
Microstructure and Mechanical Properties of Modern 11%Cr Heat-Resistant Steel Weld Joints

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Filler Metal for Welding
4. Results and Discussion
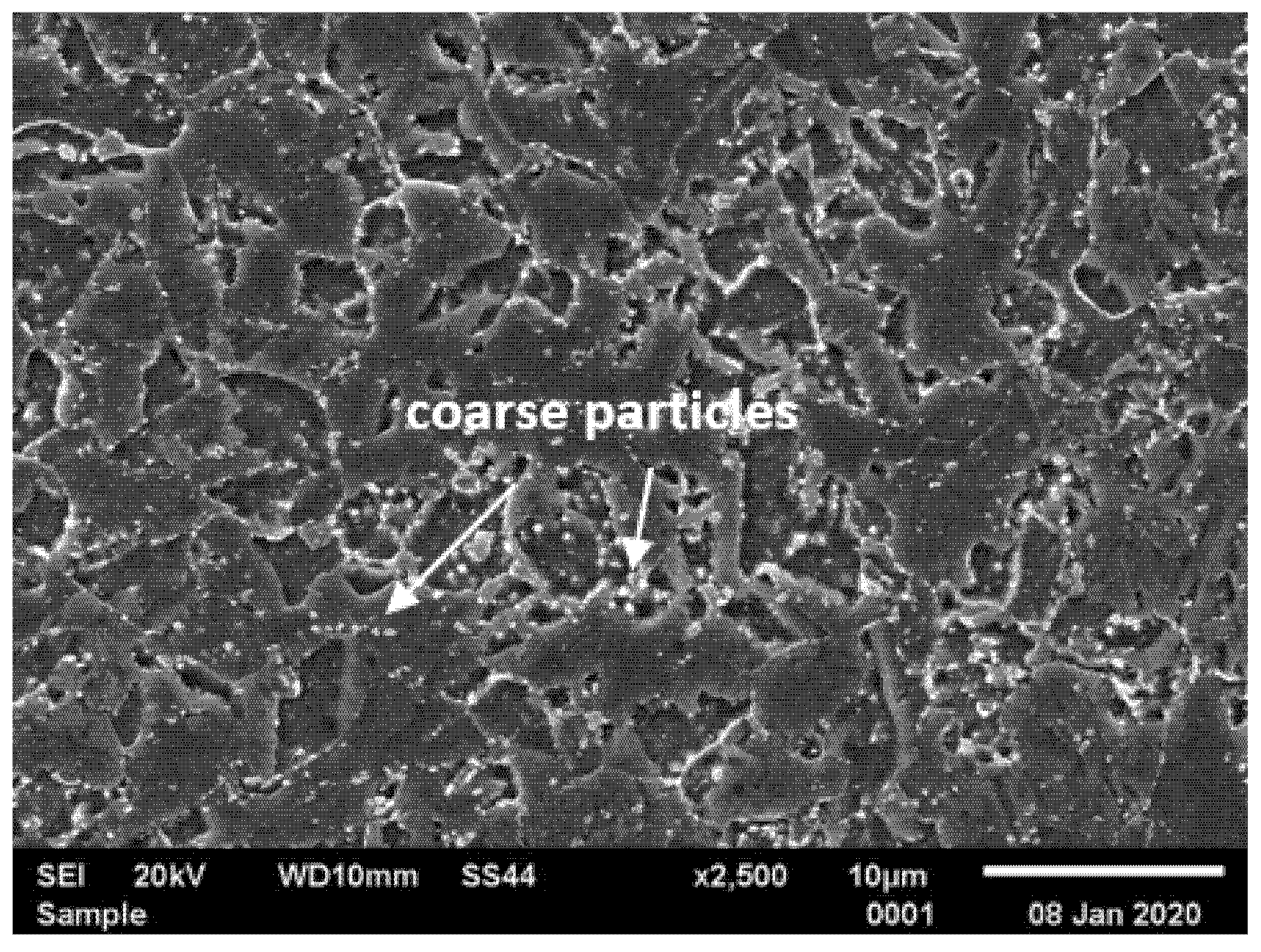
4.1. Microstructure of T155 in Initial Condition
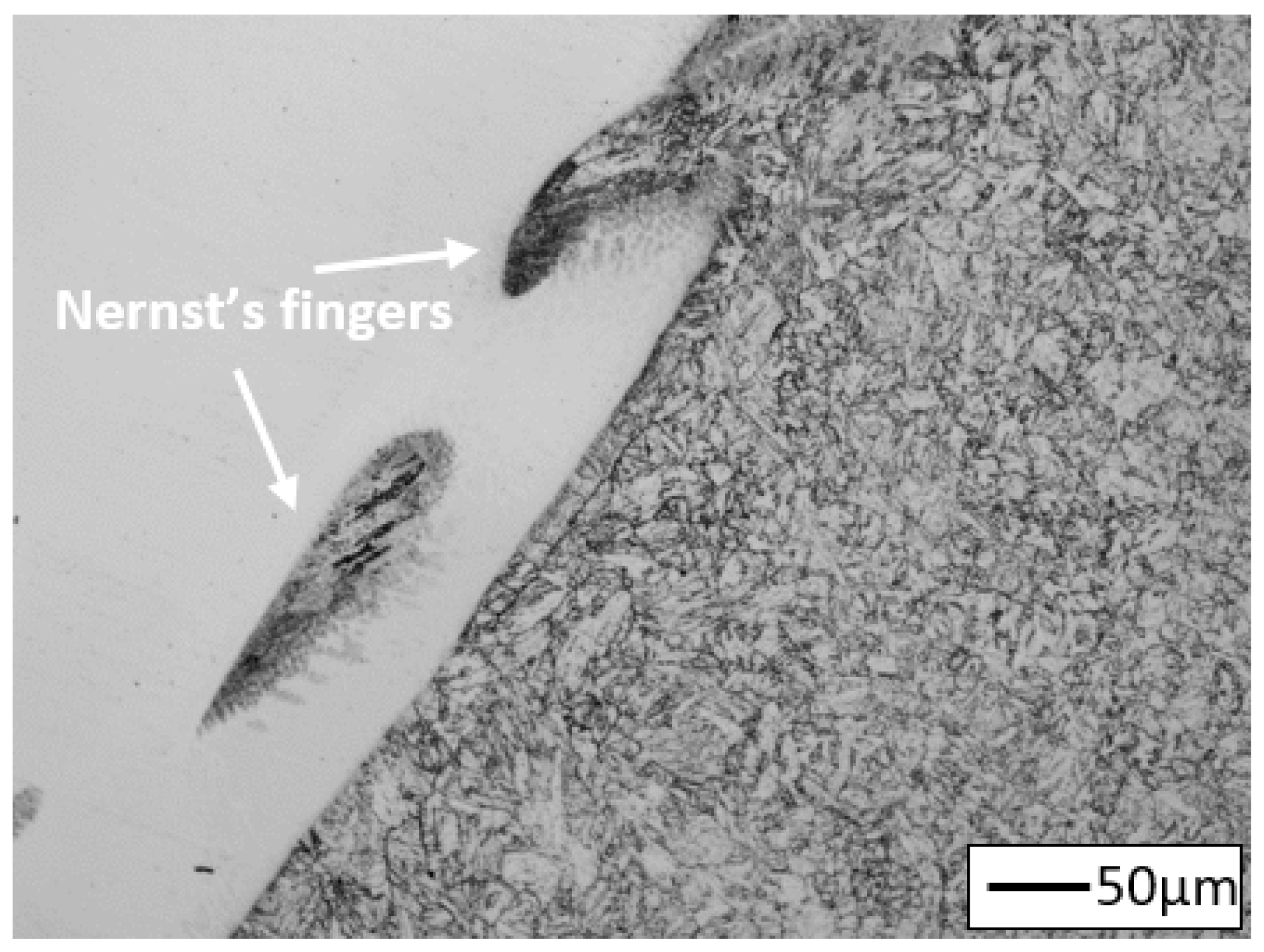
4.2. Microstructure of T155 Heat-Affected Zone of Welded Joints
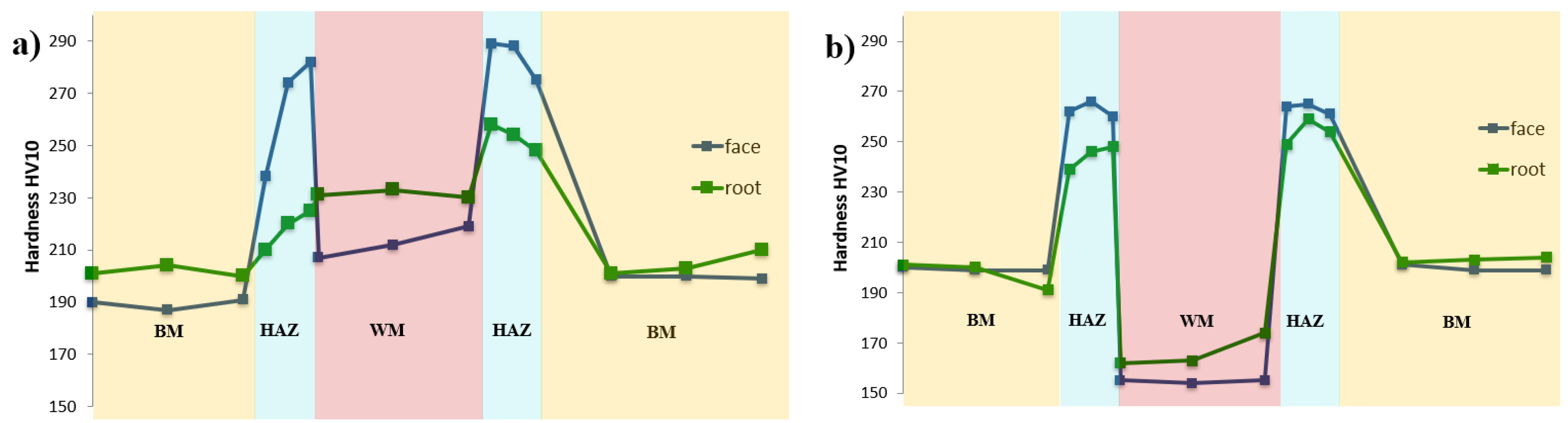
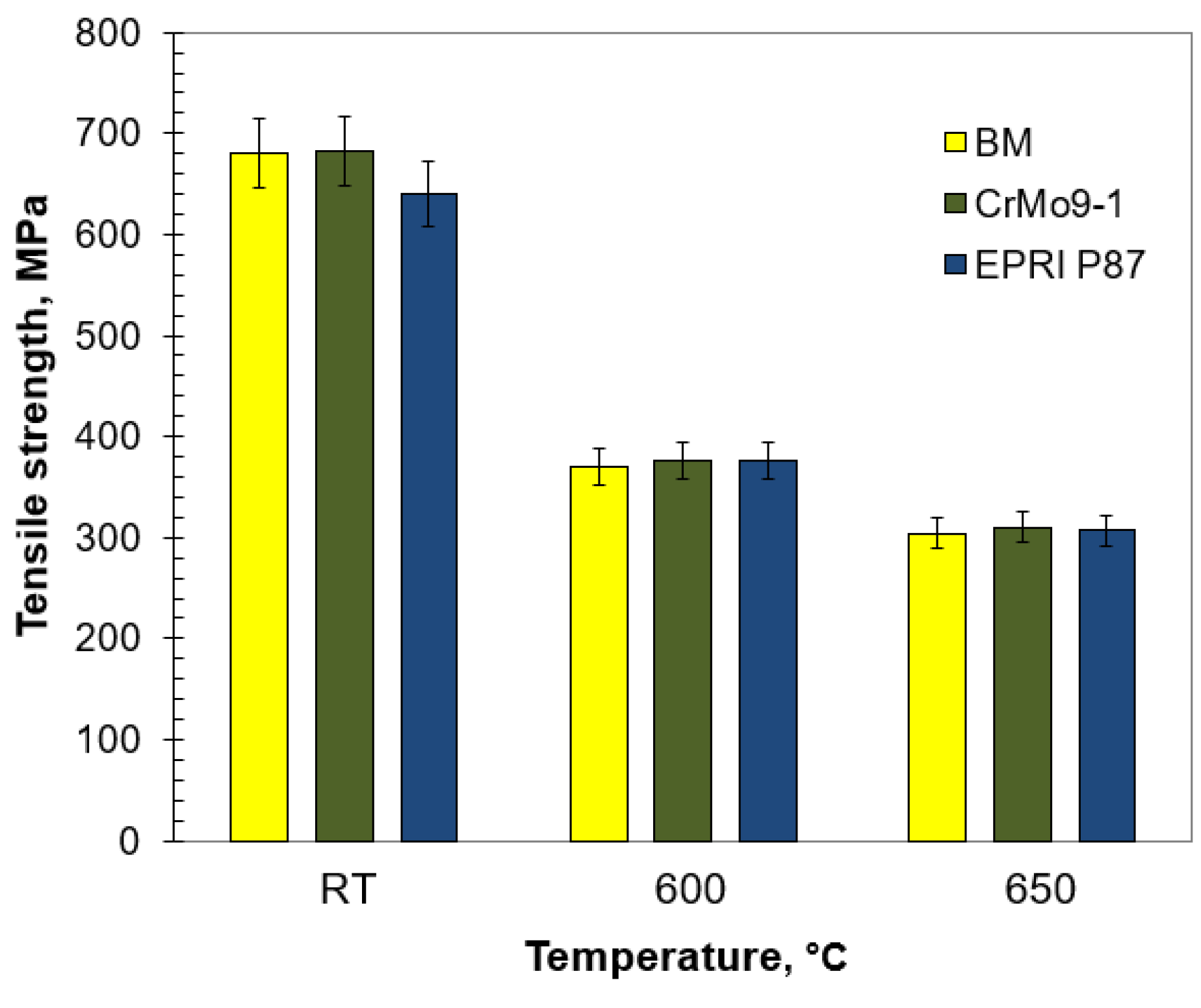
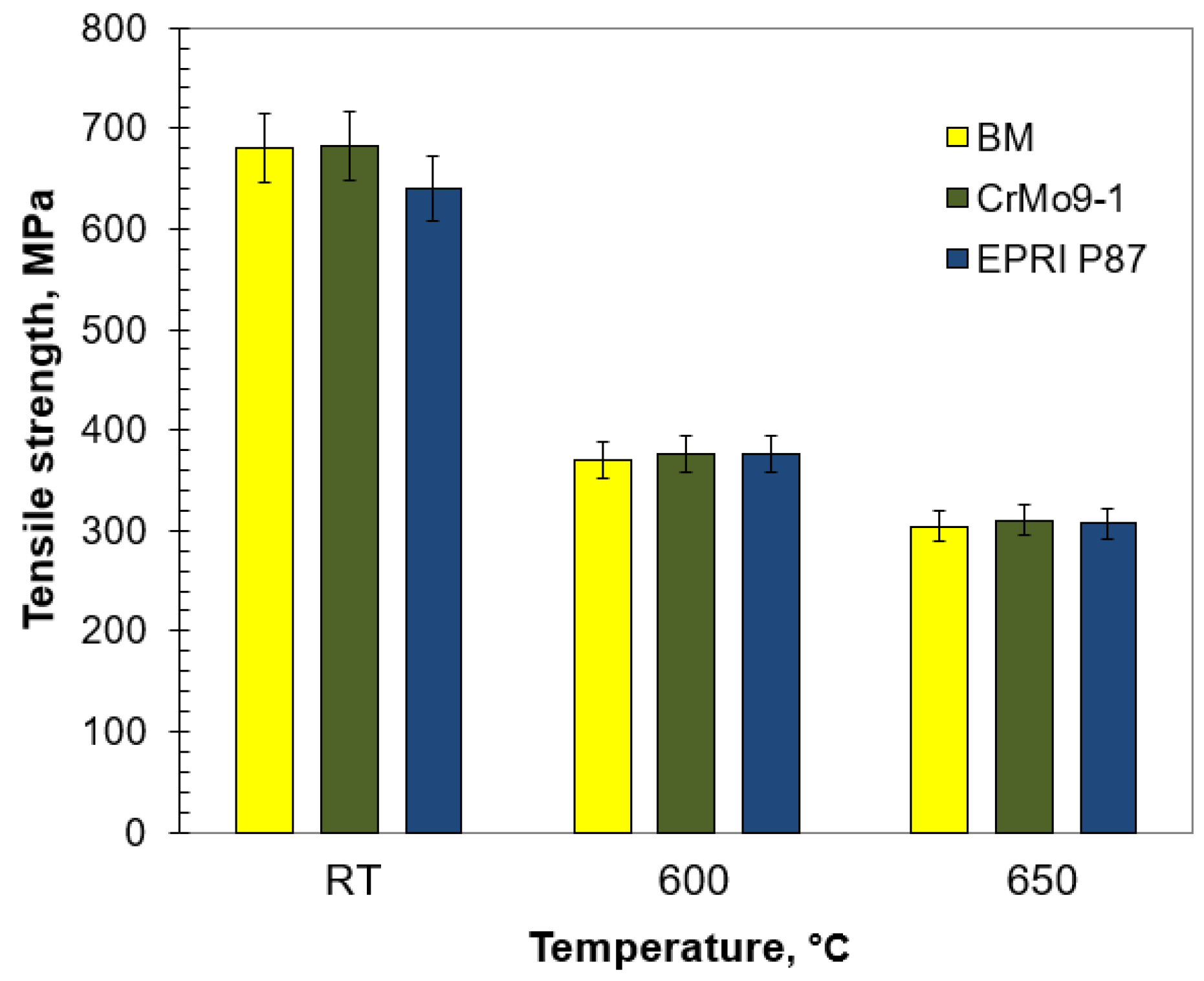
4.3. Mechanical Properties of Test Joints
5. Conclusions
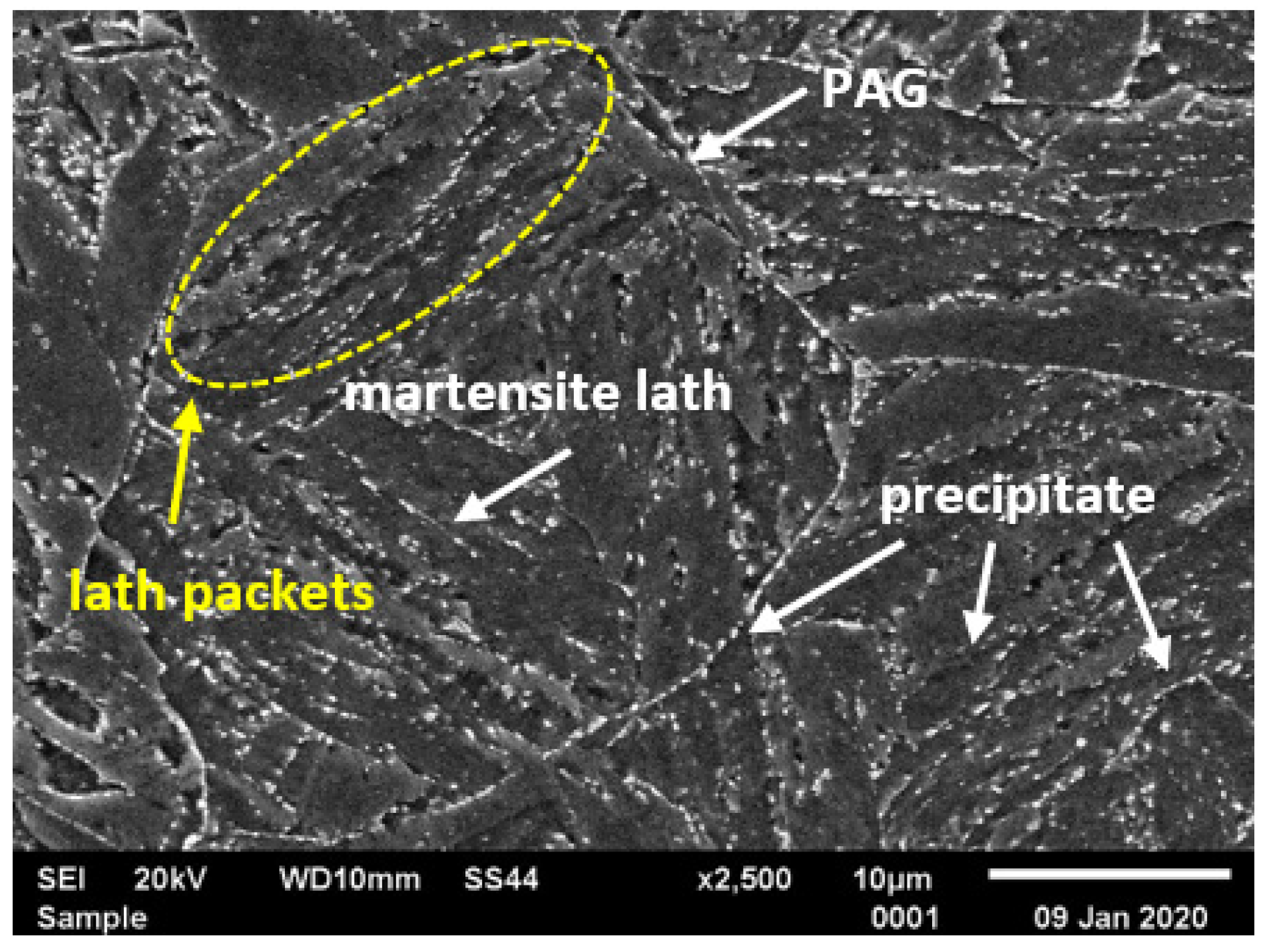
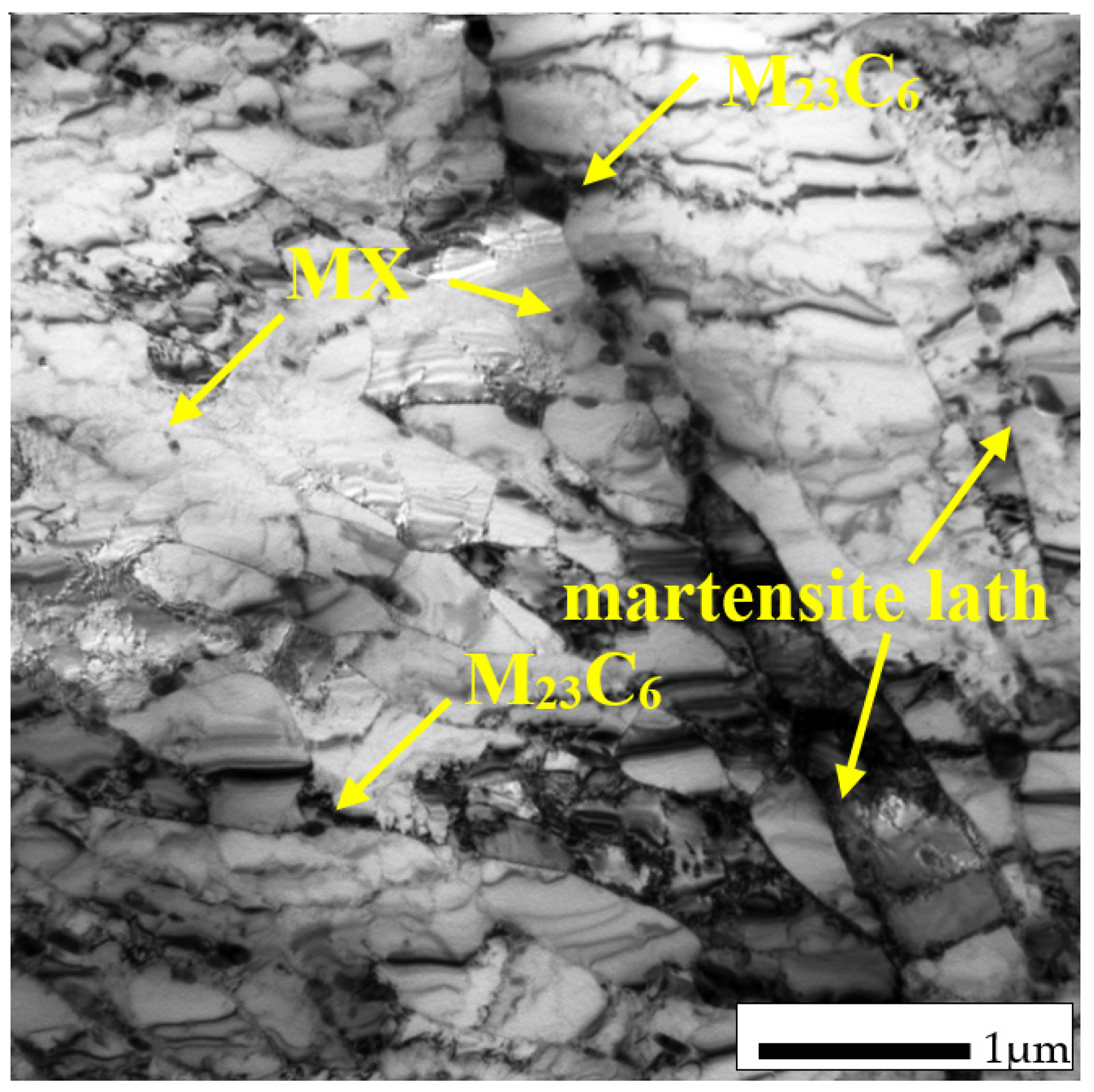
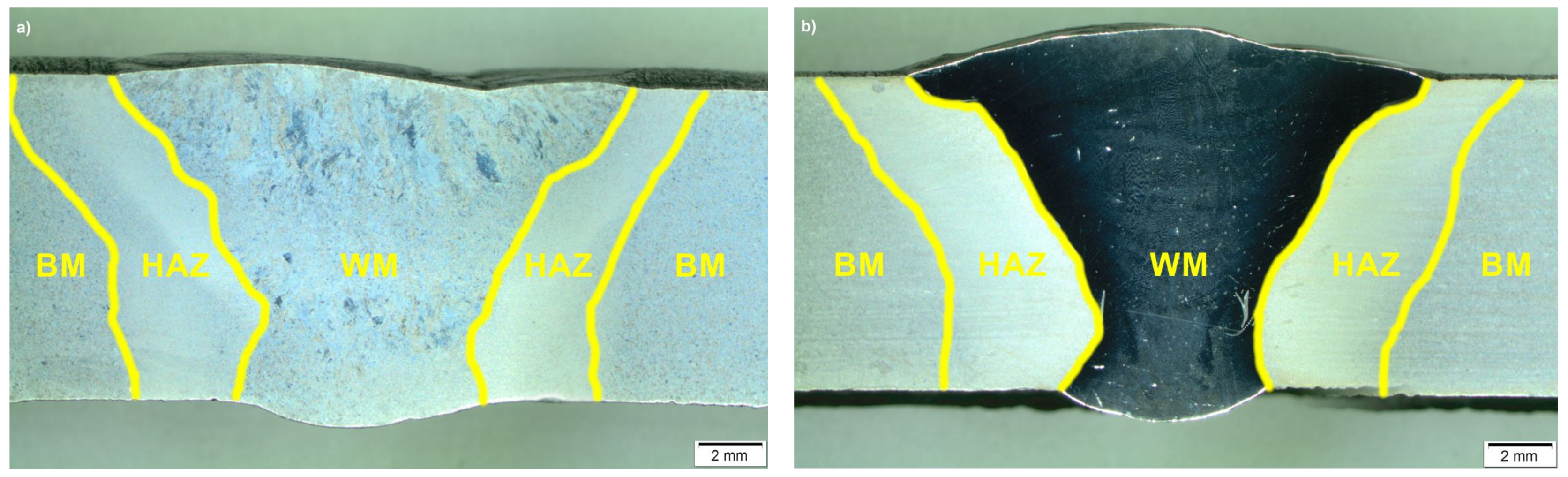
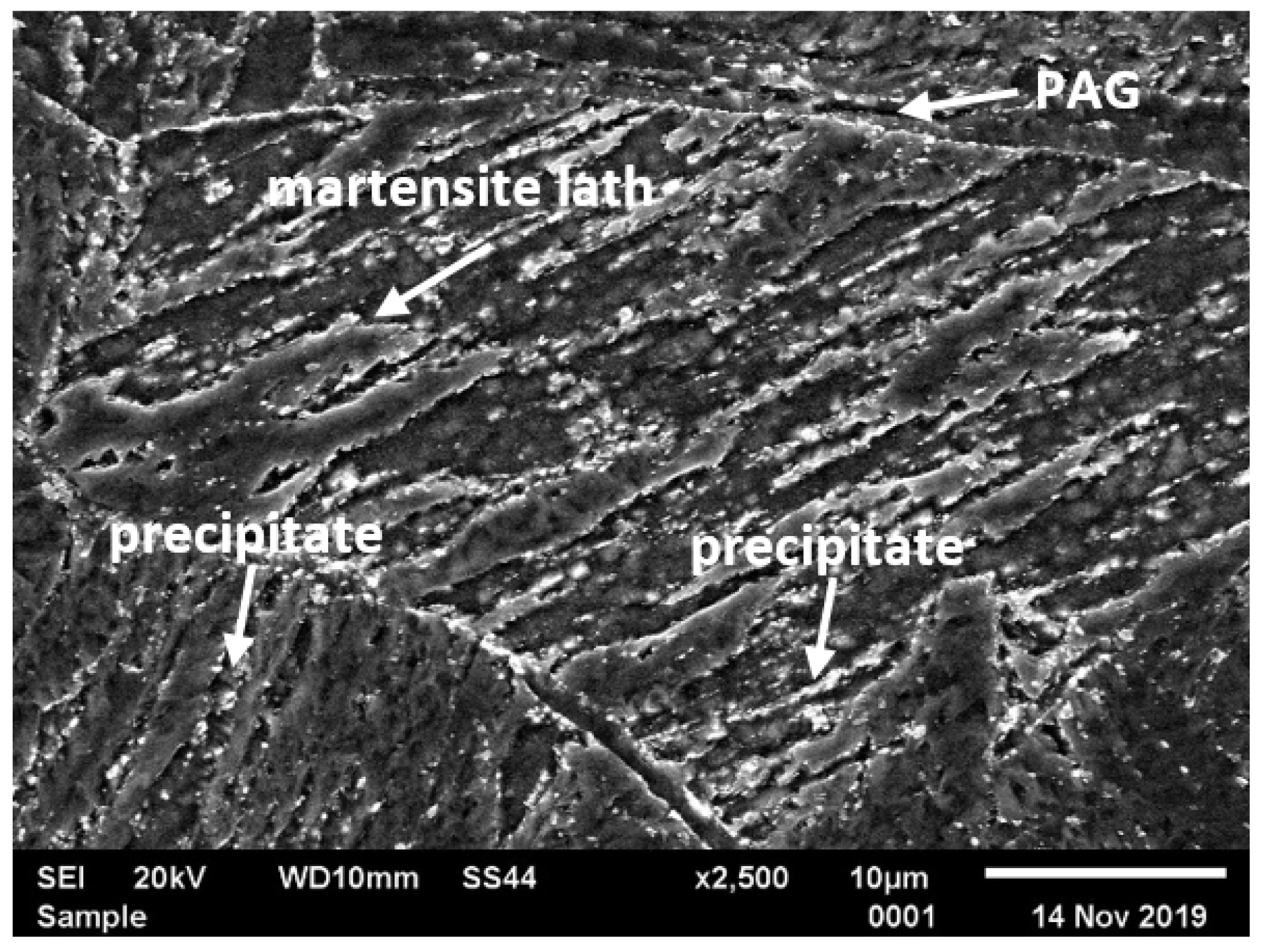
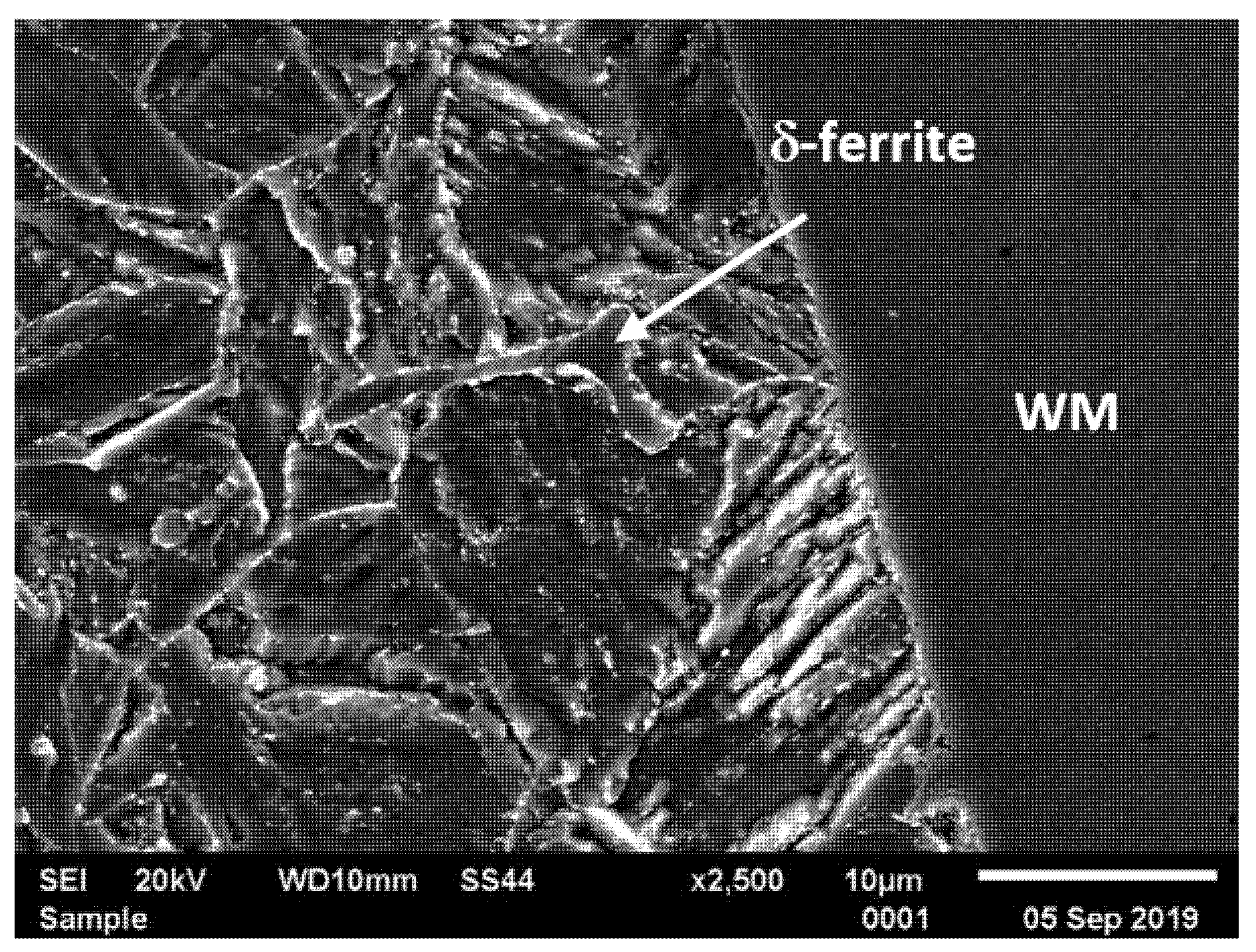
- Microstructure of HAZs in the analysed joints is typical of this group of steels. It was shown that the HAZ of joint No. 1 had a homogeneous tempered martensite microstructure without presence of the δ-ferrite, whereas the δ-ferrite patch was observed in the vicinity of the fusion line of CGHAZ in joint No. 2.
- The presence of the δ-ferrite in CGHAZ of joint No. 2 had a slight influence on the tensile strength and hardness of the analysed joints and a significant effect on the impact energy of the HAZ.
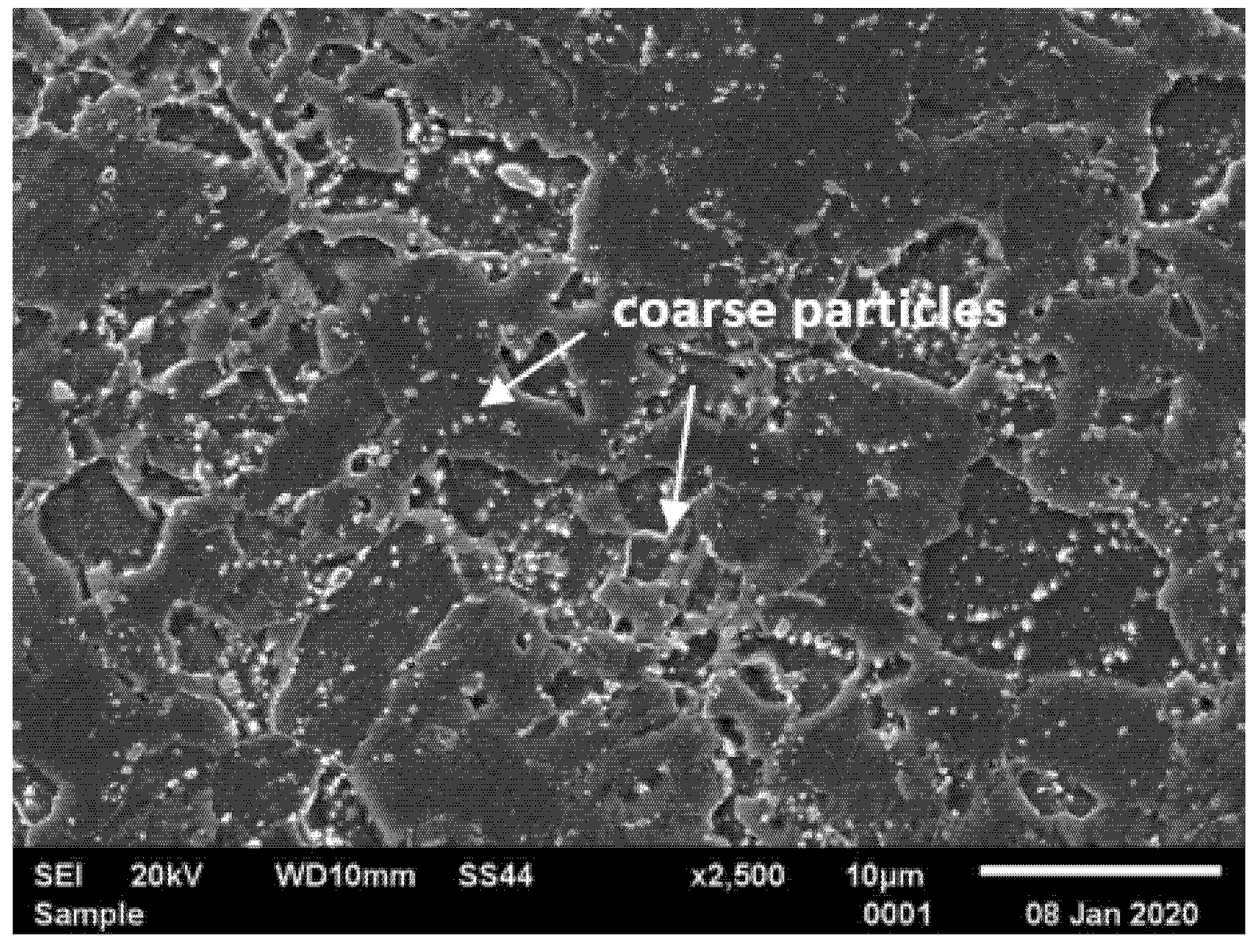
- In both of the analysed joints, the presence of the FGHAZ/ICHAZ with significant microstructure degradation was revealed, which was reflected in the minimum microhardness compared to the other areas of the joint.
- Mechanical testing of the sample Thor 115 steel joints welded with both filler materials (CrMo91 and EPRI P87) confirmed good strength properties and good resistance to dynamic loads.
- The results obtained from investigations confirmed a high quality of the joints, good weldability of T115 steel and demonstrated that the filler metals used met the strength and quality requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Golański, G.; Kolan, C.; Jasak, J. Degradation of the microstructure and mechanical properties of high-chromium steels used in the power industry. In Creep; Tański, T., Sroka, M., Zieliński, A., Eds.; InTech: Rijeka, Croatia, 2017; pp. 93–112. [Google Scholar]
- Zieliński, A.; Dobrzański, J.; Purzyńska, H.; Golański, G. Properties, structure and creep resistance of austenitic steel Super 304H. Mater. Test. 2015, 57, 859–865. [Google Scholar] [CrossRef]
- Danielsen, H.K.; Hald, J. Behaviour of Z phase in 9–12%Cr steels. Energy Mater. 2006, 1, 49–57. [Google Scholar] [CrossRef]
- Abe, F. New martensitic steels. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 323–374. [Google Scholar]
- Gao, Y.; Zhang, C.; Xiong, X.; Zheng, Z.; Zhu, M. Intergranular corrosion susceptibility of a novel Super304H stainless steel. Eng. Fail. Anal. 2012, 24, 26–32. [Google Scholar] [CrossRef]
- Lee, H.; Jung, J.; Kim, D.; Yoo, K. Failure analysis on welded joints of 347H austenitic boiler tubes. Eng. Fail. Anal. 2015, 57, 413–422. [Google Scholar] [CrossRef]
- Ortolani, M.; D’Incau, M.; Ciancio, R.; Scardi, P. Microstructural evolution of Thor115 creep-strength enhanced ferritic steel. Metall. Mat. Trans. A 2017, 48, 6111–6117. [Google Scholar] [CrossRef] [Green Version]
- Golański, G.; Jasak, J.; Słania, J. Microstructure, properties and welding of T24 steel–critical review. Kovove Mater. 2014, 52, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Urzynicok, M.; Kwieciński, K. Bending and welding of new high oxidation metal–Thor155. Mater. Sci. Forum 2021, 1016, 1515–1525. [Google Scholar] [CrossRef]
- Golański, G.; Merda, A.; Klimaszewska, K.; Urzynicok, M.; Słania, J. Microstructure and mechanical properties of welded joints of Thor 115. Arch. Metall. Mater. 2020, 65, 743–748. [Google Scholar]
- PN-EN ISO 5817:2014-05; Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections; Polish Committee for Standardization: Warsaw, Poland, 2014.
- PN-EN ISO 9015-1:2011; Destructive Tests on Welds in Metallic Materials—Hardness Testing—Part 1: Hardness Test on Arc Welded Joints; Polish Committee for Standardization: Warsaw, Poland, 2011.
- PN-EN ISO 6507-1:2018-05; Metallic Materials—Vickers Hardness Test—Part 1: Test Method; Polish Committee for Standardization: Warsaw, Poland, 2018.
- PN-EN ISO 9015-2:2016-04; Destructive Tests on Welds in Metallic Materials—Hardness Testing—Part 2: Microhardness Testing of Welded Joints; Polish Committee for Standardization: Warsaw, Poland, 2016.
- PN-EN ISO 6892-1:2020-05; Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature; Polish Committee for Standardization: Warsaw, Poland, 2020.
- PN-EN ISO 6892-2:2018-08; Metallic Materials-Tensile Testing-Part 2: Method of Test at Elevated Temperature; Polish Committee for Standardization: Warsaw, Poland, 2018.
- PN-EN ISO 4136:2013-05; Destructive Tests on Welds in Metallic Materials-Transverse Tensile Test; Polish Committee for Standardization: Warsaw, Poland, 2013.
- PN-EN ISO 9016:2013-05; Destructive Tests on Welds in Metallic Materials-Impact Tests-Test Specimen Location, Notch Orientation and Examination; Polish Committee for Standardization: Warsaw, Poland, 2013.
- PN EN ISO 148-1:2010-12; Metallic Materials-Charpy Pendulum Impact Test-Part 1: Test Method; Polish Committee for Standardization: Warsaw, Poland, 2010.
- Kim, N.; Kang, Y.; Bang, J.; Song, S.; Seo, S.M.; Kang, C.-Y.; Kang, N. Effect of postweld heat treatment on type IV creep failure in intercritical heat-affected zone of 10% Cr martensitic steel welded with Haynes 282 filler. Metals 2021, 11, 726. [Google Scholar] [CrossRef]
- Huysmans, S.; Vekeman, J.; Hautfenne, C. Dissimilar metal welds between 9Cr creep strength enhanced ferritic steel and advanced stainless steels–creep rupture test results and microstructural investigations. Weld World 2017, 61, 341–350. [Google Scholar] [CrossRef]
- David, S.A.; Siefert, J.A.; Feng, Z. Welding and weldability of candidate ferritic alloys for future advanced ultrasupercritical fossil power plants. Sci. Technol. Weld. Join. 2013, 18, 631–651. [Google Scholar] [CrossRef]
- Panait, C.G.; Zielińska-Lipiec, A.; Kozieł, T.; Czyrska-Filemonowicz, A.; Gourgues-Lorenzon, A.F.; Bendick, W. Evolution of dislocation density, size of subgrains and MX-type precipitates in a P91 steel during creep and during thermal ageing at 600 °C for more than 100,000 h. Mat. Sci. Eng. A-Struct. 2010, 527, 4062–4069. [Google Scholar] [CrossRef] [Green Version]
- Golański, G.; Zielińska-Lipiec, A.; Zieliński, A.; Sroka, M. Effect of long-term on microstructure and mechanical properties of martensitic 9%Cr steel. J. Mater. Eng. Perform. 2017, 26, 1101–1107. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.G.; Noble, F.W.; Eyre, B.L. Comparison of effects of aging on fracture of 9Cr–1Mo and 2.25Cr–1Mo steel Part 1 Quenched and tempered material. Mater. Sci. Tech-Lond. 1991, 7, 218–223. [Google Scholar] [CrossRef]
- Kadoya, Y.; Dyson, B.F.; McLean, M. Microstructural stability during creep of Mo- or W-bearing 12Cr steels. Metall. Mater. Trans. A 2002, 33, 2549–2557. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Chen, R.P.; Maruyama, K.; Yoshizawa, M.; Igarashi, M. Static recovery of tempered lath martensite microstructures during long-term aging in 9-12%Cr heat resistant steels. Mater. Lett. 2009, 63, 2423–2425. [Google Scholar] [CrossRef]
- Golański, G.; Zielińska–Lipiec, A.; Mroziński, S.; Kolan, C. Microstructural evolution of aged heat resistant cast steel following strain controlled fatigue. Mat. Sci. Eng. A-Struct. 2015, 627, 106–110. [Google Scholar] [CrossRef]
- Mayr, P.; Cerjak, H. The impact of welding on the creep properties of advanced 9-12%Cr steels. Trans. Indian Inst. Met. 2010, 63, 131–136. [Google Scholar] [CrossRef]
- Brykov, M.N.; Petryshynets, I.; Džupon, M.; Kalinin, Y.A.; Efremenko, V.G.; Makarenko, N.A.; Pimenov, D.Y.; Kováč, F. Microstructure and properties of heat affected zone in high-carbon steel after welding with fast cooling in water. Materials 2020, 13, 5059. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Sainia, N. Dissimilar joining of CSEF steels using autogenous tungsten-inert gas welding and gas tungsten arc welding and their effect on δ-ferrite evolution and mechanical properties. J. Manuf. Process. 2018, 31, 247–259. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Daniel, F.; Adhithan, B. Softening mechanism of P91 steel weldments using heat treatments. Arch. Civ. Mech. Eng. 2019, 19, 297–310. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N.; Thakre, J.G.; Vidyarthy, R.S.; Narang, H.K. A brief study on δ-ferrite evolution in dissimilar P91 and P92 steel weld joint and their effect on mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 713–722. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Thakre, J.G.; Saini, N. Role of evolving microstructure on the mechanical behaviour of P92 steel welded joint in as-welded and post weld heat treated state. J. Mater. Process. Tech. 2019, 263, 241–255. [Google Scholar] [CrossRef]
- Francis, J.A.; Mazur, W.; Bhadeshia, H.K.D.H. Review Type IV cracking in ferritic power plant steels. Mater. Sci. Tech-Lond. 2013, 22, 1387–1395. [Google Scholar] [CrossRef]
- Sireesha, M.; Albert, S.K.; Sundaresan, S.; Sireesha, M.S.; Albert, K.; Sundaresan, S. Importance of filler material chemistry for optimising weld metal mechanical properties in modified 9Cr e 1Mo steel Importance of filler material chemistry for optimising weld metal mechanical properties in modified 9Cr 1Mo steel. Sci. Technol. Weld. Join. 2016, 1718, 247–254. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Srinivasan, G.; Albert, S.K.; Bhaduri, A.K. A study on influence of heat input variation on microstructure of reduced activation ferritic martensitic steel weld metal produced by GTAW process. Fusion Eng. Des. 2011, 86, 192–197. [Google Scholar] [CrossRef]
- Kumar, S.; Pandey, C.; Goyal, A. Microstructure and mechanical behavior of P91 steel dissimilar welded joints made with IN718 filler. Int. J. Pres. Ves. Pip. 2021, 190, 104290. [Google Scholar] [CrossRef]
- Lee, J.S.; Armaki, H.G.; Maruyama, K.; Muraki, T.; Asahi, H. Causes of breakdown of creep strength in 9Cr-1.8W-0.5Mo-VNb steel. Mat. Sci. Eng. A-Struct. 2006, 428, 270–275. [Google Scholar] [CrossRef]
- Jula, M.; Dehmolaei, R.; Zaree, S.R.A. The comparative evaluation of AISI 316/ A387-Gr.91 steels dissimilar weld metal produced by CCGTAW and PCGTAW processes. J. Manuf. Process. 2018, 36, 272–280. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Proc. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, H.; Fan, M.; Chen, Y.; Lu, F. Characterization on the gradient microstructure near fusion interface of dissimilar metal between high Cr heat-resistant steel and Ni-based Aloy 617. Mater. Charact. 2019, 151, 227–236. [Google Scholar] [CrossRef]
- VdTÜV WB 580; High-Temperature Steel THOR 115–Seamless Tube; TÜV Rheinland: Köln, Germany, 2018.
- Wang, L.; Li, M.; Almer, J. In situ characterization of Grade 92 steel during tensile deformation using concurrent high energy X-ray diffraction and small angle X-ray scattering. J. Nucl. Mater. 2013, 440, 81–90. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y. Tensile mechanical properties, constitutive equations, and fracture mechanisms of a novel 9% chromium tempered martensitic steel at elevated temperatures. Mat. Sci. Eng. A-Struct. 2017, 690, 104–119. [Google Scholar] [CrossRef]
- Moon, J.; Lee, M.N.; Lee, C.H.; Kim, T.H. Effect of heat input on microstructure evolution and mechanical properties in the weld heat-affected zone of 9Cr-2W-VTa reduced activation ferritic-martensitic steel for fusion reactor. Metall. Mat. Trans. A 2015, 46, 156–163. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Mo | Ni | Cu | V | Nb | N |
|---|---|---|---|---|---|---|---|---|---|
| 0.09 | 0.47 | 0.15 | 11.30 | 0.52 | 0.16 | 0.08 | 0.24 | 0.04 | 0.002 |
| Mechanical Properties of T115 Steel | ||||
|---|---|---|---|---|
| YS (MPa) | TS (MPa) | El. (%) | KV (J) | HV30 |
| 610 | 687 | 27 | 158 | 220 |
| Filler Material | C | Si | Mn | Cr | Mo | Nb | V | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| CrMo91 | 0.09 | 0.26 | 0.45 | 9.20 | 0.91 | 0.052 | 0.21 | 0.41 | bal. |
| EPRI P87 | 0.11 | 0.16 | 1.55 | 8.52 | 2.02 | 1.09 | - | bal. | 38.8 |
| Mechanical Properties of T115 Steel | ||||
|---|---|---|---|---|
| Filler material | YS MPa | TS MPa | KV J | HV30 |
| CrMo91 | 690 | 780 | 150 | - |
| EPRI P87 | 360 | 560 | 32 | 150 |
| Location of Measurement | Joint No. | ||
|---|---|---|---|
| 1 (WCrMo91) | 2 (EPRI P87) | ||
| HV0.1 | |||
| WM | face | 234–244 | 124–143 |
| root | 237–247 | 173–180 | |
| CGHAZ | 273–285 | 232–245 | |
| FGHAZ/ICHAZ | 191–207 | 185–206 | |
| BM | 212–216 | ||
| δ-ferrite | 145–168 * | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golański, G.; Słania, J.; Sroka, M.; Wieczorek, P.; Urzynicok, M.; Krawczyk, R. Microstructure and Mechanical Properties of Modern 11%Cr Heat-Resistant Steel Weld Joints. Materials 2021, 14, 3430. https://doi.org/10.3390/ma14123430
Golański G, Słania J, Sroka M, Wieczorek P, Urzynicok M, Krawczyk R. Microstructure and Mechanical Properties of Modern 11%Cr Heat-Resistant Steel Weld Joints. Materials. 2021; 14(12):3430. https://doi.org/10.3390/ma14123430
Chicago/Turabian StyleGolański, Grzegorz, Jacek Słania, Marek Sroka, Paweł Wieczorek, Michał Urzynicok, and Ryszard Krawczyk. 2021. "Microstructure and Mechanical Properties of Modern 11%Cr Heat-Resistant Steel Weld Joints" Materials 14, no. 12: 3430. https://doi.org/10.3390/ma14123430