
Influence of the Halloysite Nanotube (HNT) Addition on Selected Mechanical and Biological Properties of Thermoplastic Polyurethane


Abstract
:1. Introduction
- The effect of HNT additions on the mechanical and biological properties of the as-produced thermoplastic linear polyurethane-based nanocomposites;
- Compatibility of nanocomposite synthesis with 3D printing methods for personalized intervertebral disc prostheses applications.
2. Materials and Methods
2.1. Materials
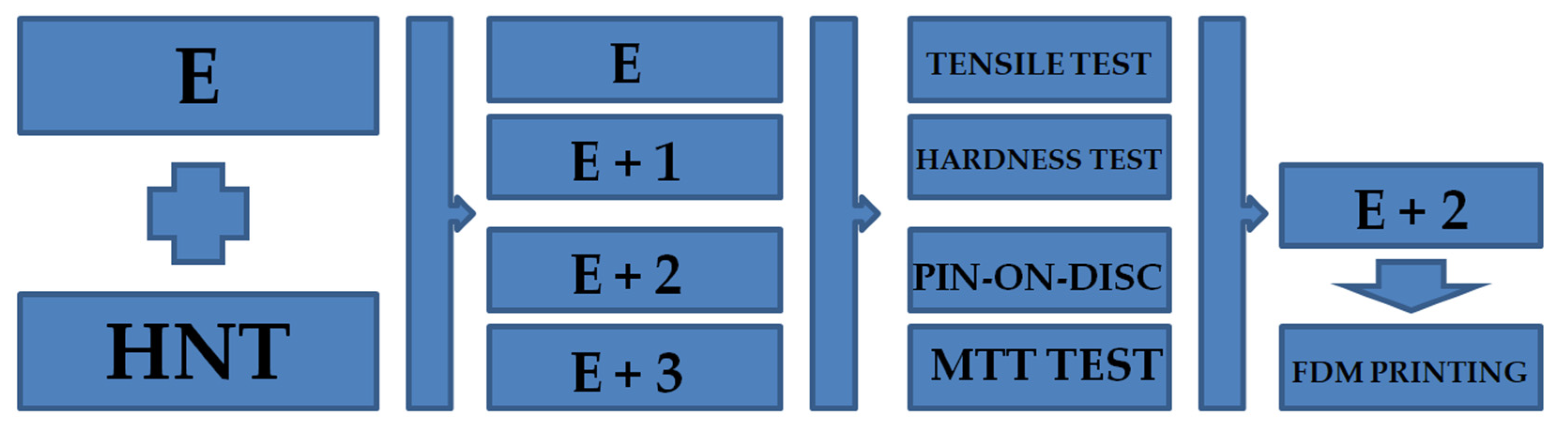
2.2. Preparing of the Nanocomposites
2.3. Extrusion Molding [E + 2] Material into a Filament Used in 3D Printing
2.4. Modification of the Printer to Enable Printing on it from Thermoplastic Elastomers
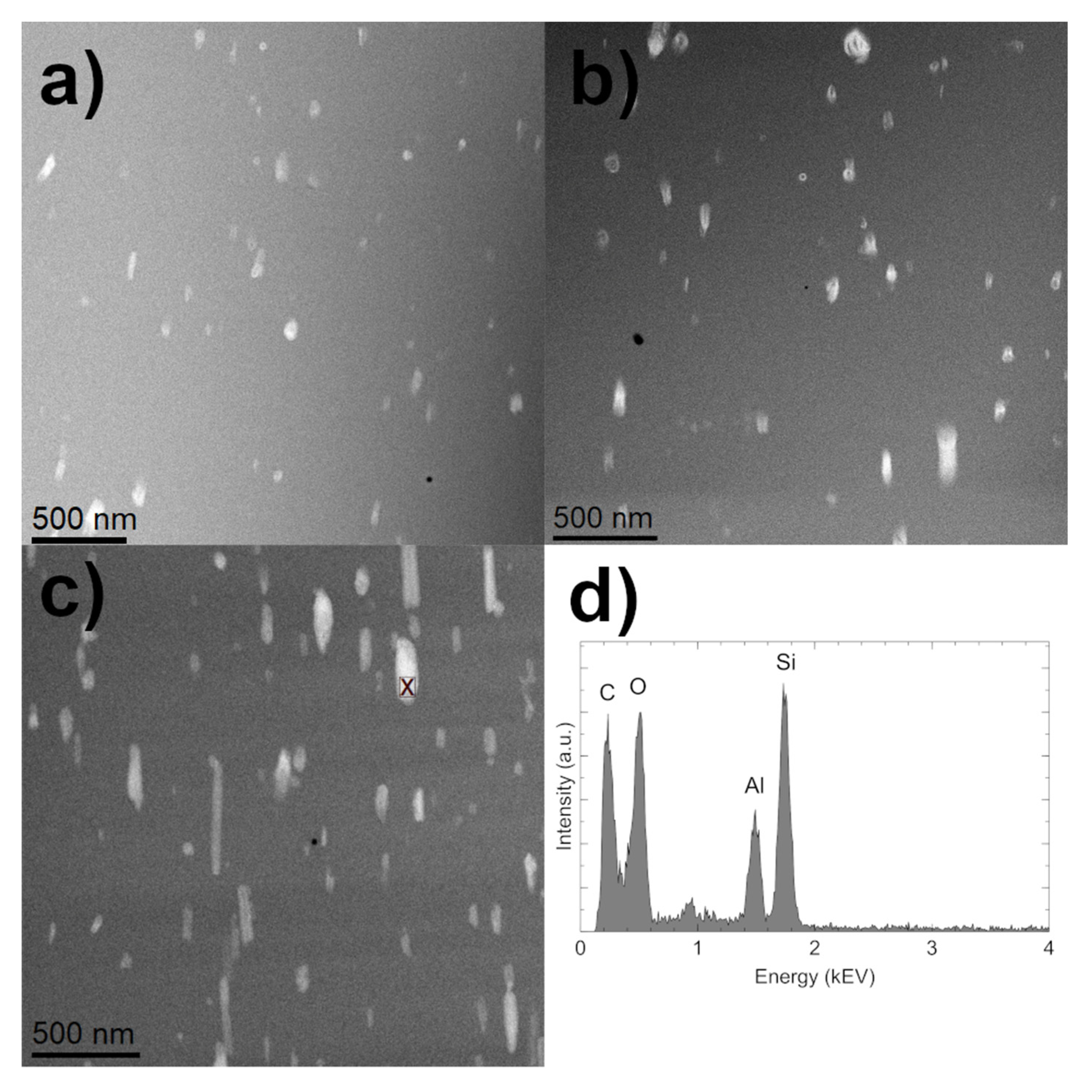
2.5. Scanning Transmission Electron Microscopy (STEM)
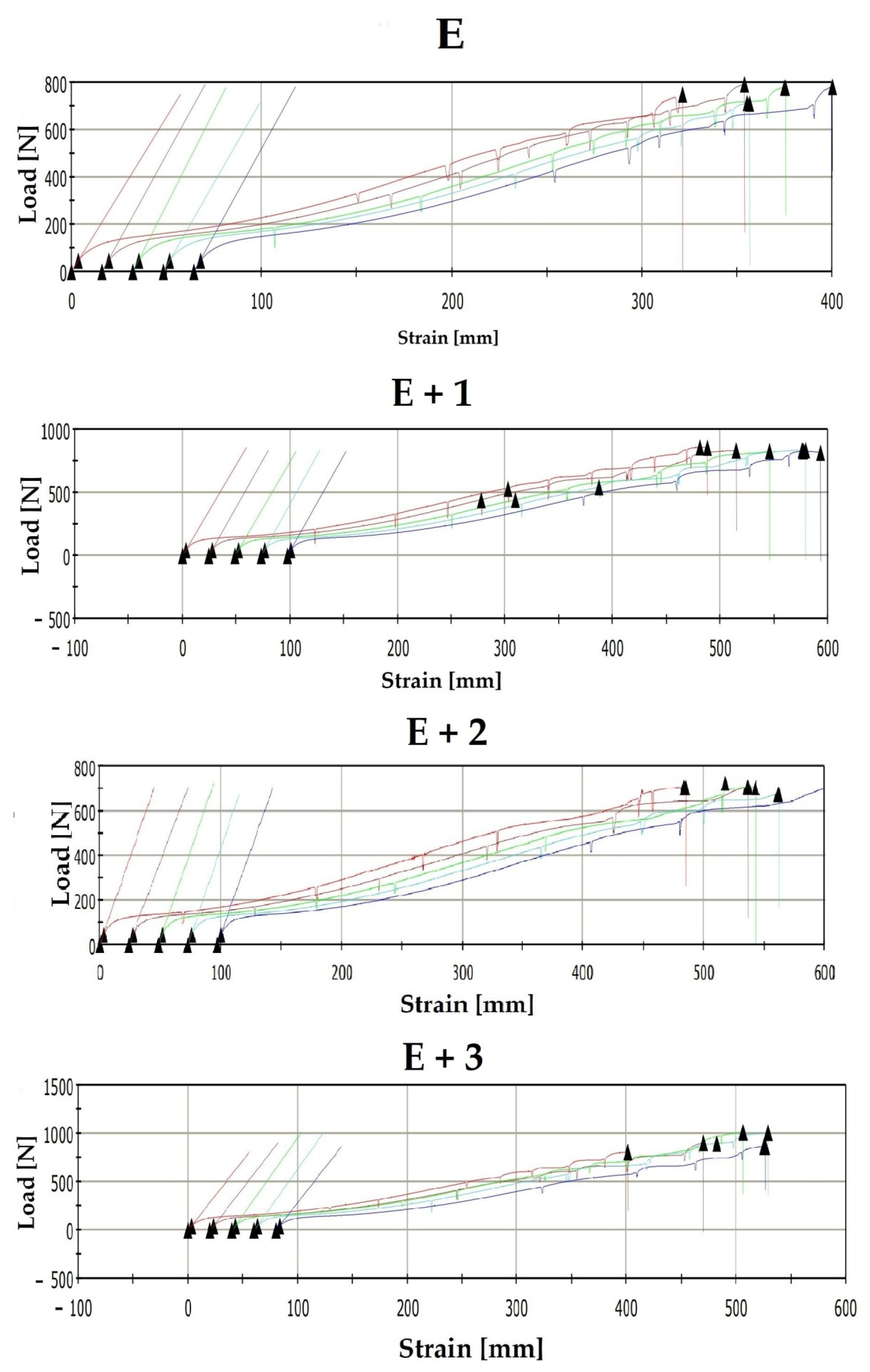
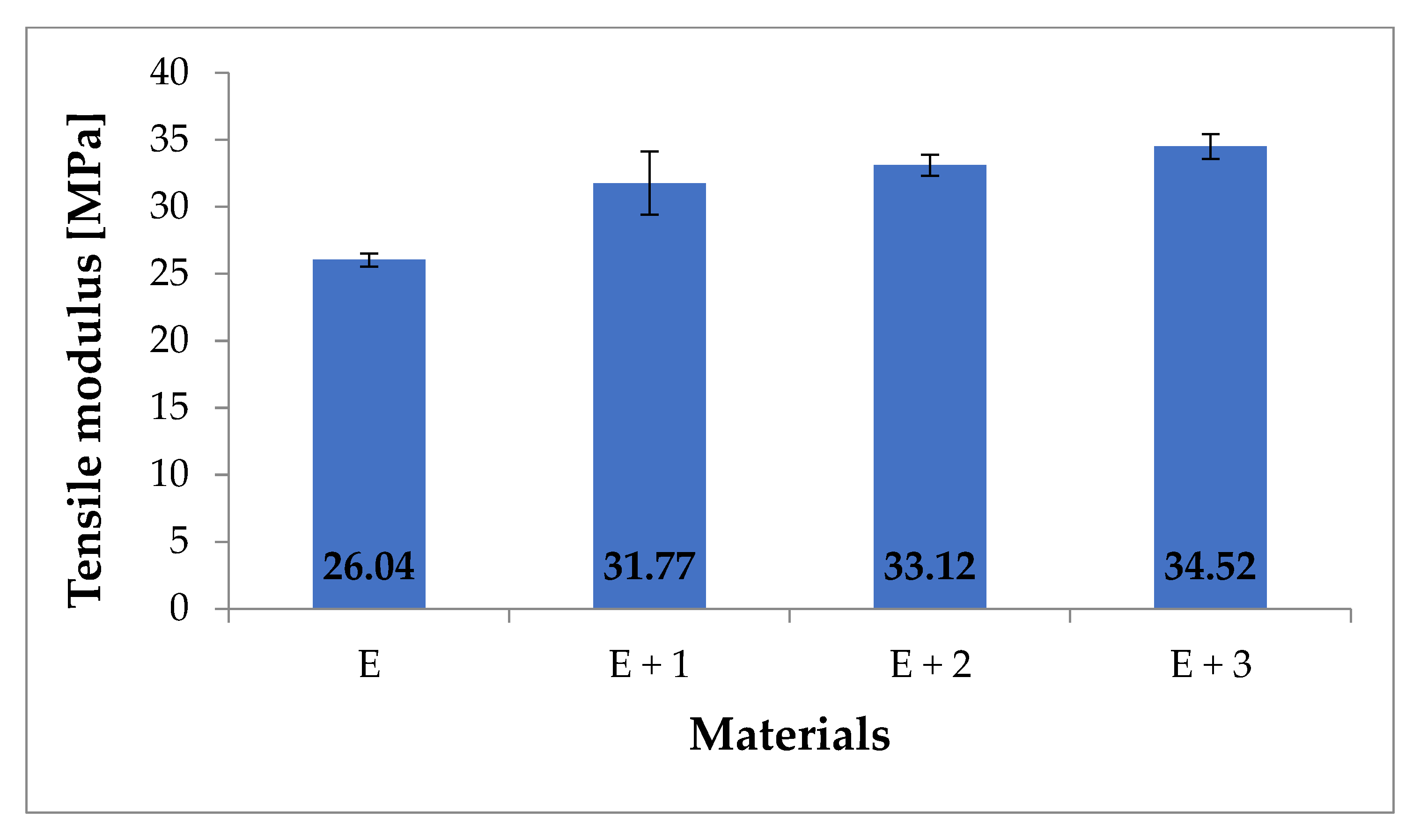
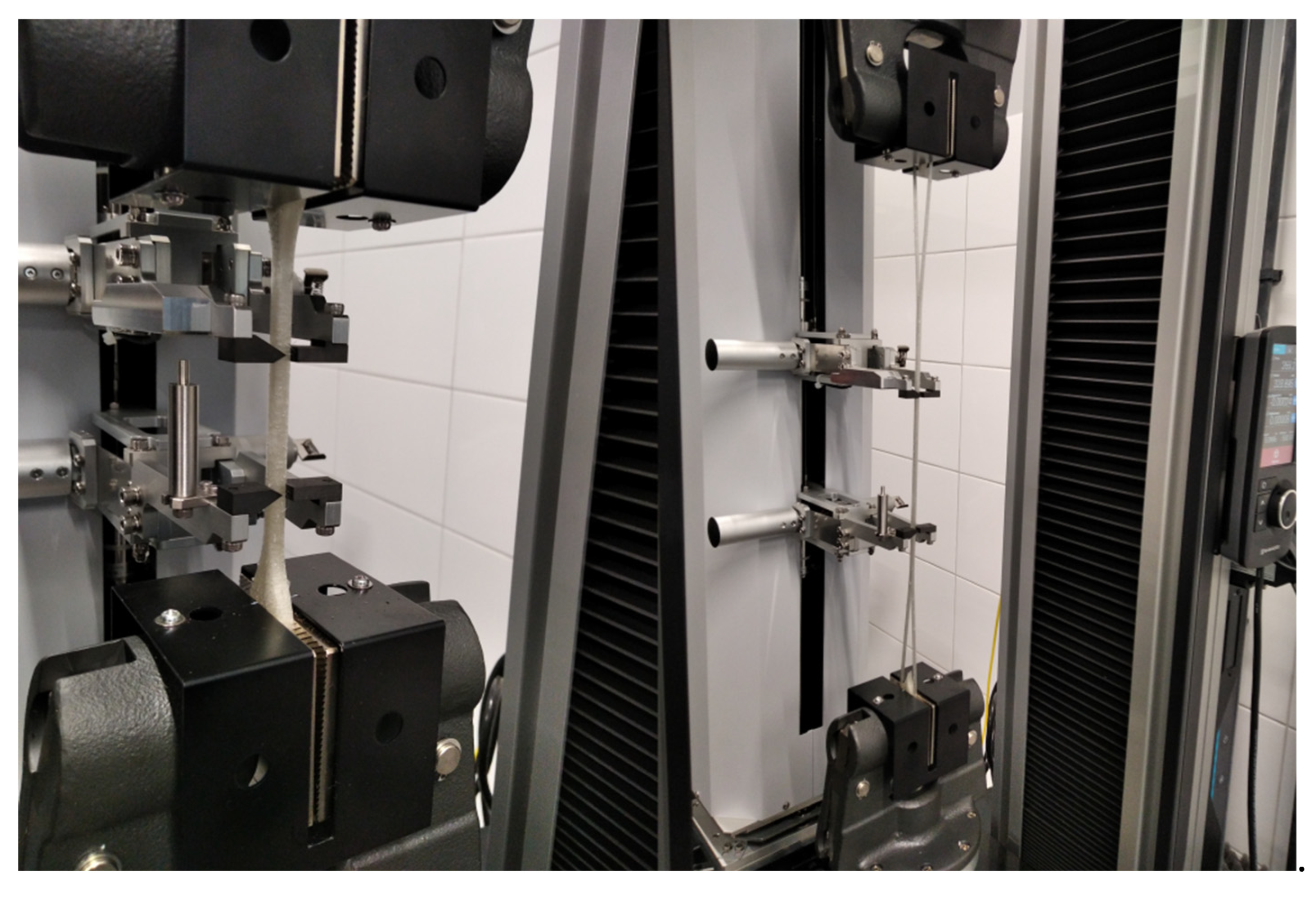
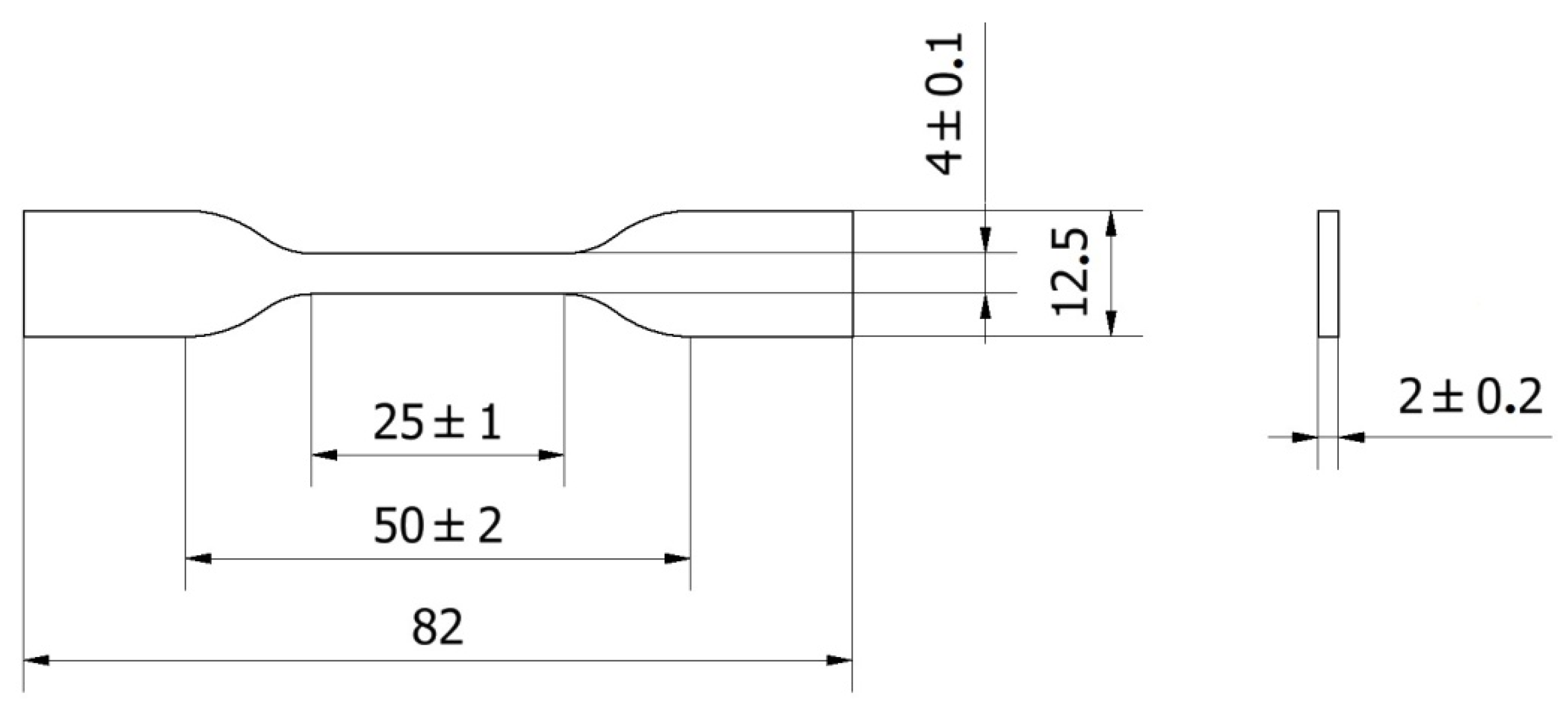
2.6. Tensile Test
2.7. Shore a Hardness Test
2.8. Pin–on–Disc Abrasion Test
2.9. MTT Cytotoxicity Test
3. Results and Discussion
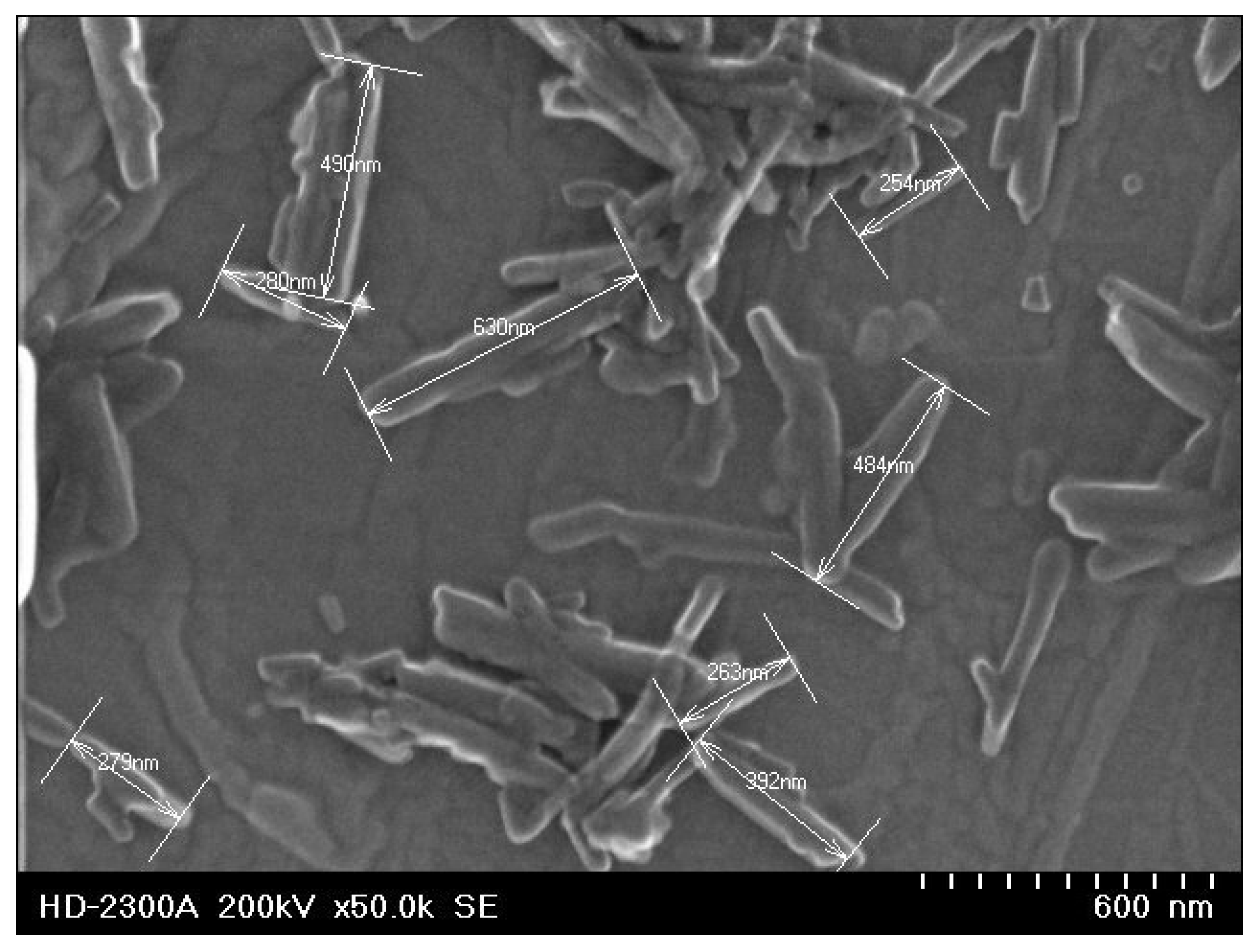
3.1. Scanning Transmission Electron Microscopy (STEM)
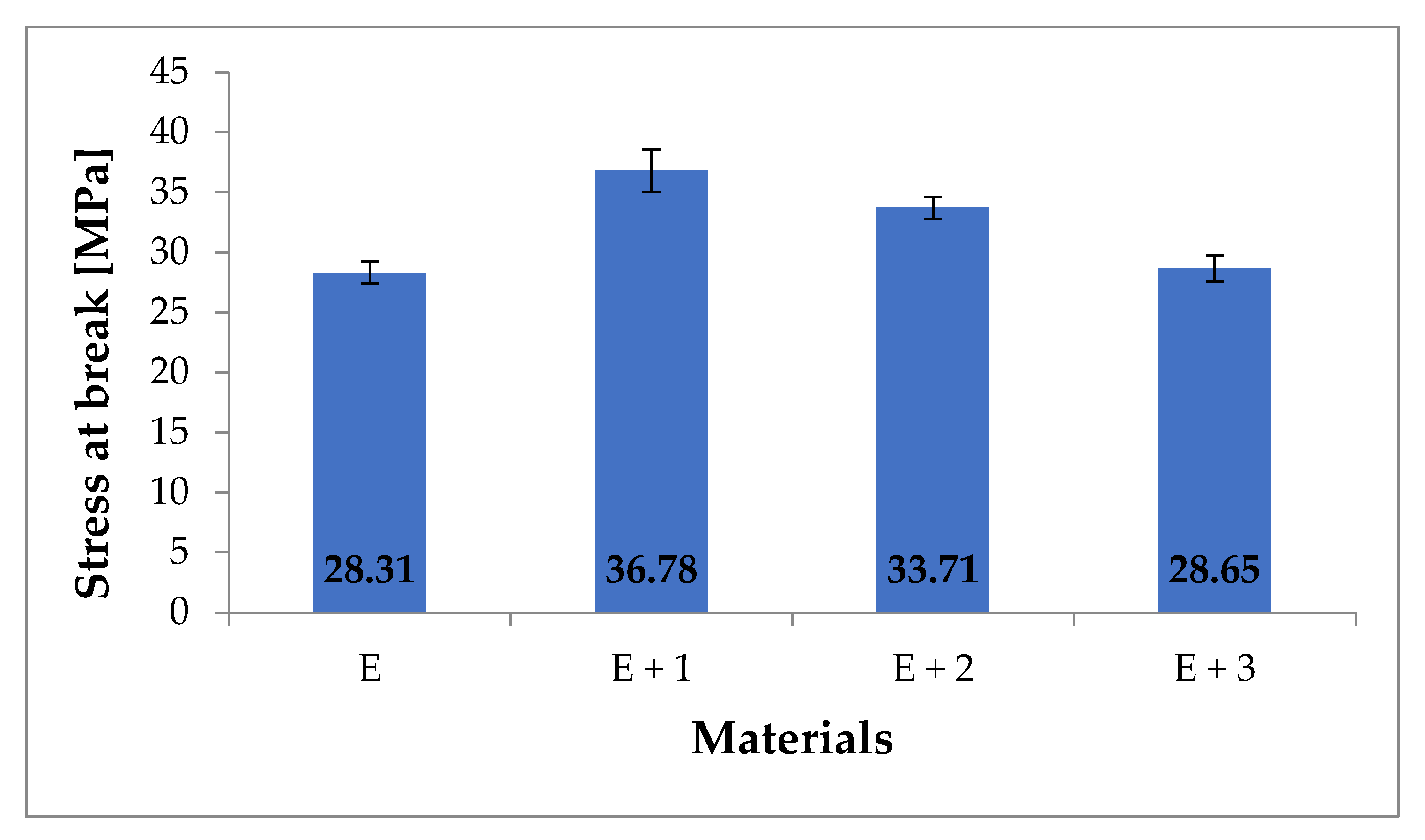
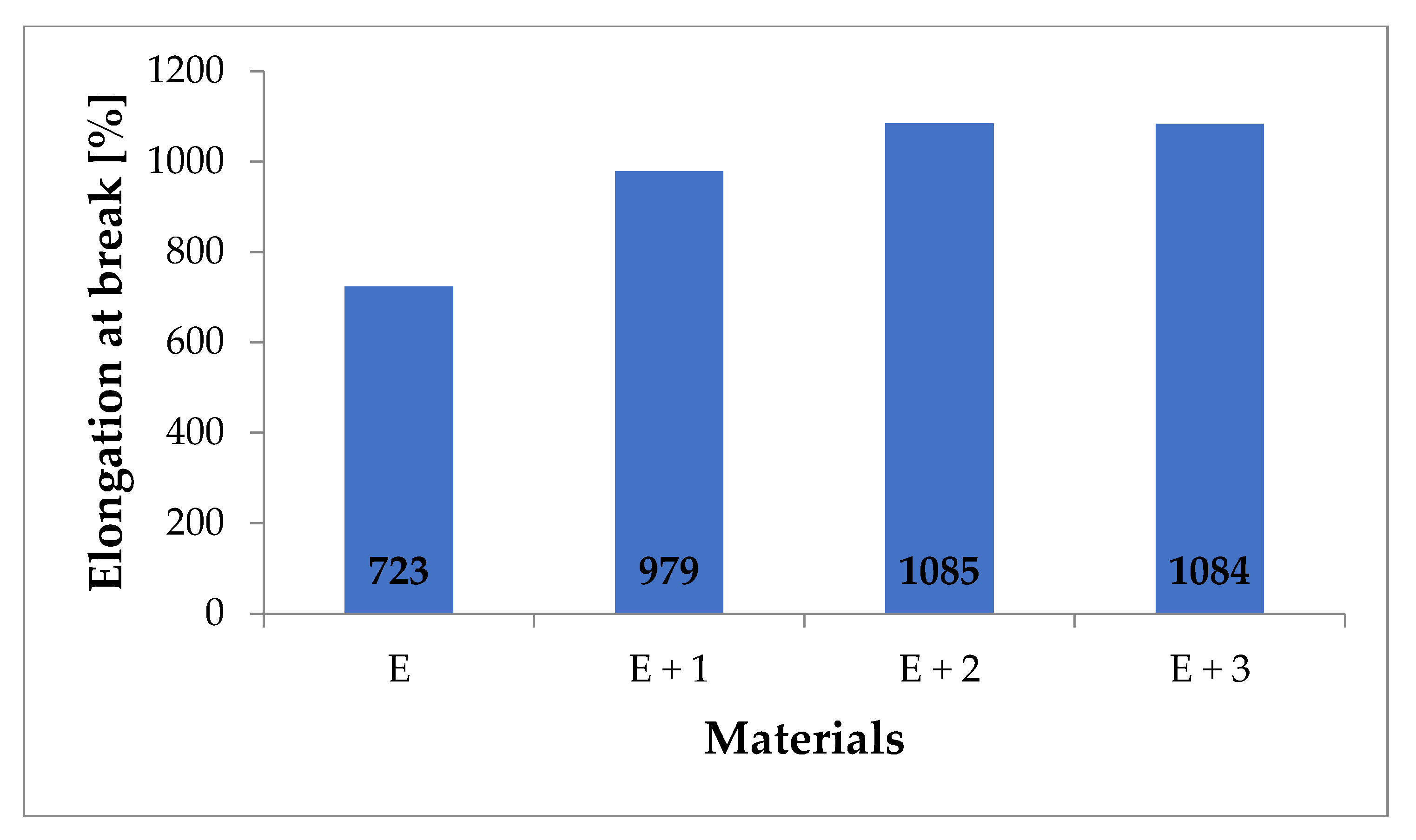
3.2. Tensile Test
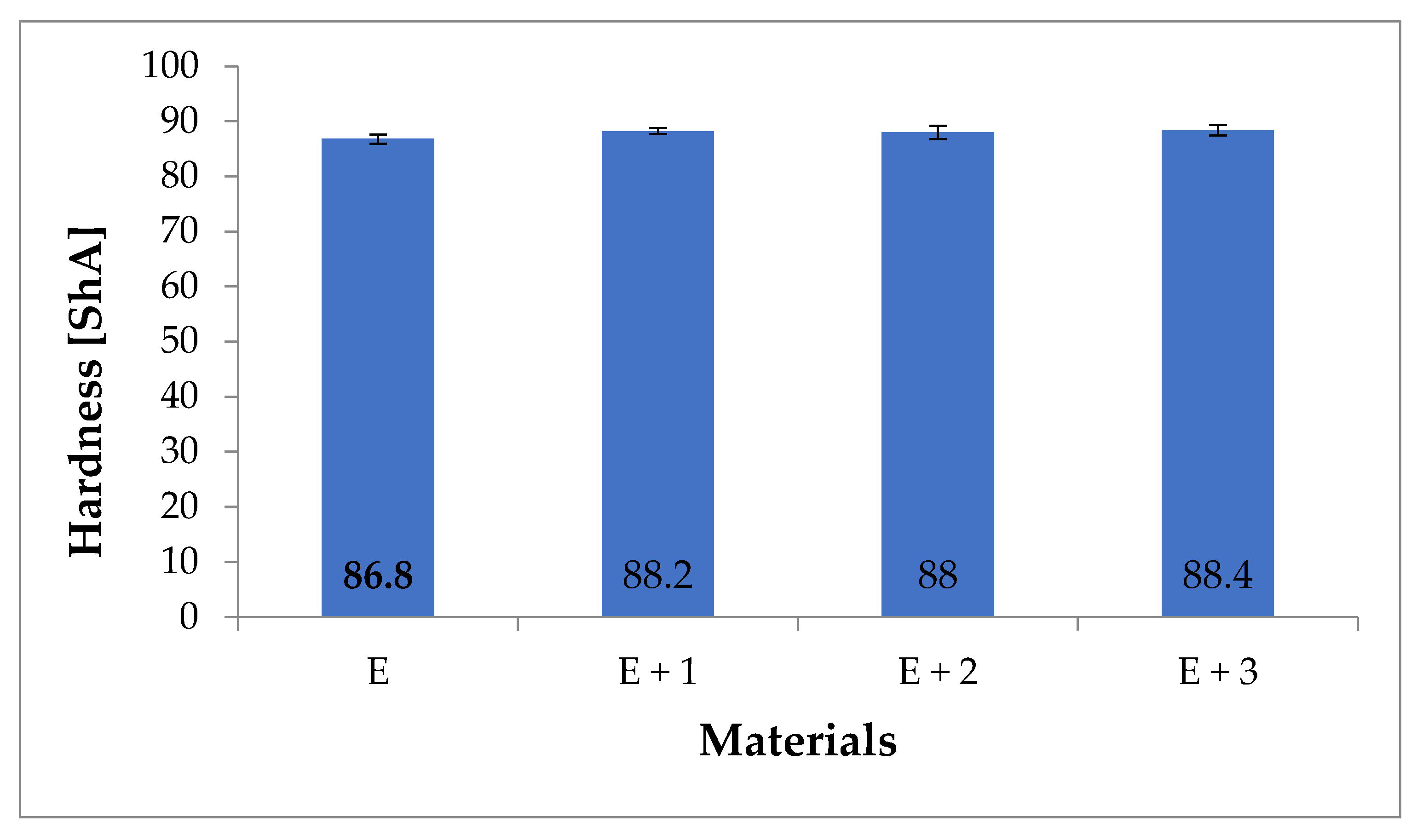
3.3. Shore A Hardness Test
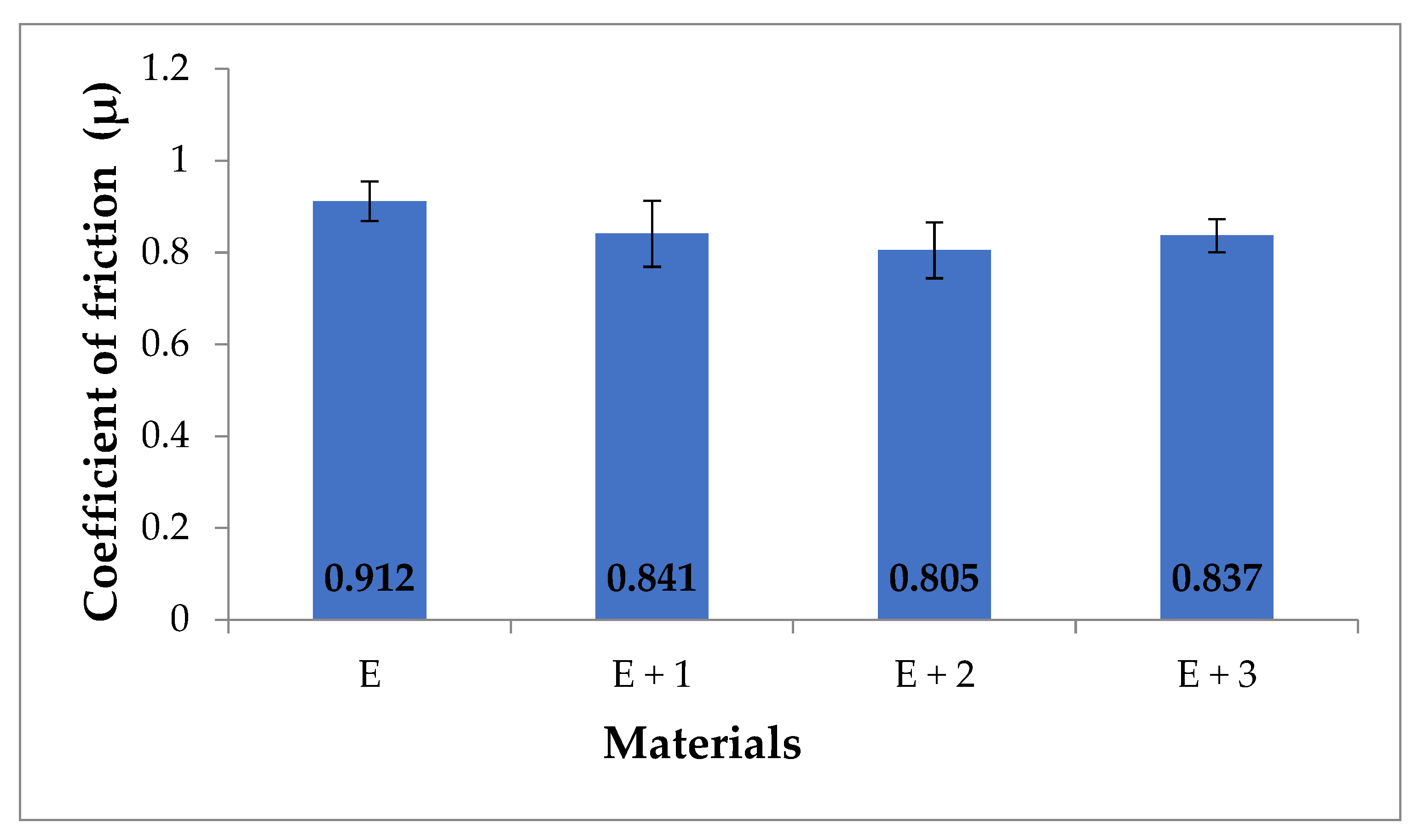
3.4. Pin–on–Disc Abrasion Test
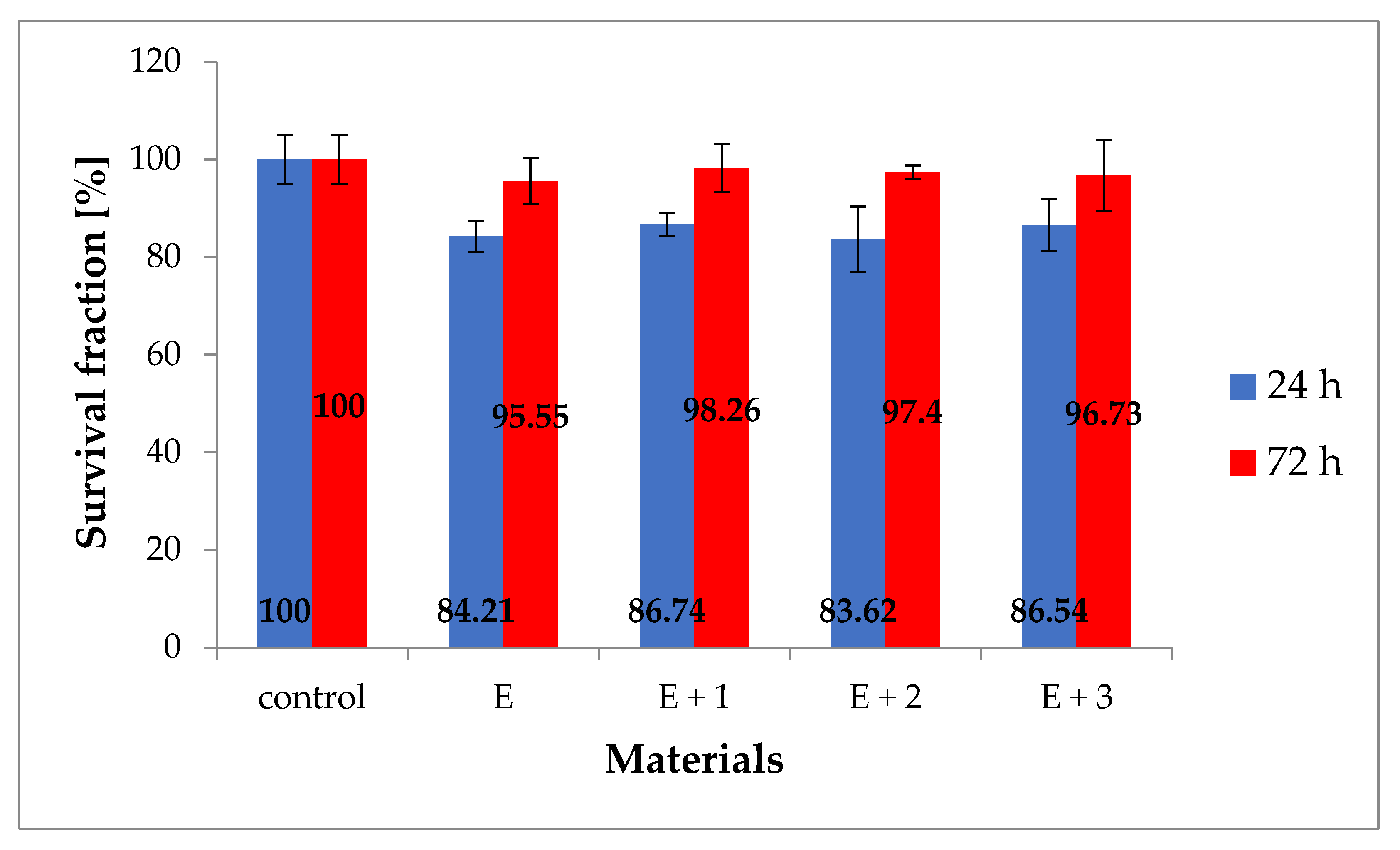
3.5. MTT Cytotoxicity Test
3.6. Comparison of Mechanical Properties of Injected Samples with Printed Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Buckley, C.P.; Prisacariu, C.; Martin, C. Elasticity and inelasticity of thermoplastic polyurethane elastomers: Sensitivity to chemical and physical structure. Polymers 2010, 51, 3212. [Google Scholar] [CrossRef]
- Boubakri, A.; Haddar, N.; Elleuch, K.; Bienvenu, Y. Impact of aging conditions on mechanical properties of thermoplastic polyurethane. Mater. Des. 2010, 31, 4194–4201. [Google Scholar] [CrossRef]
- Boubakri, A.; Guermazi, N.; Elleuch, K.; Ayedi, H. Study of UV-aging of thermoplastic polyurethane material. Mater. Sci. Eng. A 2010, 527, 1649–1654. [Google Scholar] [CrossRef]
- Katschnig, M.; Wallner, J.; Janics, T.; Burgstaller, C.; Zemann, W.; Holzer, C. Biofunctional Glycol-Modified Polyethylene Terephthalate and Thermoplastic Polyurethane Implants by Extrusion-Based Additive Manufacturing for Medical 3D Maxillofacial Defect Reconstruction. Polymers 2020, 12, 1751. [Google Scholar] [CrossRef]
- Haryńska, A.; Gubanska, I.; Kucinska-Lipka, J.; Janik, H. Fabrication and Characterization of Flexible Medical-Grade TPU Filament for Fused Deposition Modeling 3DP Technology. Polymers 2018, 10, 1304. [Google Scholar] [CrossRef] [Green Version]
- Theron, J.P.; Knoetze, J.H.; Sanderson, R.D.; Hunter, R.; Mequanint, K.; Franz, T.; Zilla, P.; Bezuidenhout, D. Modification, crosslinking and reactive electrospinning of a thermoplastic medical polyurethane for vascular graft applications. Acta Biomater. 2010, 6, 2434. [Google Scholar] [CrossRef]
- Bergmeister, H.; Seyidova, N.; Schreiber, C.; Strobl, M.; Grasl, C.; Walter, I.; Messner, B.; Baudis, S.; Fröhlich, S.; Marchetti-Deschmann, M.; et al. Biodegradable, thermoplastic polyurethane grafts for small diameter vascular replacements. Acta Biomater. 2015, 11, 104. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Mancinelli, C.; Mancuso, E.; García-Romero, I.; Gilmore, B.F.; Casettari, L.; Larrañeta, E.; Lamprou, D.A. 3D Printing of Drug-Loaded Thermoplastic Polyurethane Meshes: A Potential Material for Soft Tissue Reinforcement in Vaginal Surgery. Pharmaceutics 2020, 12, 63. [Google Scholar] [CrossRef] [Green Version]
- Gasparotti, E.; Vignali, E.; Losi, P.; Scatto, M.; Fanni, B.M.; Soldani, G.; Landini, L.; Positano, V.; Celi, S. A 3D printed melt-compounded antibiotic loaded thermoplastic polyurethane heart valve ring design: An integrated framework of experimental material tests and numerical simulations. Int. J. Polym. Mater. 2019, 68. [Google Scholar] [CrossRef]
- Mrówka, M.; Machoczek, T.; Jureczko, P.; Szymiczek, M.; Skonieczna, M.; Marcoll, Ł. Study of selected physical, chemical and biological properties of selected materials intended for contact with human body. Pol. J. Chem. Technol. 2019, 21, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Liu, X.; Christiansen, D.E.; Fattahpour, S.; Wang, K.; Song, H.; Mehraeen, S.; Cheng, G. Thermoplastic polyurethane with controllable degradation and critical anti-fouling properties. Biomater. Sci. 2021, 9, 1381. [Google Scholar] [CrossRef] [PubMed]
- Lepak-Kuc, S.; Podsiadły, B.; Skalski, A.; Janczak, D.; Jakubowska, M.; Lekawa-Raus, A. Highly Conductive Carbon Nanotube-Thermoplastic Polyurethane Nanocomposite for Smart Clothing Applications and Beyond. Nanomaterials 2019, 9, 1287. [Google Scholar] [CrossRef] [Green Version]
- Wondu, E.; Lule, Z.; Kim, J. Thermal Conductivity and Mechanical Properties of Thermoplastic Polyurethane-/Silane-Modified Al2O3 Composite Fabricated via Melt Compounding. Polymers 2019, 11, 1103. [Google Scholar] [CrossRef] [Green Version]
- Christ, J.F.; Aliheidari, N.; Pötschke, P.; Ameli, A. Bidirectional and Stretchable Piezoresistive Sensors Enabled by Multimaterial 3D Printing of Carbon Nanotube/Thermoplastic Polyurethane Nanocomposites. Polymers 2019, 11, 11. [Google Scholar] [CrossRef] [Green Version]
- Feldman, D. Polyurethane and Polyurethane Nanocomposites: Recent Contributions to Medicine. Biointerface Res. Appl. Chem. 2020, 11, 8179. [Google Scholar] [CrossRef]
- Farrokhi, Z.; Ayati, A.; Kanvisi, M.; Sillanpää, M. Recent advance in antibacterial activity of nanoparticles contained polyurethane. J. Appl. Polym. Sci. 2019, 136. [Google Scholar] [CrossRef] [Green Version]
- Pant, B.; Park, M.; Park, S.-J. One-Step Synthesis of Silver Nanoparticles Embedded Polyurethane Nano-Fiber/Net Structured Membrane as an Effective Antibacterial Medium. Polymers 2019, 11, 1185. [Google Scholar] [CrossRef] [Green Version]
- Makvandi, P.; Gu, J.T.; Zare, E.N.; Ashtari, B.; Moeini, A.; Tay, F.R.; Niu, L.N. Polymeric and inorganic nanoscopical antimicrobial fillers in dentistry. Acta Biomater. 2020, 101, 69. [Google Scholar] [CrossRef]
- Lee, T.-H.; Yen, C.-T.; Hsu, S.-H. Preparation of Polyurethane-Graphene Nanocomposite and Evaluation of Neurovascular Regeneration. ACS Biomater. Sci. Eng. 2019, 6, 597. [Google Scholar] [CrossRef]
- Jaganathan, S.K.; Mani, M.P. Enriched mechanical, thermal, and blood compatibility of single stage electrospun polyurethane nickel oxide nanocomposite for cardiac tissue engineering. Polym. Compos. 2019, 40, 2381. [Google Scholar] [CrossRef]
- Jaganathan, S.K.; Mani, M.P.; Sivalingam, S. Augmented physico-chemical, crystalline, mechanical, and biocompatible properties of electrospun polyurethane titanium dioxide composite patch for cardiac tissue engineering. Polym. Compos. 2019, 40, 3758. [Google Scholar] [CrossRef]
- Das, B.; Mandal, M.; Upadhyay, A.; Chattopadhyay, P.; Karak, N. Bio-based hyperbranched polyurethane/Fe 3 O 4 nanocomposites: Smart antibacterial biomaterials for biomedical devices and implants. Biomed. Mater. 2013, 8, 035003. [Google Scholar] [CrossRef]
- Teo, A.; Mishra, A.; Park, I.; Kim, Y.; Park, W.; Yoon, Y. Polymeric Biomaterials for Medical Implants and Devices. ACS Biomater. 2016, 2, 454. [Google Scholar] [CrossRef] [PubMed]
- Fizir, M.; Dramou, P.; Dahiru, N.S.; Ruya, W.; Huang, T.; He, H. Halloysite nanotubes in analytical sciences and in drug delivery: A review. Microchim. Acta 2018, 185, 389. [Google Scholar] [CrossRef] [PubMed]
- Massaro, M.; Lazzara, G.; Milioto, S.; Nato, S.; Riela, S. Covalently modified halloysite clay nanotubes: Synthesis, properties, biological and medical applications. J. Mater. Chem. B 2017, 5, 2867. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Torres, E.; Dominguez-Candela, I.; Castello-Palacios, S.; Vallés-Lluch, A.; Fombuena, V. Development and Characterization of Polyester and Acrylate-Based Composites with Hydroxyapatite and Halloysite Nanotubes for Medical Applications. Polymers 2020, 12, 1703. [Google Scholar] [CrossRef]
- Mrówka, M.; Szymiczek, M.; Lenża, J. Thermoplastic polyurethanes for mining application processing by 3D printing. J. Achiev. Mater. Manuf. Eng. 2019, 95, 13. [Google Scholar] [CrossRef]
- Mrówka, M.; Machoczek, T.; Jureczko, P.; Joszko, K.; Gzik, M.; Wolański, W.; Wilk, K. Mechanical, Chemical, and Processing Properties of Specimens Manufactured from Poly-Ether-Ether-Ketone (PEEK) Using 3D Printing. Materials 2021, 14, 2717. [Google Scholar] [CrossRef]
- Mrówka, M.; Szymiczek, M.; Machoczek, M.; Lenża, J.; Matusik, J.; Sakiewicz, P.; Skonieczna, M. The influence of halloysite on the physicochemical, mechanical and biological properties of polyurethane-based nanocomposites. Polimery 2020, 65, 38. [Google Scholar] [CrossRef]
- Polish Committee for Standardization. Plastics—Determination of Tensile Properties—Part 1: General Principles; Polish Committee for Standardization: Warsaw, Poland, 2012; EN ISO 527-1:2012. [Google Scholar]
- Polish Committee for Standardization. Rubber, Vulcanized or Thermoplastic—Determination of Indentation Hardness—Part 1: Durometer Method (Shore Hardness); Polish Committee for Standardization: Warsaw, Poland, 2010; EN ISO 7619-1:2010. [Google Scholar]
- ASTM A99-03(2019). Standard Specification for Ferromanganese; ASTM International: West Conshohocken, PA, USA, 2019; Available online: www.astm.org (accessed on 29 April 2021).
- Brydson, R. (Ed.) Aberration-Corrected Analytical Transmission Electron Microscopy, 3rd ed.; John Wiley & Sons: Oxford, UK, 2011. [Google Scholar]
- Gaaz, T.S.; Sulong, A.B.; Ansari, M.N.M.; Kadhum, A.A.H.; Al-Amiery, A.A.; Al-Furjan, M.S.H. Effect of halloysite nanotubes loading on thermomechanical and morphological properties of polyurethane nanocomposites. Mater. Technol. 2016, 32, 430. [Google Scholar] [CrossRef]
- Martini, J.; Pollet, E.; Averous, L.; Bretas, R.E.S. Elaboration and properties of novel biobased nanocomposites with halloysite nanotubes and thermoplastic polyurethane from dimerized fatty acids. Polymers 2014, 55, 5226. [Google Scholar] [CrossRef]
- Sulong, A.B.; Gaaz, T.S.; Sahari, J. Mechanical and Physical Properties of Injection Molded Halloysite Nanotubes-Thermoplastic Polyurethane Nanocomposites. Procedia Soc. Behav. Sci. 2015, 195, 2748. [Google Scholar] [CrossRef] [Green Version]
- Gaaz, T.S.; Sulong, A.B.; Kadhum, A.A.H.; Nassir, M.H.; Al-Amiery, A.A. Absolute variation of the mechanical characteristics of halloysite reinforced polyurethane nanocomposites complemented by Taguchi and ANOVA approaches. Results Phys. 2017, 7, 3287. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Luaibi, H.M.; Al-Amiery, A.A.; Kadhum, A.A.H. Effect of phosphoric acid on the morphology and tensile properties of halloysite-polyurethane composites. Results Phys. 2018, 9, 33. [Google Scholar] [CrossRef]
- Krzyzak, A.; Racinowski, D.; Szczepaniak, R.; Mucha, M.; Kosicka, E. The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP. Materials 2020, 13, 3965. [Google Scholar] [CrossRef] [PubMed]
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modification | Purpose of Modification |
|---|---|
| Enlargement of the printer with a closed chamber | Maintaining a constant temperature inside the printing chamber allows for higher quality printouts, especially for long-lasting prints. The variable temperature of the environment depending on the time of day may reduce the adhesion of subsequent layers of the filament to each other, which may result in worse physical properties of the printout. The chamber is made of Plexiglass—a transparent material that is characterized by a low heat conduction coefficient. |
| Gravitational drop of filament | In the printer undergoing modernization—the prototype of the 3DGence One printer, the filament holder is located on the side of the housing, below the extruder. When 3D printing from TPU material, an important modification is the appropriate location of the spool. The assumption is that the filament that is pulled through the extruder knob into the nozzle is an assumption, however due to the flexibility of the TPU it may stretch causing incomplete extrusion. The solution to this problem is to position the spool with the filament above the printer, allowing the material to be fed vertically. Thanks to this solution, the resistance to movement is lower. |
| Adding an element around the knurl to prevent buckling of the filament | During test prints of flexible materials on the 3DGence One prototype, there was a problem with forgiving the filament near the knurling. The optimal solution consists in making a plate of aluminum sheet with dimensions of approximately 10 mm × 6 mm × 3 mm, which will be glued to a fixed element located under the knurl. |
| Parameters | Injected Samples | Printed Samples |
|---|---|---|
| Tensile modulus [MPa] | 33.12 | 22.01 |
| Stress at break [MPa] | 33.71 | 9.75 |
| Elongation at break [%] | 1085 | 383 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mrówka, M.; Szymiczek, M.; Machoczek, T.; Pawlyta, M. Influence of the Halloysite Nanotube (HNT) Addition on Selected Mechanical and Biological Properties of Thermoplastic Polyurethane. Materials 2021, 14, 3625. https://doi.org/10.3390/ma14133625
Mrówka M, Szymiczek M, Machoczek T, Pawlyta M. Influence of the Halloysite Nanotube (HNT) Addition on Selected Mechanical and Biological Properties of Thermoplastic Polyurethane. Materials. 2021; 14(13):3625. https://doi.org/10.3390/ma14133625
Chicago/Turabian StyleMrówka, Maciej, Małgorzata Szymiczek, Tomasz Machoczek, and Mirosława Pawlyta. 2021. "Influence of the Halloysite Nanotube (HNT) Addition on Selected Mechanical and Biological Properties of Thermoplastic Polyurethane" Materials 14, no. 13: 3625. https://doi.org/10.3390/ma14133625