
Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55.8Ti Shape Memory Alloy

 , ,
, ,  , ,
, ,
Abstract
:1. Introduction
2. Synthesis of Nano-Graphene Powder
2.1. Reagents and Instrumentation
2.2. Synthesis of Graphene Using Carbon Source
3. Materials and Methods
4. Results and Discussions
4.1. Nano-Graphene Powder
4.2. Regression Equations
4.3. Analysis of MRR
4.4. Analysis of SR
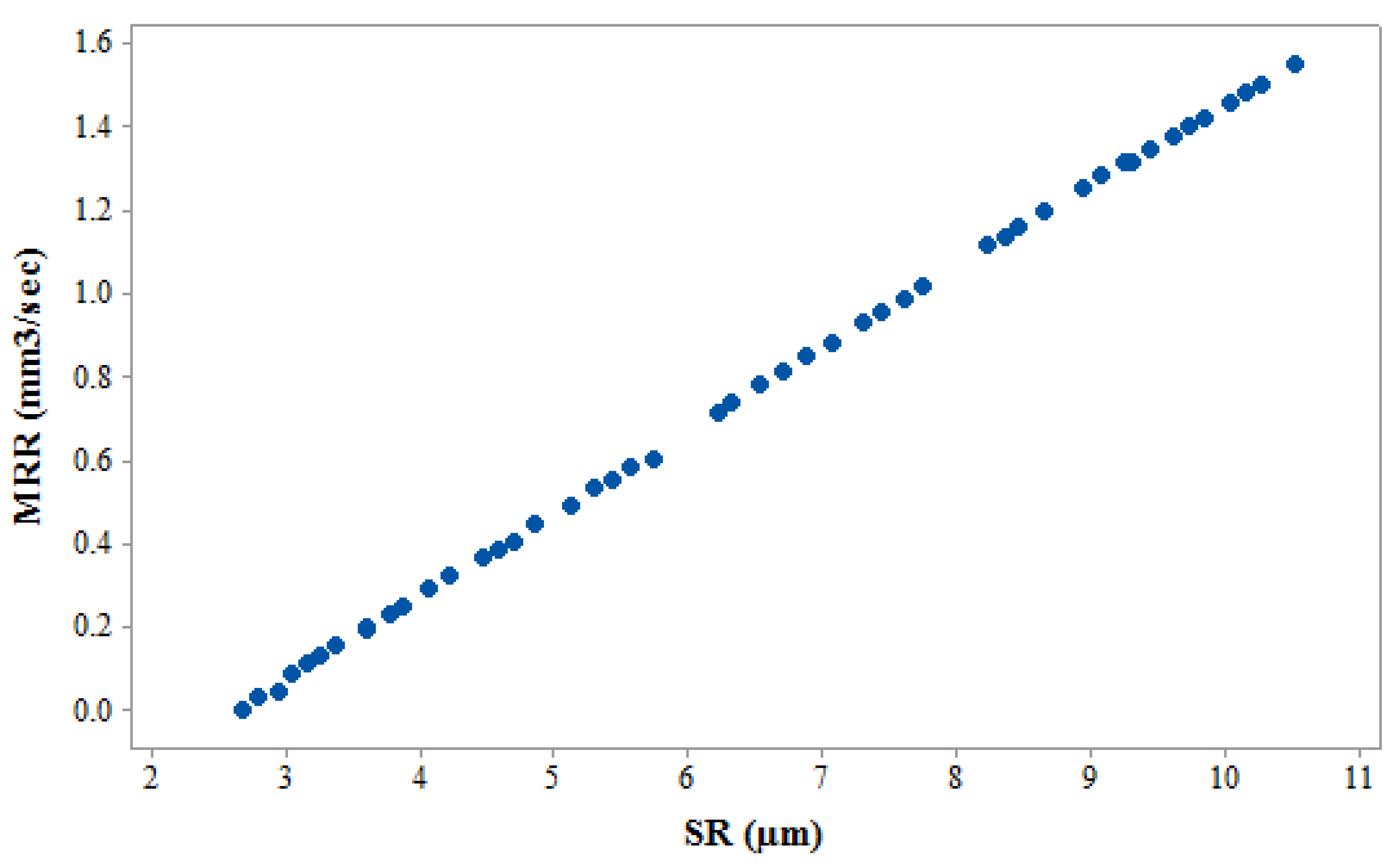
4.5. Optimization Using HTS Algorithm
4.5.1. Conduction Phase
4.5.2. Convection Phase
4.5.3. Radiation Phase
4.6. Effect of Nano-Graphene Powder on Response Variables
4.7. Effect of Nano-Graphene Powder on Surface Morphology of Machined Surface
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ANOVA | Analysis of variance |
| DCB | Dichlorobenzene |
| DF | Degree of freedom |
| DOE | Design of Experiments |
| EDM | Electrical Discharge Machining |
| FESEM | Field emission scanning electron microscope |
| HTS | Heat transfer search |
| MOHTS | Multi-objective heat transfer search |
| MRR | Material removal rate (mm3/s) |
| NPMWEDM | Nano-powder mixed wire electrical discharge machining |
| PMEDM | Powder mixed electrical discharge machining |
| SEM | Scanning electron microscope |
| SMA | Shape memory alloy |
| SMAs | Shape memory alloys |
| SR | Surface roughness (µm) |
| TEM | Transmission electron microscope |
| Ton | Pulse on time (µs) |
| Toff | Pulse off time (µs) |
| WEDM | Wire electric discharge machine |
References
- Ölander, A. An electrochemical investigation of solid cadmium-gold alloys. J. Am. Chem. Soc. 1932, 54, 3819–3833. [Google Scholar] [CrossRef]
- Vernon, L.B.; Vernon, H.M. Process of Manufacturing Articles of Thermoplastic Synthetic Resins. U.S. Patent 2,234,993, 18 March 1941. [Google Scholar]
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Khanna, S.; Patel, R.; Marathey, P.; Chaudari, R.; Vora, J.; Banerjee, R.; Ray, A.; Mukhopadhyay, I. Growth of titanium dioxide nanorod over shape memory material using chemical vapor deposition for energy conversion application. Mater. Today Proc. 2020, 28, 475–479. [Google Scholar] [CrossRef]
- Khanna, S.; Marathey, P.; Patel, R.; Paneliya, S.; Chaudhari, R.; Vora, J.; Ray, A.; Banerjee, R.; Mukhopadhyay, I. Unravelling camphor mediated synthesis of TiO2 nanorods over shape memory alloy for efficient energy harvesting. Appl. Surf. Sci. 2021, 541, 148489. [Google Scholar] [CrossRef]
- Rathi, P.; Ghiya, R.; Shah, H.; Srivastava, P.; Patel, S.; Chaudhari, R.; Vora, J. Multi-response optimization of Ni55. 8Ti shape memory alloy using taguchi-grey relational analysis approach. In Recent Advances in Mechanical Infrastructure; Springer: Singapore, 2020; pp. 13–23. [Google Scholar]
- Khanna, S.; Marathey, P.; Paneliya, S.; Chaudhari, R.; Vora, J. Fabrication of rutile-TiO2 nanowire on shape memory alloy: A potential material for energy storage application. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.M.; Palani, I.; Patel, V.K.; Parikh, D. Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv. Manuf. 2021, 9, 64–80. [Google Scholar] [CrossRef]
- Petrini, L.; Migliavacca, F. Biomedical applications of shape memory alloys. J. Metall. 2011, 2011. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Parikh, D. A review on applications of nitinol shape memory alloy. In Recent Advances in Mechanical Infrastructure: Proceedings of ICRAM 2020; Springer: Singapore, 2021. [Google Scholar]
- Prabu, S.M.; Madhu, H.; Perugu, C.S.; Akash, K.; Kumar, P.A.; Kailas, S.V.; Anbarasu, M.; Palani, I.A. Microstructure, mechanical properties and shape memory behaviour of friction stir welded nitinol. Mater. Sci. Eng. A 2017, 693, 233–236. [Google Scholar] [CrossRef]
- Wang, G.; Liu, Z.; Huang, W.; Wang, B.; Niu, J. Influence of cutting parameters on surface roughness and strain hardening during milling NiTi shape memory alloy. Int. J. Adv. Manuf. Technol. 2019, 102, 2211–2221. [Google Scholar] [CrossRef]
- Lin, H.; Lin, K.; Chen, Y. A study on the machining characteristics of TiNi shape memory alloys. J. Mater. Process. Technol. 2000, 105, 327–332. [Google Scholar] [CrossRef]
- Guo, Y.; Klink, A.; Fu, C.; Snyder, J. Machinability and surface integrity of Nitinol shape memory alloy. CIRP Ann. 2013, 62, 83–86. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; de Lacalle, L.L.; Parikh, D. Surface analysis of wire-electrical-discharge-machining-processed shape-memory alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chaudhari, R.; Vora, J.; Parikh, D.; Wankhede, V.; Khanna, S. Multi-response optimization of WEDM parameters using an integrated approach of RSM-GRA analysis for pure titanium. J. Inst. Eng. Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhayay, S.; Biswas, C. State of the art in powder-mixed electric discharge machining: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2511–2526. [Google Scholar] [CrossRef]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, e02963. [Google Scholar] [CrossRef] [Green Version]
- Patel, V.K.; Savsani, V.J. Heat transfer search (HTS): A novel optimization algorithm. Inf. Sci. 2015, 324, 217–246. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.M.; Palani, I.; Patel, V.K.; Parikh, D.; de Lacalle, L.N.L. Multi-response optimization of WEDM process parameters for machining of superelastic nitinol shape-memory alloy using a heat-transfer search algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [Green Version]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lacalle, L.; Parikh, D. Effect of WEDM process parameters on surface morphology of nitinol shape memory alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef]
- Abdudeen, A.; Qudeiri, J.E.A.; Kareem, A.; Ahammed, T.; Ziout, A. Recent advances and perceptive insights into powder-mixed dielectric fluid of EDM. Micromachines 2020, 11, 754. [Google Scholar] [CrossRef]
- Sahu, D.R.; Mandal, A. Critical analysis of surface integrity parameters and dimensional accuracy in powder-mixed EDM. Mater. Manuf. Process. 2020, 35, 430–441. [Google Scholar] [CrossRef]
- Surekha, B.; Lakshmi, T.S.; Jena, H.; Samal, P. Response surface modelling and application of fuzzy grey relational analysis to optimise the multi response characteristics of EN-19 machined using powder mixed EDM. Aust. J. Mech. Eng. 2021, 19, 19–29. [Google Scholar] [CrossRef]
- Jeswani, M. Effect of the addition of graphite powder to kerosene used as the dielectric fluid in electrical discharge machining. Wear 1981, 70, 133–139. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. A study of multiobjective parametric optimization of silicon abrasive mixed electrical discharge machining of tool steel. Mater. Manuf. Process. 2010, 25, 1041–1047. [Google Scholar] [CrossRef]
- Sivaprakasam, P.; Hariharan, P.; Gowri, S. Experimental investigations on nano powder mixed micro-wire EDM process of inconel-718 alloy. Measurement 2019, 147, 106844. [Google Scholar] [CrossRef]
- Mathpathi, U.; Jeevraj, S.; Ramola, I. Analysis of material removal rate with powder mixed dielectric. IJCAE 2013, 4, 316–332. [Google Scholar]
- Rathi, M.G.; Mane, D.V. Study on effect of powder mixed dielectric in EDM of inconel 718. Int. J. Sci. Res. Publ. 2014, 4, 1–7. [Google Scholar]
- Gugulothu, B.; Rao, D.H.; Rao, G.K.M. Optimization of EDM process parameters and Graphite powder concentration on electrical Discharge machining of Ti-6Al-4V alloy using Taguchi method. Int. J. Adv. Prod. Mech. Eng. 2015, 1, 31–44. [Google Scholar]
- Sharma, V.; Garg, A.; Sood, S.C. Graphene synthesis via exfoliation of graphite by ultrasonication. Int. J. Eng. Trends Technol. 2015, 26, 38–42. [Google Scholar] [CrossRef]
- Wankhede, V.; Jagetiya, D.; Joshi, A.; Chaudhari, R. Experimental investigation of FDM process parameters using Taguchi analysis. Mater. Today Proc. 2020, 27, 2117–2120. [Google Scholar] [CrossRef]
- Chaurasia, A.; Wankhede, V.; Chaudhari, R. Experimental investigation of high-speed turning of INCONEL 718 using PVD-coated carbide tool under wet condition. In Innovations in Infrastructure; Springer: Singapore, 2019; pp. 367–374. [Google Scholar]
- Sharma, N.; Raj, T.; Jangra, K.K. Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 956–970. [Google Scholar] [CrossRef]
- Sheth, M.; Gajjar, K.; Jain, A.; Shah, V.; Patel, H.; Chaudhari, R.; Vora, J. Multi-objective optimization of inconel 718 using Combined approach of taguchi—Grey relational analysis. In Advances in Mechanical Engineering; Springer: Singapore, 2020; pp. 229–235. [Google Scholar]
- Yih-Fong, T.; Fu-Chen, C. Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J. Mater. Process. Technol. 2005, 170, 385–391. [Google Scholar] [CrossRef]
- Liao, Y.; Huang, J.; Chen, Y. A study to achieve a fine surface finish in Wire-EDM. J. Mater. Process. Technol. 2004, 149, 165–171. [Google Scholar] [CrossRef]
- Tosun, N.; Cogun, C.; Inan, A. The effect of cutting parameters on workpiece surface roughness in wire EDM. Mach. Sci. Technol. 2003, 7, 209–219. [Google Scholar] [CrossRef]
- Khosrozadeh, B.; Shabgard, M. Effects of Simultaneous Ultrasonic Vibration of Tool and Addition of Carbon Nanotube into the Dielectric in EDM Process on Machining Outputs and Surface Integrity of Ti-6Al-4V Alloy; NISCAIR-CSIR: New Delhi, India, 2017. [Google Scholar]
- Jabbaripour, B.; Sadeghi, M.H.; Shabgard, M.R.; Faraji, H. Investigating surface roughness, material removal rate and corrosion resistance in PMEDM of γ-TiAl intermetallic. J. Manuf. Process. 2013, 15, 56–68. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance evaluation of Al2O3 nano powder mixed dielectric for electric discharge machining of Inconel 825. Mater. Manuf. Process. 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Farooq, M.U.; Mughal, M.P.; Ahmed, N.; Mufti, N.A.; Al-Ahmari, A.M.; He, Y. On the investigation of surface integrity of Ti6Al4V ELI using Si-mixed electric discharge machining. Materials 2020, 13, 1549. [Google Scholar] [CrossRef] [Green Version]
- Talla, G.; Gangopadhyay, S.; Biswas, C.K. Influence of graphite powder mixed EDM on the surface integrity characteristics of Inconel 625. Part. Sci. Technol. 2017, 35, 219–226. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Ni | Co | Cu | Cr | Fe | Nb | C | H | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt (%) | Balance | 55.78 | 0.005 | 0.005 | 0.005 | 0.012 | 0.005 | 0.039 | 0.001 | 0.0344 | 0.001 |
| Working Condition | Description |
|---|---|
| Current (A) | 1, 2, 3, 4 |
| Pulse on time (µs) | 30, 40, 50, 60 |
| Pulse off time (µs) | 10, 14, 18, 22 |
| Powder concentration (g/L) | 0.25, 0.50, 0.75, 1 |
| Graphene nano powder-size (nm) | 300–500 |
| Powder | Graphite |
| Wire | Molybdenum |
| Run | Current (A) | Ton (µs) | Toff (µs) | Powder Conc. (g/L) | MRR (mm3/s) | SR (µm) |
|---|---|---|---|---|---|---|
| 1 | 1 | 30 | 10 | 0.25 | 0.1891 | 4.33 |
| 2 | 1 | 40 | 14 | 0.5 | 0.3293 | 4.88 |
| 3 | 1 | 50 | 18 | 0.75 | 0.4135 | 5.16 |
| 4 | 1 | 60 | 22 | 1 | 0.4184 | 4.98 |
| 5 | 2 | 30 | 14 | 0.75 | 0.2155 | 4.22 |
| 6 | 2 | 40 | 10 | 1 | 0.4502 | 5.11 |
| 7 | 2 | 50 | 22 | 0.25 | 0.2596 | 4.99 |
| 8 | 2 | 60 | 18 | 0.5 | 0.5472 | 6.02 |
| 9 | 3 | 30 | 18 | 1 | 0.2294 | 4.12 |
| 10 | 3 | 40 | 22 | 0.75 | 0.3147 | 4.8 |
| 11 | 3 | 50 | 10 | 0.5 | 0.5557 | 5.97 |
| 12 | 3 | 60 | 14 | 0.25 | 0.4940 | 6.3 |
| 13 | 4 | 30 | 22 | 0.5 | 0.2142 | 4.17 |
| 14 | 4 | 40 | 18 | 0.25 | 0.3592 | 5.7 |
| 15 | 4 | 50 | 14 | 1 | 0.6240 | 6.04 |
| 16 | 4 | 60 | 10 | 0.75 | 0.7410 | 6.52 |
| Source | DF | SS | MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|
| Current | 3 | 0.048154 | 0.016051 | 18.92 | 0.019 | 12.04 |
| Ton | 3 | 0.252635 | 0.084212 | 99.25 | 0.002 | 63.18 |
| Toff | 3 | 0.068354 | 0.022785 | 26.85 | 0.011 | 17.09 |
| Powder Conc. | 3 | 0.028141 | 0.009380 | 11.06 | 0.040 | 7.03 |
| Error | 3 | 0.002545 | 0.000848 | 0.66 | ||
| Total | 15 | 0.399831 | ||||
| S = 0.02912, R-Sq = 99.36%, R-Sq (Adj) = 96.82% | ||||||
| Source | DF | SS | MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|
| Current | 3 | 1.28002 | 0.42667 | 21.19 | 0.016 | 13.50 |
| Ton | 3 | 6.68617 | 2.22872 | 110.66 | 0.001 | 70.51 |
| Toff | 3 | 1.29577 | 0.43192 | 21.45 | 0.016 | 13.66 |
| Powder Conc. | 3 | 0.15937 | 0.05312 | 2.64 | 0.223 | 1.68 |
| Error | 3 | 0.06042 | 0.02014 | 0.65 | ||
| Total | 15 | 9.48174 | ||||
| S = 0.141914, R-Sq = 99.26%, R-Sq (Adj) = 96.8% | ||||||
| Objective Function | Design Variables | Objective Function | ||||
|---|---|---|---|---|---|---|
| Current (A) | Pulse on Time (µs) | Pulse off Time (µs) | Powder Conc. (g/L) | MRR (mm3/s) | SR (µm) | |
| Maximum MRR | 6 | 110 | 1 | 1 | 1.5507 | 10.51 |
| Minimum SR | 1 | 1 | 8 | 1 | 0.0001 | 2.68 |
| Sr. No. | Current (A) | Pulse on Time (µs) | Pulse off Time (µs) | Powder Conc. (g/L) | MRR (mm3/s) | SR (µm) |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 8 | 1 | 0.00013 | 2.67 |
| 2 | 1 | 1 | 6 | 1 | 0.02889 | 2.79 |
| 3 | 1 | 1 | 4 | 1 | 0.04363 | 2.95 |
| 4 | 1 | 1 | 2 | 1 | 0.08619 | 3.03 |
| 5 | 1 | 2 | 1 | 1 | 0.11150 | 3.14 |
| 6 | 1 | 6 | 3 | 1 | 0.12770 | 3.25 |
| 7 | 1 | 7 | 2 | 1 | 0.15313 | 3.37 |
| 8 | 1 | 12 | 3 | 1 | 0.19456 | 3.59 |
| 9 | 1 | 10 | 1 | 1 | 0.20095 | 3.59 |
| 10 | 1 | 14 | 2 | 1 | 0.23102 | 3.76 |
| 11 | 1 | 18 | 4 | 1 | 0.24660 | 3.87 |
| 12 | 1 | 18 | 1 | 1 | 0.28983 | 4.05 |
| 13 | 1 | 22 | 2 | 1 | 0.31991 | 4.21 |
| 14 | 2 | 23 | 3 | 1 | 0.36399 | 4.46 |
| 15 | 4 | 15 | 2 | 1 | 0.38370 | 4.57 |
| 16 | 4 | 17 | 2 | 1 | 0.40580 | 4.69 |
| 17 | 1 | 32 | 1 | 1 | 0.44609 | 4.84 |
| 18 | 3 | 29 | 2 | 1 | 0.49244 | 5.11 |
| 19 | 1 | 40 | 1 | 1 | 0.53524 | 5.29 |
| 20 | 2 | 40 | 3 | 1 | 0.55342 | 5.42 |
| 21 | 3 | 36 | 1 | 1 | 0.58469 | 5.57 |
| 22 | 2 | 45 | 3 | 1 | 0.60132 | 5.73 |
| 23 | 2 | 53 | 2 | 1 | 0.71254 | 6.22 |
| 24 | 1 | 58 | 1 | 1 | 0.73567 | 6.31 |
| 25 | 1 | 62 | 1 | 1 | 0.78033 | 6.53 |
| 26 | 1 | 65 | 1 | 1 | 0.81375 | 6.70 |
| 27 | 1 | 68 | 1 | 1 | 0.84708 | 6.87 |
| 28 | 2 | 68 | 2 | 1 | 0.87979 | 7.07 |
| 29 | 2 | 71 | 1 | 1 | 0.92738 | 7.30 |
| 30 | 1 | 78 | 1 | 1 | 0.95819 | 7.44 |
| 31 | 3 | 72 | 1 | 1 | 0.98581 | 7.60 |
| 32 | 2 | 79 | 1 | 1 | 1.01645 | 7.75 |
| 33 | 1 | 92 | 1 | 1 | 1.11416 | 8.23 |
| 34 | 4 | 81 | 1 | 1 | 1.13310 | 8.36 |
| 35 | 1 | 96 | 1 | 1 | 1.15895 | 8.46 |
| 36 | 2 | 95 | 1 | 1 | 1.19466 | 8.65 |
| 37 | 2 | 100 | 1 | 1 | 1.25053 | 8.93 |
| 38 | 1 | 107 | 1 | 1 | 1.28130 | 9.08 |
| 39 | 1 | 110 | 1 | 1 | 1.31493 | 9.25 |
| 40 | 3 | 103 | 2 | 1 | 1.31678 | 9.30 |
| 41 | 2 | 110 | 2 | 1 | 1.34733 | 9.44 |
| 42 | 4 | 103 | 1 | 1 | 1.37833 | 9.61 |
| 43 | 4 | 105 | 1 | 1 | 1.40027 | 9.72 |
| 44 | 4 | 107 | 1 | 1 | 1.42276 | 9.83 |
| 45 | 5 | 106 | 1 | 1 | 1.45891 | 10.03 |
| 46 | 5 | 108 | 1 | 1 | 1.48100 | 10.14 |
| 47 | 5 | 110 | 1 | 1 | 1.50357 | 10.26 |
| 48 | 6 | 110 | 1 | 1 | 1.55070 | 10.51 |
| Sr. No. | Current (A) | Pulse on Time (µs) | Pulse off Time (µs) | Powder Conc. (g/L) | Predicted Values by HTS Algorithm | Experimentally Measured Values | % Deviation | |||
|---|---|---|---|---|---|---|---|---|---|---|
| MRR | SR | MRR | SR | MRR | SR | |||||
| 1 | 1 | 1 | 8 | 1 | 0.00013 | 2.67 | 0.00014 | 2.81 | 3.52 | 4.98 |
| 11 | 1 | 18 | 4 | 1 | 0.24660 | 3.87 | 0.24151 | 4.01 | 2.10 | 3.49 |
| 23 | 2 | 53 | 2 | 1 | 0.71254 | 6.22 | 0.73004 | 6.1 | 2.39 | 1.97 |
| 40 | 3 | 103 | 2 | 1 | 1.31678 | 9.30 | 1.35321 | 9.73 | 2.69 | 4.41 |
| 48 | 6 | 110 | 1 | 1 | 1.55070 | 10.51 | 1.49452 | 10.93 | 3.75 | 3.84 |
| Condition | Input Process Parameters | Response Variables |
|---|---|---|
| With addition of Nano-graphene powder at 1 g/L | Current = 1 A Pulse on time = 30 µs Pulse on time = 22 µs Powder conc. = 1 g/L | MRR = 0.12187 mm3/s SR = 3.4945 µm |
| Without Nano-graphene powder | Current = 1 A Pulse on time = 30 µs Pulse on time = 22 µs Powder conc. = 0 g/L | MRR = 0.09051 mm3/s SR = 3.85 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaudhari, R.; Vora, J.; López de Lacalle, L.N.; Khanna, S.; Patel, V.K.; Ayesta, I. Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55.8Ti Shape Memory Alloy. Materials 2021, 14, 2533. https://doi.org/10.3390/ma14102533
Chaudhari R, Vora J, López de Lacalle LN, Khanna S, Patel VK, Ayesta I. Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55.8Ti Shape Memory Alloy. Materials. 2021; 14(10):2533. https://doi.org/10.3390/ma14102533
Chicago/Turabian StyleChaudhari, Rakesh, Jay Vora, L.N. López de Lacalle, Sakshum Khanna, Vivek K. Patel, and Izaro Ayesta. 2021. "Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55.8Ti Shape Memory Alloy" Materials 14, no. 10: 2533. https://doi.org/10.3390/ma14102533