
Effect of Fe and Cr on the Macro/Micro Tribological Behaviours of Copper-Based Composites

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
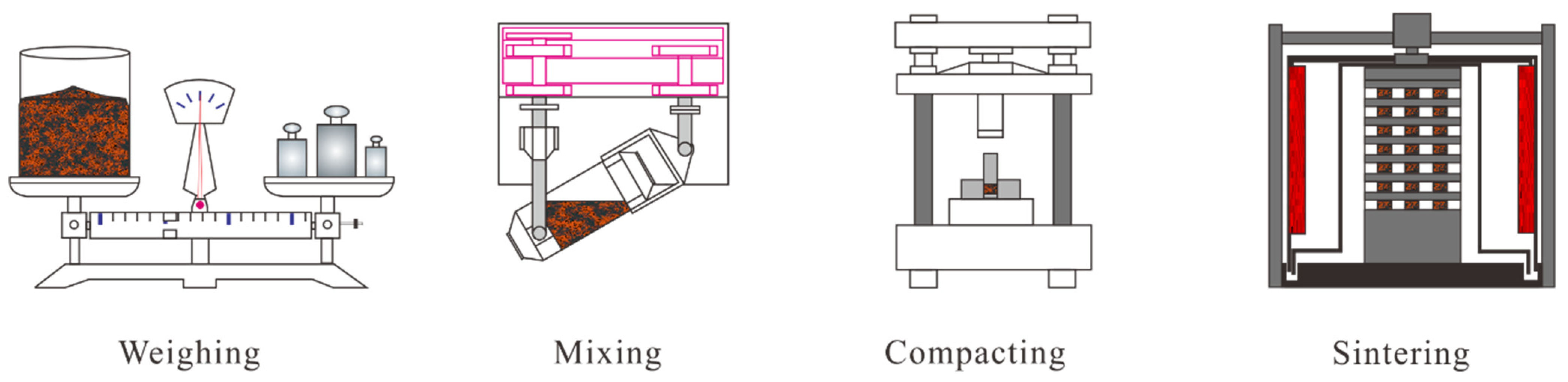
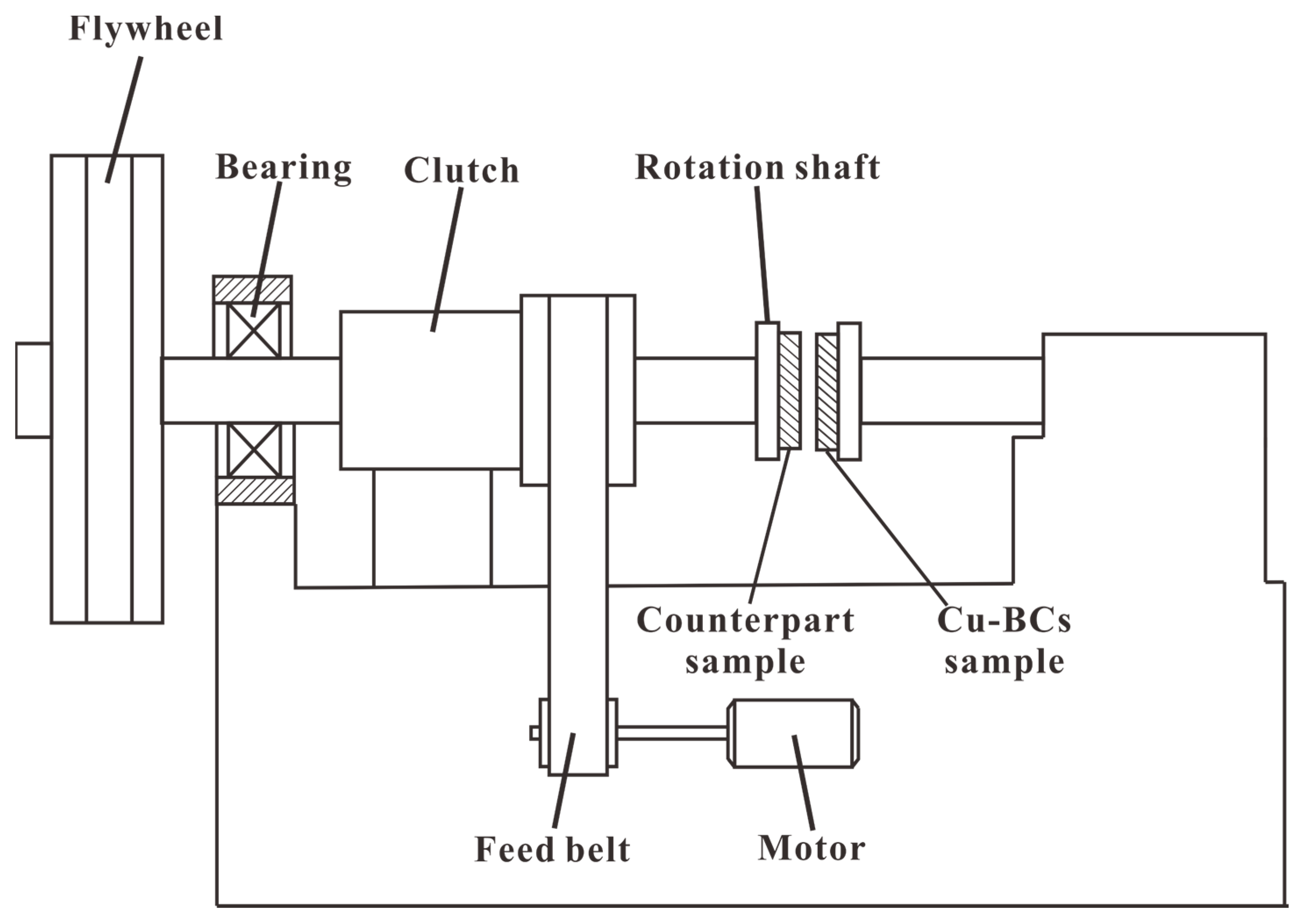
2.2. Experimental Methods
3. Results and Discussion
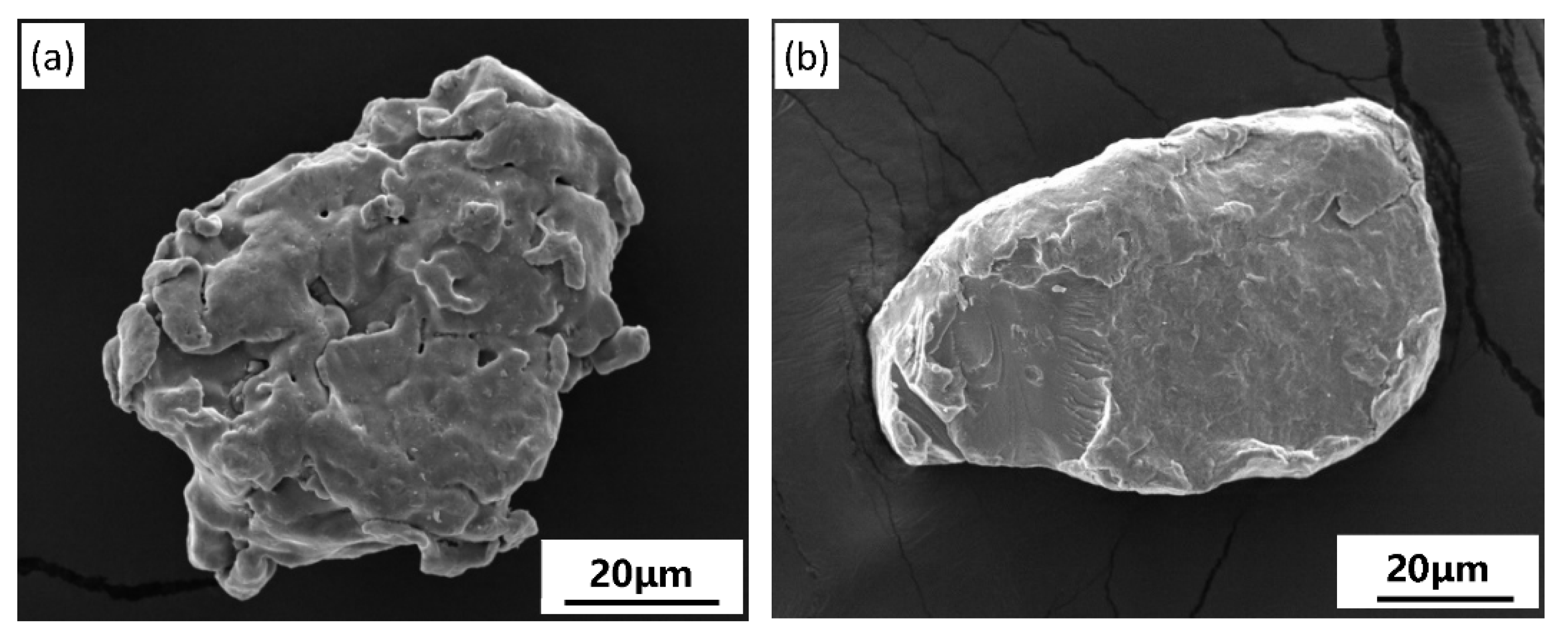
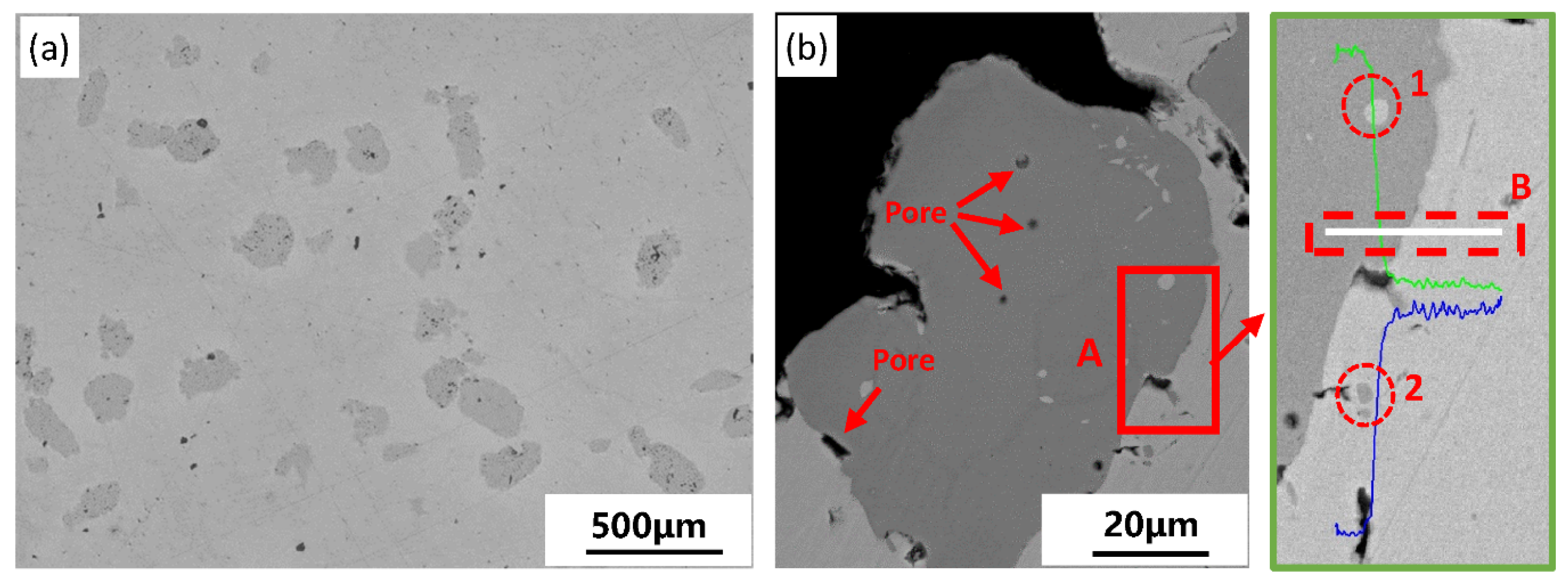
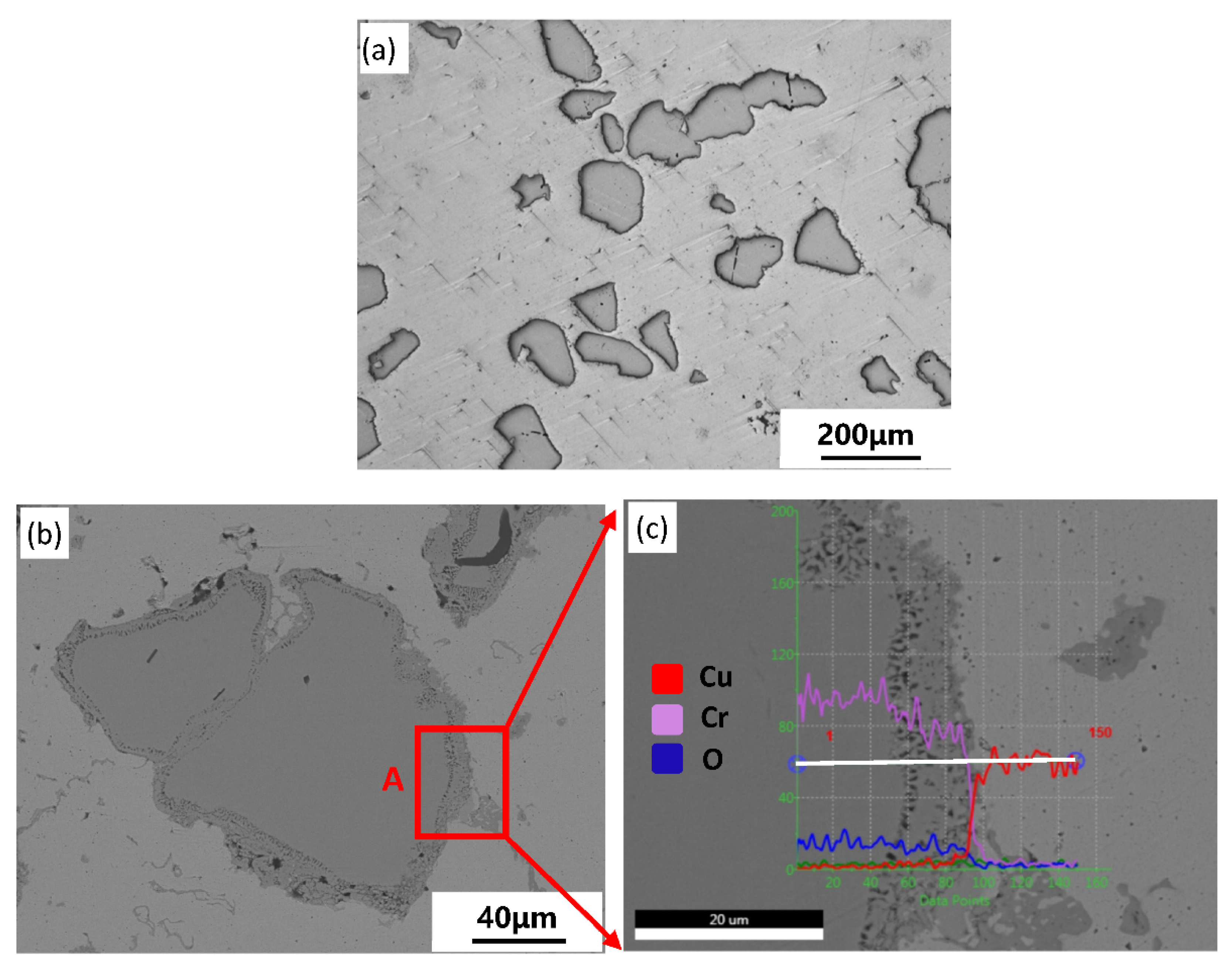
3.1. Morphology, Microstructure, and Interface Characteristics
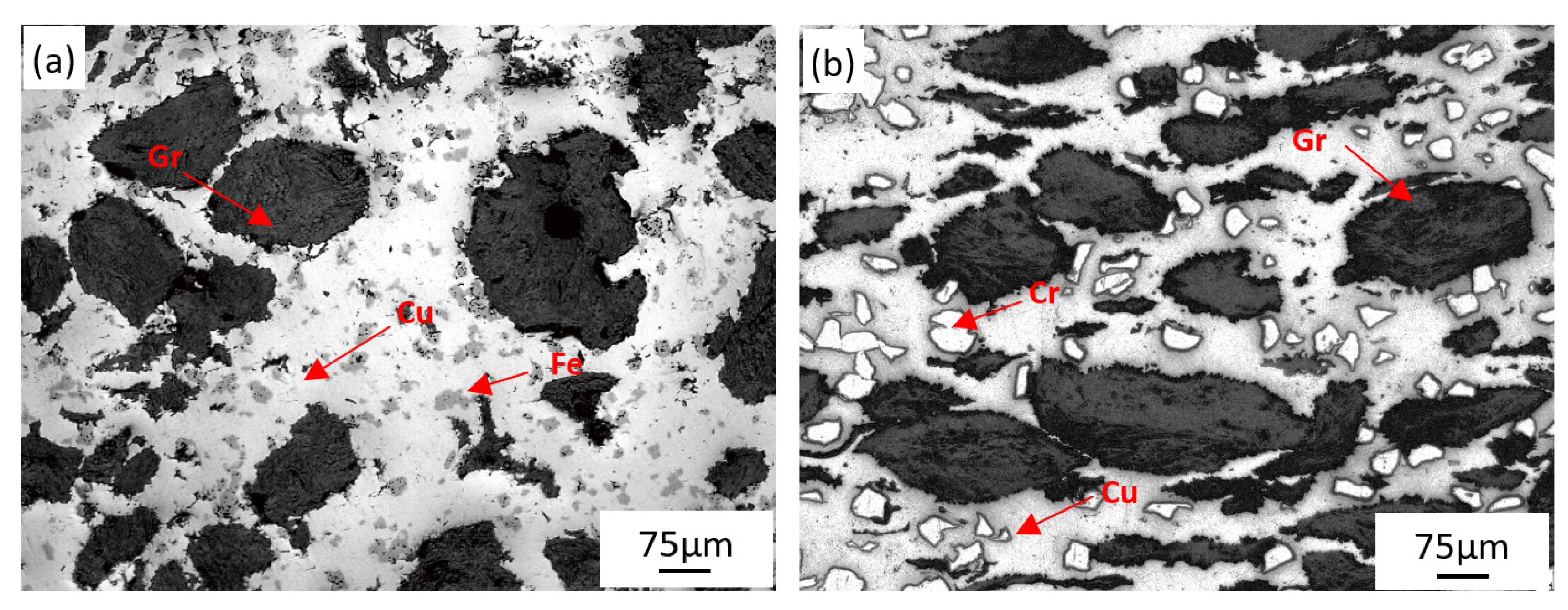
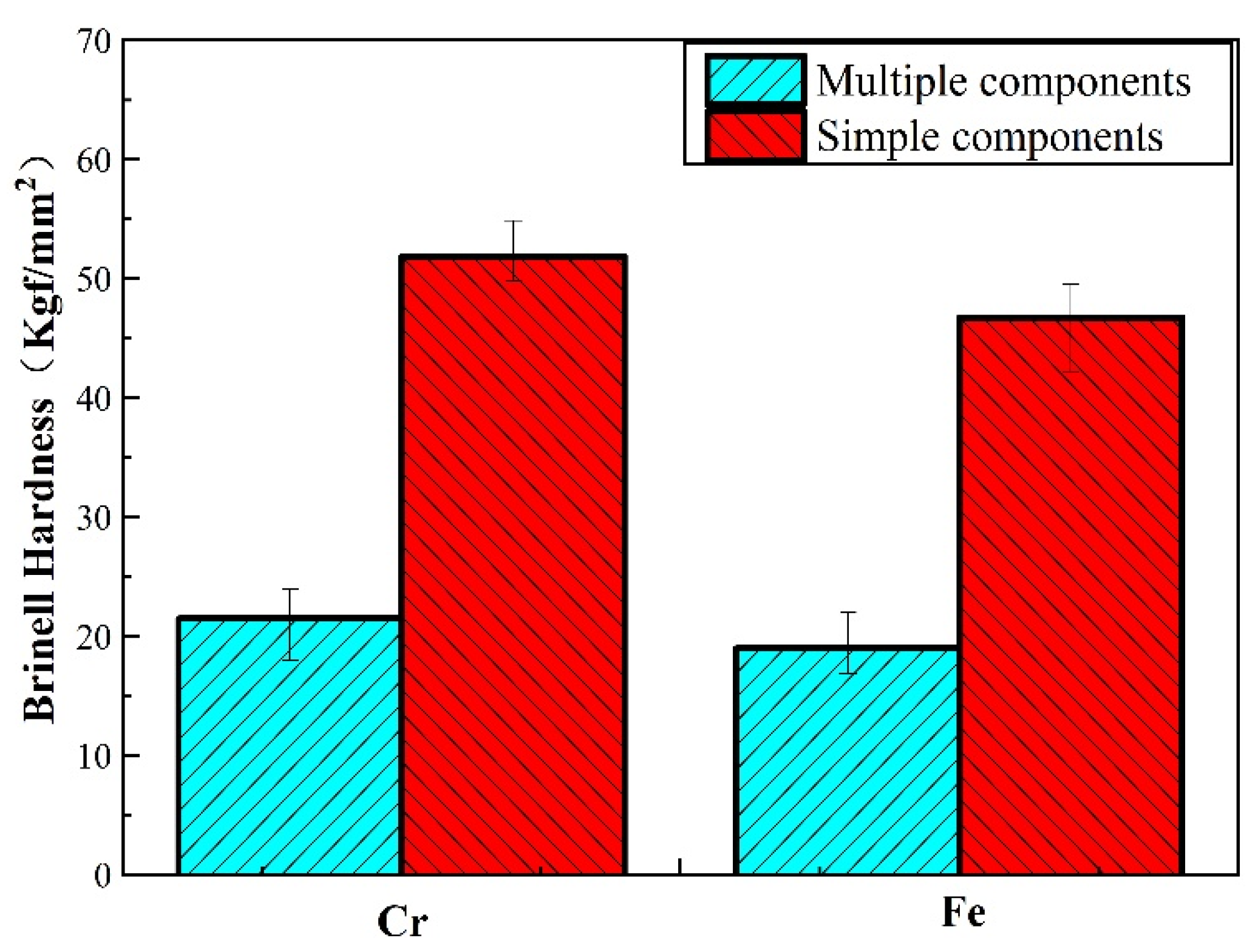
3.2. Microstructure and Mechanical Properties of Cu–BCs
3.3. Micro-Friction Tests
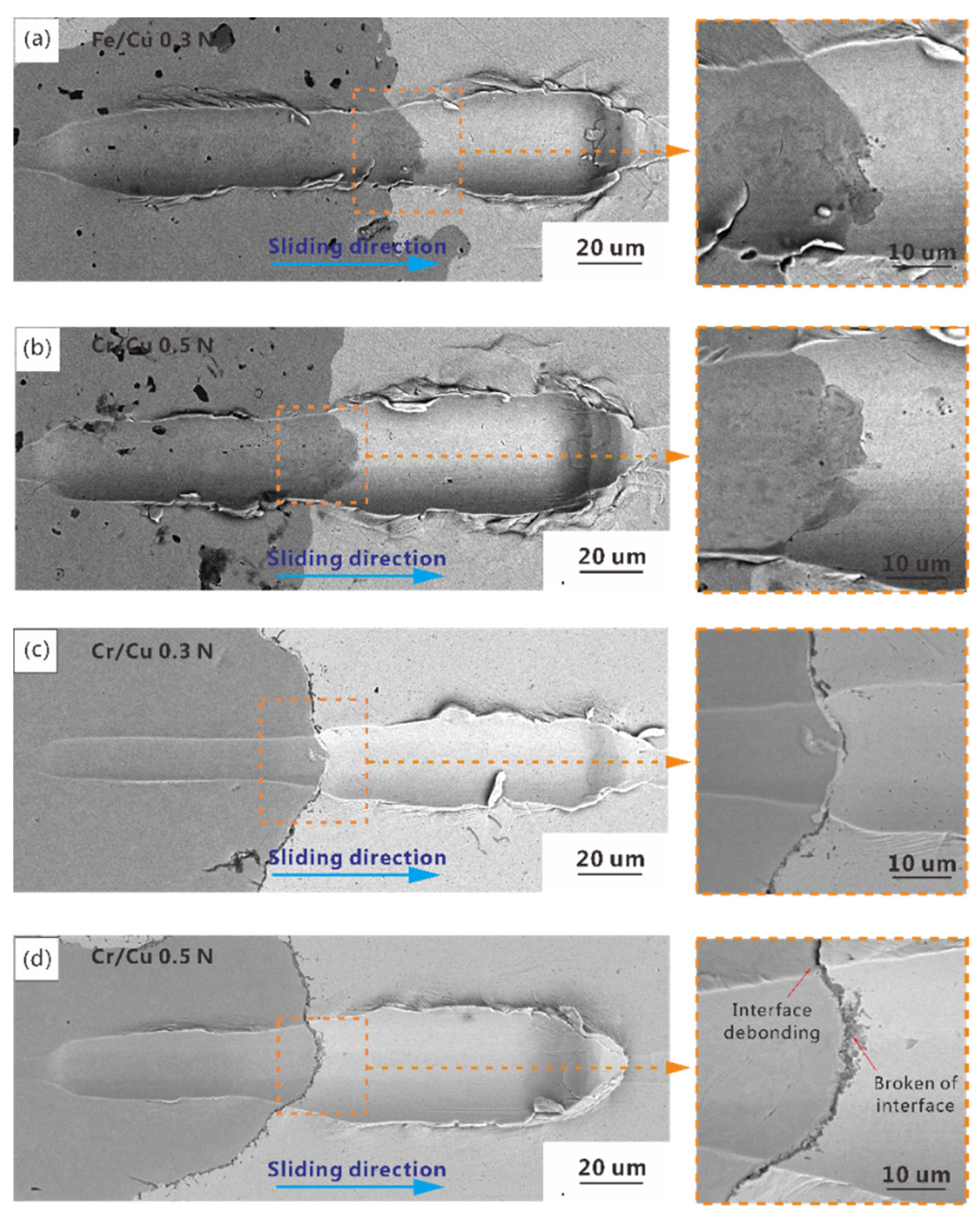
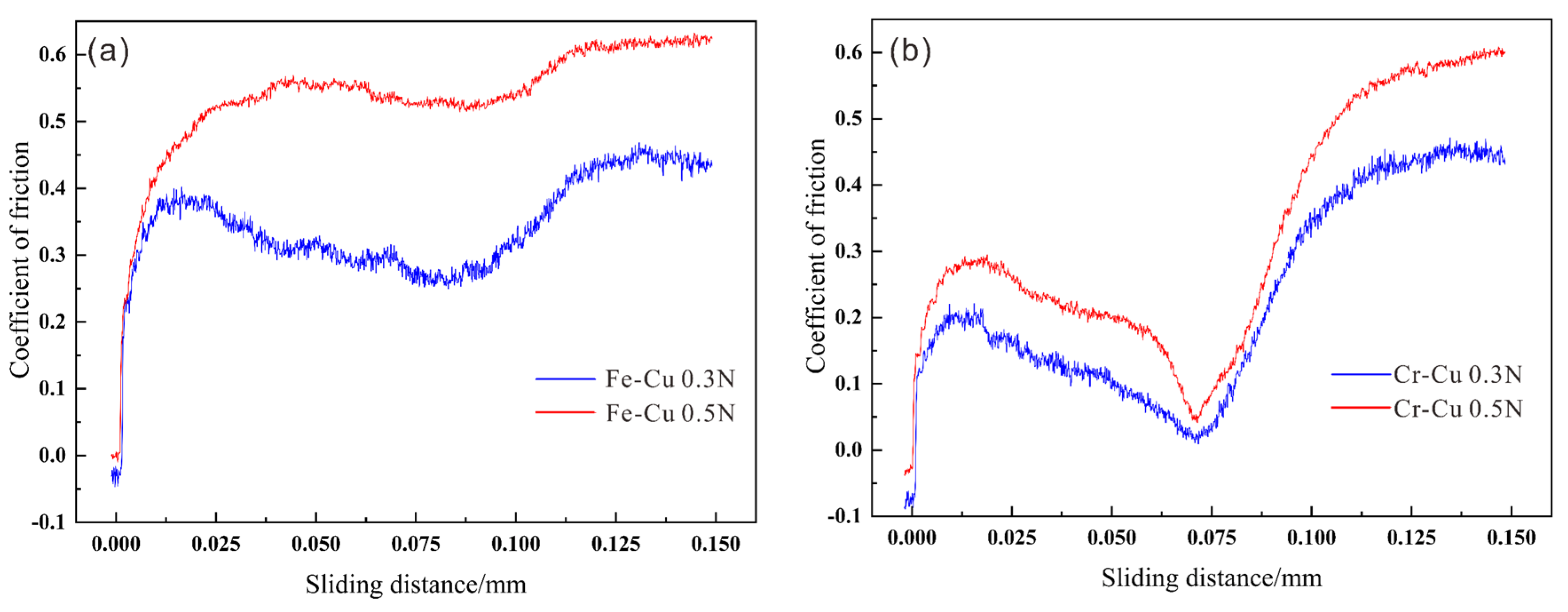
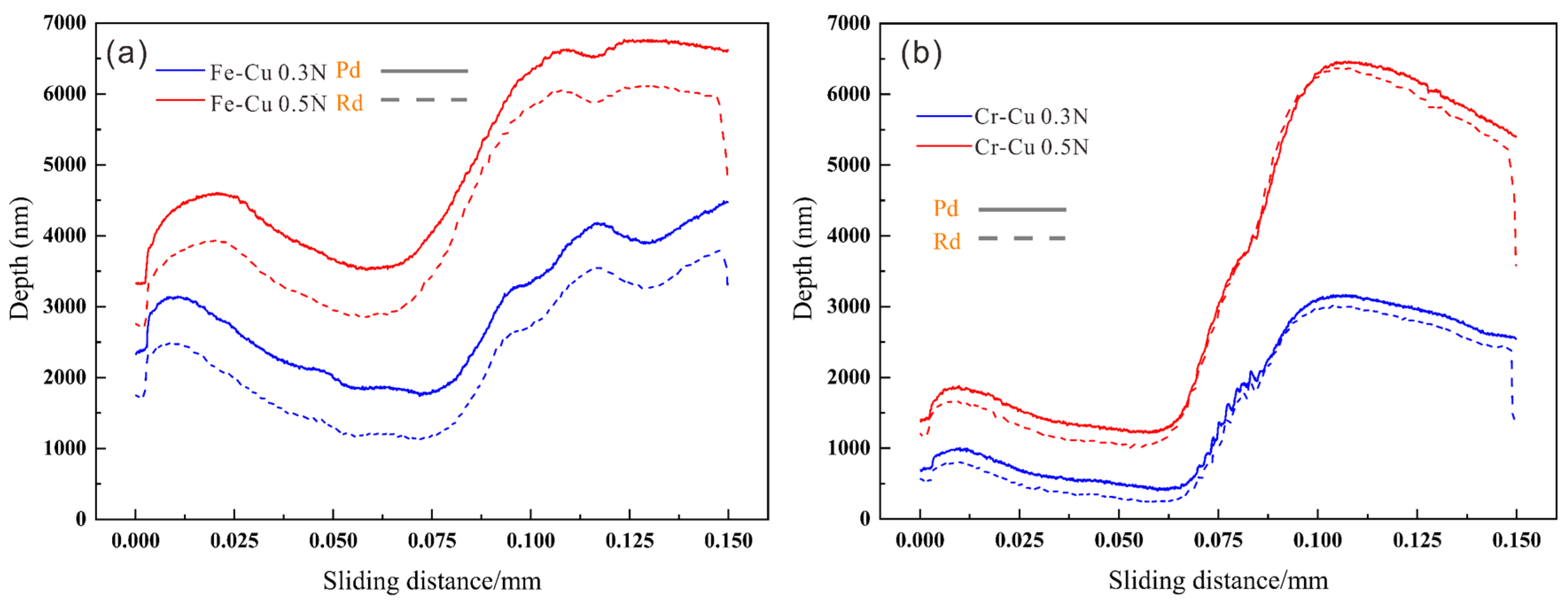
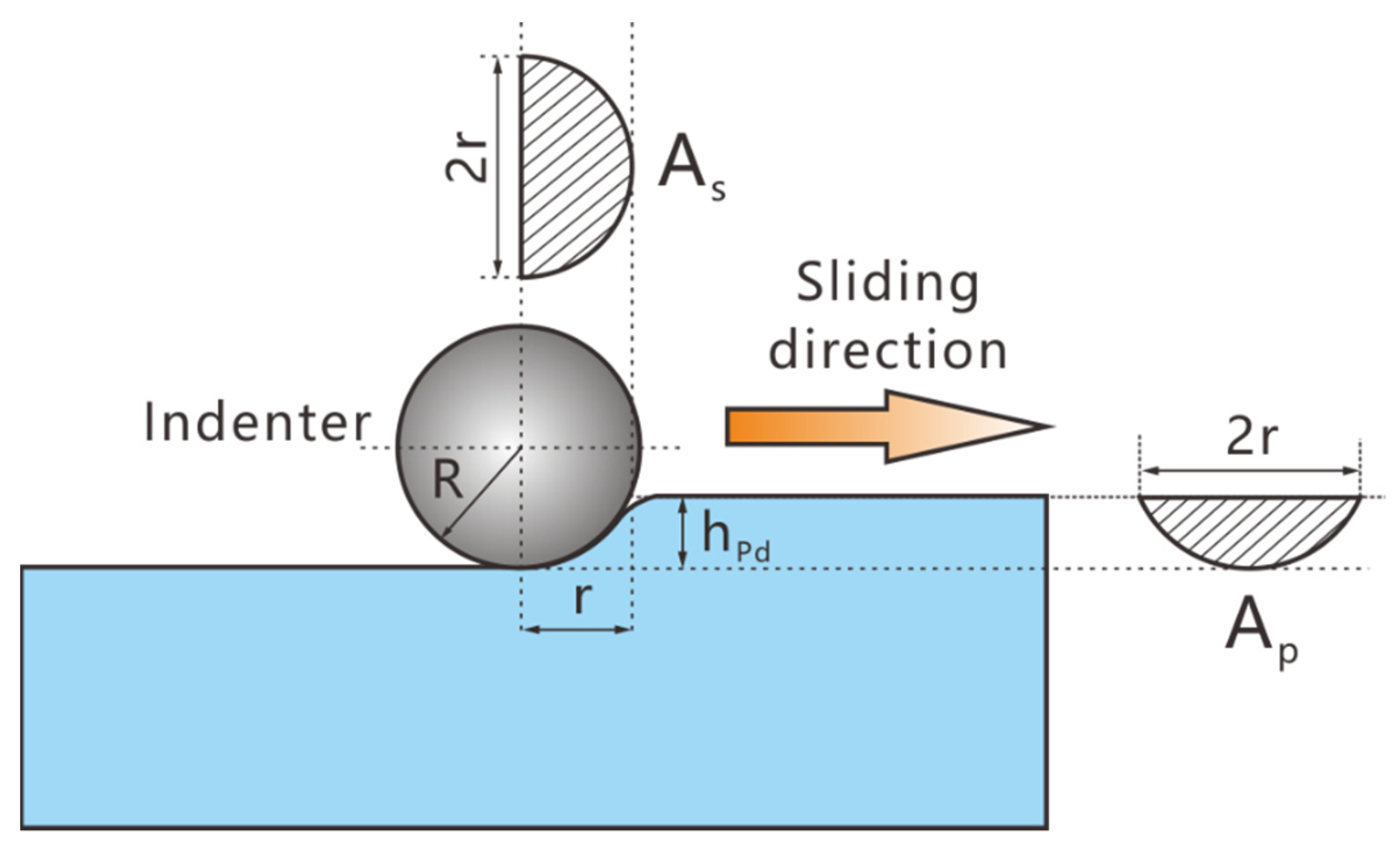
Tribological Properties of the Fe and Cr Phase and Its Interface
3.4. Macro-Friction Tests
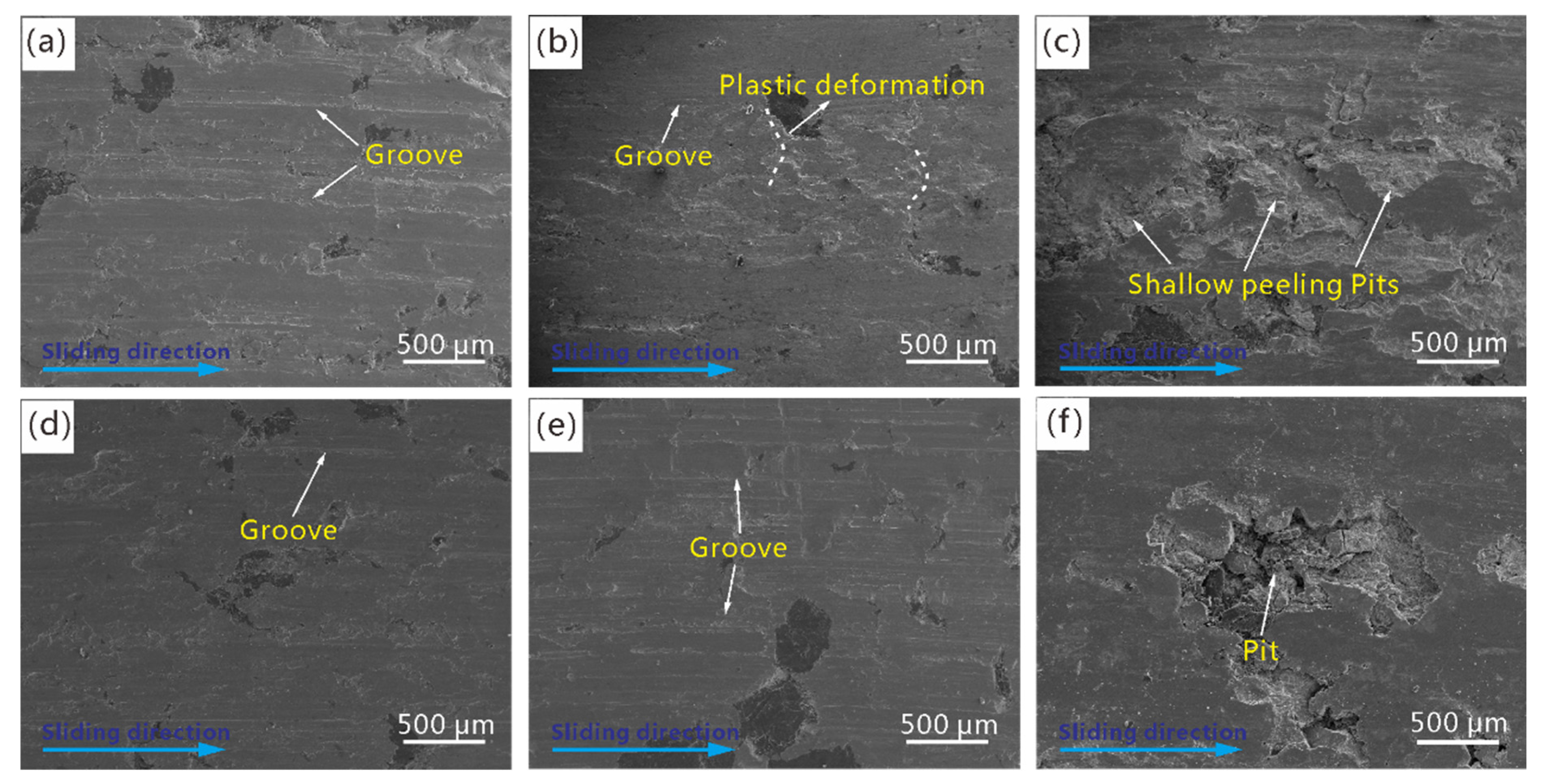
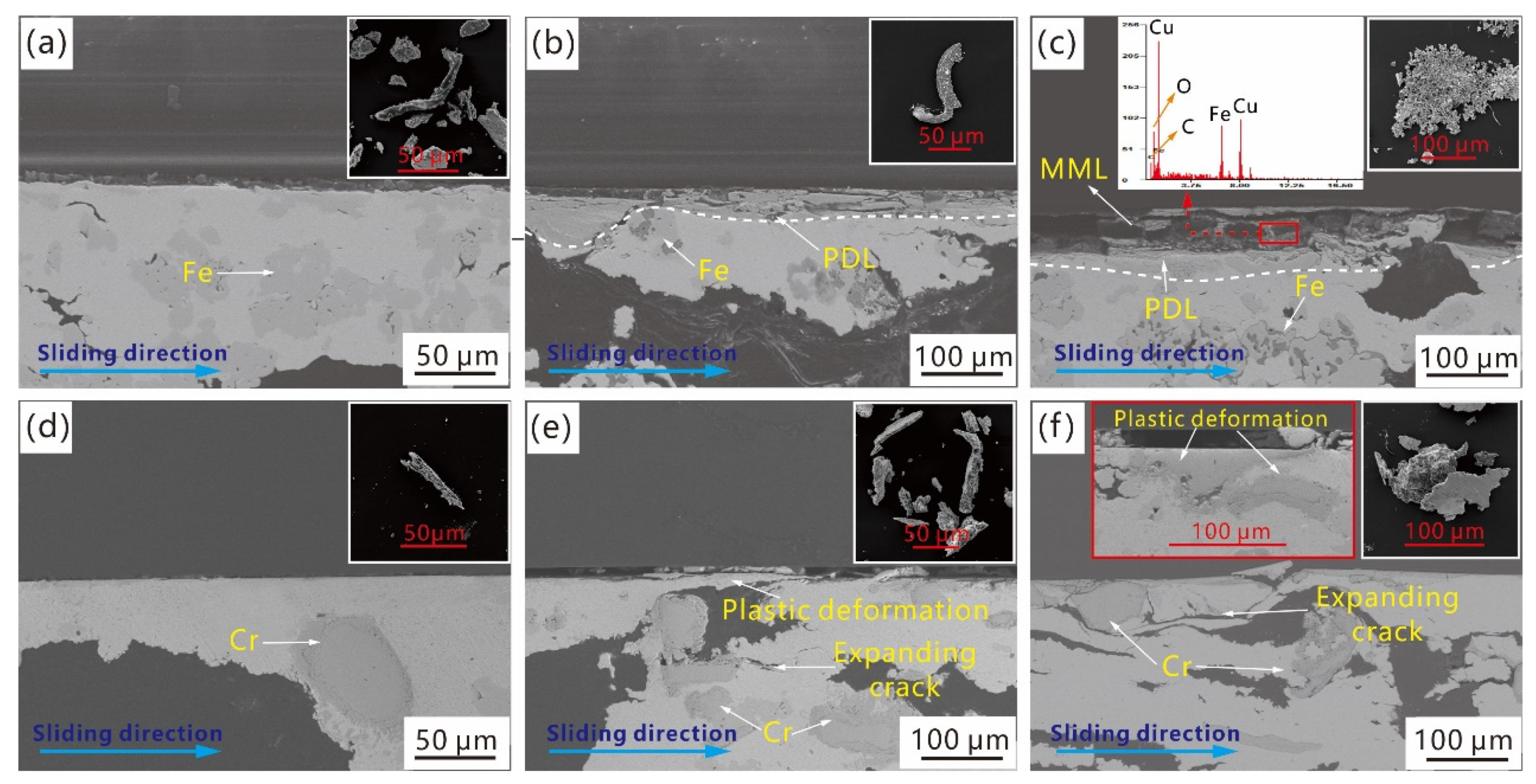
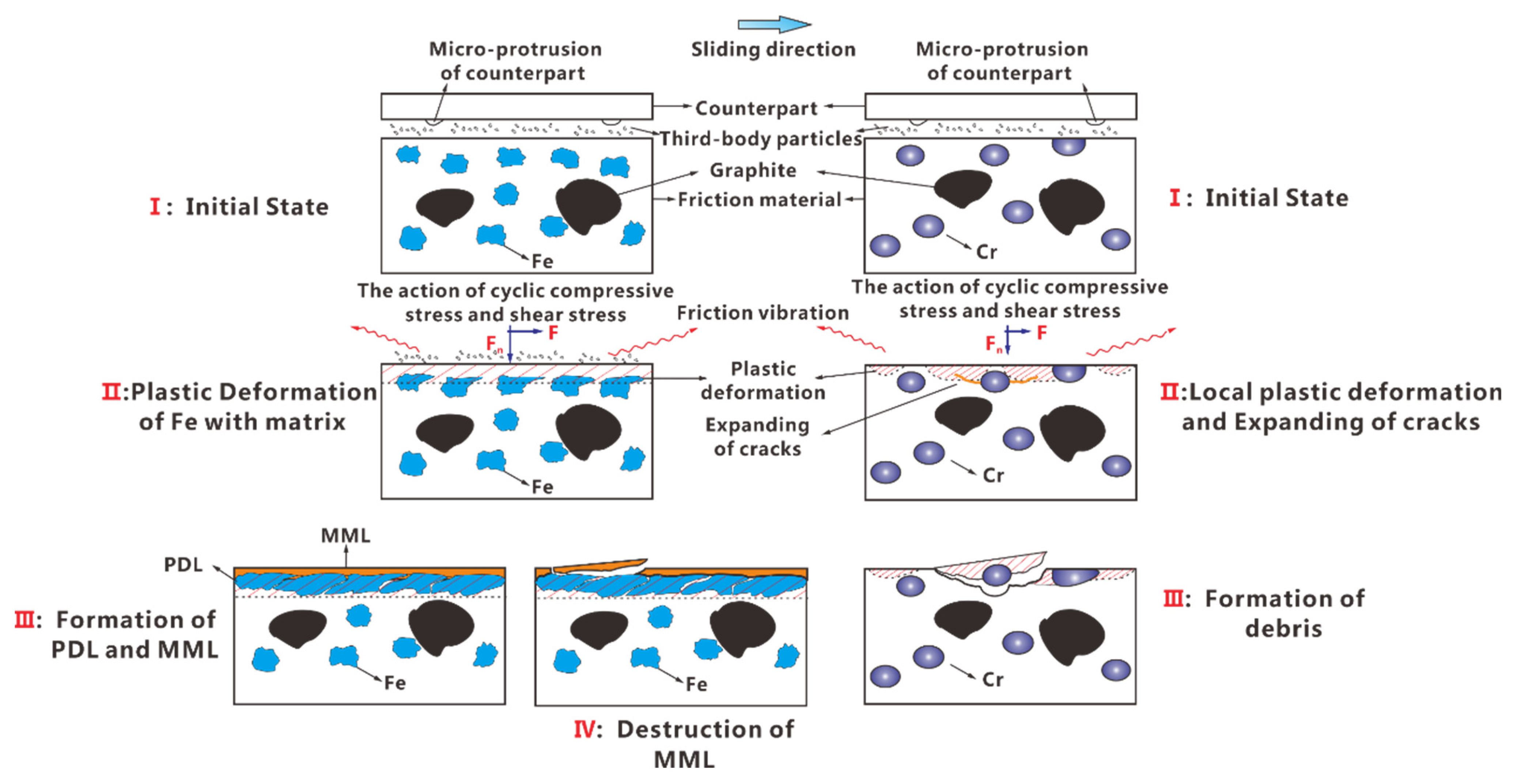
3.4.1. Wear Mechanism
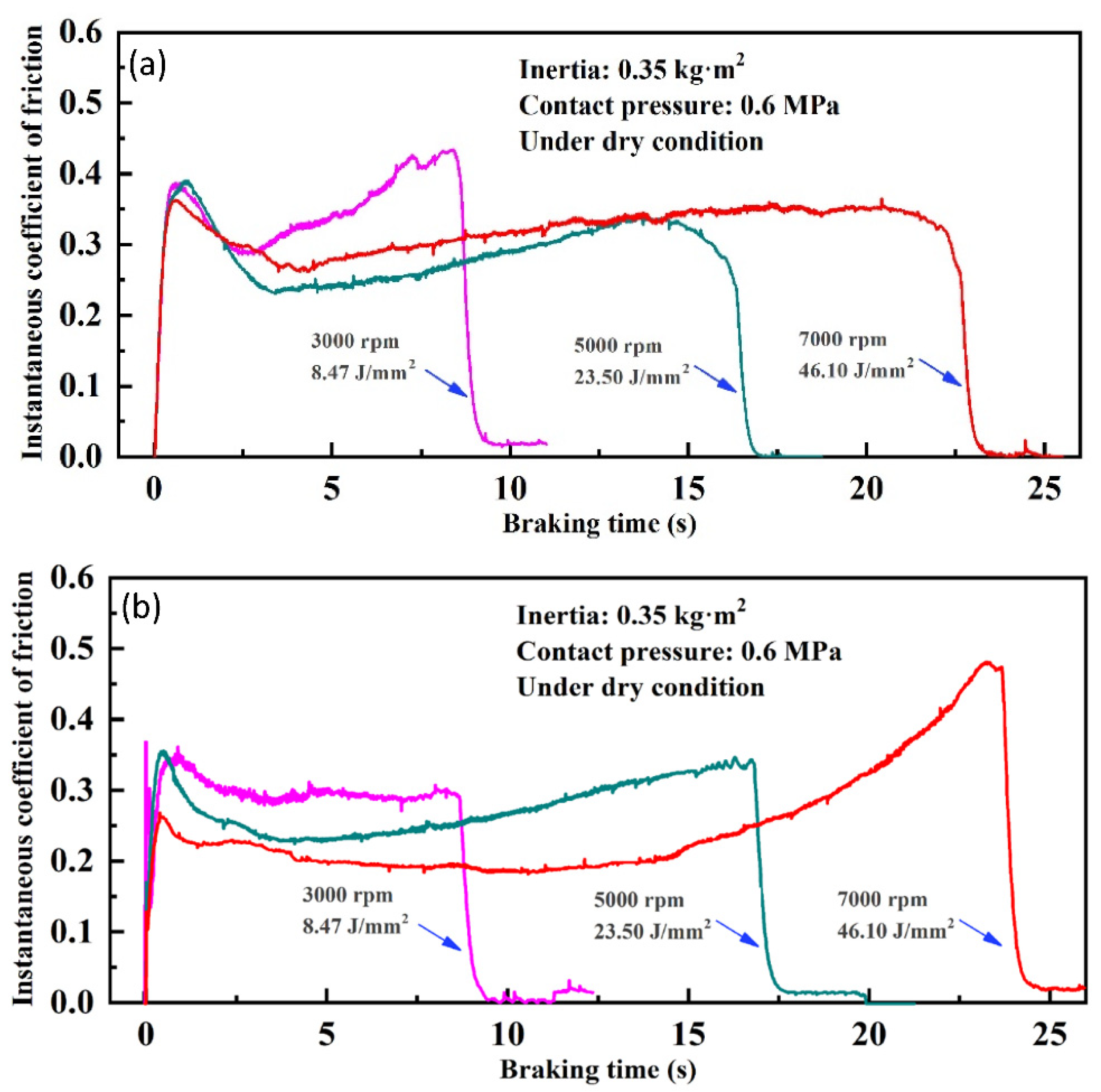
3.4.2. Friction and Wear Behaviour
4. Conclusions
- (1)
- A diffusion bonding interface was formed between Fe and the copper matrix, as well as between Cr and the copper matrix. Owing to the formation of the defect bonding layer, the Cr/Cu interface exhibited a lower bonding strength compared with that of the Fe/Cu interface. Therefore, Fe presents a better particle strengthening than Cr, which enhanced the strength of Cu–BCs more effectively.
- (2)
- The COF of the Fe/Cu interface showed a slow growth trend owing to interface deformation. However, the COF of the Cr/Cu interface first indicated a decrease followed by a sharp increase in the interface area owing to local interface debonding, especially at a pressure of 0.5 N. Compared with Cr, Fe can reduced the rapidly variation of the COF on interface bonding area during the micro friction test.
- (3)
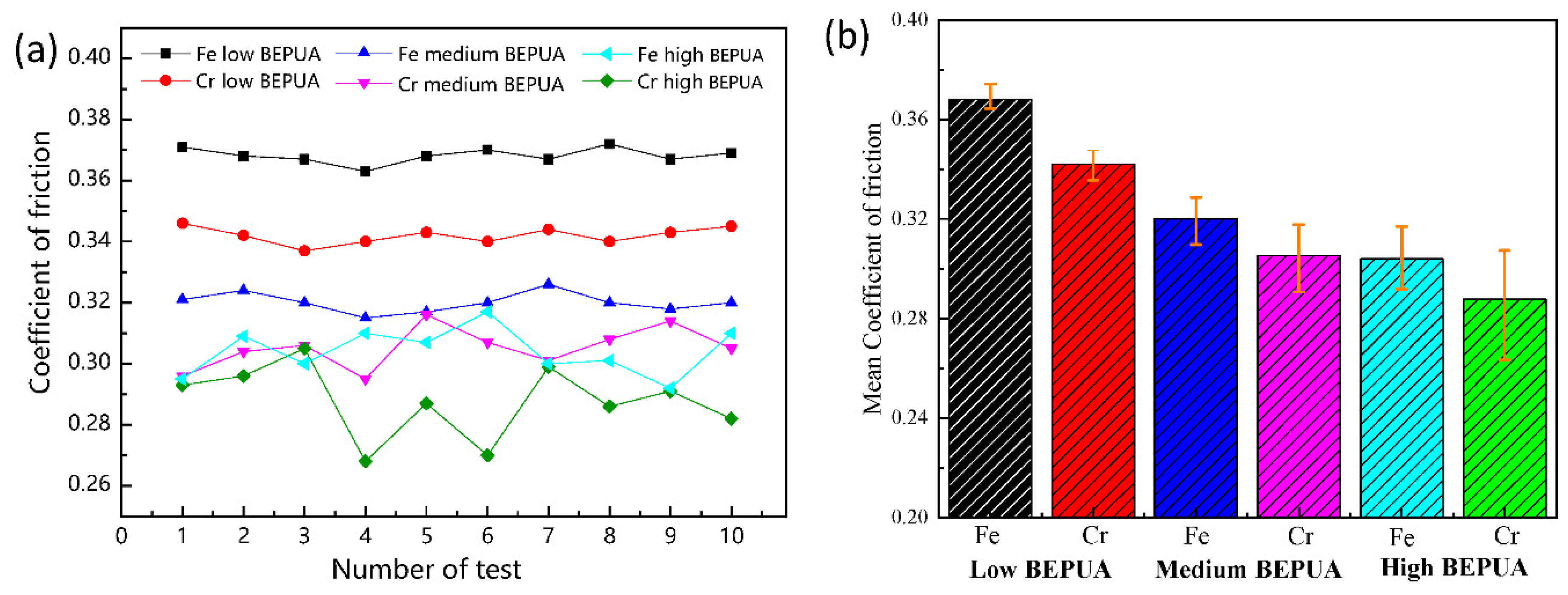
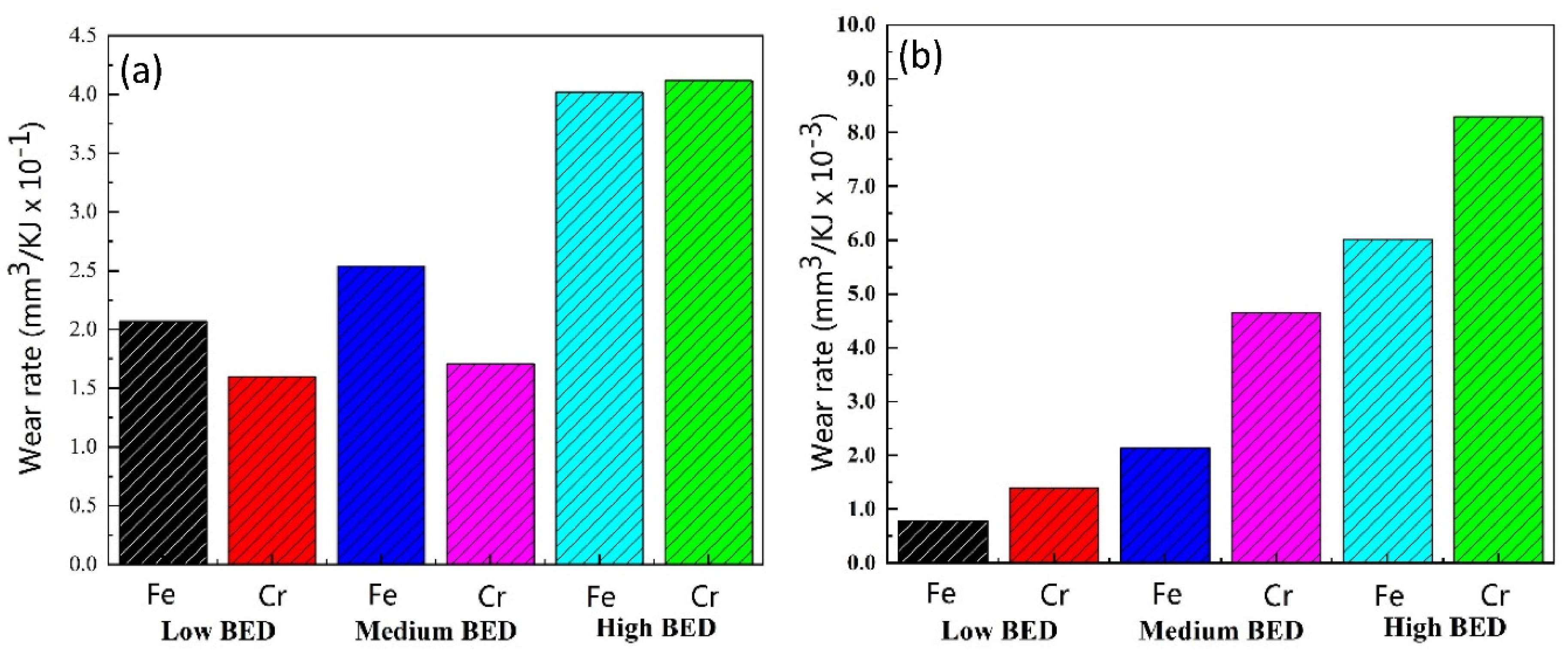
- Fe is conducive to the improvement of COF, the Cu–BCs containing Fe showed higher COF values than that of Cu–BCs with Cr under all test conditions owing to its higher COF component. Cr is beneficial to an improvement of wear resistance because of its higher hardness, The Cu–BCs containing Cr presented a lower wear rate than that of Cu–BCs containing Fe.
- (4)
- Under low and medium BEPUAs, ploughing was the main wear mechanism for all tested composites. However, under high BEPUAs, Fe promoted the formation of MML, meaning that the delamination induced by destruction of MML became the main wear mechanism. However, the addition of Cr increased the quantity of interface defects in Cu–BCs, promoting the nucleation and propagation of cracks in composites during braking, meaning that the delamination induced by peeling of matrix near friction surface became the main wear mechanism.
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, H.; Yao, P.; Gong, T.; Xiao, Y.; Zhang, Z.; Zhao, L.; Fan, K.; Deng, M. Effects of ZrO2 crystal structure on the tribological properties of copper metal matrix composites. Tribol. Int. 2019, 138, 380–391. [Google Scholar] [CrossRef]
- Barani, Z.; Mohammadzadeh, A.; Geremew, A.; Huang, C.Y.; Coleman, D.; Mangolini, L.; Kargar, F.; Balandin, A.A. Thermal Properties of the Binary-Filler Hybrid Composites with Graphene and Copper Nanoparticles. Adv. Funct. Mater. 2020, 30, 1–25. [Google Scholar] [CrossRef]
- Hannula, P.M.; Peltonen, A.; Aromaa, J.; Janas, D.; Lundström, M.; Wilson, B.P.; Koziol, K.; Forsén, O. Carbon nanotube-copper composites by electrodeposition on carbon nanotube fibers. Carbon N. Y. 2016, 107, 281–287. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon N. Y. 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Chen, F.; Li, Z.; Zou, L.F.; Ma, W.J.; Li, J.W.; Chen, Z.; Niu, Z.B.; Liu, P.F.; Xiao, P. Tribological behavior and mechanism of h-BN modified copper metal matrix composites paired with C/C–SiC. Tribol. Int. 2021, 153, 106561. [Google Scholar] [CrossRef]
- Wang, P.; Yue, W.; Lu, Z.; Zhang, G.; Zhu, L. Friction and wear properties of MoS2-based coatings sliding against Cu and Al under electric current. Tribol. Int. 2018, 127, 379–388. [Google Scholar] [CrossRef]
- Xiong, X.; Chen, J.; Yao, P.; Li, S.; Huang, B. Friction and wear behaviors and mechanisms of Fe and SiO2 in Cu-based P/M friction materials. Wear 2007, 262, 1182–1186. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, Z.; Yao, P.; Fan, K.; Zhou, H.; Gong, T.; Zhao, L.; Deng, M. Mechanical and tribological behaviors of copper metal matrix composites for brake pads used in high-speed trains. Tribol. Int. 2018, 119, 585–592. [Google Scholar] [CrossRef]
- Xiao, Y.; Yao, P.; Zhou, H.; Zhang, Z.; Gong, T.; Zhao, L.; Zuo, X.; Deng, M.; Jin, Z. Friction and wear behavior of copper matrix composite for spacecraft rendezvous and docking under different conditions. Wear 2014, 320, 127–134. [Google Scholar] [CrossRef]
- Peng, T.; Yan, Q.; Li, G.; Zhang, X.; Wen, Z.; Jin, X. The Braking Behaviors of Cu-Based Metallic Brake Pad for High-Speed Train Under Different Initial Braking Speed. Tribol. Lett. 2017, 65, 1–13. [Google Scholar] [CrossRef]
- Peng, T.; Yan, Q.; Li, G.; Zhang, X. The Influence of Cu/Fe Ratio on the Tribological Behavior of Brake Friction Materials. Tribol. Lett. 2018, 66, 1–12. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Fu, K.; Cao, J.; Shijia, C.; Qu, X. Effects of different forms of Fe powder additives on the simulated braking performance of Cu-based friction materials for high-speed railway trains. Wear 2018, 414, 317–326. [Google Scholar] [CrossRef]
- Komvopoulos, K.; Li, H. The Effect of Tribofilm Formation and Humidity on the Friction and Wear Properties of Ceramic Materials. J. Tribol. 1992, 114, 131–140. [Google Scholar] [CrossRef]
- Shen, Y.J.; Mi, S.T.; Sun, L.; Yang, L.Y.; Gong, H.R. Mechanical properties and dislocation evolution of Cu–Fe interfaces from molecular dynamics simulation. Mater. Chem. Phys. 2021, 262, 124270. [Google Scholar] [CrossRef]
- Wang, M.J.; Zhang, G.W.; Xu, H.; Dong, Y.; Sun, F.E.; Fu, Y.Z. Density functional theory investigation on the stability, adhesion strength, tensile properties and fracture behavior of γ-Fe/Cu heterogeneous nucleation interface. Results Phys. 2021, 24, 104143. [Google Scholar] [CrossRef]
- Xu, X.; Song, K.; Du, S. Friction and wear behavior of copper-base powder metallurgical material under in the Presence of Electric Current. Mater. Prot. 2008, 41, 66–68. [Google Scholar]
- Qian, Z. Research on powder metallurgy pantograph strips for electrical locomotive. Powder Metall. Ind. 2007, 17, 43–46. [Google Scholar]
- Gao, X. Research on Copper Based Powder Metallurgical Friction Materials Suitable to Drill Rig. Master’s Thesis, China University of Geosciences, Beijing, China, 2011. [Google Scholar]
- Fang, S. Effects of Cr on Friction and Wear Properties of Cu-Based Powder Metallurgy Material. Master’s Thesis, Dalian Jiaotong University, Dalian, China, 2013. [Google Scholar]
- Fu, R.; Fang, S.; Gao, F.; Han, X. Effects of Cr content on friction and wear properties of copper matrix frictional materials. Lubr. Eng. 2013, 38, 15–20. [Google Scholar]
- Chen, X.; Zhou, H.; Zhang, T.; Bi, L.; Tian, W.; Fu, S.; Li, W.; Liu, X.; Ma, F.; Zhang, K.; et al. Mechanism of interaction between the Cu/Cr interface and its chemical mixing on tensile strength and electrical conductivity of a Cu-Cr-Zr alloy. Mater. Des. 2019, 180, 107976. [Google Scholar] [CrossRef]
- Gong, T.; Yao, P.; Xiong, X.; Zhou, H.; Zhang, Z.; Xiao, Y.; Zhao, L.; Deng, M. Microstructure and tribological behavior of interfaces in Cu-SiO2 and Cu-Cr metal matrix composites. J. Alloys Compd. 2019, 786, 975–985. [Google Scholar] [CrossRef]
- Xu, Y. Principles of Metals; Metallurgical Industry Press: Beijing, China, 2020. [Google Scholar]
- Hämäläinen, M.; Jääskeläinen, K.L.R. A thermodynamic analysis of the binary alloy systems Cu-Cr, Cu-Nb and Cu-V. Calphad 1990, 14, 125–137. [Google Scholar] [CrossRef]
- Wen, S.; Huang, P. Principles of Tribology, 4th ed.; Tsinghua University Press: Beijing, China, 2017. [Google Scholar]
- Futami, T.; Ohira, M.; Muto, H.; Sakai, M. Contact/scratch-induced surface deformation and damage of copper-graphite particulate composites. Carbon N. Y. 2009, 47, 2742–2751. [Google Scholar] [CrossRef]
- Williams, J.A. Analytical models of scratch hardness. Tribol. Int. 1996, 29, 675–694. [Google Scholar] [CrossRef]
- Xiao, J.K.; Zhang, L.; Zhou, K.C.; Wang, X.P. Microscratch behavior of copper-graphite composites. Tribol. Int. 2013, 57, 38–45. [Google Scholar] [CrossRef]
- Ji, G. Principle of Friction and Wear; Agricultural Press: Beijing, China, 1992. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Fe | Cr | Graphite | |
|---|---|---|---|---|
| 1# | 90 | 10 | \ | \ |
| 2# | 90 | \ | 10 | \ |
| 3# | 50 | 10 | \ | 40 |
| 4# | 50 | \ | 10 | 40 |
| Raw Powders | Element Content | Particle Size |
|---|---|---|
| Cu | Cu ≥ 99.98 wt.% | <74 μm |
| Fe | Fe ≥ 99.8 wt.% | <74 μm |
| Cr | Cr ≥ 99.8 wt.% | <74 μm |
| Graphite | C ≥ 97.0 wt.% | 150–600 μm |
| No. | Sample | ρth | ρ (g cm−3) | ρr |
|---|---|---|---|---|
| 1# | Cu–Fe | 8.55 | 8.12 | 0.918 |
| 2# | Cu–Cr | 8.14 | 7.42 | 0.912 |
| 3# | Cu–Fe–C | 6.17 | 4.96 | 0.804 |
| 4# | Cu–Cr–C | 5.20 | 4.12 | 0.793 |
| Test Area | Fe/Cr Phases and Their Interface with Matrix |
|---|---|
| Test parameters | Radius of indenter: 10 μm, load: 0.3 N/0.5 N Sliding distance: 100 μm, sliding speed: 200 μm/min Relative humidity: 50% |
| Brake Pressure/MPa | Inertia/kg·m2 | Rotation Speed/rpm | Theoretical BEPUA/J/mm2 |
|---|---|---|---|
| 0.6 | 0.35 | 3000/5000/7000 | 8.47/23.50/46.10 |
| Point Number | Cu | Fe |
|---|---|---|
| 1 | 60.34 | 39.66 |
| 2 | 18.71 | 81.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Zhou, H.; Yao, P.; Fan, K.; Liu, Y.; Zhao, L.; Xiao, Y.; Gong, T.; Deng, M. Effect of Fe and Cr on the Macro/Micro Tribological Behaviours of Copper-Based Composites. Materials 2021, 14, 3417. https://doi.org/10.3390/ma14123417
Zhang Z, Zhou H, Yao P, Fan K, Liu Y, Zhao L, Xiao Y, Gong T, Deng M. Effect of Fe and Cr on the Macro/Micro Tribological Behaviours of Copper-Based Composites. Materials. 2021; 14(12):3417. https://doi.org/10.3390/ma14123417
Chicago/Turabian StyleZhang, Zhongyi, Haibin Zhou, Pingping Yao, Kunyang Fan, Yongqiang Liu, Lin Zhao, Yelong Xiao, Taimin Gong, and Minwen Deng. 2021. "Effect of Fe and Cr on the Macro/Micro Tribological Behaviours of Copper-Based Composites" Materials 14, no. 12: 3417. https://doi.org/10.3390/ma14123417