
Feasibility of Cobalt-Free Nanostructured WC Cutting Inserts for Machining of a TiC/Fe Composite

 ,
,  , , ,
, , ,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Cutting Inserts
- True Rake Angle γ = 0°;
- Side Frank Angle α = 6°;
- Side Cutting Edge Angle φ = 45°;
- End Cutting Edge Angle φ1 =45°;
- Cutting Edge Inclination Angle λ = 0°.
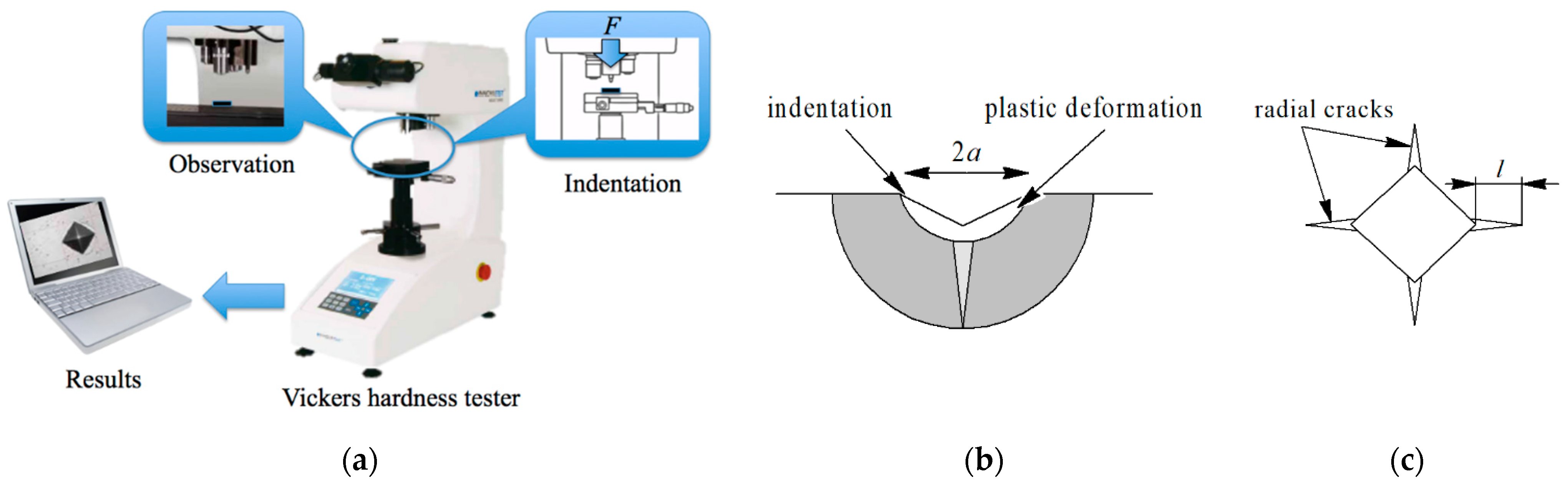
2.2. Sintered Material Properties Investigations
2.3. Cutting Tests
3. Results
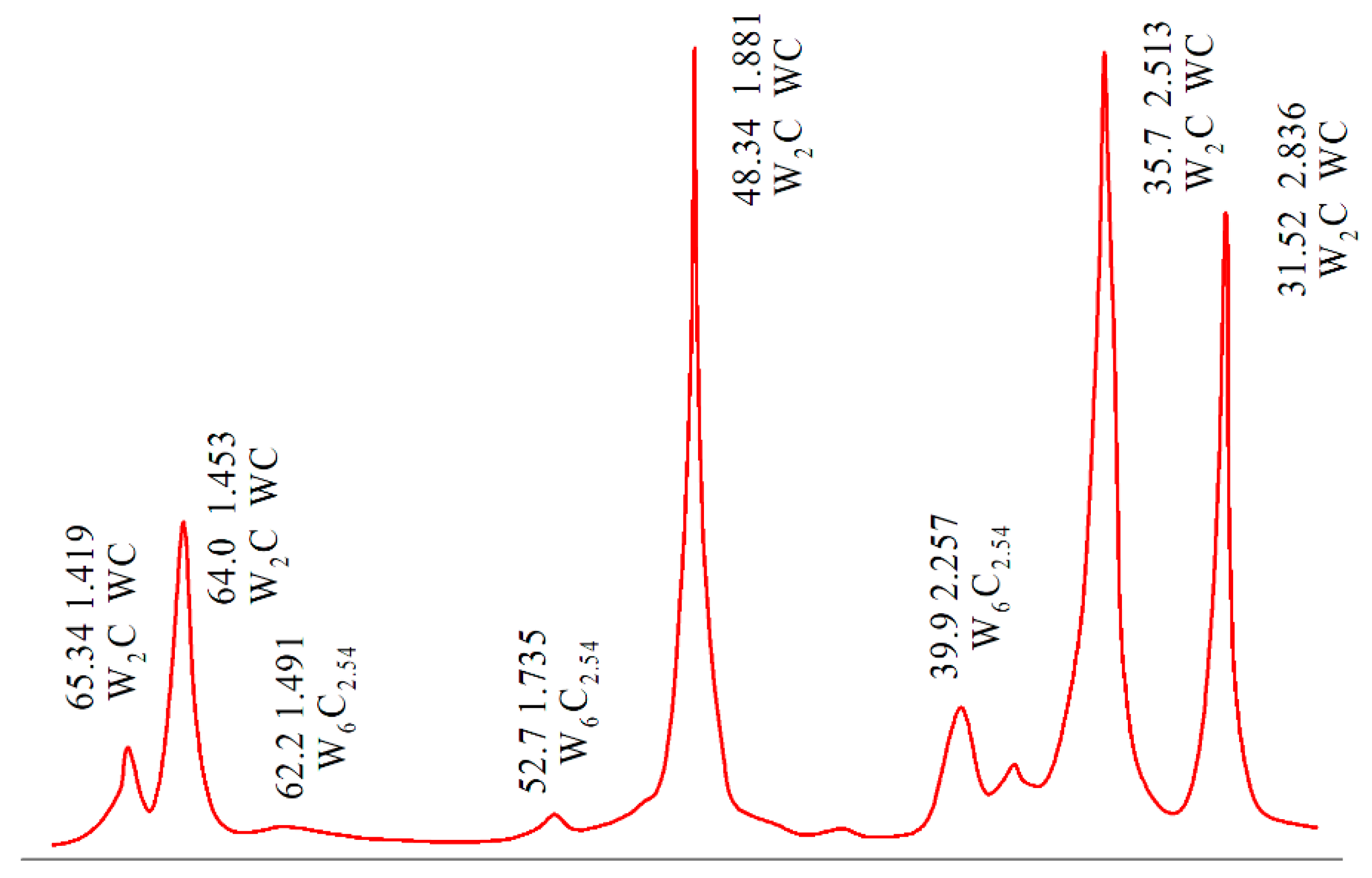
3.1. Phase Composition
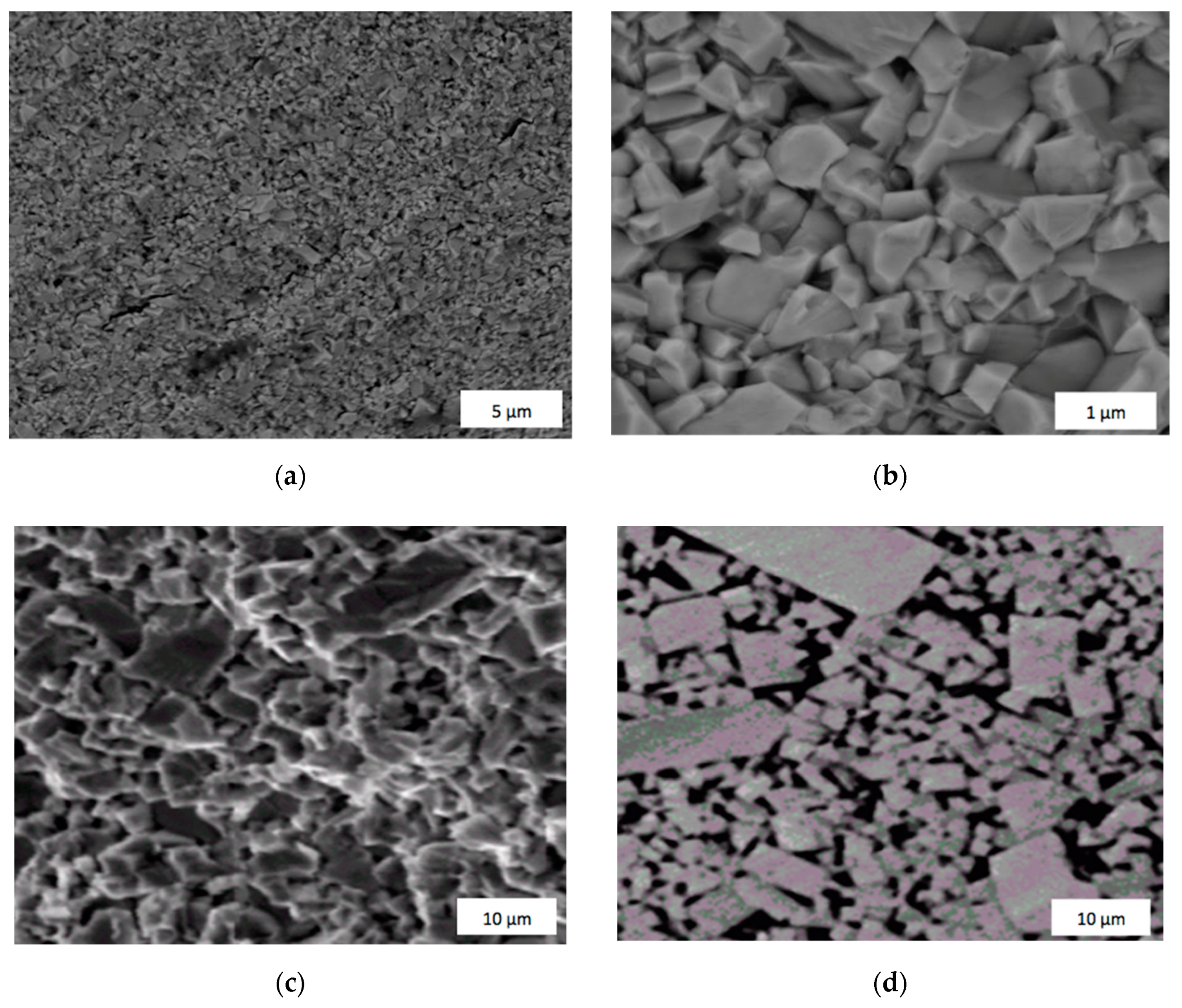
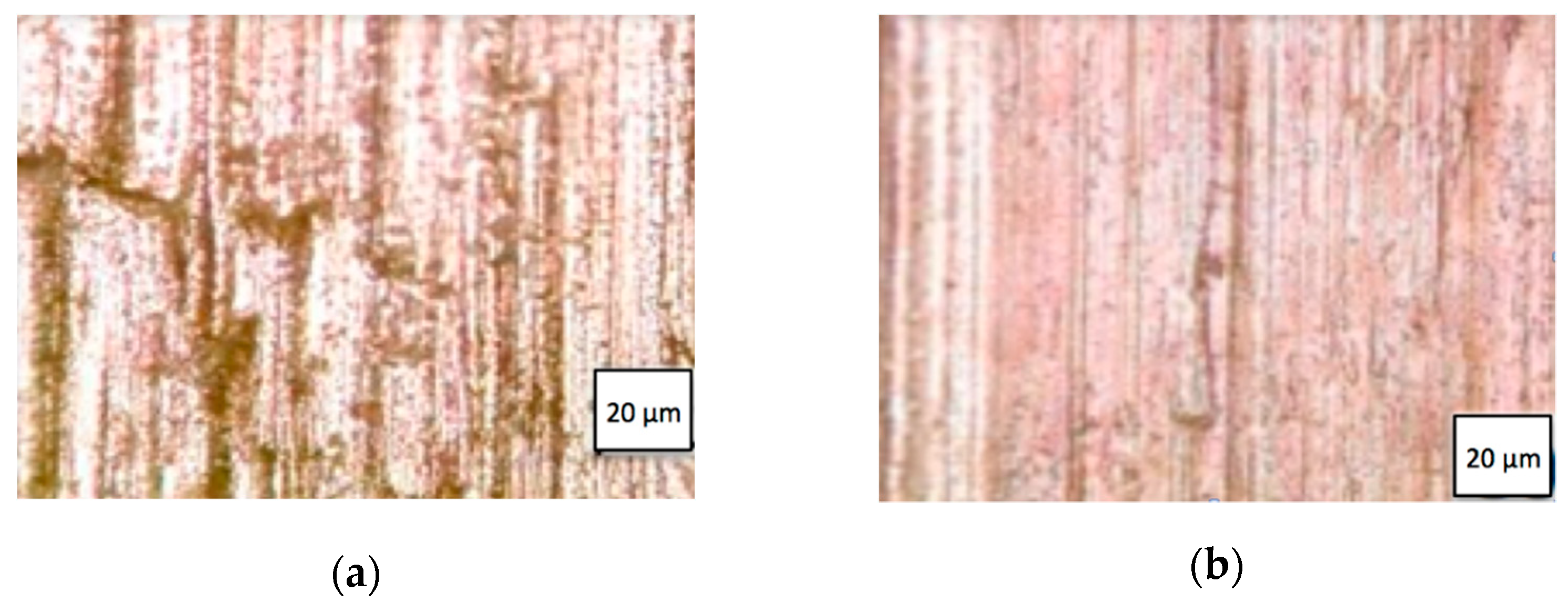
3.2. Microstructure
- First, before the temperature T1 = 300 °C is reached, the heating rate is kept at hr1 = 50 °C/min;
- Next, the heating rate is increased up to hr2 = 250 °C/min which is kept until the temperature T2 = 900 °C is reached;
- Then the temperature is kept unchanged at the level T2 = 900 °C for 2–3 min (densification process);
- Finally, the temperature is increased up to T3 = 1700 °C with a heating rate of hr3 = 500 °C/min (sintering process).
3.3. Mechanical Properties
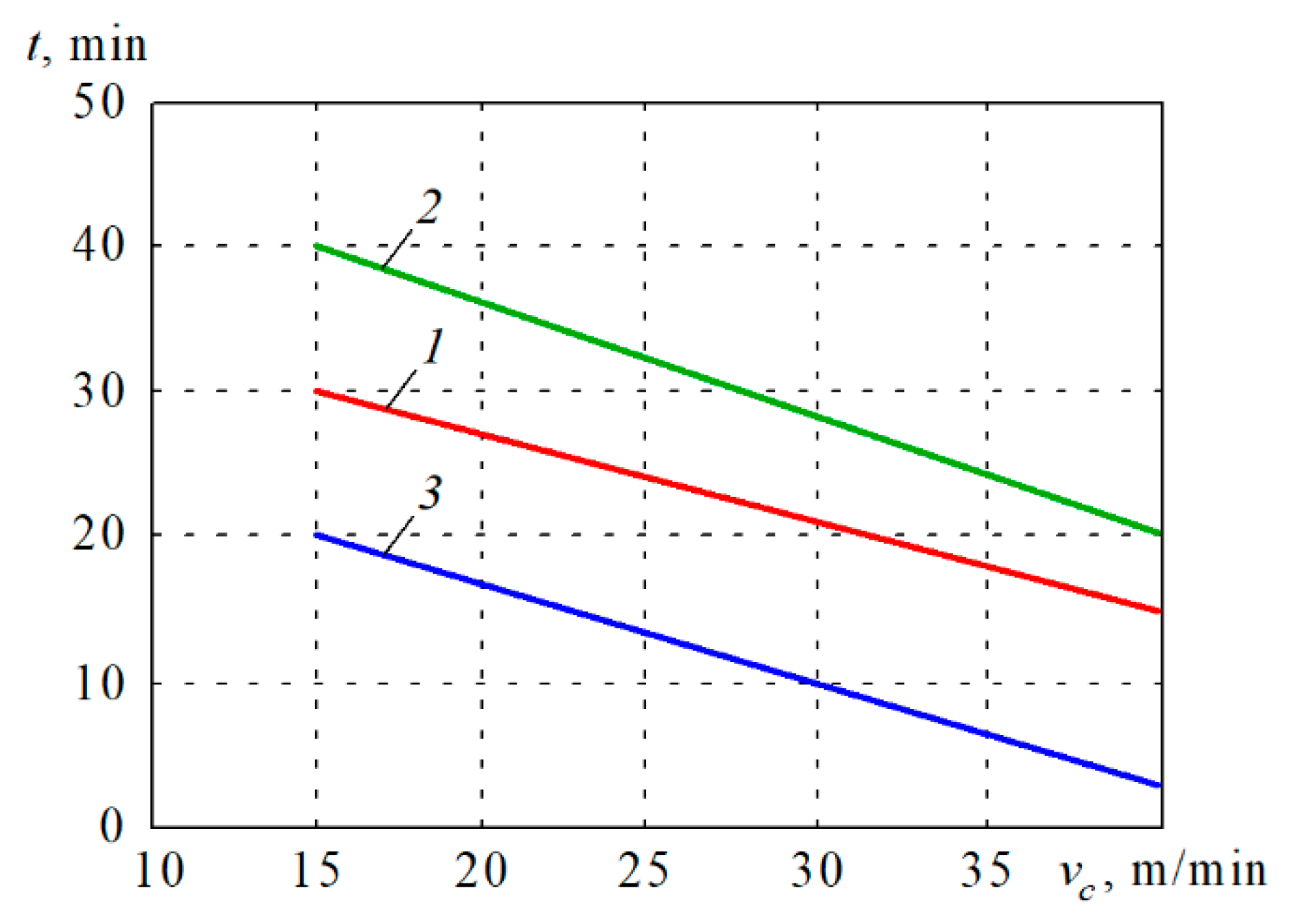
3.4. Cutting Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Malotová, Š.; Čep, R.; Kratochvíl, J.; Šajgalík, M.; Czán, A. Dependence of the Resistance of the Integrated Layers on the Wear of Ceramic Cutting Tool. Manuf. Technol. 2018, 18, 444–448. [Google Scholar] [CrossRef]
- Jadhav, P.; Kumar, S.; Bongale, A. Optimization of cutting forces by cryogenic treatment on tungsten carbide inserts during dry turning of the P 20 tool steel. Mater. Today Proc. 2020, 28, 2485–2493. [Google Scholar] [CrossRef]
- Muthuswamy, P.; Dinakaran, D. Evaluation of mechanical and metallurgical properties of cryo-treated tungsten carbide with 25% cobalt. Mater. Today Proc. 2021, 43, 3463–3469. [Google Scholar] [CrossRef]
- Mao, M.; Chen, W.; Liu, J.; Hu, Z.; Qin, C. Chemical mechanism of chemical mechanical polishing of tungsten cobalt cemented carbide inserts. Int. J. Refract. Met. Hard Mater. 2020, 88, 105179. [Google Scholar] [CrossRef]
- Chandrashekar, M.; Sreenivasa Prasad, K.V. The Effect of Cobalt on Wear behavior of Cemented Carbide cutting tools for machining of Titanium alloy. Mater. Today Proc. 2018, 5, 7678–7684. [Google Scholar] [CrossRef]
- Silvestroni, L.; Gilli, N.; Migliori, A.; Sciti, D.; Watts, J.; Hilmas, G.E.; Fahrenholtz, W.G. Binderless WC with high strength and toughness up to 1500 °C. J. Eur. Ceram. Soc. 2020, 40, 2287–2294. [Google Scholar] [CrossRef]
- Vornberger, A.; Pötschke, J.; Gestrich, T.; Herrmann, M.; Michaelis, A. Influence of microstructure on hardness and thermal conductivity of hardmetals. Int. J. Refract. Met. Hard Mater. 2020, 88, 105170. [Google Scholar] [CrossRef]
- Kornaus, K.; Rączka, M.; Gubernat, A.; Zientara, D. Pressureless sintering of binderless tungsten carbide. J. Eur. Ceram. Soc. 2017, 37, 4567–4576. [Google Scholar] [CrossRef]
- Tsai, K.M. The effect of consolidation parameters on the mechanical properties of binderless tungsten carbide. Int. J. Refract. Met. Hard Mater. 2011, 29, 188–201. [Google Scholar] [CrossRef]
- Ma, D.; Kou, Z.; Liu, Y.; Wang, Y.; Gao, Sh.; Luo, X.; Li, W.; Wang, Y.; Du, Y.; Lei, L. Sub-micron binderless tungsten carbide sintering behavior under high pressure and high temperature. Int. J. Refract. Met. Hard Mater. 2016, 54, 427–432. [Google Scholar] [CrossRef]
- Bulla, B.; Klocke, F.; Dambon, O. Analysis on ductile mode processing of binderless, nano crystalline tungsten carbide through ultra precision diamond turning. J. Mater. Process. Technol. 2012, 212, 1022–1029. [Google Scholar] [CrossRef]
- Kodash, V.Y.; Gevorkyan, E.S. Tungsten Carbide Cutting Tool Materials. U.S. Patent 6,617,271 B1 C04B35/36, 9 September 2003. [Google Scholar]
- Sun, J.; Zhao, J.; Huang, Zh.; Yan, K.; Shen, X.; Xing, J.; Gao, Y.; Jian, Y.; Yang, H.; Li, B. A Review on Binderless Tungsten Carbide: Development and Application. Nano-Micro Lett. 2020, 12, 13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gevorkyan, E.; Lavrynenko, S.; Rucki, M.; Siemiątkowski, Z.; Kislitsa, M. 2017 Preparation of nanostructured materials by electrical sintering. In Proceedings of the 7th International Conference on Mechanics and Materials in Design (M2D2017), Albufeira, Portugal, 11–15 June 2017; pp. 663–666. [Google Scholar]
- Wang, M.; Wang, Z.; Yang, Z.; Jin, J.; Ling, G.; Zong, Y. Sintering and Mechanical Properties of (SiC + TiCx)p/Fe Composites Synthesized from Ti3AlC2, SiC, and Fe Powders. Materials 2021, 14, 2453. [Google Scholar] [CrossRef]
- Pagounis, E.; Lindroos, V.K. Processing and properties of particulate reinforced steel matrix composites. Mater. Sci. Eng. A 1998, 246, 221–234. [Google Scholar] [CrossRef]
- Hasanov, O.L.; Strutz, V.K.; Sokolov, V.M.; Polisadova, V.V.; Dvilis, E.S.; Bikbaeva, Z.G. Measurement Methods for Microhardness and Fracture Toughness of Nanostructural Ceramics; Tomsk Technical University: Tomsk, Russia, 2011; pp. 35–87. (In Russian) [Google Scholar]
- Huang, L.; Pan, Y.; Zhang, J.; Liu, A.; Du, Y.; Luo, F. Densification, microstructure and mechanical performance of TiC/Fe composites by spark plasma sintering. J. Mater. Res. Technol. 2020, 9, 6116–6124. [Google Scholar] [CrossRef]
- Brown, I.W.M.; Owers, W.R. Fabrication, microstructure and properties of Fe–TiC ceramic–metal composites. Curr. Appl. Phys. 2004, 4, 171–174. [Google Scholar] [CrossRef]
- Gevorkyan, E.; Prikhna, T.; Vovk, R.; Rucki, M.; Siemiatkowski, Z.; Kucharczyk, W.; Chishkala, V.; Chałko, L. Sintered nanocomposites ZrO2-WC obtained with field assisted hot pressing. Compos. Struct. 2021, 259, 113443. [Google Scholar] [CrossRef]
- PN-EN 10273:2016 Standard, Hot Rolled Weldable Steel Bars for Pressure Purposes with Specified Elevated Temperature Properties; European Committee for Standardization: Brussels, Belgium, 2016.
- Nino, A.; Takahashi, K.; Sugiyama, S.; Taimatsu, H. Effects of Carbon Addition on Microstructures and Mechanical Properties of Binderless Tungsten Carbide. Mater. Trans. 2012, 53, 1475–1480. [Google Scholar] [CrossRef] [Green Version]
- Gevorkyan, E.; Rucki, M.; Panchenko, S.; Morozow, D.; Siemiatkowski, Z.; Zurowski, W.; Gutsalenko, Y. Cutting performance of nanostructured WC (nWC) inserts without cobalt bonds. In Proceedings of the euspen’s 21st International Conference & Exhibition, Copenhagen, Danemark, 1–10 June 2021; 21132. [Google Scholar]
- Filippov, P.; Kaufeld, M.; Ebner, M.; Koch, U. Investigation of the Effect of End Mill-Geometry on Roughness and Surface Strain-Hardening of Aluminum Alloy AA6082. Materials 2020, 13, 3078. [Google Scholar] [CrossRef]
- Zlamal, T.; Malotova, S.; Szotkowski, T.; Cep, R.; Marinescu, I.D. The geometry of grooving tool and its influence on dynamic load system for turning. Transp. Res. Procedia 2019, 40, 602–609. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Brinksmeier, E.; M’Saoubi, R.; Aspinwall, D.K.; Outeiro, J.C.; Meyerb, D.; Umbrello, D.; Jayal, A.D. Surface integrity in material removal processes: Recent advances. CIRP Ann. Manuf. Technol. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Puerto, P.; Fernández, R.; Madariaga, J.; Arana, J.; Gallego, I. Evolution of Surface Roughness in Grinding and its Relationship with the Dressing Parameters and the Radial Wear. Procedia Eng. 2013, 63, 174–182. [Google Scholar] [CrossRef] [Green Version]
- Bian, R.; Ding, W.; Liu, S.; He, N. Research on High Performance Milling of Engineering Ceramics from the Perspective of Cutting Variables Setting. Materials 2019, 12, 122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, W.; Wang, S.; Lu, Y.; Xia, Z. Tribological Performance of Microhole-Textured Carbide Tool Filled with CaF2. Materials 2018, 11, 1643. [Google Scholar] [CrossRef] [Green Version]
- Chuvil’deev, V.N.; Blagoveshchenskiy, Y.V.; Nokhrin, A.V.; Boldin, M.S.; Sakharov, N.V.; Isaeva, N.V.; Shotin, S.V.; Belkin, O.A.; Popov, A.A.; Smirnova, E.S.; et al. Spark plasma sintering of tungsten carbide nanopowders obtained through DC arc plasma synthesis. J. Alloys Compd. 2017, 708, 547–561. [Google Scholar] [CrossRef]
- Lantsev, E.; Malekhonova, N.; Nokhrin, A.; Chuvil’deev, V.; Boldin, M.; Blagoveshchenskiy, Yu.; Andreev, P.; Smetanina, K.; Isaeva, N.; Shotin, S. Influence of oxygen on densification kinetics of WC nanopowders during SPS. Ceram. Int. 2021, 47, 4294–4309. [Google Scholar] [CrossRef]
- Bragov, A.M.; Igumnov, L.A.; Konstantinov, A.Y.; Lomunov, A.K.; Rusin, E.E.; Eremeyev, V.A. Experimental analysis of wear resistance of compacts of fine-dispersed iron powder and tungsten monocarbide nanopowder produced by impulse pressing. Wear 2020, 456–457, 203358. [Google Scholar] [CrossRef]
- Poetschke, J.; Richter, V.; Gestrich, T.; Michaelis, A. Grain growth during sintering of tungsten carbide ceramics. Int. J. Refract. Met. Hard Mater. 2014, 43, 309–316. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Wang, X.; Ryu, T.; Hwang, K.S.; Sohn, H.Y. Synthesis, sintering, and mechanical properties of nanocrystalline cemented tungsten carbide—A review. Int. J. Refract. Met. Hard Mater. 2009, 27, 288–299. [Google Scholar] [CrossRef]
- Gevorkyan, E.S.; Rucki, M.; Chishkala, V.A.; Kislitsa, M.V.; Siemiatkowski, Z.; Morozow, D. Hot pressing of tungsten monocarbide nanopowder mixtures by electroconsolidation method. J. Mach. Constr. Maint. 2019, 113, 67–73. [Google Scholar]
- Raychenko, A.I. Some peculiarities of electrical sintering of the powders. Powder Metall. 1979, 8, 27–31. (In Russian) [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Main Compounds |
|---|---|
| TiC/Fe composite | TiC (45%) and Fe (55%) |
| 13CrMo4 [21] | C (0.8–0.18%), Si (max. 0.35%), Mn (0.4–1%), Cr (0.7–1.15%), Mo (0.4–0.6%), Cu (max. 0.3%) other (<0.1%), and Fe |
| WC Sintered Samples | Sintering Parameters | Relative Density, % | Grain Size, Μm | Hardness HV10, Gpa | Fracture Toughness KIC, Mpa∙M1/2 | |
|---|---|---|---|---|---|---|
| Temperature, °C | Time, Min | |||||
| Sample #1 | 1630 | 1 | 98.7 | 0.5 | 24.3 ± 0.5 | 9.1 ± 0.5 |
| Sample #2 | 1750 | 20 | 99.1 | 2.1 | 20.3 ± 0.5 | 8.2 ± 0.5 |
| Sample #3 | 1800 | 20 | 99.8 | 5.5 | 18.4 ± 0.5 | 7.6 ± 0.5 |
| WolCar (nWC) | 1750 | 1 | 99.2 | 0.1 | 26.4 ± 0.5 | 8.5 ± 0.5 |
| BK8 | 1450 | 60 | 99.0 | 3–4 | 16 ± 0.5 | 12 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gevorkyan, E.; Rucki, M.; Sałaciński, T.; Siemiątkowski, Z.; Nerubatskyi, V.; Kucharczyk, W.; Chrzanowski, J.; Gutsalenko, Y.; Nejman, M. Feasibility of Cobalt-Free Nanostructured WC Cutting Inserts for Machining of a TiC/Fe Composite. Materials 2021, 14, 3432. https://doi.org/10.3390/ma14123432
Gevorkyan E, Rucki M, Sałaciński T, Siemiątkowski Z, Nerubatskyi V, Kucharczyk W, Chrzanowski J, Gutsalenko Y, Nejman M. Feasibility of Cobalt-Free Nanostructured WC Cutting Inserts for Machining of a TiC/Fe Composite. Materials. 2021; 14(12):3432. https://doi.org/10.3390/ma14123432
Chicago/Turabian StyleGevorkyan, Edwin, Mirosław Rucki, Tadeusz Sałaciński, Zbigniew Siemiątkowski, Volodymyr Nerubatskyi, Wojciech Kucharczyk, Jarosław Chrzanowski, Yuriy Gutsalenko, and Mirosław Nejman. 2021. "Feasibility of Cobalt-Free Nanostructured WC Cutting Inserts for Machining of a TiC/Fe Composite" Materials 14, no. 12: 3432. https://doi.org/10.3390/ma14123432