
Influence of Welding Speeds on the Morphology, Mechanical Properties, and Microstructure of 2205 DSS Welded Joint by K-TIG Welding


Abstract
:1. Introduction
2. Materials and Methods
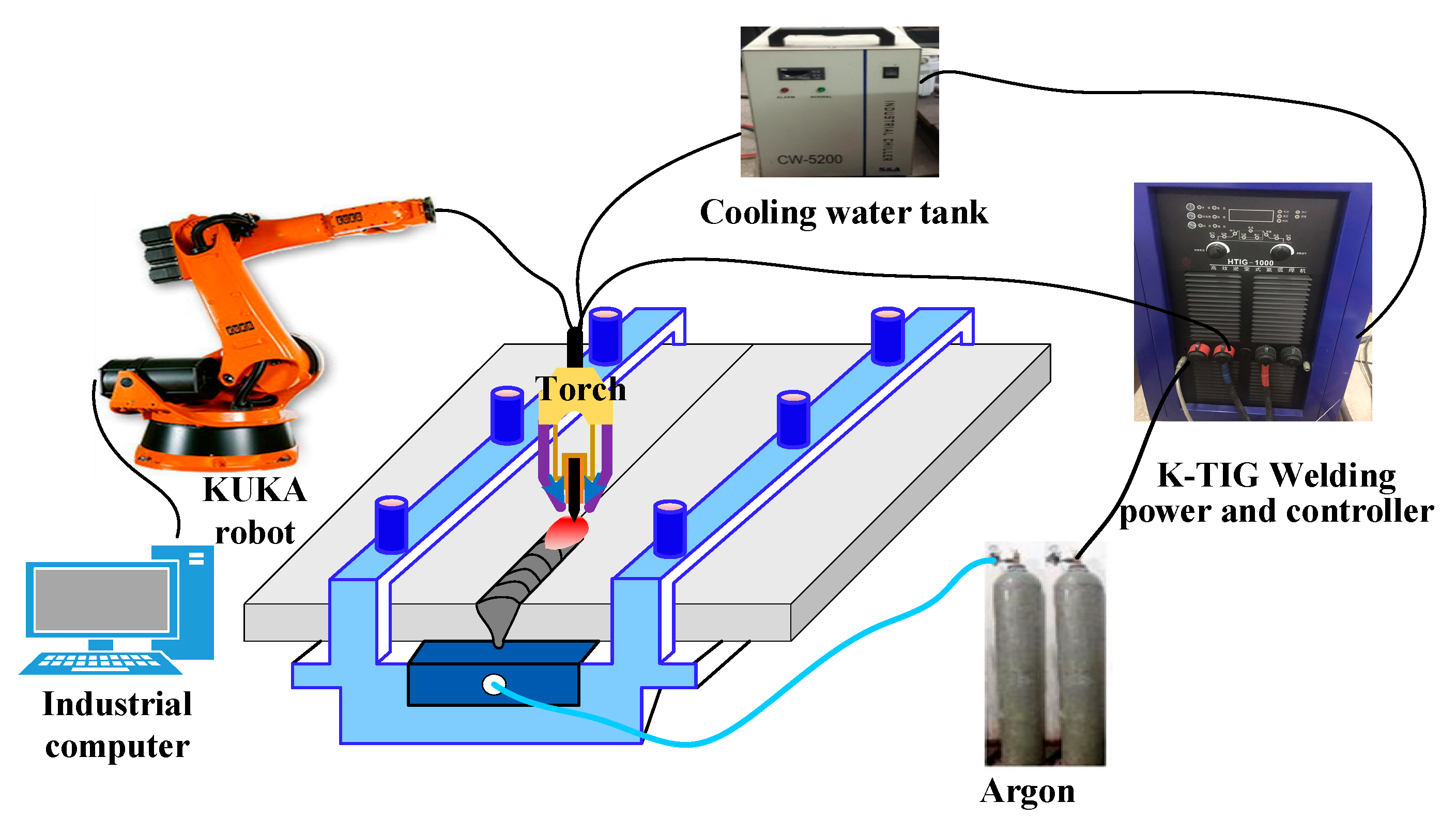
2.1. Material and Welding Procedure
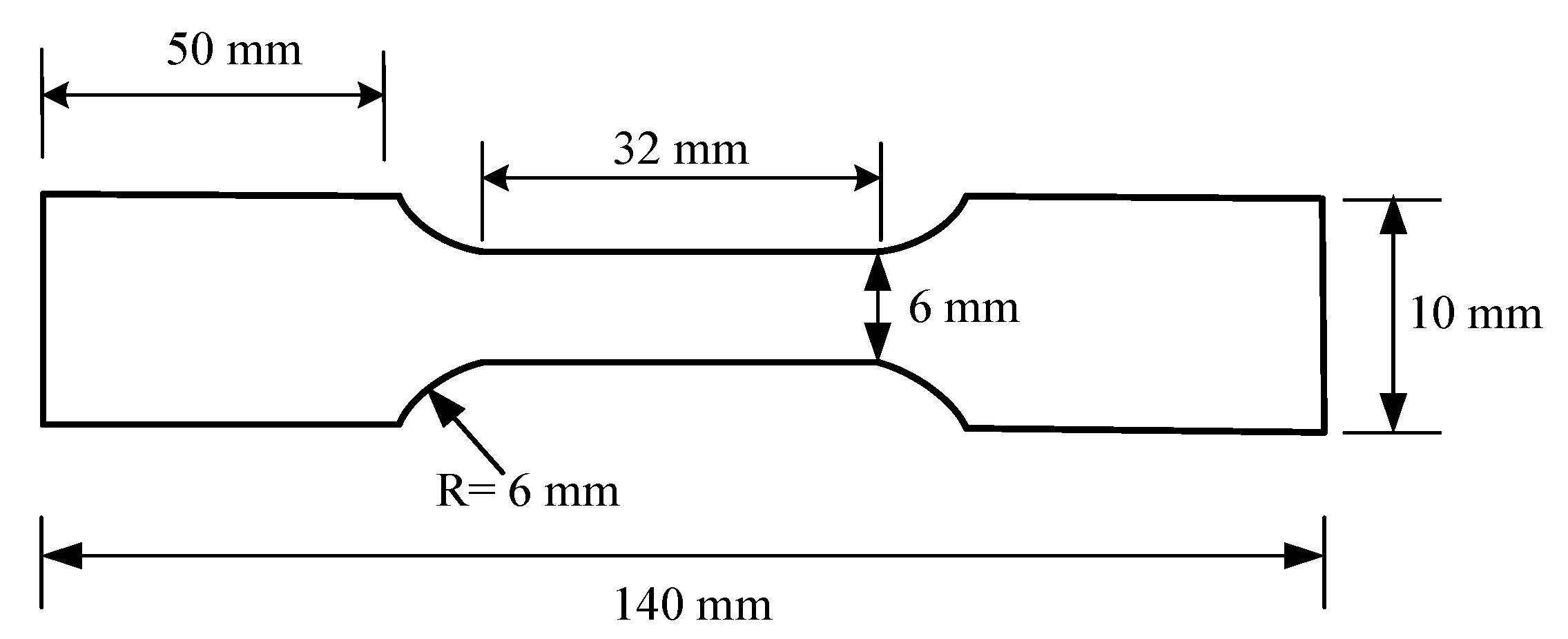
2.2. Mechanical Properties Test and Microstructure
3. Results and Discussion
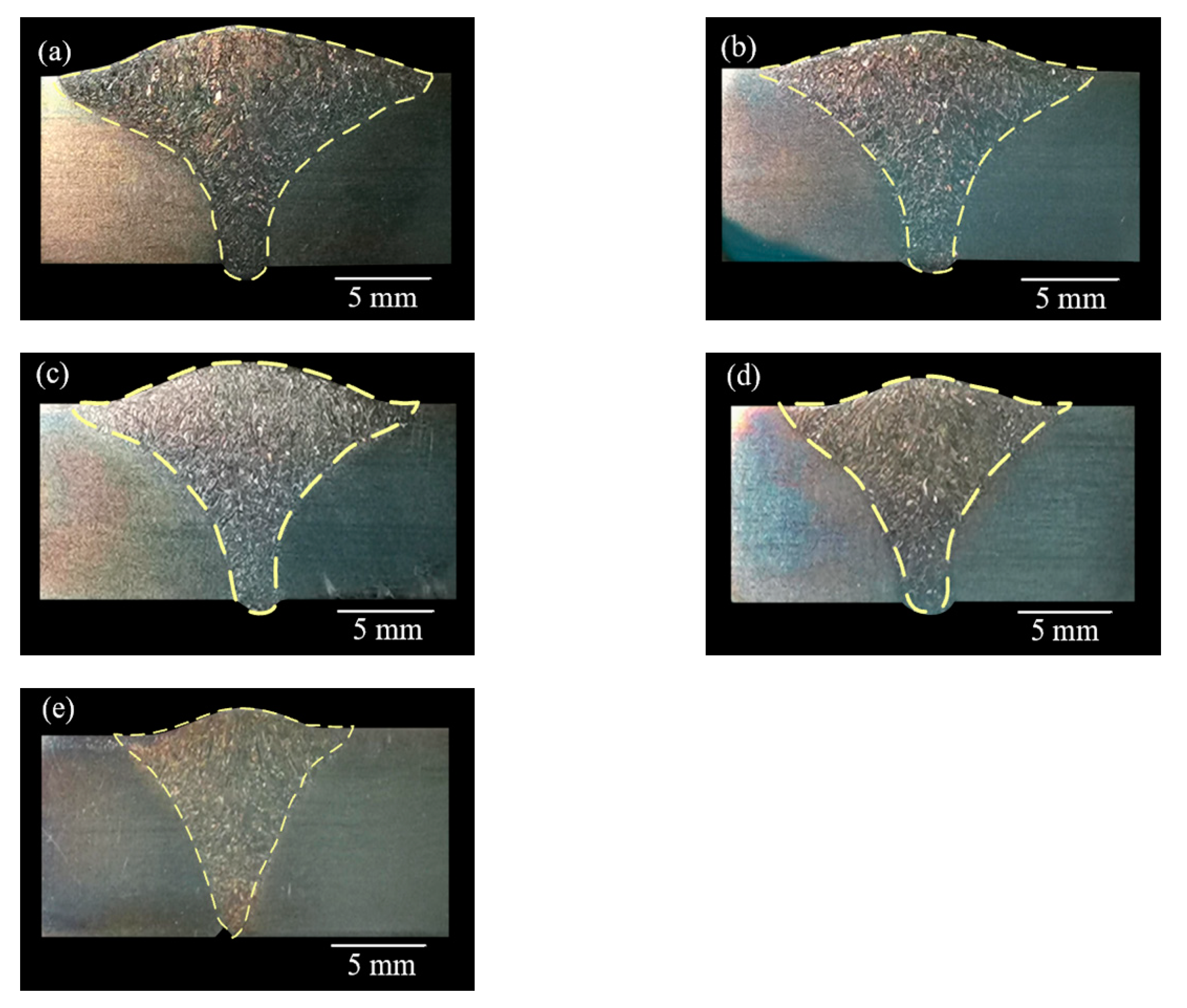
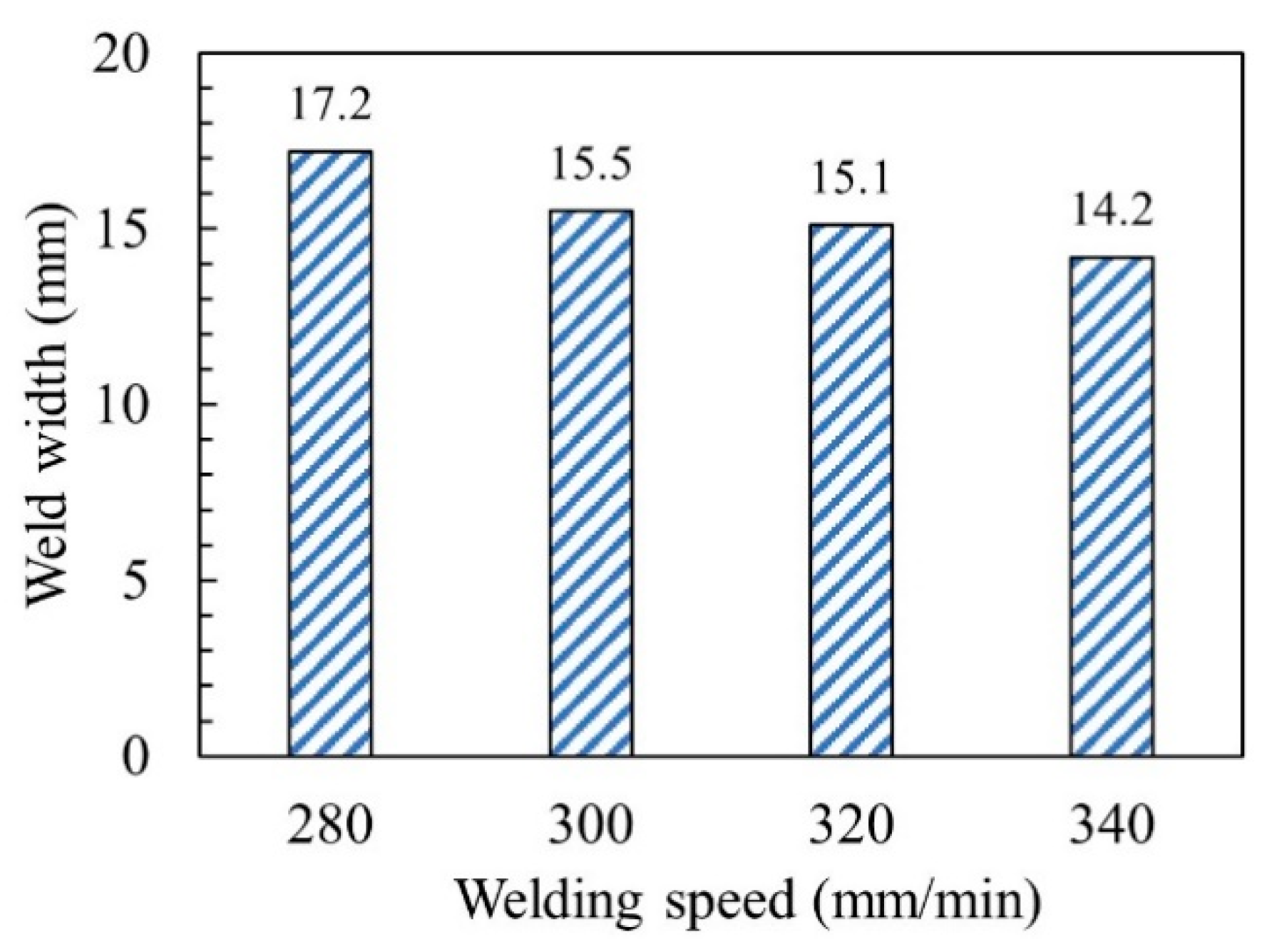
3.1. Influence of Welding Speed on the Weld Morphology
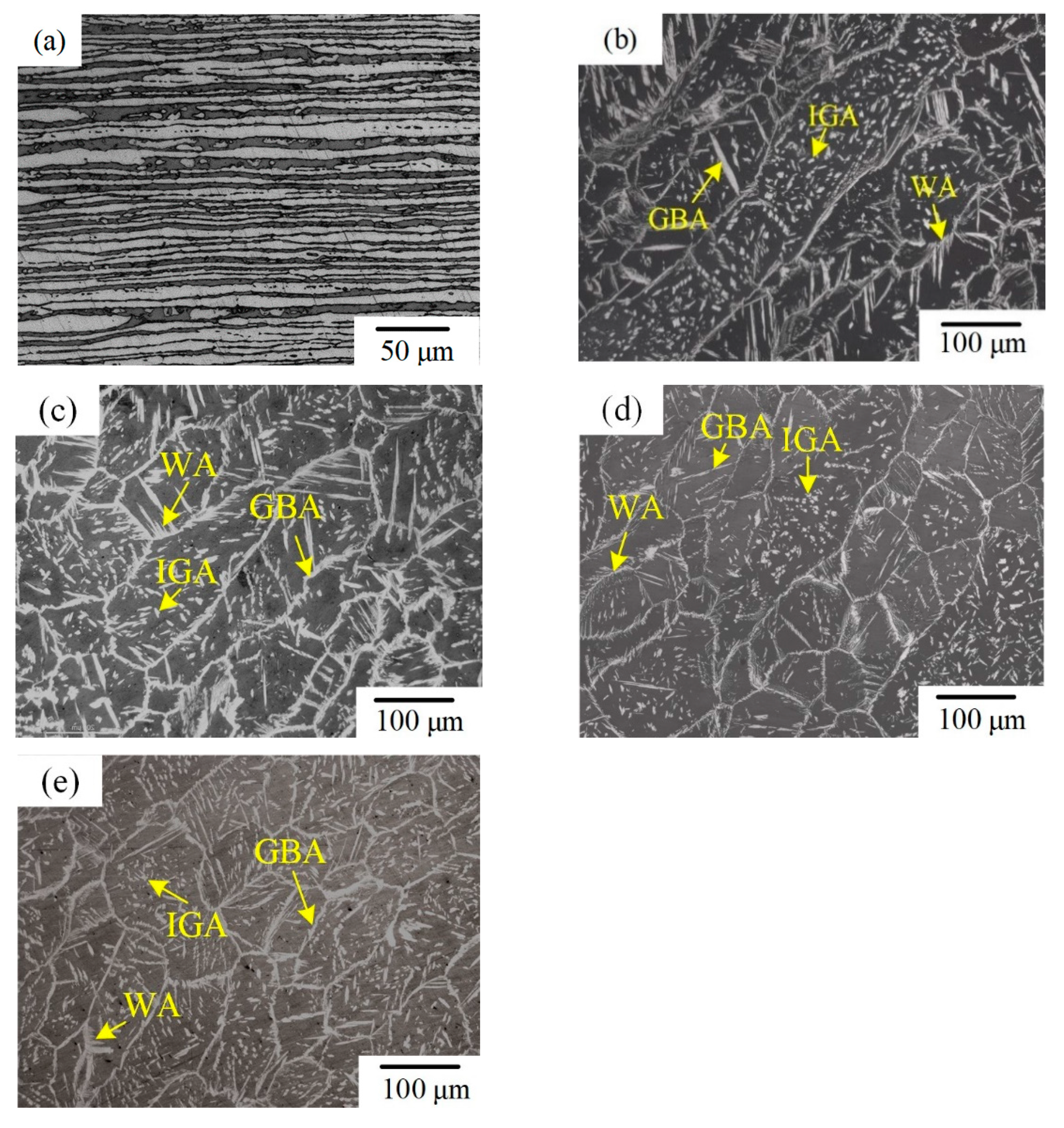
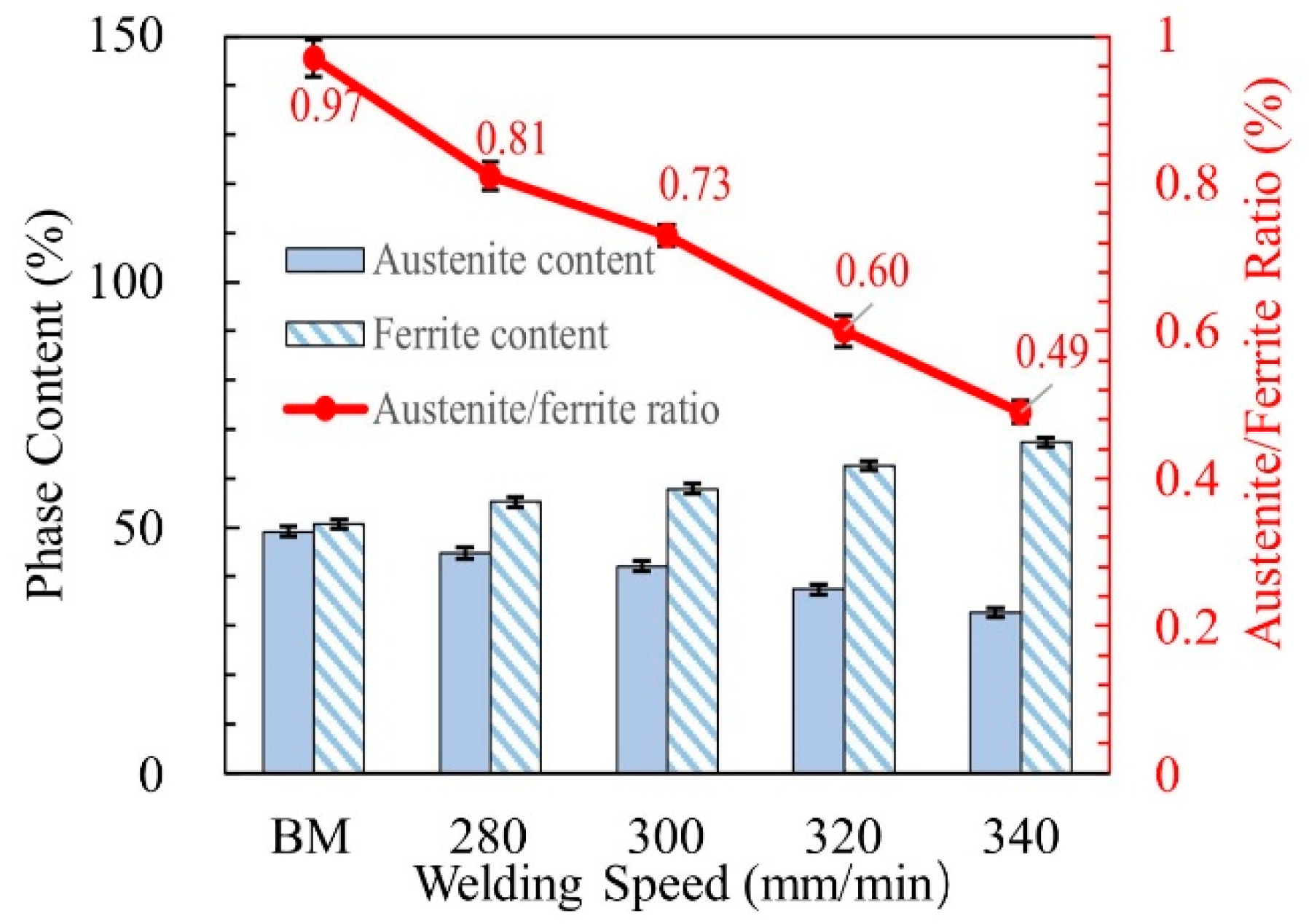
3.2. Microstructure and Two-Phase Ratio in the WMZ
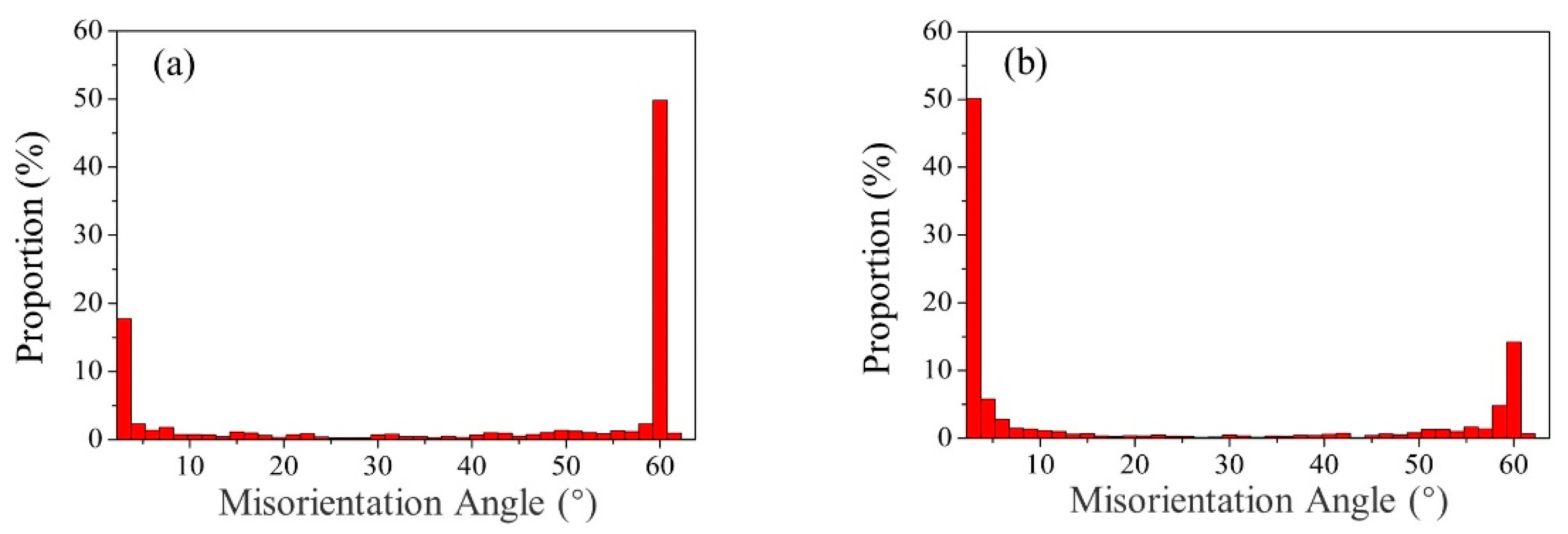
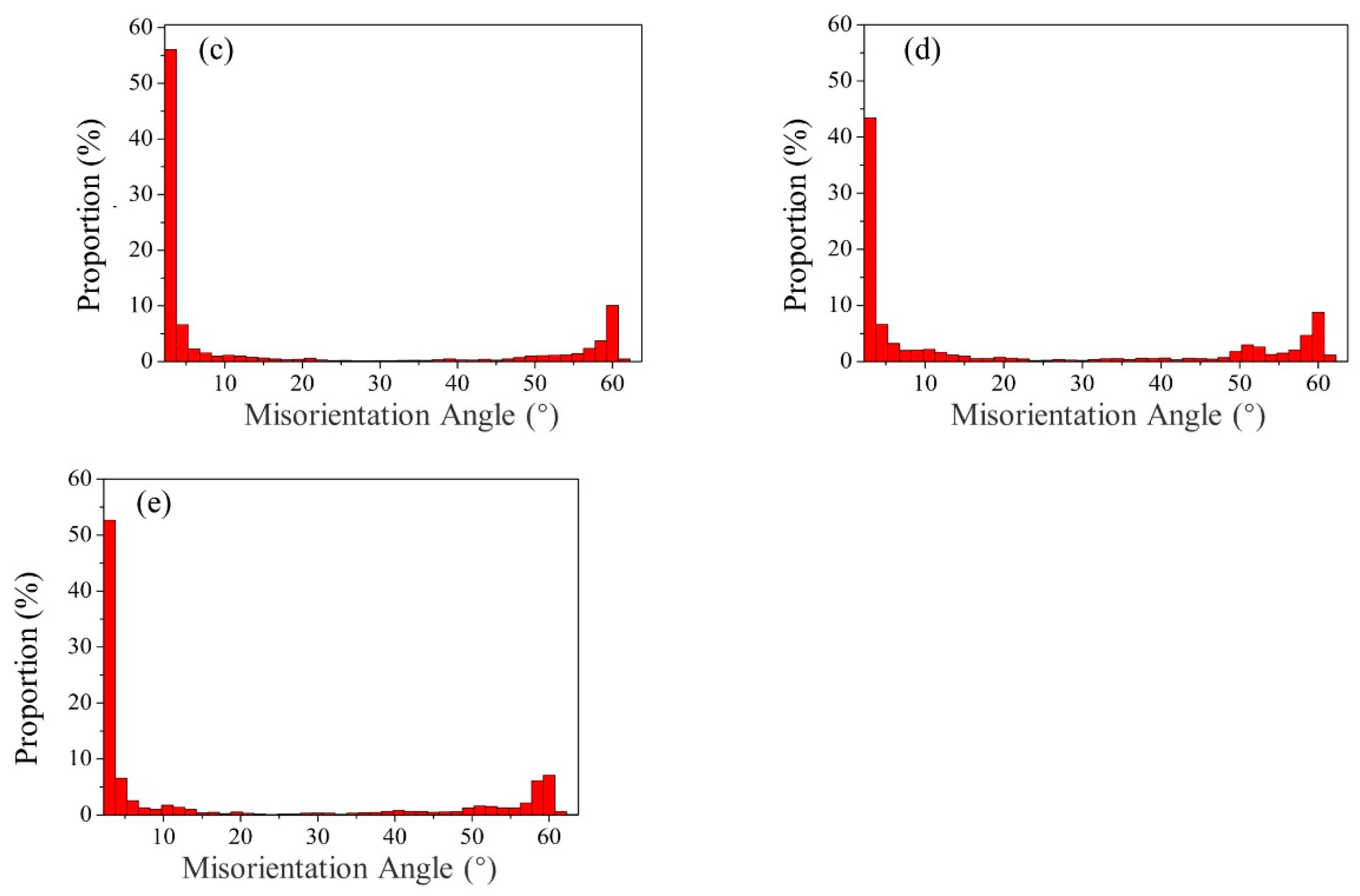
3.3. Grain Boundary Characteristics
3.4. Mechanical Properties
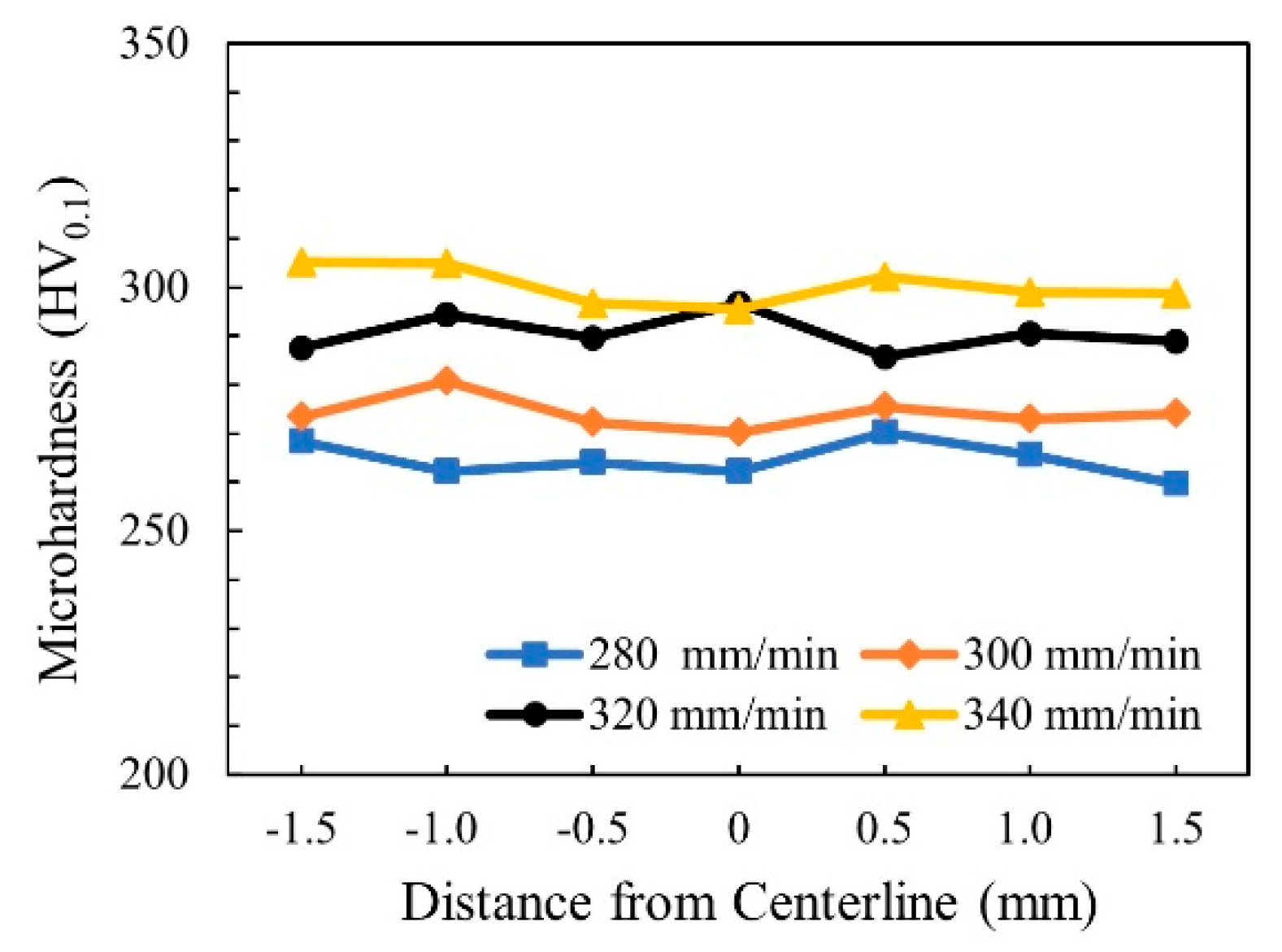
3.4.1. Microhardness
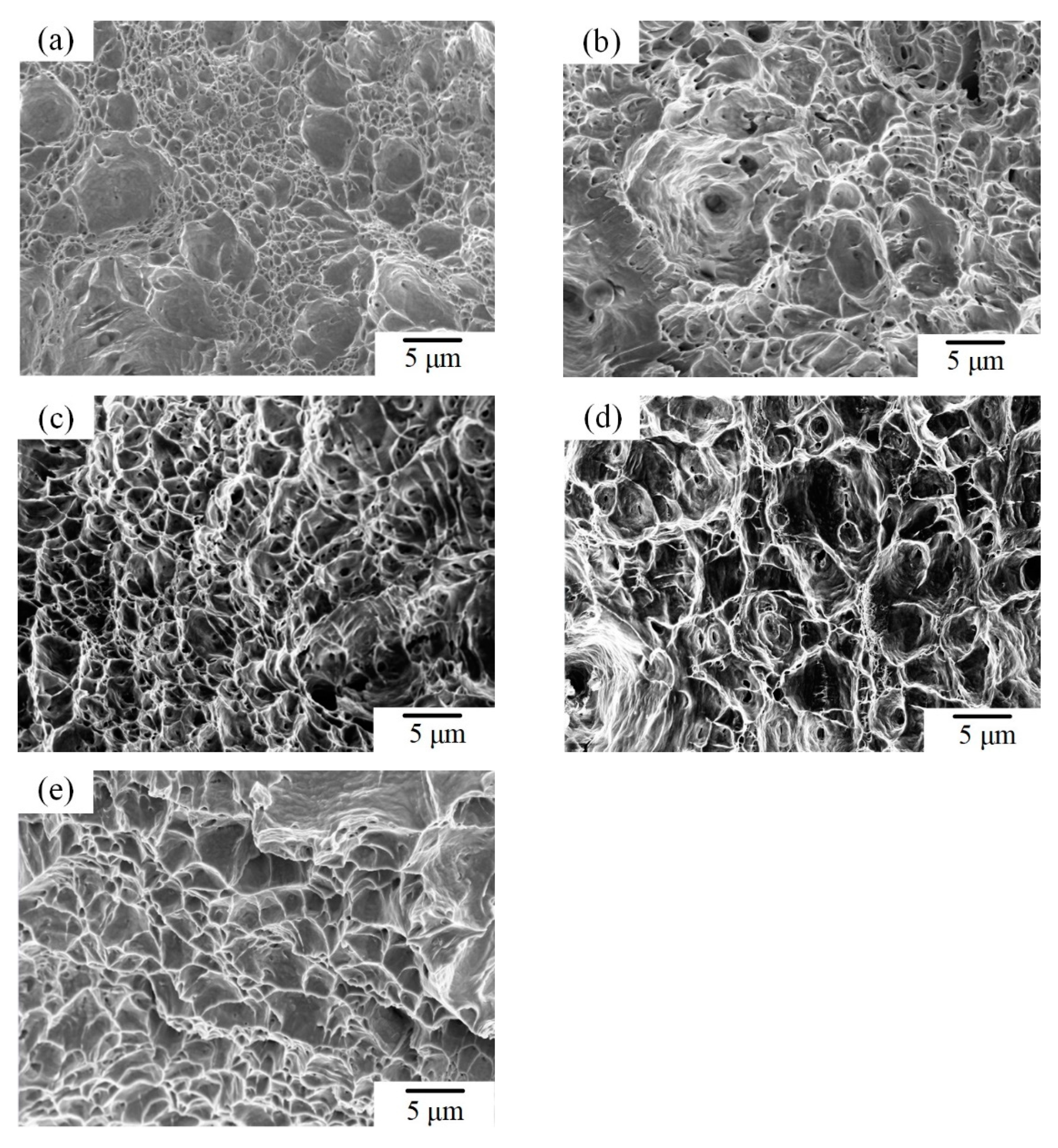
3.4.2. Tensile Property
4. Conclusions
- When the welding speeds were 280–340 mm/min, the front and back sides of the 2205 DSS welds were well formed.
- Under different welding speeds, the austenite morphologies of the WMZ mainly exist in three forms: WA, GBA, and IGA. The content of austenite and the ratio of the two-phase in the WMZ decreased, the content of ferrite in the WMZ increased as the welding speeds increased.
- When the welding speeds were 280–340 mm/min, the proportion of Σ3 CSLGB decreased as the welding speed increased. However, the change of Σ3 CSLGB proportion has no significant effect on the tensile strength of welded joints.
- When the welding speed increased from 280 mm/min to 340 mm/min, the microhardness of the WMZ and the tensile strength of the welded joint gradually increased. The 2205 DSS K-TIG welded joints have good plasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, L.; Zhao, P.; Pan, J.; Tan, L.; Zhu, K. Investigation on microstructure and mechanical properties of double-sided synchronous TIP TIG arc butt welded duplex stainless steel. Int. J. Adv. Manuf. Technol. 2020, 112, 303–312. [Google Scholar] [CrossRef]
- Krasnorutskyi, S.; Keil, D.; Schmigalla, S.; Zinke, M.; Heyn, A.; Pries, H. Metallurgical investigations on electron beam welded duplex stainless steels. Weld. World 2012, 56, 34–40. [Google Scholar] [CrossRef]
- Du, C.; Xue, W.; Chang, L. Effect of post-weld heat treatment on the microstructure and mechanical properties of the 2205DSS/Q235 laser beam welding joint. J. Mater. Process. Technol. 2018, 263, 138–150. [Google Scholar] [CrossRef]
- Singh, S.; Singh, J.; Shahi, A.S. Investigation on Aging-Induced Degradation of Impact Toughness and Corrosion Performance of Duplex Stainless Steel Weldment. Trans. Indian Inst. Met. 2020, 73, 1–19. [Google Scholar] [CrossRef]
- Singh, J.; Shahi, A.S. Metallurgical and corrosion characterization of electron beam welded duplex stainless steel joints. J. Manuf. Process. 2020, 50, 581–595. [Google Scholar] [CrossRef]
- Mourad, A.I.; Khourshid, A.; Sharef, T. Gas tungsten arc and laser beam welding processes effects on duplex stainless steel 2205 properties. Mater. Sci. Eng. A 2012, 549, 105–113. [Google Scholar] [CrossRef]
- Westin, E.M.; Serrander, M.D. Experience in welding stainless steels for water heater applications. Weld. World 2012, 56, 14–28. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Lv, X.; Zhang, J. The impact of annealing temperature on improving microstructure and toughness of electron beam welded duplex stainless steel. J. Manuf. Process. 2018, 31, 568–582. [Google Scholar] [CrossRef]
- Singh, J.; Shahi, A.S. Metallurgical, impact and fatigue performance of electron beam welded duplex stainless steel joints. J. Mater. Process. Technol. 2019, 272, 137–148. [Google Scholar] [CrossRef]
- Cui, S.; Xian, Z.; Shi, Y.; Liao, B.; Zhu, T. Microstructure and Impact Toughness of Local-Dry Keyhole Tungsten Inert Gas Welded Joints. Materials 2019, 12, 1638. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cui, S.; Shi, Y.; Zhu, T.; Liu, W. Microstructure, texture, and mechanical properties of Ti-6Al-4V joints by K-TIG welding. J. Manuf. Process. 2019, 37, 418–424. [Google Scholar] [CrossRef]
- Liu, Z.; Fang, Y.; Cui, S.; Yi, S.; Qiu, J.; Jiang, Q.; Liu, W.; Luo, Z. Keyhole thermal behavior in GTAW welding process. Int. J. Therm. Sci. 2017, 114, 352–362. [Google Scholar] [CrossRef]
- Cui, S.W.; Shi, Y.H.; Zhang, C.S. Microstructure and mechanical properties of TC4 titanium alloy K-TIG welded joints. Trans. Nonferrous Met. Soc. China 2021, 31, 416–425. [Google Scholar] [CrossRef]
- Cui, S.; Shi, Y.; Cui, Y.; Zhu, T. The impact toughness of novel keyhole TIG welded duplex stainless steel joints. Eng. Fail. Anal. 2018, 94, 226–231. [Google Scholar] [CrossRef]
- ASTM International. Designation: E8/ E8M-16a Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Cui, S.; Shi, Y.; Sun, K.; Gu, S. Microstructure evolution and mechanical properties of keyhole deep penetration TIG welds of S32101 duplex stainless steel. Mater. Sci. Eng. A 2018, 709, 214–222. [Google Scholar] [CrossRef]
- ASTM International. Designation: E1245-03 (2016) Standard Practice for Determining the Inclusion or Second-Phase Constituent Content of Metals by Automatic Image Analysis; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Park, J.H.; Hamad, K.; Widiantara, I.P.; Ko, Y.G. Strain and crystallographic texture evaluation of interstitial free steel cold deformed by differential speed rolling. Mater. Lett. 2015, 147, 38–41. [Google Scholar] [CrossRef]
- Cui, S.; Shi, Y.; Cui, Y.; Zhu, T. The influence of microstructure and chromium nitride precipitations on the mechanical and intergranular corrosion properties of K-TIG weld metals. Constr. Build. Mater. 2019, 210, 71–77. [Google Scholar] [CrossRef]
- Molnár, P.; Jäger, A.; Lejček, P. The role of low-angle grain boundaries in multi-temperature equal channel angular pressing of Mg–3Al–1Zn alloy. J. Mater. Sci. 2012, 47, 3265–3271. [Google Scholar] [CrossRef]
- Michiuchi, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Sakai, K. Twin-induced grain boundary engineering for 316 austenitic stainless steel. Acta Mater. 2006, 54, 5179–5184. [Google Scholar] [CrossRef]
- Randle, V.; Jones, R. Grain boundary plane distributions and single-step versus multiple-step grain boundary engineering. Mater. Sci. Eng. A 2009, 524, 134–142. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameters | Value |
|---|---|
| Weld current | 480 (A) |
| Arc voltage | 16.7 (V) |
| Weld speed | 280, 300, 320, 340, 360 (mm/min) |
| Diameter of tungsten electrode | 6.4 (mm) |
| Electrode gap | 2.5 (mm) |
| Shielding gas | Pure argon (99.9%) |
| Element | Cr | Ni | Mn | Mo | Si | C | N | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt. % | 22.46 | 5.70 | 1.428 | 3.02 | 0.057 | 0.019 | 0.156 | 0.0005 | 0.021 | Bal. |
| Test Area | Welding Speed (mm/min) | Tensile Strength (MPa) | Elongation (%) | Tensile Fracture Position |
|---|---|---|---|---|
| Weld joint | 280 | 752.3 ± 1.98 | 27.9 ± 0.99 | WMZ |
| 300 | 789.5 ± 1.34 | 24.7 ± 0.99 | WMZ | |
| 320 | 794.5 ± 1.69 | 23.1 ± 0.42 | WMZ | |
| 340 | 800.3 ± 1.76 | 32.3 ± 0.57 | BM | |
| BM | / | 804.0 ± 2.12 | 46.6 ± 0.71 | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, S.; Pang, S.; Pang, D.; Zhang, Z. Influence of Welding Speeds on the Morphology, Mechanical Properties, and Microstructure of 2205 DSS Welded Joint by K-TIG Welding. Materials 2021, 14, 3426. https://doi.org/10.3390/ma14123426
Cui S, Pang S, Pang D, Zhang Z. Influence of Welding Speeds on the Morphology, Mechanical Properties, and Microstructure of 2205 DSS Welded Joint by K-TIG Welding. Materials. 2021; 14(12):3426. https://doi.org/10.3390/ma14123426
Chicago/Turabian StyleCui, Shuwan, Shuwen Pang, Dangqing Pang, and Zhiqing Zhang. 2021. "Influence of Welding Speeds on the Morphology, Mechanical Properties, and Microstructure of 2205 DSS Welded Joint by K-TIG Welding" Materials 14, no. 12: 3426. https://doi.org/10.3390/ma14123426