Figure 1.
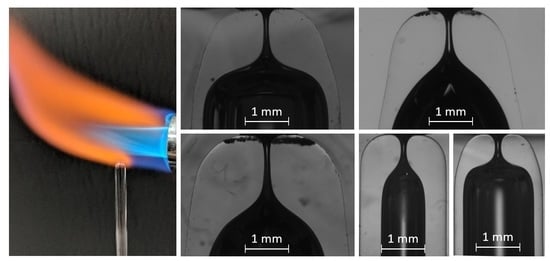
Fire shaping approaches depending on where the capillary is heated: (
a) Top of a Vertical Flame (TVF), (
b) Side of a Vertical Flame (SVF), (
c) Top of a Lateral Flame (TLF) [
26], and (
d) Bottom of a Lateral Flame (BLF). The latter is the approach used in this work.
Figure 1.
Fire shaping approaches depending on where the capillary is heated: (
a) Top of a Vertical Flame (TVF), (
b) Side of a Vertical Flame (SVF), (
c) Top of a Lateral Flame (TLF) [
26], and (
d) Bottom of a Lateral Flame (BLF). The latter is the approach used in this work.
Figure 2.
Mean neck diameter for sets of nozzles manufactured at the same heating position ( mm, mm) from capillaries type 1. The standard deviation is used for the error bars.
Figure 2.
Mean neck diameter for sets of nozzles manufactured at the same heating position ( mm, mm) from capillaries type 1. The standard deviation is used for the error bars.
Figure 3.
Nozzles manufactured at ( mm, mm) from capillaries type 1: (a) s, ± 4 m; (b) s, ± 1 m; (c) s, ± 3 m; (d) s, ± 2 m; (e) s, m (not measurable due to limitations of the characterization setup).
Figure 3.
Nozzles manufactured at ( mm, mm) from capillaries type 1: (a) s, ± 4 m; (b) s, ± 1 m; (c) s, ± 3 m; (d) s, ± 2 m; (e) s, m (not measurable due to limitations of the characterization setup).
Figure 4.
Shape comparison for sets of two nozzles (black and red lines) of the same diameter produced with the same heating conditions from capillaries type 1: (a) mm, s, m; (b) mm, s, m.
Figure 4.
Shape comparison for sets of two nozzles (black and red lines) of the same diameter produced with the same heating conditions from capillaries type 1: (a) mm, s, m; (b) mm, s, m.
Figure 5.
Relative diameter deviation of each nozzle from the mean of the set versus the absolute length and inner diameter deviation of the corresponding original capillary. Symbols correspond to different heating times of the experiments in
Table 1 (Capillaries type 1,
mm,
mm). The plane is the best fit. Graph (
a,
b) represent different view directions.
Figure 5.
Relative diameter deviation of each nozzle from the mean of the set versus the absolute length and inner diameter deviation of the corresponding original capillary. Symbols correspond to different heating times of the experiments in
Table 1 (Capillaries type 1,
mm,
mm). The plane is the best fit. Graph (
a,
b) represent different view directions.
Figure 6.
Nozzles of m manufactured at different positions: (a) mm, s, mm; (b) mm, s, mm; (c) mm, s, mm; (d) mm, s, mm; (e) mm, s, mm. The line is to guide the eye.
Figure 6.
Nozzles of m manufactured at different positions: (a) mm, s, mm; (b) mm, s, mm; (c) mm, s, mm; (d) mm, s, mm; (e) mm, s, mm. The line is to guide the eye.
Figure 7.
Detail of nozzle presenting overturning (
Figure 6e). The slope of the interface shows that the material has flown below the shoulders. The proper inner surface of the nozzle cannot be observed in the image and results in a blur.
Figure 7.
Detail of nozzle presenting overturning (
Figure 6e). The slope of the interface shows that the material has flown below the shoulders. The proper inner surface of the nozzle cannot be observed in the image and results in a blur.
Figure 8.
Shape comparison for sets of nozzles with m produced with different heating conditions from capillaries type 1. The heating conditions were ( mm, s) for the black and the red nozzles, and ( mm, s) for the blue and the green ones.
Figure 8.
Shape comparison for sets of nozzles with m produced with different heating conditions from capillaries type 1. The heating conditions were ( mm, s) for the black and the red nozzles, and ( mm, s) for the blue and the green ones.
Figure 9.
Variability of the neck diameter versus the original capillary inner diameter deviation for thin (circles), and thick (squares) wall capillaries. The solid (dashed) line is the linear fit for the thin (thick) capillaries.
Figure 9.
Variability of the neck diameter versus the original capillary inner diameter deviation for thin (circles), and thick (squares) wall capillaries. The solid (dashed) line is the linear fit for the thin (thick) capillaries.
Figure 10.
Nozzles of m manufactured from capillaries of the same inner diameter and different wall thicknesses. (a) Capillary type 1, mm, s, mm. (b) Capillary type 2, mm, s, mm. The line is to guide the eye.
Figure 10.
Nozzles of m manufactured from capillaries of the same inner diameter and different wall thicknesses. (a) Capillary type 1, mm, s, mm. (b) Capillary type 2, mm, s, mm. The line is to guide the eye.
Figure 11.
Nozzles of m manufactured from different size capillaries. (a) Capillary type 1, mm, s, mm; (b) Capillary type 3, mm, s, mm; (c) Capillary type 4, mm, s, mm. The line is to guide the eye.
Figure 11.
Nozzles of m manufactured from different size capillaries. (a) Capillary type 1, mm, s, mm; (b) Capillary type 3, mm, s, mm; (c) Capillary type 4, mm, s, mm. The line is to guide the eye.
Figure 12.
Sequences of experimental images of the jet emitted by the two GDVNs devices with (a) Nozzle A and (b) Nozzle B. The water inner flow rate is mL/h and the air pressure drop is mbar.
Figure 12.
Sequences of experimental images of the jet emitted by the two GDVNs devices with (a) Nozzle A and (b) Nozzle B. The water inner flow rate is mL/h and the air pressure drop is mbar.
Figure 13.
Steady jet emitted by the two GDVNs devices with (a) Nozzle A and (b) Nozzle B. The water inner flow rate is mL/h and the air pressure drop is mbar.
Figure 13.
Steady jet emitted by the two GDVNs devices with (a) Nozzle A and (b) Nozzle B. The water inner flow rate is mL/h and the air pressure drop is mbar.
Figure 14.
Fire-shaping setup: (A) Bunsen burner, (B) gas bottle, (C) gas valve, (D) collect and chuck holder, (E) vertical translation stage, (F) horizontal two-axis translation stage, (G) Arduino board, (H) servomotor and (I) ceramic plate.
Figure 14.
Fire-shaping setup: (A) Bunsen burner, (B) gas bottle, (C) gas valve, (D) collect and chuck holder, (E) vertical translation stage, (F) horizontal two-axis translation stage, (G) Arduino board, (H) servomotor and (I) ceramic plate.
Figure 15.
Image of the flame and coordinate system for the heating position.
Figure 15.
Image of the flame and coordinate system for the heating position.
Figure 16.
Measured temperature profiles at the flame at different distances to the Burner exit: (a) mm, (b) mm, (c) mm, and (d) mm. The white symbol corresponds to the limit of the visible flame.
Figure 16.
Measured temperature profiles at the flame at different distances to the Burner exit: (a) mm, (b) mm, (c) mm, and (d) mm. The white symbol corresponds to the limit of the visible flame.
Figure 17.
Assembly of the GDVN device.
Figure 17.
Assembly of the GDVN device.
Table 1.
Mean geometrical parameters for sets of nozzles manufactured at the same position ( mm, mm) from capillaries type 1.
Table 1.
Mean geometrical parameters for sets of nozzles manufactured at the same position ( mm, mm) from capillaries type 1.
| t (s) | (m) | (%) | (mm) | |
|---|
| 45 | 590 | 4 | 1.08 | 0.47 |
| 60 | 406 | 4 | 1.21 | 0.62 |
| 75 | 326 | 2 | 1.26 | 0.78 |
| 90 | 235 | 4 | 1.36 | 1.04 |
| 120 | 153 | 6 | 1.48 | 1.78 |
| 150 | 123 | 7 | 1.50 | 2.55 |
| 180 | 100 | 4 | 1.57 | 3.65 |
| 240 | 66 | 7 | 1.65 | 7.13 |
| 300 | 45 | 5 | 1.72 | 10.1 |
Table 2.
Mean geometrical parameters for sets of nozzles of approximately the same diameter produced with different heating conditions. Capillaries type 1, mm.
Table 2.
Mean geometrical parameters for sets of nozzles of approximately the same diameter produced with different heating conditions. Capillaries type 1, mm.
| r (mm) | t (s) | (m) | (%) | (mm) | |
|---|
| 3.5 | 150 | 123 | 7 | 1.50 | 2.55 |
| 4.0 | 250 | 135 | 5 | 1.39 | 2.46 |
| 4.5 | 325 | 140 | 4 | 1.29 | 1.81 |
| 5.0 | 600 | 140 | 3 | 1.20 | 1.73 |
Table 3.
Mean geometrical parameters for sets of nozzles fabricated from capillaries of different thicknesses ( mm).
Table 3.
Mean geometrical parameters for sets of nozzles fabricated from capillaries of different thicknesses ( mm).
| Type | r (mm) | t (s) | (m) | (%) | (mm) | |
|---|
| 1 | 3.5 | 150 | 123 | 7 | 1.50 | 2.5 |
| 2 | 3.5 | 520 | 115 | 12 | 1.28 | 3.6 |
Table 4.
Mean geometrical parameters for sets of nozzles fabricated from different capillary types and with different heating conditions at ( mm).
Table 4.
Mean geometrical parameters for sets of nozzles fabricated from different capillary types and with different heating conditions at ( mm).
| Type | r (mm) | t (s) | (m) | (%) | (mm) | |
|---|
| 3 | 5.5 | 70 | 70 | 19 | 0.25 | 4.2 |
| 3 | 6 | 70 | 239 | 12 | 0.12 | 1.0 |
| 3 | 6.6 | 480 | 221 | 36 | 0.08 | 1.2 |
| 4 | 5.5 | 70 | 55 | 14 | 0.77 | 4.6 |
| 4 | 6 | 70 | 95 | 18 | 0.65 | 2.6 |
| 4 | 6.6 | 480 | 122 | 29 | 0.54 | 1.8 |
Table 5.
Nominal dimensions and tolerances of the capillaries.
Table 5.
Nominal dimensions and tolerances of the capillaries.
| Type | (mm) | (mm) | T (mm) | L (mm) |
|---|
| 1 | 3.3 ± 0.1 | 2.773 ± 0.1 | 0.264 | 100 ± 0.5 |
| 2 | 3.7 ± 0.1 | 2.775 ± 0.1 | 0.462 | 100 ± 0.5 |
| 3 | 2.0 ± 0.1 | 1.0 ± 0.1 | 0.5 | 100 ± 0.5 |
| 4 | 2.0 ± 0.1 | 1.6 ± 0.1 | 0.2 | 100 ± 0.5 |
Table 6.
Heating conditions and geometrical parameters of the nozzles assembled in the GDVNs devices (
Figure 12).
Table 6.
Heating conditions and geometrical parameters of the nozzles assembled in the GDVNs devices (
Figure 12).
| Noozle | r (mm) | z (mm) | t (s) | D (m) | |
|---|
| A | 3.5 | 15 | 90 | 224 ± 2 | 1.07 |
| B | 5 | 15 | 700 | 218 ± 3 | 0.96 |




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}