facing Procedures


 , , , , and
, , , , and 
Abstract
:1. Introduction
2. Preparation of Samples for Testing
3. Tribological, Metallurgical and Hardness Investigations
4. Discussion
5. Conclusions
- Geometrical characteristics, prescribed tolerances and deviations, as well as the quality of surfaces of the regenerated gears’ teeth flanks completely comply with prescribed and standardized values for the newly manufactured gears.
- The required mechanical properties, primarily the surface hardness, are easily obtained by the application of the adequate filler metal(s).
- The flanks of the regenerated gears possess a hardness almost equal to the hardness of the newly manufactured gears, provided that quality hard-facing and subsequent machining are ensured.
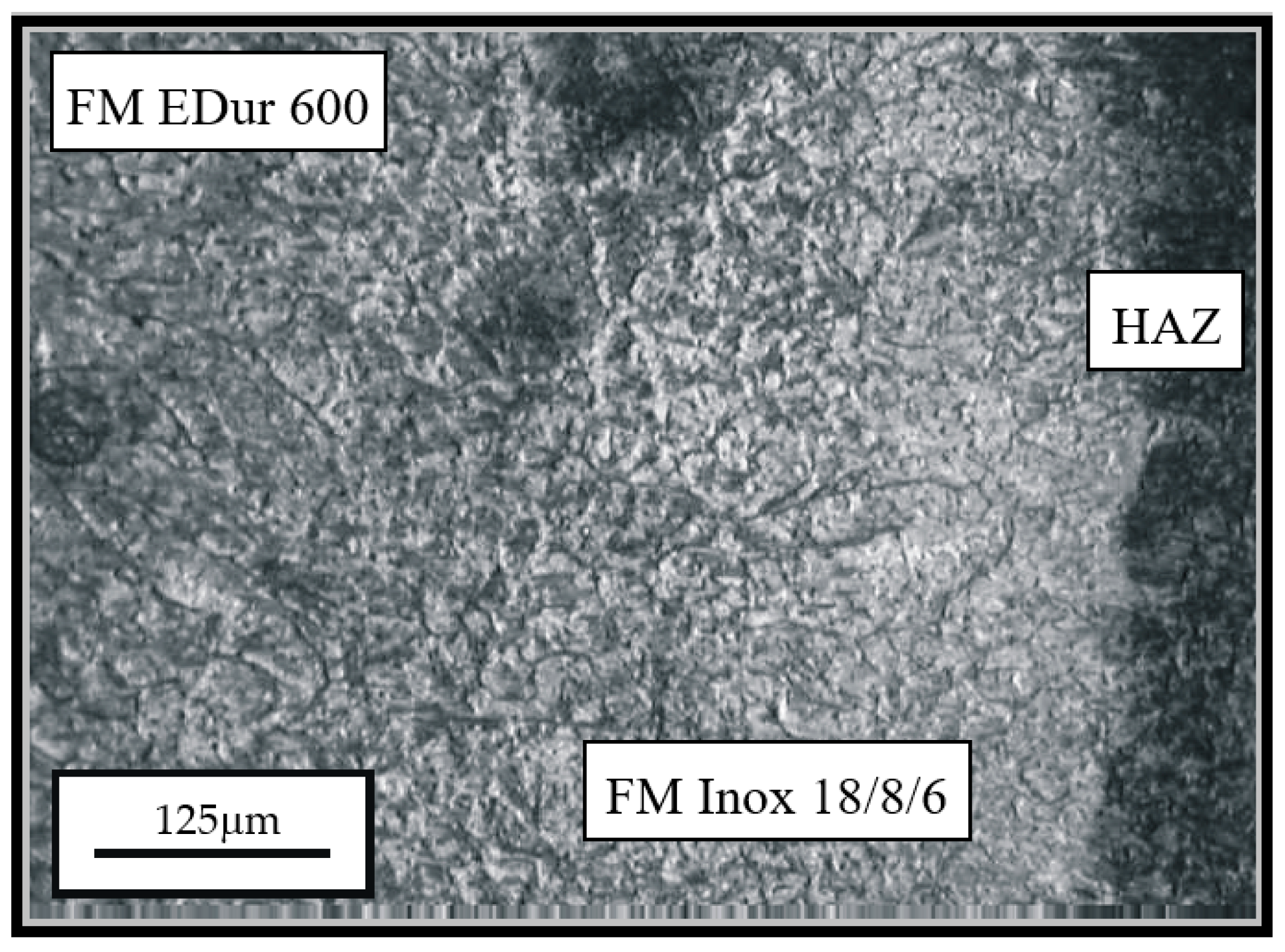
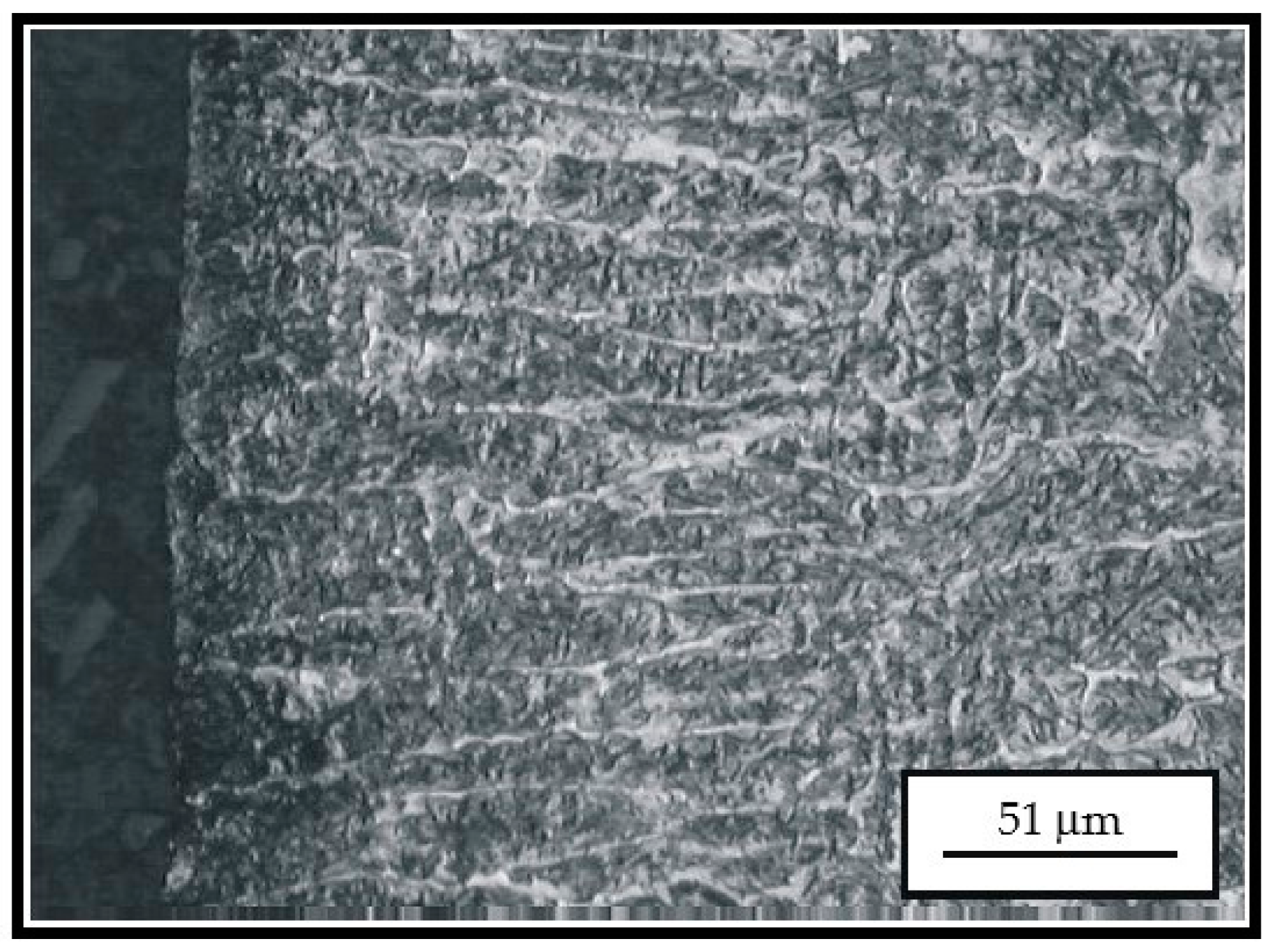
- Considering that electrodes, used for hard-facing, are characterized by the low heat input into the layers’ deposition zone, it is metallographically confirmed that the form of obtained surface microstructure is adequate.
- Analysis of the microhardness shows that the hard-faced layers executed by the “hard” filler metals possess a higher microhardness than the cemented and quenched base metal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lazić, V.; Čukić, R.; Aleksandrović, S.; Milosavljević, D.; Arsić, D.; Nedeljković, B. Techno-economic Justification of Reparatory Hard-facing of Various Working Parts of Mechanical Systems. Tribol. Ind. 2014, 36, 287–292. [Google Scholar]
- Lazić, V.; Sedmak, A.; Aleksandrović, S.; Milosavljević, D.; Čukić, R.; Grabulov, V. Reparation of Damaged Mallet for Hammer Forging by Hard-Facing and Weld Cladding. Tech. Gaz. 2009, 16, 107–113. [Google Scholar]
- Arsić, D.; Lazić, V.; Sedmak, A.; Nikolić, R.; Aleksandrović, S.; Djordjević, M.; Bakić, R. Selection of the Optimal Hard-Facing (HF) Technology of Damaged Forging Dies Based on Cooling Time t8/5. Metalurgija 2016, 55, 103–106. [Google Scholar]
- Desir, J.L. Examples of Repair Welding of Heavy Machinery Subject to Breakage due to Low Frequency Alternating Stresses. Eng. Fail. Anal. 2001, 8, 423–434. [Google Scholar] [CrossRef]
- Arsić, D.; Gnjatović, N.; Sedmak, S.; Arsić, A.; Uhričik, M. Integrity Assessment and Determination of Residual Fatigue Life of Vital Parts of Bucket-Wheel Excavator Operating under Dynamic Loads. Eng. Fail. Anal. 2019, 105, 182–195. [Google Scholar] [CrossRef]
- Borrego, L.P.; Pires, J.T.; Costa, J.M.; Ferreira, J.M. Mould steels repaired by laser welding. Eng. Fail. Anal. 2009, 16, 596–607. [Google Scholar] [CrossRef] [Green Version]
- Atxaga, G.; Irisarri, A.M. Failure analysis of the end of a shaft of an engine. Eng. Fail. Anal. 2010, 17, 714–721. [Google Scholar] [CrossRef]
- Czuprynski, A. Comparison of Properties of Hardfaced Layers Made by a Metal-Core-Covered Tubular Electrode with a Special Chemical Composition. Materials 2020, 13, 5445. [Google Scholar] [CrossRef] [PubMed]
- Arsić, D.; Nikolić, R.; Lazić, V.; Arsić, A.; Savić, Z.; Djačić, S.; Hadzima, B. Analysis of the Cause of the Girth Gear Tooth Fracture Occurrence at the Bucket Wheel Excavator. Transp. Res. Proc. 2019, 40, 413–418. [Google Scholar] [CrossRef]
- Markovic, S.; Milovic, L.j.; Marinkovic, A.; Lazovic, T. Tribological Aspect of Selecting Filler Metal for Repair Surfacing of Gears by Hardfacing. Struct. Int. Life 2011, 11, 127–130. [Google Scholar]
- Markovic, S.; Josifovic, D.; Ilic, A. Influence of Technological Heritage on Tribological Properties of Active and Inactive Profiles of Gear Teeth Regenerated by TIG Welding Process. J. Balk. Tribol. Assoc. 2013, 19, 151–160. [Google Scholar]
- Markovic, S. Influence of Hard-Facing Procedure upon Working Characteristics of Regenerated Gears. Ph.D. Thesis, University of Kragujevac, Kragujevac, Serbia, 2003. [Google Scholar]
- Marković, S.; Arsić, D.; Nikolić, R.R.; Lazić, V.; Ratković, N.; Hadzima, B.; Szmidla, J.; Ulewicz, R. Analysis of the Welding Type and Filler Metal Influence on Performance of a Regenerated Gear. Materials 2021, 14, 1496. [Google Scholar] [CrossRef] [PubMed]
- Schreiber, F.; Allebrodt, B.; Erpel, T. Material solutions for hard-facing for high quality coatings in wear and corrosion applications. Weld. Struct. 2019, 64, 11–21. [Google Scholar] [CrossRef]
- Tomić, R. Influence of Tribological Pairs on Structural and Material Damage. Struct. Int. Life 2019, 19, 58–66. [Google Scholar]
- Mohammed, O.D.; Rantatalo, M. Gear Fault Models and Dynamics-Based Modelling for Gear Fault Detection—A Review. Eng. Fail. Anal. 2020, 117, 104798. [Google Scholar] [CrossRef]
- Vasić, M.; Stojanović, B.; Blagojević, M. Fault Analysis of Gearboxes in Open Pit Mine. Appl. Eng. Lett. 2020, 5, 50–61. [Google Scholar] [CrossRef]
- Yousfi, B.E.; Soualhi, A.; Medjaher, K.; Guillet, F. New Approach for Gear Mesh Stiffness Evaluation of Spur Gears with Surface Defects. Eng. Fail. Anal. 2020, 116, 104740. [Google Scholar] [CrossRef]
- Vukelic, G.; Pastorcic, D.; Vizentin, G.; Bozic, Z. Failure Investigation of a Crane Gear Damage. Eng. Fail. Anal. 2020, 115, 104613. [Google Scholar] [CrossRef]
- Feng, W.; Feng, Z.; Mao, L. Failure analysis of a secondary driving helical gear in transmission of electric vehicle. Eng. Fail. Anal. 2020, 117, 104934. [Google Scholar] [CrossRef]
- Dadon, I.; Koren, N.; Klein, R.; Lipsett, M.G.; Bortman, J. Impact of gear tooth surface quality on detection of local faults. Eng. Fail. Anal. 2020, 108, 104291. [Google Scholar] [CrossRef]
- Bai, H.; Zhu, C.; Zhou, Y.; Chen, X.; Feng, H.; Ye, W. Study on Tooth Interior Fatigue Fracture Failure of Wind Turbine Gears. Metals 2020, 10, 1497. [Google Scholar] [CrossRef]
- Sedmak, S.; Burzic, Z.; Perkovic, S.; Jovicic, R.; Arandelovic, M.; Radovic, L.J.; Ilic, N. Influence of welded joint microstructures on fatigue behaviour of specimens with a notch in the heat affected zone. Eng. Fail. Anal. 2019, 106, 104162. [Google Scholar] [CrossRef]
- Avdić, S. Program for monitoring the materials degradation in operation and estimate of the structure safety to extend its service life. Weld. Struct. 2019, 64, 5–10. [Google Scholar]
- Sarkocevic, Z.; Arsic, M.; Medjo, B.; Kozak, D.; Rakin, M.; Burzic, Z.; Sedmak, A. Damage level estimate of API J55 steel for welded seam casing pipes. Strojarstvo 2009, 51, 303–311. [Google Scholar]
- Marković, S.; Arsić, D.; Nikolić, R.R.; Lazić, V.; Hadzima, B.; Ulewicz, R. Influence of Different Hard-Facing Procedures on Quality of Surfaces of Regenerated Gears. Prod. Eng. Arch. 2021, 27. in press. [Google Scholar]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, S.; Pan, H.; Yuan, C.; Chen, X. Research on remanufacturing strategy for 45 steel gear using H13 steel powder based on laser cladding technology. J. Manuf. Process. 2020, 49, 344–354. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Men, Y.; Li, X.; Liang, Y.; Ren, L. Fabrication of nano-TiC functional gradient wear-resistant composite coating on 40Cr gear steel using laser cladding under starved lubrication conditions. Opt. Laser Technol. 2020, 126, 106136. [Google Scholar] [CrossRef]
- Arsić, D.; Lazić, V.; Mitrović, S.; Džunić, D.; Aleksandrović, S.; Djordjević, M.; Nedeljković, B. Tribological Behavior of Four Types of Filler Metals for Hard-facing under Dry Conditions. Ind. Lubr. Tribol. 2016, 68, 729–736. [Google Scholar] [CrossRef]
- Vicen, M.; Bokůvka, O.; Nikolić, R.; Bronček, J. Tribological Behavior of Low-Alloyed Steel after Nitriding. Prod. Eng. Arch. 2020, 26, 78–83. [Google Scholar] [CrossRef]
- Arsić, D.; Lazić, V.; Nikolić, R.; Mutavžić, M.; Sedmak, A.; Hadzima, B. Possibility for realizing savings by application of the hard-facing as the revitalization technology of various machine parts. In Technical Aspects of Materials Quality; Pietraszek, J., Klimecka-Tatar, D., Eds.; Managers of Quality and Production Association: Czestochowa, Poland, 2016; Chapter 8; pp. 111–144. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Elements, % | |||||
|---|---|---|---|---|---|
| C | Si | Mn | Pmax | Smax | Cr |
| 0.17–0.22 | 0.15–0.40 | 1.1–1.4 | 0.035 | 0.035 | 1.0–1.3 |
| Characteristics | Symbol | Value |
|---|---|---|
| Module | m | 6 mm |
| Number of teeth | z | 43 |
| Base profile angle | α | 20° |
| Tooth profile angle | β | 0° |
| Pitch circle diameter | d0 | 258 mm |
| Profile correction | xm | 0 |
| Base circle diameter | db | 270 mm |
| Addendum circle diameter | df | 243.6 mm |
| Circular pitch | p | 18.84 mm |
| No. | Notation | Manufacturer | D (mm) | I (A) | ||
|---|---|---|---|---|---|---|
| DIN | AWS | DIN855 | ||||
| 1 | E-6-UM-55G | - | EDur 600 | Jesenice, Slovenia | 2.50 | 70 |
| 2 | - | - | Castolin 2 | Castolin Eutectic, Switzerland | 3.25 | 92 |
| 3 | E-6-60-UM | - | UTP 670 | UTP, Germany | 3.25 | 90 |
| 4 | E18.8.Mn6B20+ | E307-15 | Inox 18/8/6 | Jesenice, Slovenia | 2.50 | 70 |
| No. | C | Si | Mn | Cr | Ni | Mo | Other | Hardness | Rm | Rp02 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % | HV | HRC | [MPa] | |||||||||
| 1 | EDur 600 | 0.5 | 2 | - | 9.5 | - | - | - | - | 54 | - | - |
| 2 | Castolin 2 | + | + | - | + | - | 57–62 | - | - | |||
| 3 | UTP 670 | 0.4 | 0.85 | 0.8 | 9.7 | - | 0.6 | 1.5 V | >600 | - | - | - |
| 4 | Inox 18/8/6 | 0.12 | 7.0 | 19.0 | 9.0 | - | - | - | - | 590–690 | >350 | |
| Controlled Parameter | Required Values | Gears Hard-Faced by | ||
|---|---|---|---|---|
| Inox 18/8/6 and EDur 600 | Castolin 2 | UTP 670 | ||
| Base circle diameter db (mm) | 270−0.5 | 269.82 | 269.77 | 269.77 |
| Measure over 5 teeth W5 (mm) | 83.32 | 83.12 | 83.18 | 83.11 |
| Tooth profile tolerance Tev (μm) | 16 | 11 | 15 | 13 |
| Tooth flank line deviation Tβ (μm) | 15 | 10 | 14 | 12 |
| Radial tooth deviation Tr (μm) | 78 | 33 | 60 | 52 |
| Tooth surface machining quality | N7 | N7 * | N7 * | N7 * |
| Surface hardness (HRC) | 55–58 | 56.4 | 56.2 | 55.8 |
| Disc | Block | Friction Coefficient | Wear Trace (mm) | |
|---|---|---|---|---|
| Material | Hardness (HRC) | Filler Metal | ||
| 20MnCr5 | 55–58 | Inox 18/8/6 + EDur 600 | 0.064 | 0.960 |
| Castolin 2 | 0.115 | 1.028 | ||
| UTP 670 | 0.090 | 0.955 | ||
| No. | Hardness HRC | Macrohardness | |
|---|---|---|---|
| HV30/15 | Corresponds to HRC | ||
| 1 | Inox 18/8/6 + EDur 600 | 57.5 | 63.3 |
| 2 | Castolin 2 | 58 | 62.2 |
| 3 | UTP 670 | 55.5 | 63.4 |
| Distance from the surface (mm) | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 | 0.30 | 0.35 | 0.40 | 0.45 | 0.50 | 0.60 | 0.70 | 0.80 |
| Hardness HV01 | 820 | 820 | 787 | 787 | 757 | 726 | 787 | 787 | 820 | 787 | 757 | 787 | 757 |
| Corresponds to HRC | 64.7 | 64.7 | 63.6 | 63.6 | 62.4 | 61.2 | 63.6 | 63.6 | 64.7 | 63.6 | 62.4 | 63.6 | 62.4 |
| Distance from the surface (mm) | 0.90 | 1.0 | 1.25 | 1.5 | 1.75 | 2.00 | 2.50 | 3.00 | 3.50 | 4.00 | 4.50 | 5.00 | 6.00 |
| Hardness HV01 | 787 | 787 | 530 | 480 | 440 | 426 | 401 | 480 | 514 | 496 | 452 | 350 | 272 |
| Corresponds to HRC | 63.6 | 63.6 | 51.1 | 47.7 | 44.5 | 43.2 | 40.9 | 47.7 | 50.1 | 48.8 | 45.5 | 35.5 | 25.9 |
| Distance from the surface (mm) | 0.05 | 0.10 | 0.20 | 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.80 | 0.90 | 1.00 | 1.25 |
| Hardness HV01 | 757 | 757 | 700 | 757 | 726 | 787 | 787 | 787 | 634 | 634 | 496 | 514 |
| Corresponds to HRC | 62.4 | 62.4 | 60.1 | 62.4 | 61.2 | 63.6 | 63.6 | 63.6 | 57.0 | 57.0 | 48.8 | 50.1 |
| Distance from the surface (mm) | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | 3.50 | 4.00 | 4.50 | 5.00 | 6.00 | 8.00 | |
| Hardness HV01 | 514 | 473 | 401 | 452 | 401 | 440 | 401 | 440 | 350 | 350 | 350 | |
| Corresponds to HRC | 50.1 | 47.2 | 40.9 | 45.5 | 40.9 | 44.5 | 40.9 | 44.5 | 35.5 | 35.5 | 35.5 |
| Distance from the surface (mm) | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 | 0.30 | 0.35 | 0.40 | 0.45 | 0.50 | 0.60 | 0.70 | 0.80 |
| Hardness HV01 | 820 | 820 | 820 | 820 | 820 | 757 | 757 | 787 | 726 | 726 | 787 | 787 | 820 |
| Corresponds to HRC | 64.7 | 64.7 | 64.7 | 64.7 | 64.7 | 62.4 | 62.4 | 63.6 | 61.2 | 61.2 | 63.6 | 63.6 | 64.7 |
| Distance from the surface (mm) | 0.90 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | 3.50 | 4.00 | 5.00 | 6.00 | 8.00 |
| Hardness HV01 | 726 | 726 | 700 | 757 | 757 | 496 | 585 | 547 | 514 | 514 | 496 | 466 | 254 |
| Corresponds to HRC | 61.2 | 61.2 | 60.1 | 62.4 | 62.4 | 48.8 | 54.4 | 52.1 | 50.1 | 50.1 | 48.8 | 46.5 | 22.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marković, S.; Arsić, D.; Nikolić, R.R.; Lazić, V.; Hadzima, B.; Milovanović, V.P.; Dwornicka, R.; Ulewicz, R. Exploitation Characteristics of Teeth Flanks of Gears Regenerated by Three Hard-Facing Procedures. Materials 2021, 14, 4203. https://doi.org/10.3390/ma14154203
Marković S, Arsić D, Nikolić RR, Lazić V, Hadzima B, Milovanović VP, Dwornicka R, Ulewicz R. Exploitation Characteristics of Teeth Flanks of Gears Regenerated by Three Hard-Facing Procedures. Materials. 2021; 14(15):4203. https://doi.org/10.3390/ma14154203
Chicago/Turabian StyleMarković, Svetislav, Dušan Arsić, Ružica R. Nikolić, Vukić Lazić, Branislav Hadzima, Vladimir P. Milovanović, Renata Dwornicka, and Robert Ulewicz. 2021. "Exploitation Characteristics of Teeth Flanks of Gears Regenerated by Three Hard-Facing Procedures" Materials 14, no. 15: 4203. https://doi.org/10.3390/ma14154203