Numerical and Experimental Analysis of Material Removal and Surface Defect Mechanism in Scratch Tests of High Volume Fraction SiCp/Al Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen
2.2. Finite Element Modelling
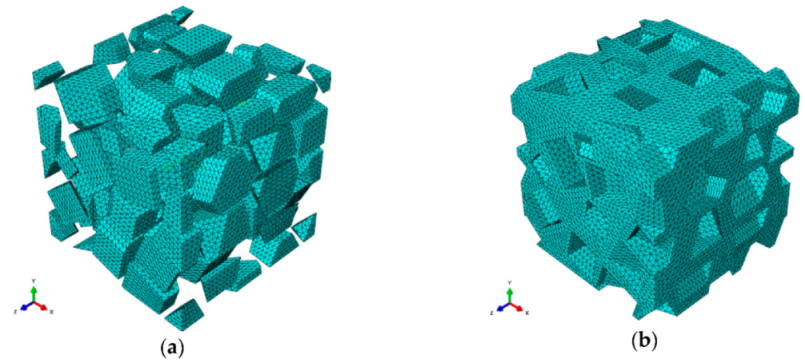
2.2.1. Microscopic Structural Modeling and Mesh of SiCp/Al Composites
2.2.2. Material Properties of Al Matrix, SiC Particle and Diamond Intender
2.2.3. Particle-Matrix Interfacial Modeling
2.2.4. Particle-Particle, Indenter-Particle and Indenter-Matrix Contact Modeling
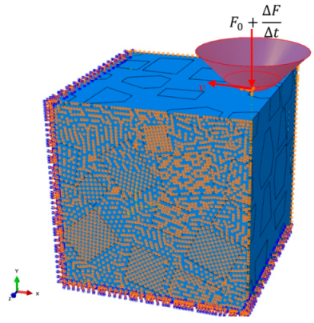
2.2.5. Loads and Boundary Conditions
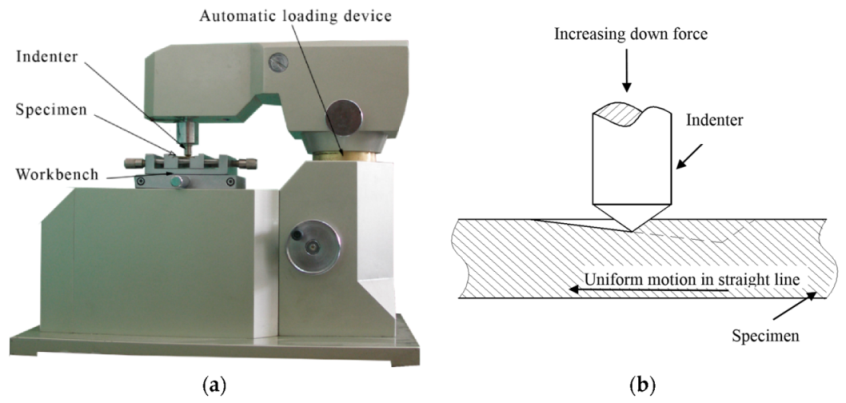
2.3. Single-Grit Scratch Experiments
3. Results and Discussion
3.1. Material Removal Process
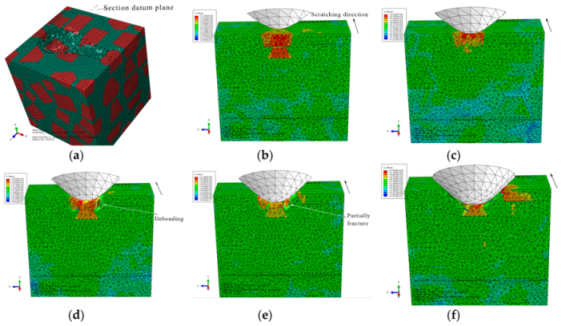
3.1.1. The Initial Scratch Process
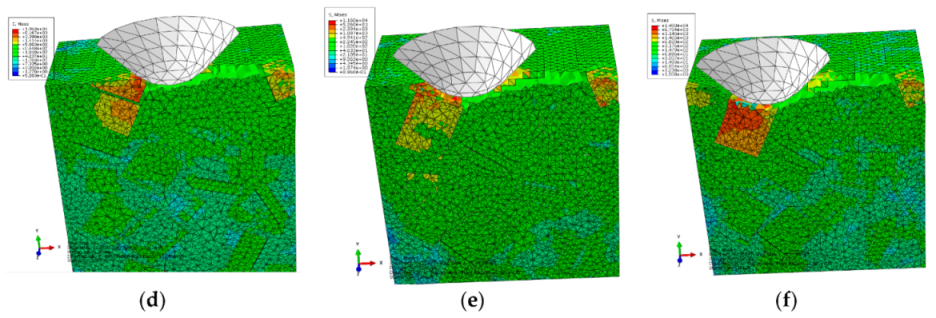
3.1.2. The Middle Scratch Process
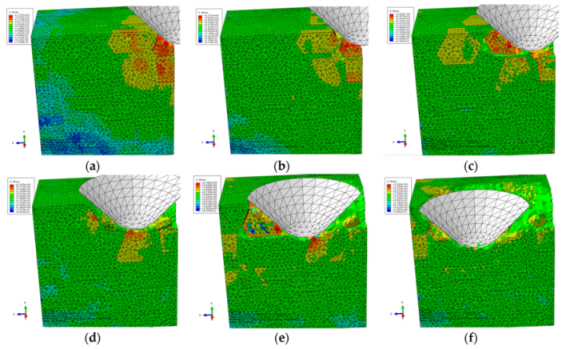
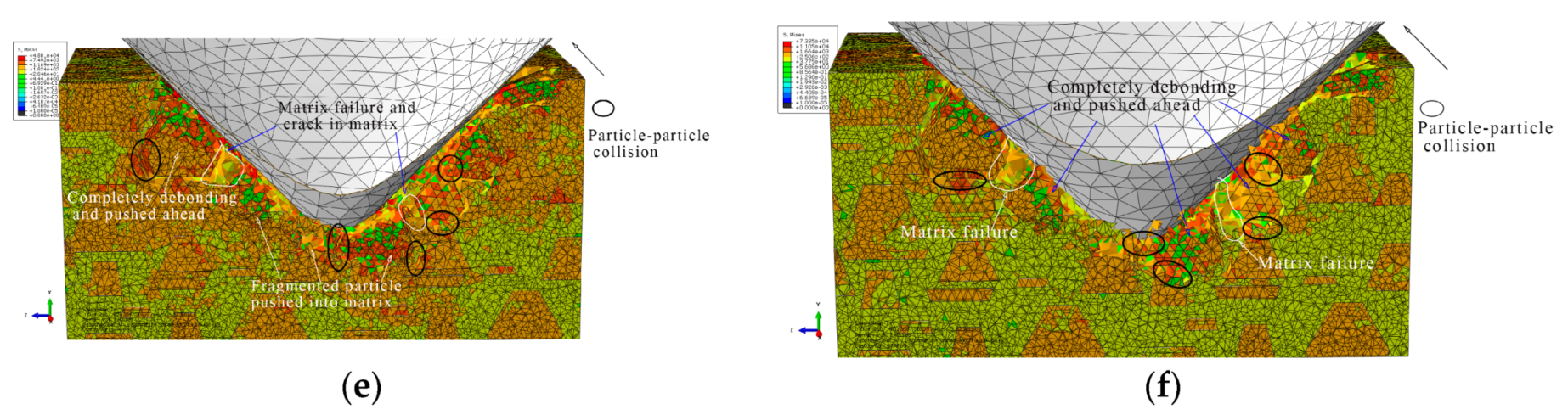
3.1.3. The Final Scratch Process
3.2. The Scratched Groove Topography
3.3. Experimental Verification
4. Conclusions
- (1)
- The scratch depth plays a crucial role in the material removal process. SiC particles are primarily removed in ductile mode under a small scratch depth ranging from 0 to 0.011 mm, and then brittle fracturing of SiC particles becomes more evident with an increase of the scratch depth. It is eventually exhibited as the primary removal model under a large scratch depth ranging from 0.0385 to 0.0764 μm. The above phenomenon is attributed to transport of SiC particles within the Al matrix. Small-scale transport of SiC particles induced by a small scratch depth barely results in particle-particle collision; in this case, SiC particles are mainly sustained by the Al matrix which provides a flexible support that is beneficial to ductile removal of SiC particles. The increase of SiC particle transport with scratch depth raises the occurrence of particle-particle collision, which provides a hard support and shock for the scratched particles; therefore, brittle fracturing gradually becomes the major removal mode of SiC particles as the scratch depth increases. The Al matrix is removed in ductile mode during the whole scratch process.
- (2)
- The removal model of SiC particles plays a significant role in the deformation of the scratched surface. If ductile removal of SiC particles is predominant, the scratched surface is considerably smooth and exhibits very few defects, whereas if brittle fracturing of SiC particles occurs more prevalently, the deteriorative and coarse surface becomes more significant, on which various surface defects are observed; i.e., particle-matrix interfacial debonding, lateral cracks, small SiC fragments pushed ahead and then pressed into the matrix, cavies filled with residually broken particles and fragmented particles remaining in the matrix.
- (3)
- Numerical and experimental analyses both reveal that lateral cracks are one of primary surface defects, which were barely referred in previous simulation literature. The formation mechanism of the lateral cracks is as follows: the lateral cracks initiate at several particle-matrix interfacial debonding sites (micro-cracks), and then grow through the matrix as the indenter advances; these interfacial micro-cracks ultimately link together to evolve into large-scale lateral cracks. The formation process simulation of lateral cracks was performed successfully in the study.
- (4)
- A defect, cavities without any residual SiC fragments due to complete pushing out of a SiC particle, barely occurs on the single-grit scratched surface, while that is one of major defects on turning and milling SiCp/Al surface [9,12], which is attributed to the difference between the grit with a negative rake and turning (milling) tool with a positive rake. This indicates that grinding is more beneficial to improving the processed surface quality of PRMMCs than turning and milling.
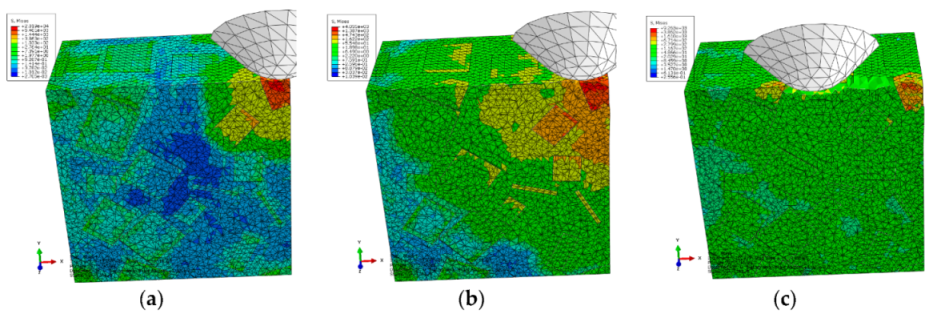
- (5)
- The von Mises stress distribution shows that SiC particles bear the vast majority of load; thus, they present greater stress than the surrounding Al matrix. Namely, they impede stress diffusion within the Al matrix.
- (6)
- The SEM images of the scratched surface obtained from the single-grit scratch experiments verify the numerical analysis. Due to the importance of scratch depth for SiC particles removal and surface quality, it can be suggested that a relatively small scratch depth be applied to improve surface quality.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dandekar, C.R.; Yung, C.S. Modeling of machining of composite materials: A review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121. [Google Scholar] [CrossRef]
- Kitzig-Frank, H.; Taghi, T.; Bahman, A. Material removal mechanism in ultrasonic-assisted grinding of Al2O3 by single-grain scratch test. Int. J. Adv. Manuf. Technol. 2017, 91, 2949–2962. [Google Scholar] [CrossRef]
- Feng, P.F.; Liang, G.Q.; Zhang, J.F. Ultrasonic vibration-assisted scratch characteristics of silicon carbide-reinforced aluminum matrix composites. Ceram. Int. 2014, 40, 10817–10823. [Google Scholar] [CrossRef]
- Zha, H. Material removal mechanism in rotary ultrasonic machining of high-volume fraction SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2018, 97, 2099–2109. [Google Scholar] [CrossRef]
- Zheng, W. Material deformation and removal mechanism of SiCp/Al composites in ultrasonic vibration assisted scratch test. Ceram. Int. 2018, 44, 15133–15144. [Google Scholar] [CrossRef]
- Zhu, Y.; Kishawy, H.A. Influence of alumina particles on the mechanics of machining metal matrix composites. Int. J. Mach. Tools Manuf. 2005, 45, 389–398. [Google Scholar] [CrossRef]
- Pramanik, A.; Zhang, L.C.; Arsecularatne, J.A. An FEM investigation into the behavior of metal matrix composites: Tool–particle interaction during orthogonal cutting. Int. J. Mach. Tools Manuf. 2007, 47, 1497–1506. [Google Scholar] [CrossRef]
- Wang, T.; Li, X.; Wang, X. Simulation study on defect formation mechanism of the machined surface in milling of high volume fraction SiCp/Al composite. Int. J. Adv. Manuf. Technol. 2015, 79, 1185–1194. [Google Scholar] [CrossRef]
- Zhou, L. Finite element and experimental analysis of machinability during machining of high-volume fraction SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2017, 91, 1935–1944. [Google Scholar] [CrossRef]
- Teng, X. Comparison of cutting mechanism when machining micro and nano-particles reinforced SiC/Al metal matrix composites. Compos. Struct. 2018, 203, 636–647. [Google Scholar] [CrossRef]
- Wang, Y. Simulation and experimental investigation on the cutting mechanism and surface generation in machining SiCp/Al MMCs. Int. J. Adv. Manuf. Technol. 2019, 100, 1393–1404. [Google Scholar] [CrossRef]
- Umer, U. Modeling machining of particle-reinforced aluminum-based metal matrix composites using cohesive zone elements. Int. J. Adv. Manuf. Technol. 2015, 78, 1171–1179. [Google Scholar] [CrossRef]
- Ghandehariun, A. Analysis of tool-particle interactions during cutting process of metal matrix composites. Int. J. Adv. Manuf. Technol. 2016, 82, 143–152. [Google Scholar] [CrossRef]
- Ghandehariun, A. On modeling the deformations and tool-workpiece interactions during machining metal matrix composites. Int. J. Adv. Manuf. Technol. 2017, 91, 1507–1516. [Google Scholar] [CrossRef]
- Ghandehariun, A. On tool–workpiece interactions during machining metal matrix composites: Investigation of the effect of cutting speed. Int. J. Adv. Manuf. Technol. 2016, 84, 2423–2435. [Google Scholar] [CrossRef]
- Rodríguez-Barrero, S. Enhanced performance of nanostructured coatings for drilling by droplet elimination. Mater. Manuf. Process. 2016, 31, 593–602. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I. Behaviour of PVD coatings in the turning of austenitic stainless steels. Procedia Eng. 2013, 63, 133–141. [Google Scholar] [CrossRef] [Green Version]
- Fernández-Valdivielso, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. Proc. Seventh Int. Symp. Ballist. Neth. 1983, 541–547. [Google Scholar]
- Holmquist, T.J.; Gordon, R.J. Characterization and evaluation of silicon carbide for high-velocity impact. J. Appl. Phys. 2005, 97, 093502. [Google Scholar] [CrossRef]
- Lotfian, S. High temperature micropillar compression of Al/SiC nanolaminates. Acta Mater. 2013, 61, 4439–4451. [Google Scholar] [CrossRef] [Green Version]
- Brookes, C.A.; Brookes, E.J. Diamond in perspective: A review of mechanical properties of natural diamond. Diam. Relat. Mater. 1991, 1, 13–17. [Google Scholar] [CrossRef]
- Elwasli, F. A 3D multi-scratch test model for characterizing material removal regimes in 5083-Al alloy. Mater. Des. 2015, 87, 352–362. [Google Scholar] [CrossRef]
- Guo, X. Interfacial strength and deformation mechanism of SiC–Al composite micro-pillars. Scr. Mater. 2016, 114, 56–59. [Google Scholar] [CrossRef]
- Nan, C.-W.; Clarke, D.R. The influence of particle size and particle fracture on the elastic/plastic deformation of metal matrix composites. Acta Mater. 1996, 44, 3801–3811. [Google Scholar] [CrossRef]
- Su, Y. Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites. Mater. Sci. Eng. A 2014, 597, 359–369. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Machining Mode Type | Modeling of Reinforced Particles | Particle-Matrix Interfacial Modeling | Partilce-Particle Contact |
|---|---|---|---|---|
| Zhu [6] | 2D micro-orthogonal cutting | Geometric model: polygon, random size and position Material model: - Volume fraction: low | Perfectly bonded with tied node, no interfacial debonding | No |
| Pramanik [7] | 2D micro-orthogonal cutting | Geometric model: circle, constant size and regular position Material model: perfectly elastic material without fracture Volume fraction: 20% | Perfectly bonded with tied node, debonding by Al matrix element failure | No |
| Wang [8] | 2D micro-orthogonal cutting | Geometric model: circle/polygon, random size and position Material model: perfectly elastic material with normal stress fracture criterion Volume fraction: 65% | Perfectly bonded with tied node, debonding by Al matrix element failure | No |
| Zhou [9] | 2D micro-orthogonal cutting | Geometric model: polygon, random size and position Material model: perfectly elastic material with brittle cracking model Volume fraction: 55% | Perfectly bonded with tied node, no interfacial debonding | No |
| Teng [10] | 2D micro-orthogonal cutting | Geometric model: circle, constant size and regular position Material model: perfectly elastic material with brittle cracking model Volume fraction: 10% | Perfectly bonded with tied node, no interfacial debonding | No |
| Wang [11] | 3D micro-orthogonal cutting | Geometric model: sphere, constant size and regular position Material model: perfectly elastic material with brittle cracking model Volume fraction: 20% | Perfectly bonded with tied node, debonding by Al matrix element failure | No |
| Umer [12] | 2D micro-orthogonal cutting | Geometric model: circle, constant size and regular position Material model: linear elastic without considering fracture Volume fraction: 20% | Cohesive zone elements, debonding by cohesive zone elements failure | No |
| Ghandehariun [13,14,15] | 2D micro-orthogonal cutting | Geometric model: circle, constant size and regular position Material model: perfectly elastic material with brittle cracking model Volume fraction: 10%/20% | Perfectly bonded with tied node, debonding by Al matrix element failure | No |
| Scratch length | 5 mm |
| Scratch velocity | 10 mm/min |
| Loading rate | 40 N/min |
| maximum load | 20 N |
| SiC [20] | 5083Al [21] | Diamond [22] | |
|---|---|---|---|
| Young’s modulus (MPa) | 420,000 | 70,000 | 650,000 |
| Poisson’s ratio | 0.14 | 0.3 | 0.25 |
| Density (tonne/mm3) | 3.13 × 10−9 | 2.71 × 10−9 | 1.19 × 10−8 |
| Thermal conductivity (mJ/s/mm/K) | 81 | 173 | 35 |
| Thermal expansion (K−1) | 4.90 × 10−6 | 2.36 × 10−5 | 4.00 × 10−6 |
| Thermal specific heat (Mj/T/K) | 4.27 × 108 | 9.1 × 108 | 15 × 108 |
| Inelastic heat fraction | 0.9 | 0.9 | 0.9 |
| A (MPa) | B (MPa) | n | m | C | |||
|---|---|---|---|---|---|---|---|
| 167 | 596 | 0.551 | 0.859 | 893 | 293 | 0.001 | 1 |
| 0.0261 | 0.263 | −0.349 | 0.147 | 16.8 | 2.1×10−5 |
| Line 1 | (tonne/mm3) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | ||
| 3.13 × 10−9 | 1.93 × 105 | 4.92 × 103 | 1.5 × 103 | 1 × 102 | 2.5 × 102 | 0.009 | 1.0 | |
| Line 2 | (MPa) | (MPa) | (MPa) | FS | ||||
| 7.5 × 102 | 1.22 × 102 | 2 × 102 | 1.0 | 0.16 | 1.0 | 999 | 0.2 | |
| Line 3 | (MPa) | (MPa) | (MPa) | - | - | - | - | - |
| 2.2 × 105 | 3.61 × 105 | 0 | - | - | - | - | - |
| Loading Mode | Automatically Load |
|---|---|
| Loading range | 0.25 N~200 N automatic loading continuously, the precision is 0.25 N |
| Scratch length | 2 mm~40 mm |
| Scratch velocity | 10 mm/min |
| Loading rate | 1 N/min~100 N/min |
| Measuring range | 0.5 μm~30 μm |
| Friction measuring range | 10 N~100 N, precision is 0.25 N |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Gong, Y.; Cai, M.; Han, B. Numerical and Experimental Analysis of Material Removal and Surface Defect Mechanism in Scratch Tests of High Volume Fraction SiCp/Al Composites. Materials 2020, 13, 796. https://doi.org/10.3390/ma13030796
Zhao X, Gong Y, Cai M, Han B. Numerical and Experimental Analysis of Material Removal and Surface Defect Mechanism in Scratch Tests of High Volume Fraction SiCp/Al Composites. Materials. 2020; 13(3):796. https://doi.org/10.3390/ma13030796
Chicago/Turabian StyleZhao, Xu, Yadong Gong, Ming Cai, and Bing Han. 2020. "Numerical and Experimental Analysis of Material Removal and Surface Defect Mechanism in Scratch Tests of High Volume Fraction SiCp/Al Composites" Materials 13, no. 3: 796. https://doi.org/10.3390/ma13030796