
Durability of Blended Cements Made with Reactive Aggregates

 ,
,  , and
, and 
Abstract
:Featured Application
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
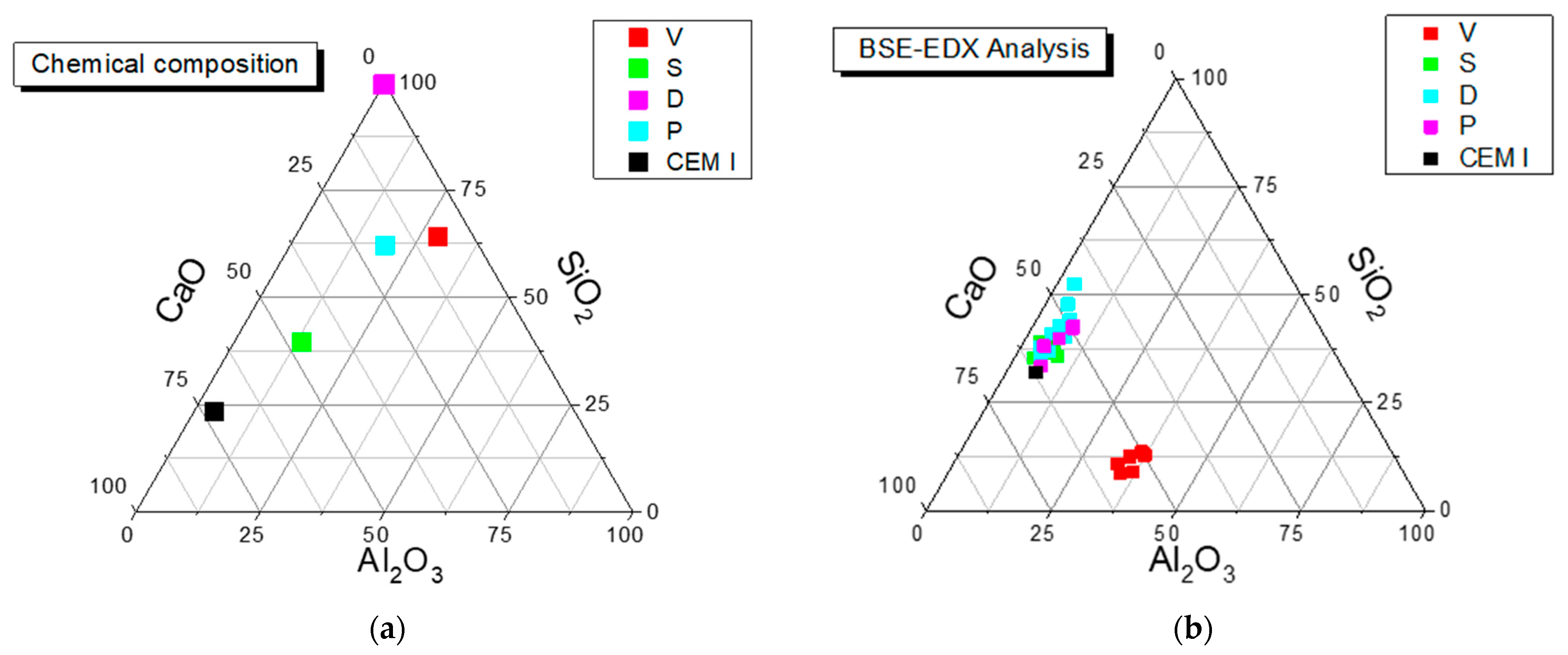
2.2. Chemical and Mineralogical Characterization of the Materials
2.3. Particle Size Disribution
2.4. Mechanical Strength and Open Porosity
2.5. Alkali–Aggregate Reactivity Test Method (Expansion of Mortar-Bar Method)
3. Results and Discussion
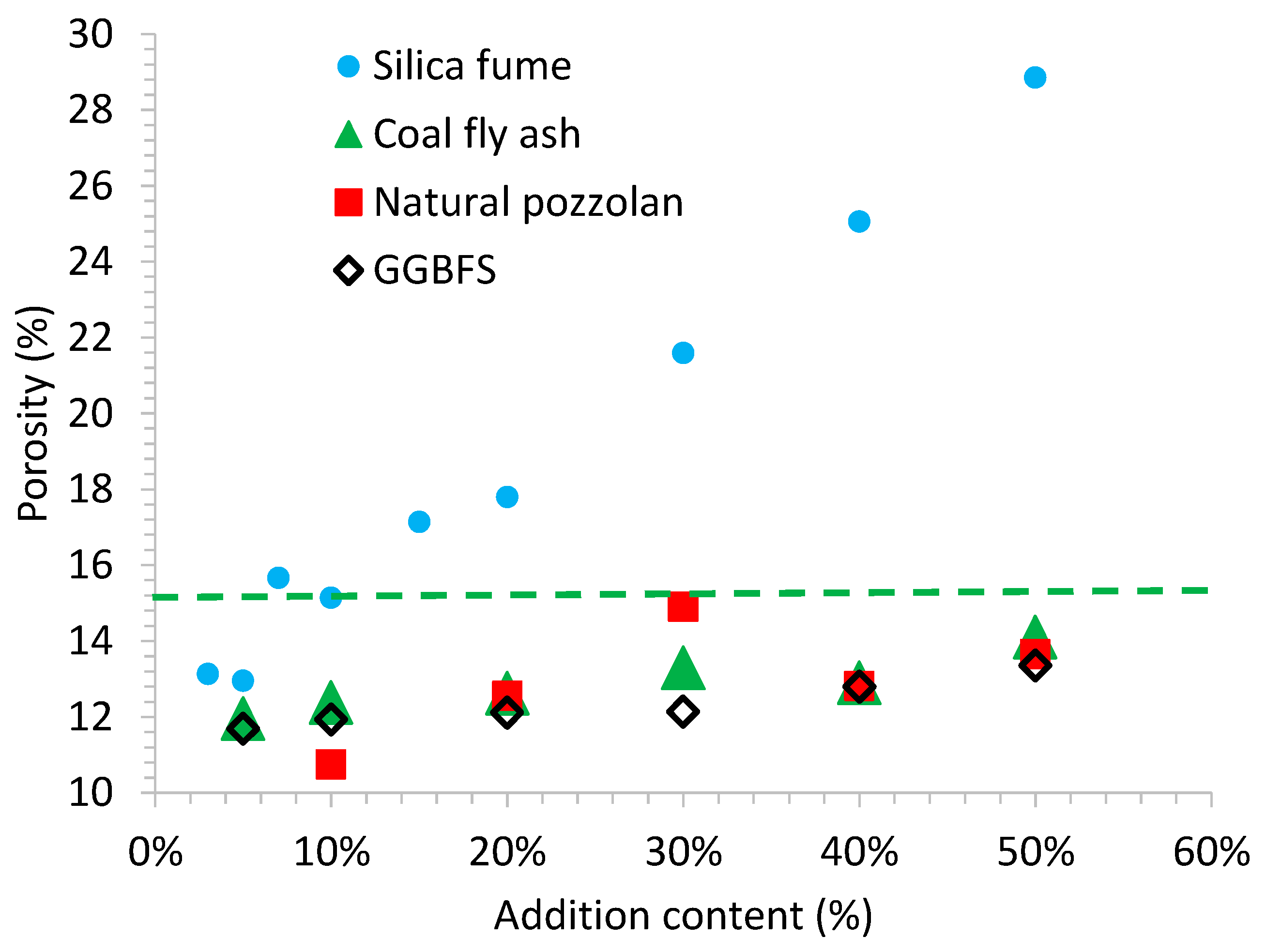
3.1. Open Porosity
3.2. Alkalies in the Mortars Made with Blended Cements
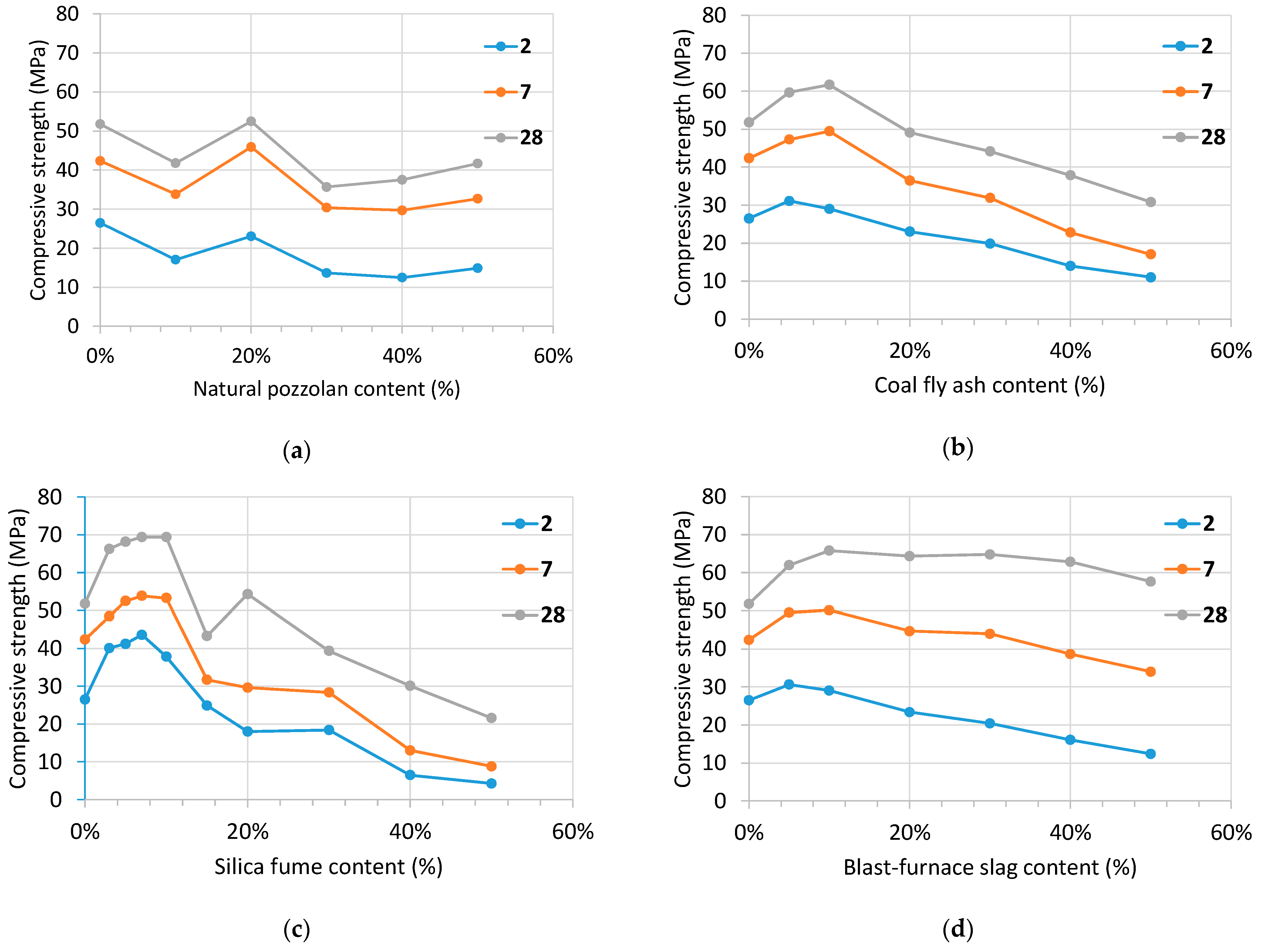
3.3. Compressive Strength
3.4. Expansion
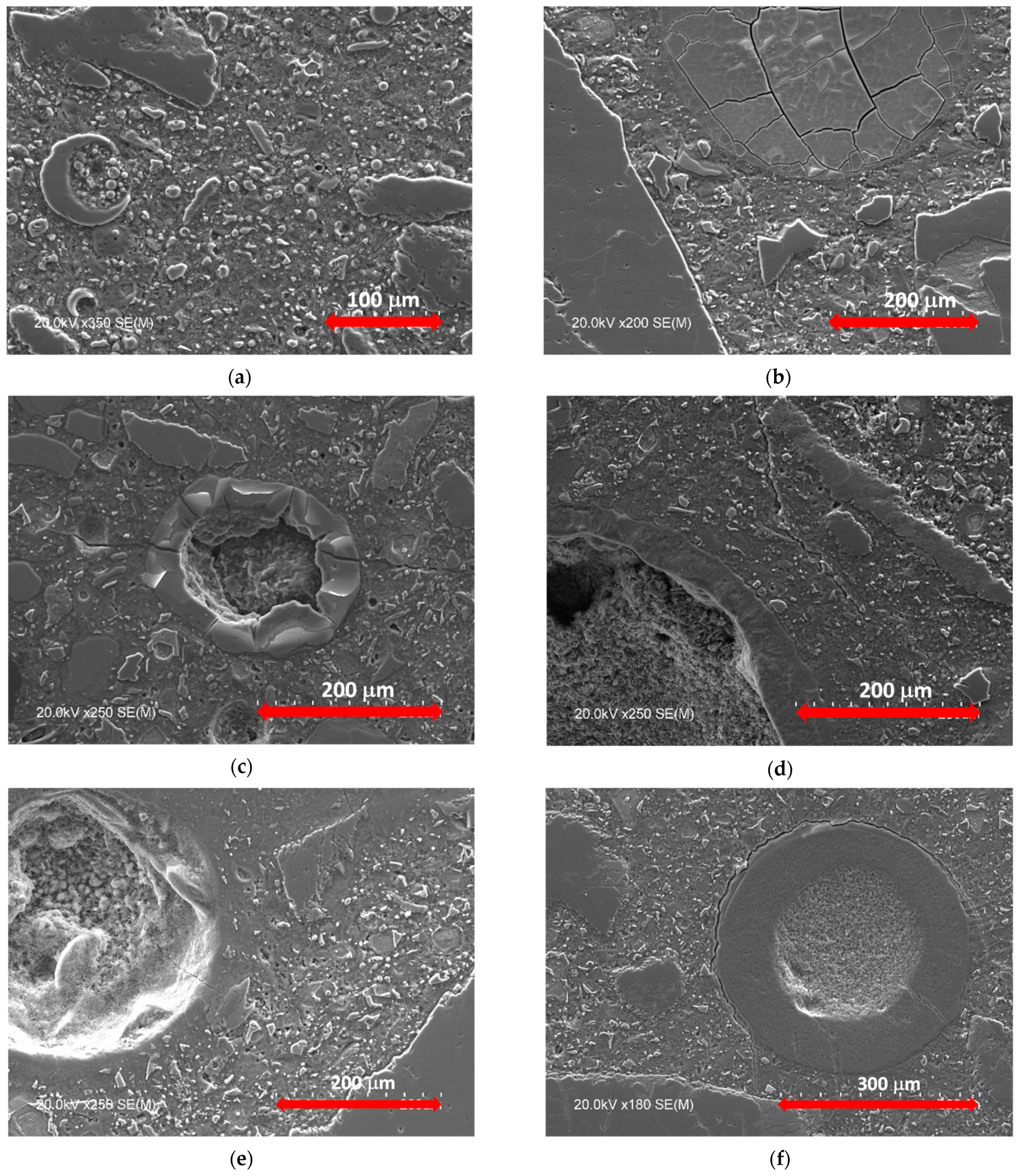
3.5. Microanalysis of Pozzolanic Cement Mortars
4. Conclusions
- The reference mortar without additions presented an open porosity of 15.25%. Mortars made with natural pozzolan, P, siliceous coal fly ash, V, or ground granulated blast-furnace slag, S, showed lower open porosities for all the replacement levels. This finding was the same for mortars made with low contents of silica fume (3% and 5% D). As a pozzolanic materials, they react with the calcium hydroxide formed by the calcium silicate hydration to form C-S-H gel with a lower Ca/Si ratio, making the mortar mixes more compact and homogeneous.
- Linear relationships between compressive and flexural strength were found for natural pozzolan, P, siliceous coal fly ash, V, and ground granulated blast-furnace slag, S. By contrast, silica fume mortars only showed such linear relationship at 2 and 7 days. At 28 days, a maximum flexural strength of about 11 MPa was reached, while compressive strength ranged from 40 to 70 MPa.
- Low replacements with silica fume (from 7% to 10% D) are enough to prevent alkali-silica reaction (ASR). The second-best addition to control ASR is the siliceous coal fly ash with replacement levels above 20%. In contrast, natural pozzolan, P, and ground granulated blast-furnace slag, S, showed similar performances. They are effective, starting at 30%. It is suggested that a reduction in the CaO content in mortars is effective in controlling the alkali–silica reaction (ASR) expansion.
- The alkali–silica reaction (ASR) expansion curves were characterized by three zones: (i) beginning of the swelling; (ii) substantial expansion at constant rate; (iii) final stage showing a slope different from zero. This could be explained by the expansion of marginally reactive aggregates, the swelling that continues for several years in accelerated tests, and some dimensional changes due to chemical or physical factors.
- Finally, the reference mortar prism presented widespread cracking, while blended cement mortars depict smaller or non-cracking with a denser microstructure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Commission, UE 2019. The European Green Deal. Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions. Brussels, Belgium, 11 of December 2019. COM(2019) 640 Final. Available online: https://ec.europa.eu/info/sites/info/files/european-green-deal-communication_en.pdf (accessed on 22 March 2021).
- European Commission, UE 2011. Roadmap to a Resource Efficient Europe. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Brussels, 20.9.2011 COM(2011) 571 Final. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52011DC0571&from=EN (accessed on 22 March 2021).
- European Commission, UE 2020. Circular Economy Action Plan. For a Cleaner and More Competitive Europe #EUGreenDeal, 1st ed.; European Commission: Brussels, Belgium, 11 March 2020; pp. 1–28. Available online: https://ec.europa.eu/commission/presscorner/detail/en/ip_20_420 (accessed on 22 March 2021).
- Sanjuán, M.A.; Argiz, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake in the Roadmap 2050 of the Spanish Cement Industry. Energies 2020, 13, 3452. [Google Scholar] [CrossRef]
- Sanjuán, M.A.; Estévez, E.; Argiz, C.; Barrio, D. Effect of curing time on granulated blast-furnace slag cement mortars carbonation. Cem. Concr. Compos. 2018, 90, 257–265. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). EN 197−1:2011. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cement; European Committee for Standardization (CEN): Brussels, Belgium, 2011. [Google Scholar]
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Cement-Based Materials: A Spanish Case Study. Appl. Sci. 2020, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Soltangharaei, V.; Anay, R.; Hayes, N.W.; Assi, L.; Le Pape, Y.; Ma, Z.J.; Ziehl, P. Damage Mechanism Evaluation of Large-Scale Concrete Structures Affected by Alkali-Silica Reaction Using Acoustic Emission. Appl. Sci. 2018, 8, 2148. [Google Scholar] [CrossRef] [Green Version]
- Menéndez, E. Comprehensive Strategy for the Prevention of the Alkali-Silica Reaction; Monograph, N., Ed.; IETcc: Madrid, Spain, 2019; 105p, ISBN 978-84-00-10516-7. Available online: https://digital.csic.es/handle/10261/211145 (accessed on 22 March 2021). (In Spanish)
- Petrounias, P.; Giannakopoulou, P.P.; Rogkala, A.; Stamatis, P.M.; Lampropoulou, P.; Tsikouras, B.; Hatzipanagiotou, K. The Effect of Petrographic Characteristics and Physico-Mechanical Properties of Aggregates on the Quality of Concrete. Minerals 2018, 8, 577. [Google Scholar] [CrossRef] [Green Version]
- Menéndez, E. Evaluation and gradation of simultaneous damage in concrete affected by alkali-silica reaction and sulfate attack. Int. J. Eng. Appl. (IREA) 2019, 7, 17185. [Google Scholar] [CrossRef]
- Wang, H.; Wu, D.; Mei, Z. Effect of fly ash and limestone powder on inhibiting alkali aggregate reaction of concrete. Constr. Build. Mater. 2019, 210, 620–626. [Google Scholar] [CrossRef]
- Argiz, C.; Menéndez, E.; Moragues, A. Alkali-silica resistance of coal bottom ash mortars. In Book of Abstracts; International Center for Numerical Methods in Engineering (CIMNE): Barcelona, Spain, 2016; pp. 350–360. [Google Scholar]
- Chen, H.; Soles, J.A.; Malhotra, V.M. Investigations of supplementary cementing materials for reducing alkali-aggregate reactions. Cem. Concr. Compos. 1993, 15, 75–84. [Google Scholar] [CrossRef]
- Shehata, M.H.; Thomas, M.D.A. Use of ternary blends containing silica fume and fly ash to suppress expansion due to alkali-silica reaction in concrete. Cem. Concr. Res. 2002, 32, 341–349. [Google Scholar] [CrossRef]
- Hong, S.Y.; Glasser, F.P. Alkali sorption by C-S-H and C-A-S-H gels: Part II. Role of alumina. Cem. Concr. Res. 2002, 32, 1101–1111. [Google Scholar] [CrossRef]
- Sanjuan, M.A.; Argiz, C. The new European standard on common cements specifications. EN-197-1:2011. Mater. Construcc. 2012, 62, 425–430. [Google Scholar] [CrossRef] [Green Version]
- Spanish Association for Standardization (UNE). UNE 146508:2018. Test for Aggregates. Determination of the Alkali-Silica and Alkali-Silicate Potential Reactivity of Aggregates. Accelerated Mortar Bar Test; UNE: Madrid, Spain, 2018. [Google Scholar]
- European Committee for Standardization (CEN). EN 196–2:2014. Method of Testing Cement—Part 2: Chemical Analysis of Cement; European Committee for Standardization (CEN): Brussels, Belgium, 2014. [Google Scholar]
- Menéndez, E.; García-Rovés, R.; Ruiz, S. Alkali release from aggregates: Contribution to ASR. Proc. Inst. Civ. Eng. Civ. Eng. Construc. Mater. 2016, 169, 206–214. [Google Scholar] [CrossRef]
- Spanish Association for Standardization (UNE). EN 196–1:2016. Methods of Testing Cement—Part 1: Determination of Strength; UNE: Madrid, Spain, 2016. [Google Scholar]
- Spanish Association for Standardization (UNE). UNE 83980:2014. Concrete Durability. Test Methods. Determination of the Water Absorption, Density and Accessible Porosity for Water in Concrete; UNE: Madrid, Spain, 2014. [Google Scholar]
- Sanjuán, M.A.; Argiz, C.; Gálvez, J.C.; Moragues, A. Effect of silica fume fineness on the improvement of Portland cement strength performance. Construc. Build. Mater. 2015, 96, 55–64. [Google Scholar] [CrossRef]
- McCarthy, M.J.; Dyer, T.D. Chapter 9—Pozzolanas and Pozzolanic Materials. In Lea’s Chemistry of Cement and Concrete, 5th ed.; Elsevier, B.V.: Amsterdam, The Netherlands, 2019; pp. 363–467. [Google Scholar] [CrossRef]
- ACI Committee 207. ACI 207.2R-95. Effect of Restraint, Volume Change, and Reinforcement on Cracking of Mass Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2002; pp. 207.2R-1–207.2R-26. Available online: http://civilwares.free.fr/ACI/MCP04/2072r_95.pdf (accessed on 19 March 2021).
- Menéndez, E.; Sanjuán, M.Á.; García-Roves, R.; Argiz, C.; Recino, H. Sustainable and Durable Performance of Pozzolanic Additions to Prevent Alkali-Silica Reaction (ASR) Promoted by Aggregates with Different Reaction Rates. Appl. Sci. 2020, 10, 9042. [Google Scholar] [CrossRef]
- Kalina, L.; Bílek, V., Jr.; Bradová, L.; Topolář, L. Blastfurnace Hybrid Cement with Waste Water Glass Activator: Alkali–Silica Reaction Study. Materials 2020, 13, 3646. [Google Scholar] [CrossRef]
- Abbas, S.; Arshad, U.; Abbass, W.; Nehdi, M.L.; Ahmed, A. Recycling Untreated Coal Bottom Ash with Added Value for Mitigating Alkali-Silica Reaction in Concrete: A Sustainable Approach. Sustainability 2020, 12, 10631. [Google Scholar] [CrossRef]
- Ramjan, S.; Tangchirapat, W.; Jaturapitakkul, C.; Chee Ban, C.; Jitsangiam, P.; Suwan, T. Influence of Cement Replacement with Fly Ash and Ground Sand with Different Fineness on Alkali-Silica Reaction of Mortar. Materials 2021, 14, 1528. [Google Scholar] [CrossRef]
- Attar, A.; Gencturk, B.; Aryan, H.; Wei, J. Impact of Laboratory-Accelerated Aging Methods to Study Alkali–Silica Reaction and Reinforcement Corrosion on the Properties of Concrete. Materials 2020, 13, 3273. [Google Scholar] [CrossRef]
- Sun, L.; Zhu, X.; Zhuang, X.; Zi, G. Chemo-Mechanical Model for the Expansion of Concrete Due to Alkali Silica Reaction. Appl. Sci. 2020, 10, 3807. [Google Scholar] [CrossRef]
- Choi, S.Y.; Yang, E.I. An Experimental Study on Alkali Silica Reaction of Concrete Specimen Using Steel Slag as Aggregate. Appl. Sci. 2020, 10, 6699. [Google Scholar] [CrossRef]
- Barreto Santos, M.; De Brito, J.; Santos Silva, A. A Review on Alkali-Silica Reaction Evolution in Recycled Aggregate Concrete. Materials 2020, 13, 2625. [Google Scholar] [CrossRef]
- Bavasso, I.; Costa, U.; Mangialardi, T.; Paolini, A.E. Assessment of Alkali–Silica Reactivity of Aggregates by Concrete Expansion Tests in Alkaline Solutions at 38 °C. Materials 2020, 13, 288. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fournier, B.; Malhotra, V. Evaluation of laboratory test methods for alkali– silica reactivity. Cem. Concr. Aggregates 1999, 21, 173–184. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pozzolanic addition | Percentage of the Additions in the Blended Cement | ||||
|---|---|---|---|---|---|
| Silica fume, D | 5% | 10% | - | - | - |
| Siliceous coal fly ash, V | 5% | 10% | 20% | 30% | 40% |
| Ground granulated blast-furnace slag, S | 5% | 10% | 20% | 30% | 40% |
| Natural pozzolan, P | - | 10% | 20% | 30% | 40% |
| Parameter | CEM I 42.5 N | V | S | D | P | Aggregate |
|---|---|---|---|---|---|---|
| Al2O3 | 3.65 | 23.16 | 12.16 | - | 13.15 | 15.80 |
| CaO | 64.49 | 5.75 | 41.55 | 0.60 | 12.98 | 4.30 |
| Cl− | 0.03 | - | - | 0.06 | - | 0.02 |
| Cr2O3 | 0.02 | 0.17 | - | - | - | 0.04 |
| Fe2O3 | 3.96 | 5.93 | 0.39 | 0.14 | 12.75 | 6.83 |
| K2O | 0.64 | 0.96 | 0.48 | 3.03 | 0.56 | 4.58 |
| MgO | 1.27 | 1.96 | 6.96 | 0.33 | 9.62 | 2.47 |
| Mn2O3 | 0.05 | 0.06 | 0.22 | - | - | 0.08 |
| Na2O | 0.12 | 3.93 | 0.17 | 1.23 | 0.63 | 2.88 |
| P2O5 | 0.18 | 0.67 | - | - | 1.26 | 0.45 |
| SiO2 | 20.80 | 52.17 | 35.13 | 91.31 | 42.82 | 60.55 |
| SO3 | 2.33 | 0.36 | 1.86 | - | 0.00 | 0.02 |
| SrO | 0.06 | 0.10 | 0.05 | - | 0.12 | 0.03 |
| TiO2 | 0.19 | 0.92 | 0.56 | - | 3.62 | 1.00 |
| ZnO | 0.01 | 0.02 | - | - | 0.02 | - |
| ZrO2 | - | 0.03 | 0.02 | - | 0.05 | 0.03 |
| LOI 1 | 2.21 | 3.80 | 0.45 | 3.29 | 2.21 | 0.81 |
| Na2Oeq 1 | 0.54 | 4.56 | 0.49 | 3.22 | 0.99 | 5.89 |
| %Na2Oeq 1 | Pozzolanic Material Content in the Binder (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0% | 3% | 5% | 7% | 10% | 15% | 20% | 30% | 40% | 50% | |
| Silica fume, D | 0.53 | 0.61 | 0.66 | 0.72 | 0.80 | 0.75 | 1.07 | 1.34 | 1.61 | 1.88 |
| Coal fly ash, V | 0.53 | - | 0.73 | - | 0.93 | - | 1.34 | 1.74 | 2.14 | 2.55 |
| Ground granulated blast-furnace slag, S | 0.53 | - | 0.53 | - | 0.53 | - | 0.52 | - | 0.51 | 0.51 |
| Natural pozzolan, P | 0.53 | - | - | - | 0.58 | - | 0.62 | 0.67 | 0.72 | 0.77 |
| Material | CEM I 42.5 N | V | S | D | P | Aggregate |
|---|---|---|---|---|---|---|
| (CaO)/(SiO2 + Al2O3 + Fe2O3) | 2.27 | 0.07 | 0.87 | 0.01 | 0.19 | 0.052 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menéndez, E.; Sanjuán, M.Á.; García-Roves, R.; Argiz, C.; Recino, H. Durability of Blended Cements Made with Reactive Aggregates. Materials 2021, 14, 2948. https://doi.org/10.3390/ma14112948
Menéndez E, Sanjuán MÁ, García-Roves R, Argiz C, Recino H. Durability of Blended Cements Made with Reactive Aggregates. Materials. 2021; 14(11):2948. https://doi.org/10.3390/ma14112948
Chicago/Turabian StyleMenéndez, Esperanza, Miguel Ángel Sanjuán, Ricardo García-Roves, Cristina Argiz, and Hairon Recino. 2021. "Durability of Blended Cements Made with Reactive Aggregates" Materials 14, no. 11: 2948. https://doi.org/10.3390/ma14112948