Fatigue Resistance of Bituminous Mixtures and Mortars Containing High Reclaimed Asphalt Content

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Objectives and Scope
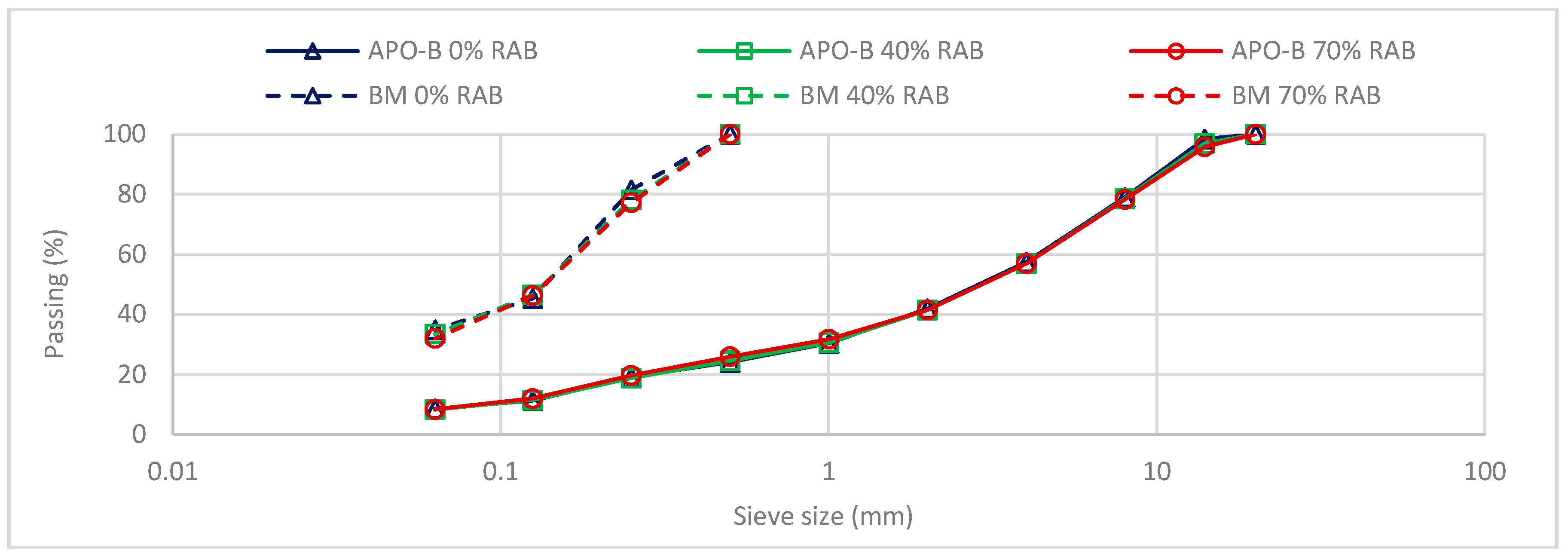
3. Materials
4. Experimental Investigation
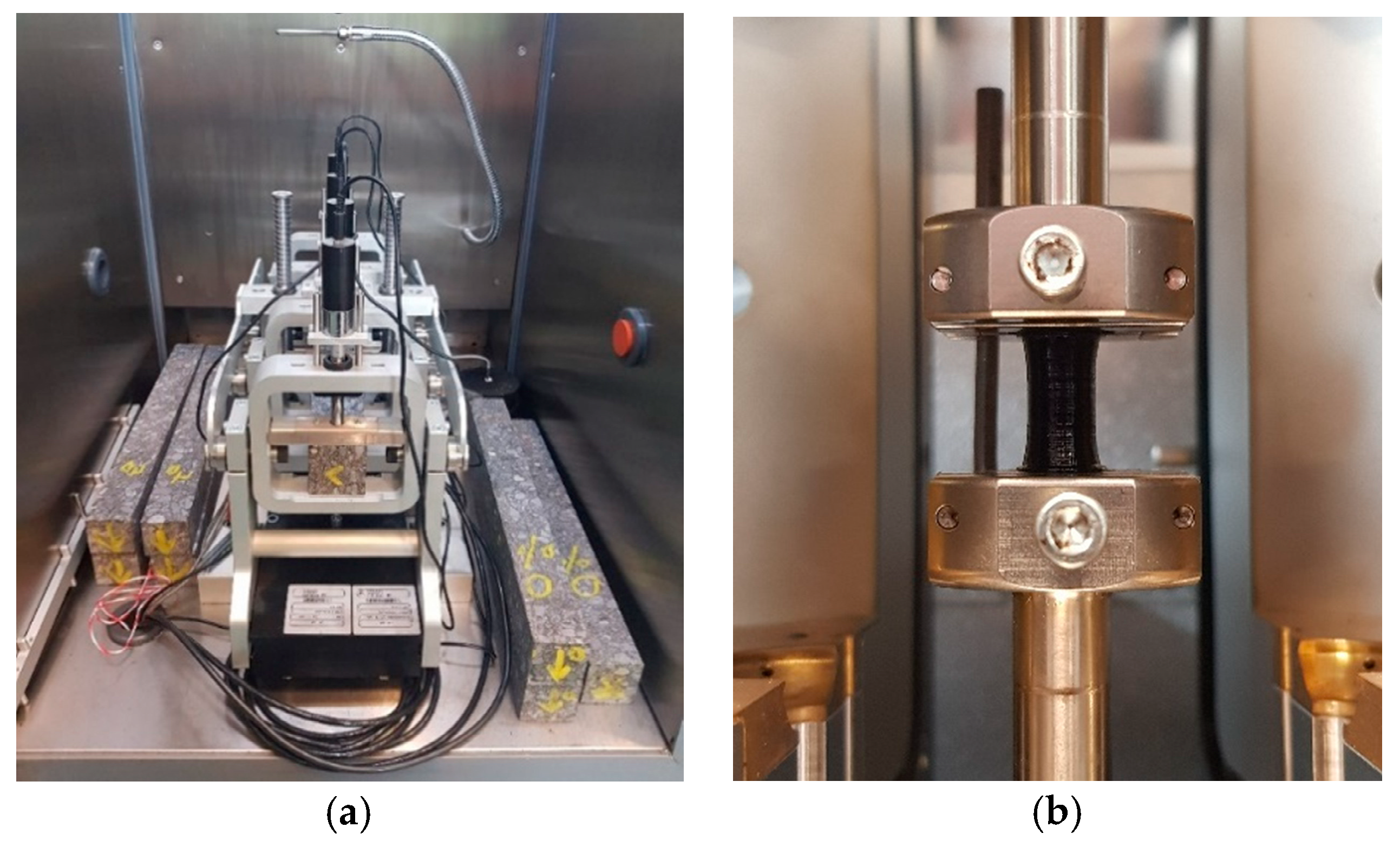
4.1. Fatigue Testing
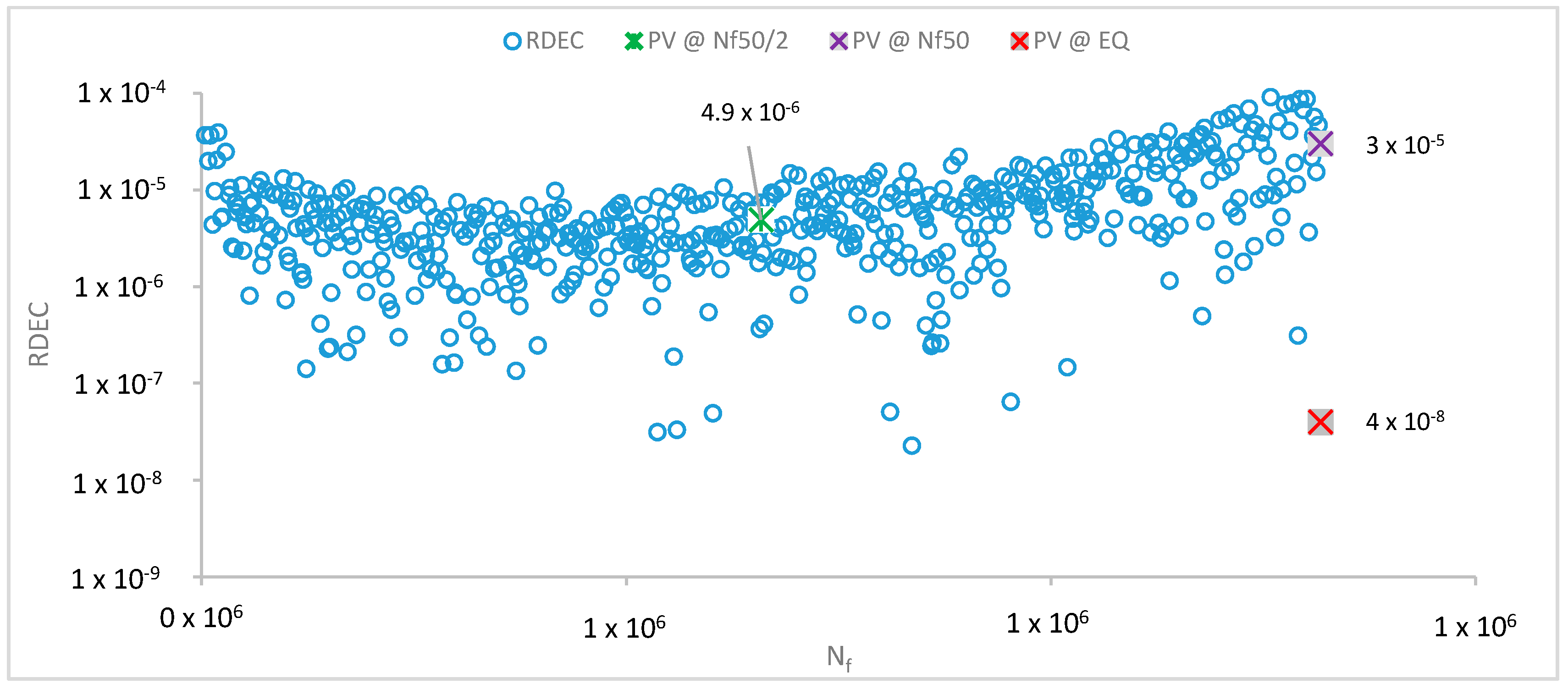
4.2. Fatigue Resistance Analysis: Conventional and Energy Concepts
5. Results and Discussion
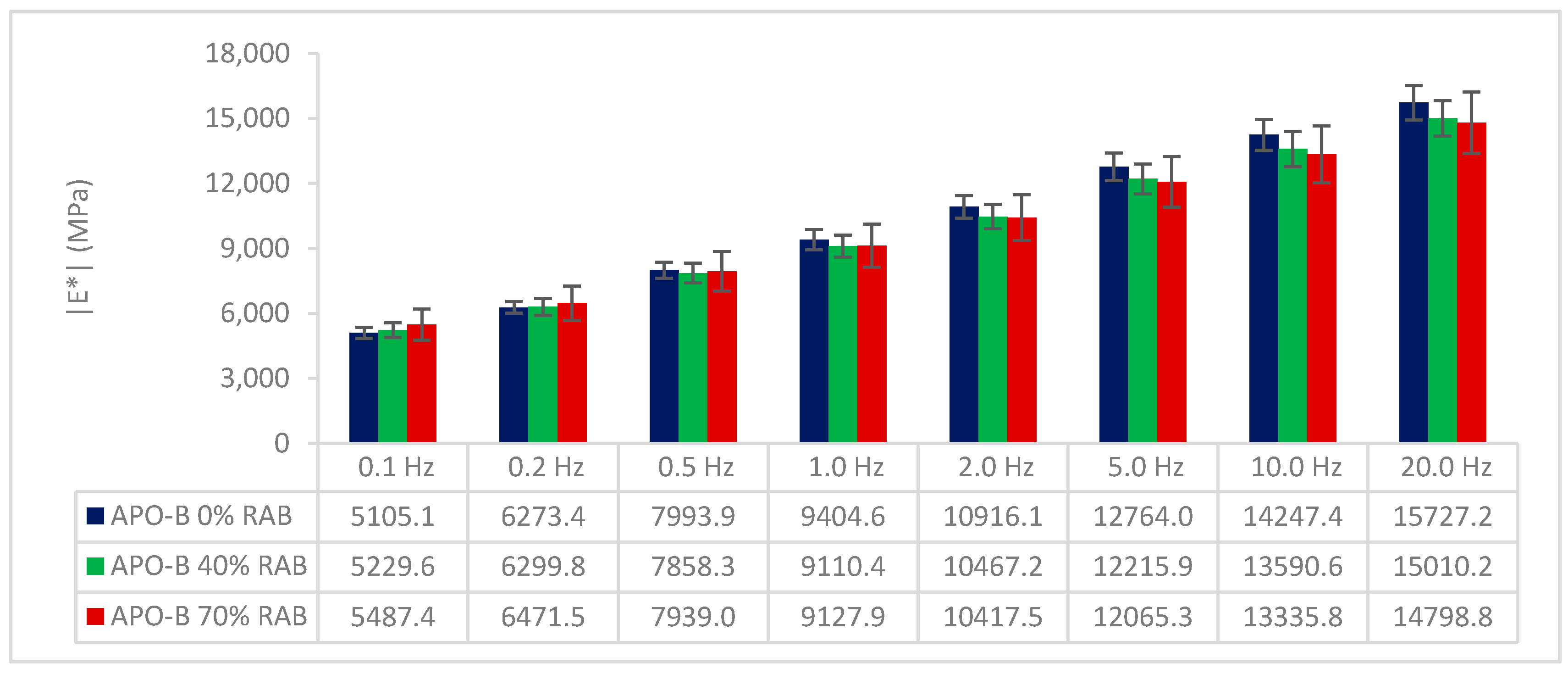
5.1. Bituminous Mixtures
5.2. Bituminous Mortars
6. Conclusions and Recommendations
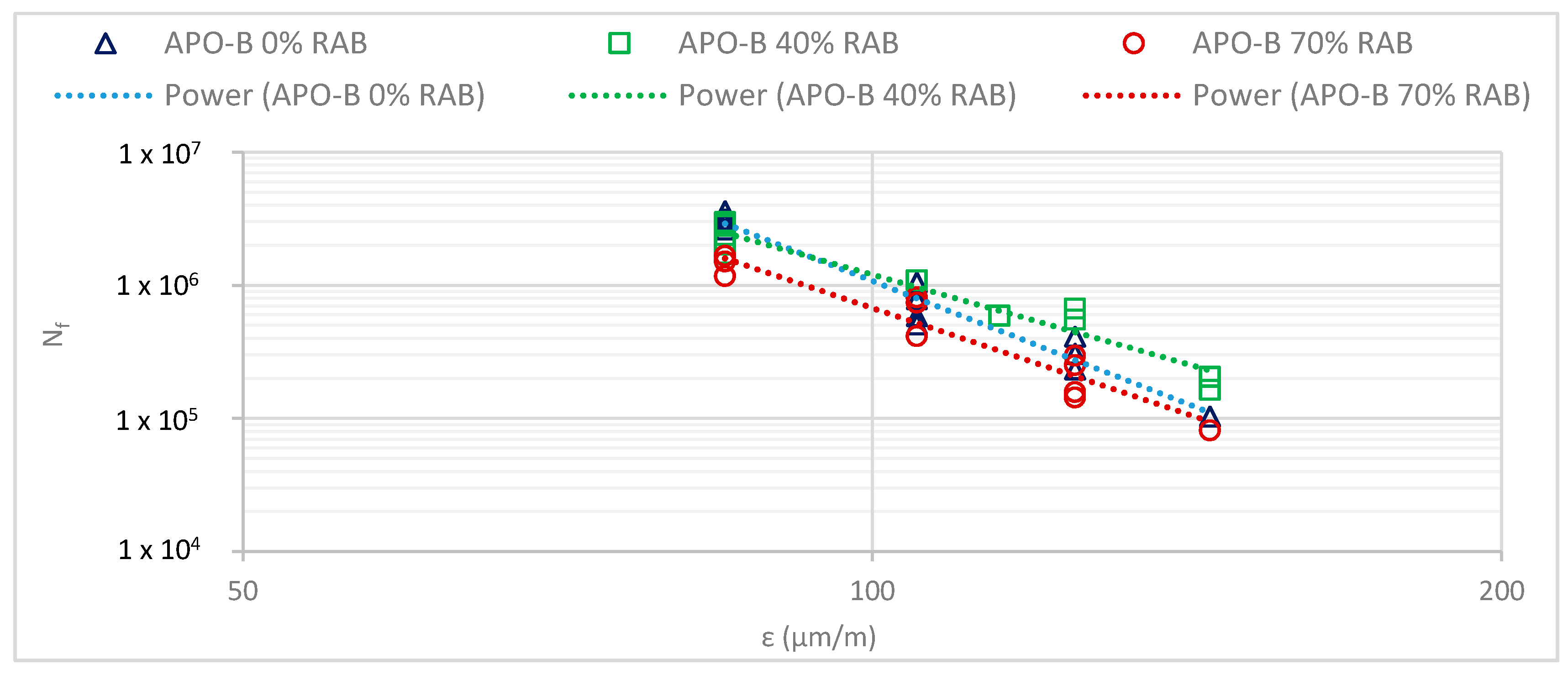
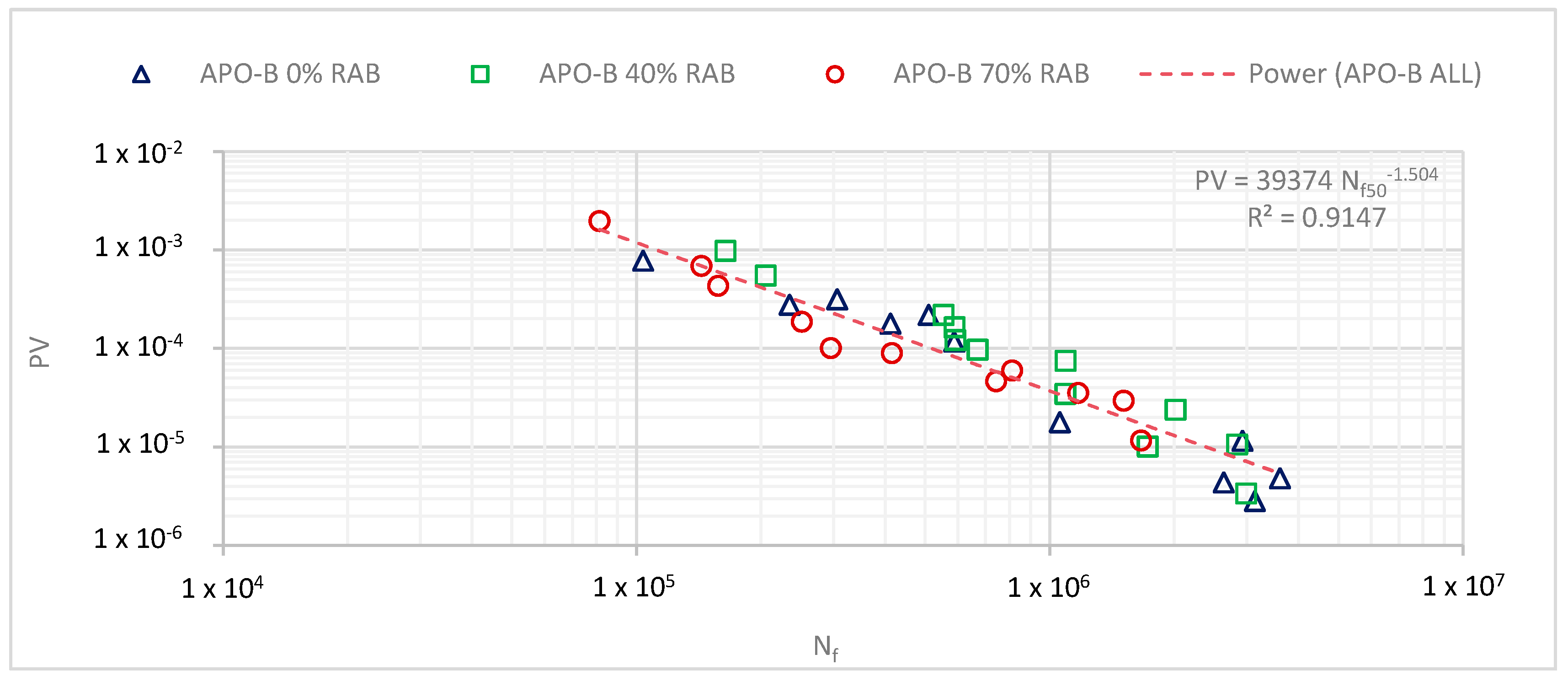
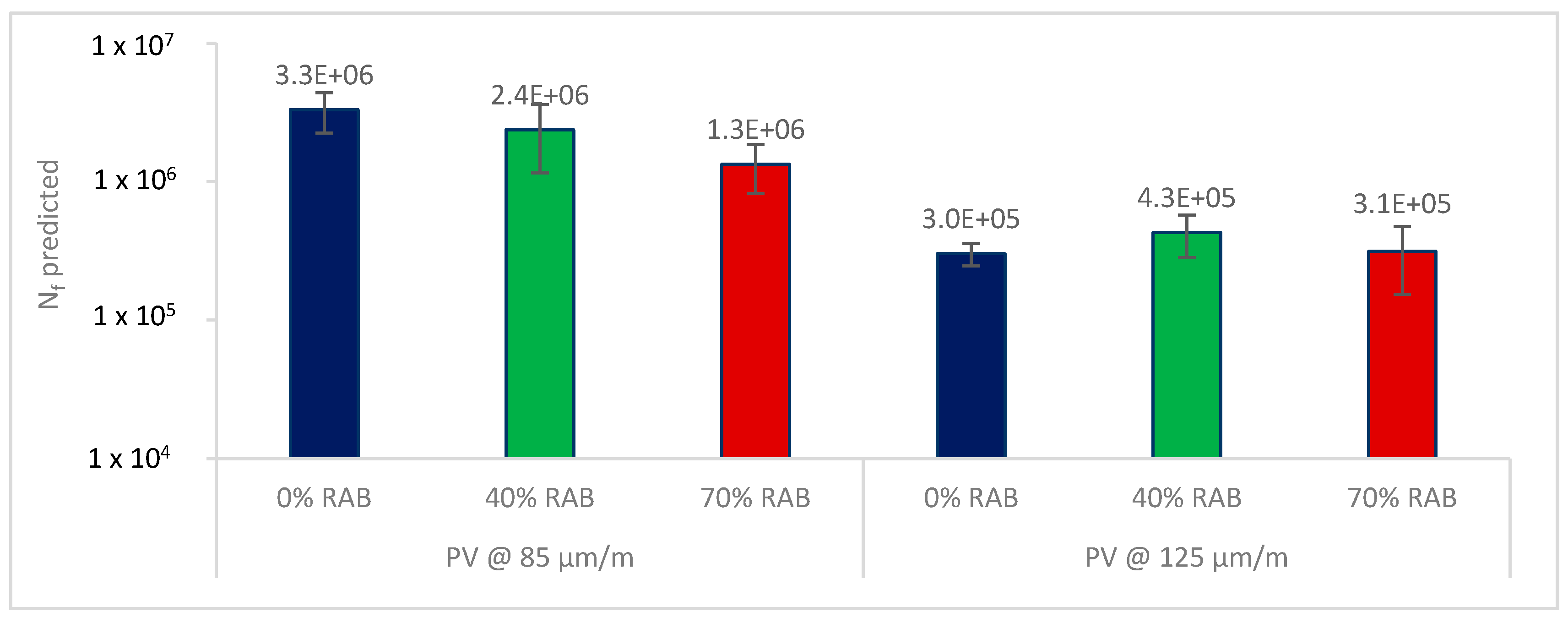
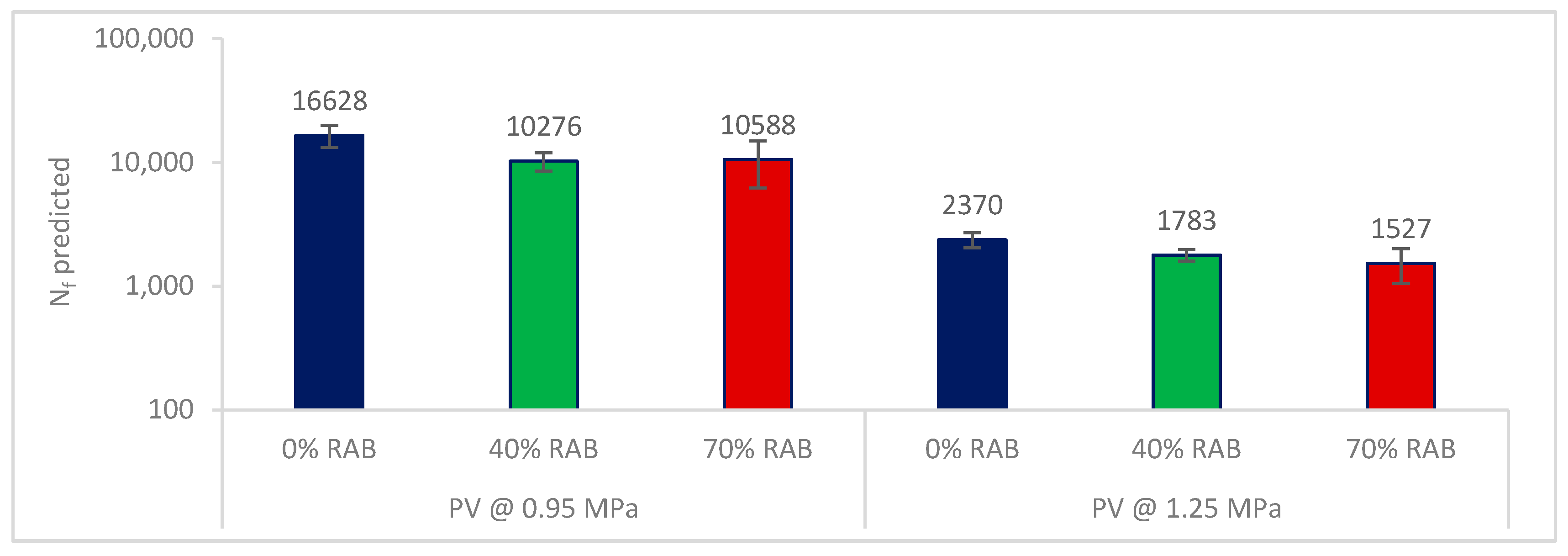
- For the asphalt scale, following the ε6 rule, the 40% RAB mix performed better compared to the other mixtures. Based on the PV approach, the same asphalt mix (40% RAB) showed the highest fatigue resistance for the 125 μm/m level. In contrast, it changed at the 85 μm/m level, where the 0% RAB mix showed the highest fatigue resistance.
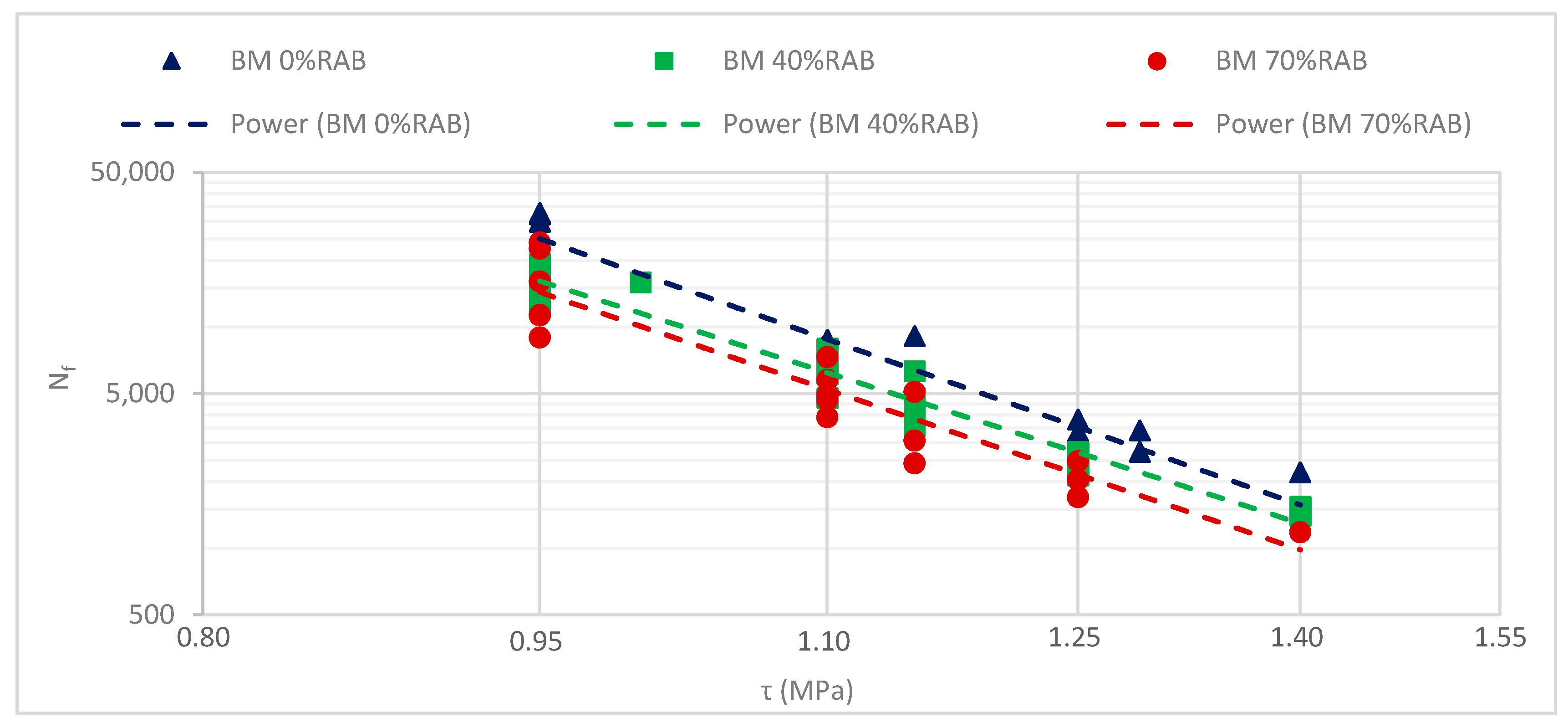
- For the mortar scale, the samples with more RAB yielded lower fatigue life, as exhibited by both conventional and energy approaches.
- Based on the results of the asphalt scale, adding only the virgin binder was an effective approach for the 40% RAB mix, but not for the 70% RAB mix, as demonstrated by the weaker fatigue resistance.
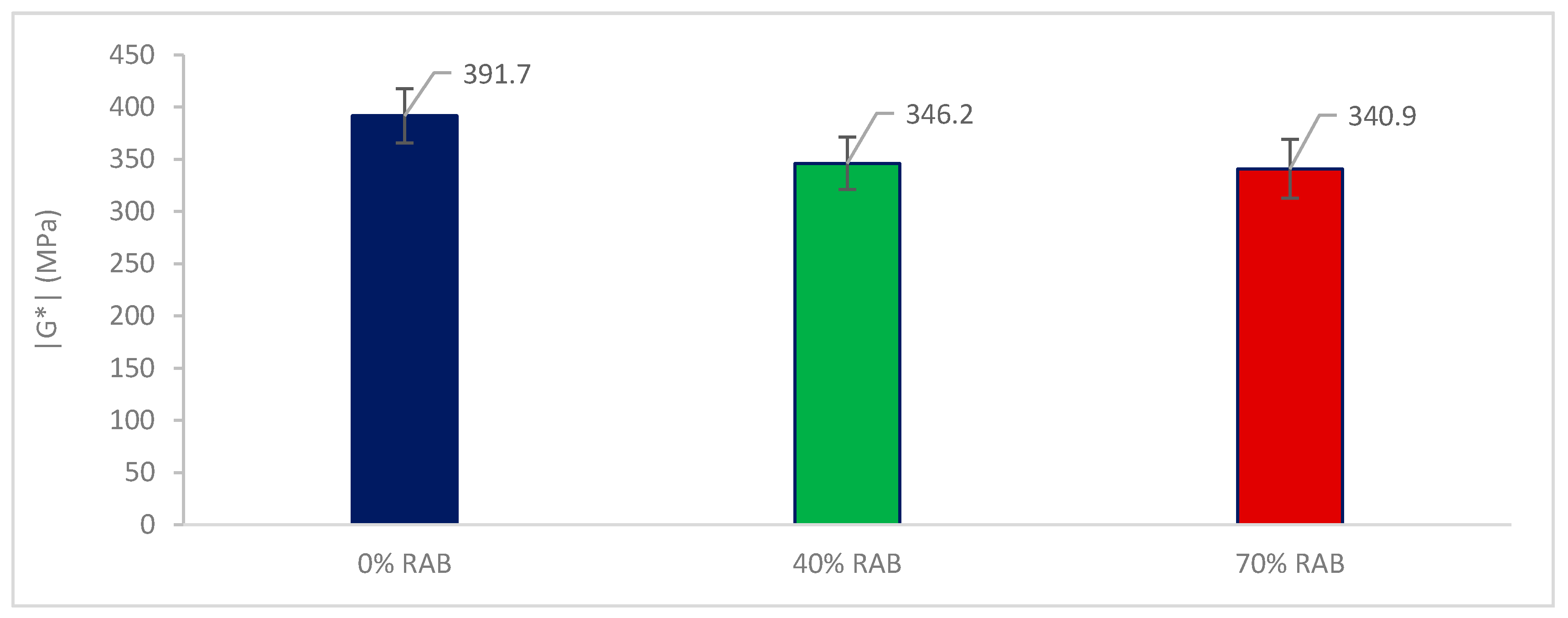
- On the other hand, based on the mortar scale results, adding only the virgin binder was not beneficial for the mortars containing a RAB. The fatigue results seemed to be strongly influenced by the |G*| of the mortar samples, which was lower for the 40% and 70% RAB mortar mix.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Margaritis, A.; Blom, J.; Van den bergh, W. Evaluating the mechanical performance of Flemish bituminous mixtures containing RA by statistical analysis. Road Mater. Pavement Des. 2019, 20, S725–S739. [Google Scholar] [CrossRef]
- Anthonissen, J. Bituminous Pavements in Flanders: Quantifying the Effect of RAP on the Environmental Impact; University of Antwerp: Antwerp, Belgium, 2017. [Google Scholar]
- Zaumanis, M.; Mallick, R.B. Review of very high-content reclaimed asphalt use in plant-produced pavements: State of the art. Int. J. Pavement Eng. 2015, 16, 39–55. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Brown, E.R.; Epps, J.A. Designing HMA Mixtures with High RAP Content: A Practical Guide; National Asphalt Pavement Association: Landam, MD, USA, 2007; p. 36. [Google Scholar]
- Al-Qadi, I.L.; Aurangzeb, Q.; Carpenter, S.H.; Pine, W.J.; Trepanier, J. Impact of High RAP Contents on Structural and Performance Properties of Asphalt Mixtures; Illinois Center for Transportation: Springfield, IL, USA, 2012. [Google Scholar]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef]
- Huang, Y.H. Pavement Analysis and Design Prentice Hall; Prentice Hall PTR: Englewood Cliffs, NJ, USA, 1993; p. 785. [Google Scholar]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Federal Highway Administration. Office of Research, Development, and Technology: McLean, VA, USA, 2011; p. 60. [Google Scholar]
- West, R.; Michael, J.; Turochy, R.; Maghsoodloo, S. Use of Data from Specific Pavement Studies Experiment 5 in the Long-Term Pavement Performance Program to Compare Virgin and Recycled Asphalt Pavements. Transp. Res. Rec. 2011, 2208, 82–89. [Google Scholar] [CrossRef]
- Zaghloul, S.; Holland, T.J. Comparative Analysis of Long-Term Field Performance of Recycled Asphalt in California Environmental Zones. Transp. Res. Rec. 2008, 2084, 83–99. [Google Scholar] [CrossRef]
- McDaniel, R.S.; Shah, A.; Huber, G. Investigation of Low-and High-Temperature Properties of Plant-Produced RAP Mixtures; Federal Highway Administration. Office of Pavement Technology: McLean, VA, USA, 2012; p. 107. [Google Scholar]
- Sabouri, M.; Bennert, T.; Sias Daniel, J.; Richard Kim, Y. A comprehensive evaluation of the fatigue behaviour of plant-produced RAP mixtures. Road Mater. Pavement Des. 2015, 16, 29–54. [Google Scholar] [CrossRef]
- Mangiafico, S.; Di Benedetto, H.; Sauzeat, C.; Olard, F.; Dupriet, S.; Planque, L.; Van Rooijen, R. Effect of reclaimed asphalt pavement on complex modulus and fatigue resistance of bitumens and asphalts. In Proceedings of the 5th Eurasphalt & Eurobitume Congress, Istanbul, Turkey, 13–15 June 2012; p. 10. [Google Scholar]
- Riccardi, C.; Cannone Falchetto, A.; Wistuba, M.P.; Losa, M. Fatigue comparisons of mortars at different volume concentration of aggregate particles. Int. J. Fatigue 2017, 104, 416–421. [Google Scholar] [CrossRef]
- Kim, Y.-R.; Little, D.N.; Song, I. Effect of Mineral Fillers on Fatigue Resistance and Fundamental Material Characteristics: Mechanistic Evaluation. Transp. Res. Rec. 2003, 1832, 1–8. [Google Scholar] [CrossRef]
- Margaritis, A.; Tofani, G.; Jacobs, G.; Blom, J.; Tavernier, S.; Vuye, C.; Van den bergh, W. On the Applicability of ATR-FTIR Microscopy to Evaluate the Blending between Neat Bitumen and Bituminous Coating of Reclaimed Asphalt. Coatings 2019, 9. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Roque, R.; Guarin, A.; Birgisson, B. Identification and assessment of the dominant aggregate size range (dasr) of asphalt mixture (with discussion). J. Associ. Asphalt Paving Technol. 2006, 75, 789–814. [Google Scholar]
- EN 1426. Bitumen and Bituminous Binders Determination of Needle Penetration; Bureau voor Normalisatie: Brussels, Belgium, 2015.
- EN 1427. Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method; Bureau voor Normalisatie: Brussels, Belgium, 2015.
- Margaritis, A.; Soenen, H.; Fransen, E.; Pipintakos, G.; Jacobs, G.; Blom, J.; Van den bergh, W. Identification of ageing state clusters of reclaimed asphalt binders using principal component analysis (PCA) and hierarchical cluster analysis (HCA) based on chemo-rheological parameters. Constr. Build. Mater. 2020, 244, 118276. [Google Scholar] [CrossRef]
- EN 12697-5. Bituminous Mixtures—Test Methods—Part 5: Determination of the Maximum Density; Bureau voor Normalisatie: Brussels, Belgium, 2018.
- EN 12697-35. Bituminous Mixtures—Test Methods for Hot Mix Asphalt. Part 35: Laboratory Mixing; Bureau voor Normalisatie: Brussels, Belgium, 2016.
- Margaritis, A.; Pipintakos, G.; Varveri, A.; Jacobs, G.; Hasheminejad, N.; Blom, J.; Van den bergh, W. Towards an enhanced fatigue evaluation of bituminous mortars. Constr. Build. Mater. 2020, 121578. (In Press) [Google Scholar] [CrossRef]
- EN 13108-1. Bituminous Mixtures Material Specifications—Part 1: Asphalt Concrete; Bureau voor Normalisatie: Brussels, Belgium, 2016.
- EN 12697-26. Bituminous Mixtures—Test Methods for Hot Mix Asphalt. Part 26: Stiffness; Bureau voor Normalisatie: Brussels, Belgium, 2018.
- EN 12697-24. Bituminous Mixtures Test Methods for Hot Mix Asphalt. Part 24: Resistance to Fatigue; Bureau voor Normalisatie: Brussels, Belgium, 2018.
- Ghuzlan, K.A.; Carpenter, S.H. Energy-Derived, Damage-Based Failure Criterion for Fatigue Testing. Transp. Res. Rec. 2000, 1723, 141–149. [Google Scholar] [CrossRef]
- Carpenter, S.H.; Shen, S. Dissipated Energy Approach to Study Hot-Mix Asphalt Healing in Fatigue. Transp. Res. Rec. 2006, 1970, 178–185. [Google Scholar] [CrossRef]
- Shen, S.; Airey, G.D.; Carpenter, S.H.; Huang, H. A Dissipated Energy Approach to Fatigue Evaluation. Road Mater. Pavement Des. 2006, 7, 47–69. [Google Scholar] [CrossRef]
- Rowe, G.M.; Bouldin, M.G. Improved techniques to evaluate the fatigue resistance of asphaltic mixtures. In Proceedings of the 2nd Eurasphalt & Eurobitume Congress, Barcelona, Spain, 20–22 September 2000; p. 10. [Google Scholar]
- Subhy, A.; Lo Presti, D.; Airey, G. New simplified approach for obtaining a reliable plateau value in fatigue analysis of bituminous materials. Eng. Fail. Anal. 2017, 79, 263–273. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.R.; Tarefder, R.A. Study of Asphalt Aging through Beam Fatigue Test. Transp. Res. Rec. 2015, 2505, 115–120. [Google Scholar] [CrossRef]
- Perez-Martinez, M.; Marsac, P.; Gabet, T.; Hammoum, F.; de Mesquita Lopes, M.; Pouget, S. Effects of Ageing on Warm Mix Asphalts with High Rates of Reclaimed Asphalt Pavement. In Proceedings of the 8th RILEM International Conference on Mechanisms of Cracking and Debonding in Pavements, Dordrecht, The Netherlands, 7–9 June 2016; pp. 113–118. [Google Scholar]
- Kim, M.; Mohammad, L.N.; Jordan, T.; Cooper, S.B. Fatigue performance of asphalt mixture containing recycled materials and warm-mix technologies under accelerated loading and four point bending beam test. J. Clean. Prod. 2018, 192, 656–664. [Google Scholar] [CrossRef]
- Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Pouget, S.; Olard, F.; Planque, L.; van Rooijen, R. Statistical Analysis of Influence of Mix Design Parameters on Mechanical Properties of Mixes with Reclaimed Asphalt Pavement. Transp. Res. Rec. 2014, 2445, 29–38. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B. Finite Element Modeling of Rejuvenator Diffusion in RAP Binder Film–Simulation of Plant Mixing Process; Springer: Dordrecht, The Netherlands, 2013; pp. 407–419. [Google Scholar]
- Ding, Y.; Huang, B.; Shu, X.; Zhang, Y.; Woods, M.E. Use of molecular dynamics to investigate diffusion between virgin and aged asphalt binders. Fuel 2016, 174, 267–273. [Google Scholar] [CrossRef]
- Zaumanis, M.; Poulikakos, L.D.; Partl, M.N. Performance-based design of asphalt mixtures and review of key parameters. Mater. Des. 2018, 141, 185–201. [Google Scholar] [CrossRef]
- Shan, L.; Tian, S.; He, H.; Ren, N. Internal crack growth of asphalt binders during shear fatigue process. Fuel 2017, 189, 293–300. [Google Scholar] [CrossRef]
- Safaei, F.; Castorena, C. Temperature Effects of Linear Amplitude Sweep Testing and Analysis. Transp. Res. Rec. 2016, 2574, 92–100. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| – | Bituminous Mortar (BM) (<0.5 mm) | Asphalt Mixture (APO-B) | ||||
|---|---|---|---|---|---|---|
| Component | BM 0% RAB (%) | BM 40% RAB (%) | BM 70% RAB (%) | APO-B 0% RAB (%) | APO-B 40% RAB (%) | APO-B 70% RAB (%) |
| Limestone 6.3/14 | – | – | – | 26.29 | 15.84 | 7.97 |
| Limestone 2/6.3 | – | – | – | 27.62 | 23.45 | 20.49 |
| Limestone 0/2 | 25.83 | 20.56 | 15.06 | 26.25 | 20.92 | 15.84 |
| Riversand 0/1 | 20.16 | 7.11 | 1.20 | 6.56 | 2.32 | 0.40 |
| RA 0/14 | - | 20.73 | 34.61 | – | 29.48 *1 | 50.88 *1 |
| RA Filler | - | 8.88 | 14.83 | – | – | – |
| Filler (type V28/38) | 28.41 | 17.10 | 9.56 | 9.16 | 5.51 | 3.18 |
| Bitumen | 25.61 | 25.59 | 24.74 | 4.12 | 2.47 *2 | 1.24 *2 |
| Total | 100.00 | 100.0 | 100.00 | 100.00 | 100.00 | 100.00 |
| *1: This part considers both the RA aggregates and binder *2: Only the added virgin binder | ||||||
| Mixture | Maximum Density (g/m3) EN 12697-5 | Air Voids (%) EN 12697-8 |
|---|---|---|
| APO-B 0% RAB | 2499.1 | 4.2 (± 0.9) |
| APO-B 40% RAB | 2488.6 | 4.0 (± 0.7) |
| APO-B 70% RAB | 2482.3 | 5.0 (± 0.8) |
| Code Name | 0% RAB | 40% RAB | 70% RAB | |
|---|---|---|---|---|
| Composition | RA binder (%) | 0 | 40 | 70 |
| Virgin binder (%) | 100 | 60 | 30 | |
| Penetration | RA (0.1 mm) | 24.0 | 24.0 | 24.0 |
| Virgin binder (0.1 mm)—control | 42.0 | - | - | |
| Virgin binder * (0.1 mm)—HB | - | 61.0 | - | |
| Virgin binder * (0.1 mm)—SB | - | - | 155.0 | |
| Final binder blend (0.1 mm) | 42.0 | 42.0 | 42.0 | |
| Tested binder properties of the final blends | Penetration (0.1 mm) | 42.0 | 40.0 | 37.0 |
| Softening point (°C) | 53.4 | 54.6 | 56.4 | |
| Code Name | Control | HB | SB | |
|---|---|---|---|---|
| Virgin Binder Blend Composition | Component 1 (binder type) | 35/50 (100%) | 50/70 (72.4%) | 50/70 (16.4%) |
| Component 2 (binder type) | - | 70/100 (27.6%) | 160/200 (83.6%) | |
| Penetration | Component 1 (0.1 mm) | 42.0 | 55.0 | 55.0 |
| Component 2 (0.1 mm) | - | 80.0 | 190.0 | |
| Virgin binder blend (0. 1mm) | 42.0 | 61.0 | 155.0 | |
| A | B | R2 (%) | ε6 (μm/m) | ε5 (μm/m) | |
|---|---|---|---|---|---|
| APO-B 0% RAB | 2 × 108 | −6.121 | 95.62 | 102 | 145 |
| APO-B 40% RAB | 2 × 1015 | −4.452 | 93.66 | 104 | 170 |
| APO-B 70% RAB | 2 × 1016 | −5.282 | 91.78 | 94 | 140 |
| A | B | R2 (%) | |
|---|---|---|---|
| APO-B 0% RAB | 17377 | −7.143 | 94.15 |
| APO-B 40% RAB | 11545 | −6.498 | 95.46 |
| APO-B 70% RAB | 10078 | −6.912 | 88.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Margaritis, A.; Jacobs, G.; Pipintakos, G.; Blom, J.; Van den bergh, W. Fatigue Resistance of Bituminous Mixtures and Mortars Containing High Reclaimed Asphalt Content. Materials 2020, 13, 5680. https://doi.org/10.3390/ma13245680
Margaritis A, Jacobs G, Pipintakos G, Blom J, Van den bergh W. Fatigue Resistance of Bituminous Mixtures and Mortars Containing High Reclaimed Asphalt Content. Materials. 2020; 13(24):5680. https://doi.org/10.3390/ma13245680
Chicago/Turabian StyleMargaritis, Alexandros, Geert Jacobs, Georgios Pipintakos, Johan Blom, and Wim Van den bergh. 2020. "Fatigue Resistance of Bituminous Mixtures and Mortars Containing High Reclaimed Asphalt Content" Materials 13, no. 24: 5680. https://doi.org/10.3390/ma13245680